JP2012136024A - ドーナツ型(リング型)物品用インクジェット印刷装置 - Google Patents
ドーナツ型(リング型)物品用インクジェット印刷装置 Download PDFInfo
- Publication number
- JP2012136024A JP2012136024A JP2012022998A JP2012022998A JP2012136024A JP 2012136024 A JP2012136024 A JP 2012136024A JP 2012022998 A JP2012022998 A JP 2012022998A JP 2012022998 A JP2012022998 A JP 2012022998A JP 2012136024 A JP2012136024 A JP 2012136024A
- Authority
- JP
- Japan
- Prior art keywords
- printing
- unit
- article
- printed
- ink
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Coating Apparatus (AREA)
- Tyre Moulding (AREA)
- Tires In General (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
【解決手段】装置1は搬入部2、反転部3、印刷部4、搬出部5の順に設置され、各部には搬送チェーンCVが夫々設置され、その境界部ではオーバーラップする。搬入部2に搬入されたタイヤTは、ここでセンタリングし、反転部3を通過し、印刷部4で表面の印刷後、反転部3に逆搬送して反転して裏面を上向きとする。印刷部4に搬送し、裏面の印刷の後、搬出部5から搬出する。印刷部4では印刷面を平坦にしつつ、タイヤTを回転して所定位置からインクジェットヘッド(5個)により所定の印刷(複数回)を行う。
【選択図】図1
Description
前記自動車用タイヤ等に印刷する方法として、転写によりタイヤの外側面に印刷文字や記号等を印刷する方法があり、その1つとして、平坦な面に前記印刷すべき文字や記号等を凹状に形成した凹版の凹部にインキを充填し(インキ充填工程)、その後前記凹版の表面にシリコンゴムパッドを一面に当てがい前記凹部のインキをシリコンゴムパッドの表面に転位させ(転位工程)、前記インキを転位させたシリコンゴムパッドをタイヤのサイドブの印刷面に押しつけてシリコンゴムパッド上のインキをタイヤの印刷面に転写する印刷方法(例えば、特許文献1参照。)がある。
また、他の転写方法として、ラベルに所定の印刷パターンを印刷し、この印刷ラベルを加熱した後、このラベルを印刷対象品に圧接することにより、印刷対象品に所定の印刷パターンを転写する方法もあった。
本発明のドーナツ型(リング型)物品用インクジェット印刷装置1は、図1及び図2に示すように、搬入部2、反転部3、印刷部4、搬出部5とこれらを制御する制御部6及び印刷部4の印刷動作を制御する印刷制御部42からなり、前記搬入部2乃至搬出部5は、搬入部2、反転部3、印刷部4、搬出部5の順に設置する。
搬入部2、反転部3、印刷部4、搬出部5の夫々には2列で1組の搬送チェーンCV1、搬送チェーンCV2、搬送チェーンCV3、搬送チェーンCV4が独立して設置され、各部の境界部分ではこれらはオーバーラップするように設置されている。
タイヤTは、図7に示すように、搬入部2から反転部3に搬送し、反転部3をそのまま通過して印刷部4に搬送し、印刷部4で表(おもて)面に印刷の後、反対方向の反転部3に逆搬送してタイヤTを反転し裏面を上向きにし印刷部4に搬送し、印刷部4で裏面に印刷し、搬出部5に搬送し、搬出部5で外部に取り出す。
なお、前記のように印刷対象物品であるタイヤTを、搬入部2から反転部3に、反転部3から印刷部4に、印刷部4から反転部3に、反転部3から印刷部4に、印刷部4から搬出部5に、夫々搬送する場合、各部の境界で印刷対象物品であるタイヤTをスムーズに受渡しするために、渡す側の搬送チェーンの搬送速度と受取る側の搬送チェーンの搬送速度とを同一の搬送速度にする。
搬入部2では、搬入時、手作業によりタイヤT(印刷対象物品)の表面(印刷面)が上向きになるように設置する。搬入部2に搬入されたタイヤTは、図3に示すように、センタリング装置21により、タイヤTの外側からその2つの把持部を内側に移動してタイヤTの外径部を把持することにより、その中心が所定の基準位置になるように位置決め(センタリング)した後、反転部3に搬送する。
反転部3においては、図1、図2及び図7に示すように、搬入部2から搬送されたタイヤTは、反転動作をせずに反転部3をそのまま通過(パス)し、印刷部4に搬送する。
印刷部4では、タイヤの表面の印刷面に所定の印刷を施した後タイヤTを反転部3に逆搬送する。
反転部3では、図4に示すように、印刷部4から逆搬送されたタイヤTの表裏をタイヤ反転装置31により反転して裏面を上向きにした後、印刷部4に搬送する。
印刷部4では、反転部3から搬送されたタイヤTの裏面の印刷面に所定の印刷を施した後、搬出部5に搬送する。搬出部5では、タイヤTは搬出部5から手作業で外部に搬出される。
搬入部2は、手作業により搬入したタイヤTを表(おもて)面(印刷面)を上向きに置きセットする。タイヤTには、タイヤの印刷原点位置を示す矢印マークが施される。矢印の方向がタイヤの表面と裏面ではその方向が180°異なる。搬送チェーンCV1〜CV4の搬送はインバータモーターの制御により行う。
図3に示すように、予め設定された外径寸法に応じて、タイヤTの外側からセンターリング装置21の2つの把持部を内側に移動してタイヤTの外径部を把持することにより、その中心が所定の基準位置になるように位置決め(センタリング)する。センターリングを行った後、搬送チェーンCV1によりタイヤTを反転部3に搬送する。
なお、反転部3では、前記リフターLによるリフトアップの前に、タイヤTの中心を反転部3の中心位置に位置決めする位置決め制御を行う。反転部3の搬送チェーンCV2を駆動するインバータモーター又はサーボモーター等の可変速モーターの回転軸に位置決め用パルスを発生するためのエンコーダー(後述のタイヤ回転装置43の回転軸に設置されるリングエンコーダEと同様の機構で、モーターの回転と共に回転して一定周期のパルスを発生する(図示省略。))が設置されている。予め設定されたタイヤTの外径寸法に応じてタイヤTの中心と反転部3の中心位置が一致するように位置決め制御する。即ち、タイヤTの外径寸法に応じた位置決め用のパルス数(タイヤTの中心が反転部の先端から反転部の中心位置までの搬送する距離)に到達した時点で搬送チェーンCV2を停止し、タイヤTの中心が反転部の中心に位置決めされる。そして、タイヤTの中心が反転部3の中心に位置決めされたことを光電センサー(図示省略。)により確認する。
前記位置決め制御は、後述の印刷部4におけるタイヤTの中心と印刷部4の中心位置との位置決め制御と同様の制御動作である。
リフターLは2本一組の搬送チェーンCV2の内側に設置され、図2及び図4に示すように、タイヤTを載置する載置板を昇降させるため、「X字」状に交叉した2本の棒状の部材の交点に回転軸部材を設けた構造部材を左右(図1の搬入部2から搬出部5に向かう方向から見て)の2組設け、「X字」状に交叉した2本の一組の棒状の部材の上部(二組4個所)に前記載置板を設置する構造であり、前記「X字」状に交叉した2本の一組の棒状の部材が水平方向に開くと載置板は下降し、水平方向に閉じると上昇する。そして、同じ構造のリフターLが印刷部4の同様の位置に設置される。
前記リフターLの構造はその一例であり、前記タイヤTを載置する載置板を正確に昇降するものであれば適宜採用することができる。
印刷部4の搬送チェーンCV3を駆動するインバータモーター又はサーボモーター等の可変速モーターの回転軸には位置決め用のパルスを発生するエンコーダ(図示省略。)が設置されている。予め設定されたタイヤTの外径寸法に応じてタイヤTの中心と印刷部4の中心位置が一致するように位置決め制御する。即ち、タイヤTの外径寸法に応じた位置決め用のパルス数(タイヤTの中心が印刷部の先端から印刷部4の中心位置までの搬送する距離)に到達した時点で搬送チェーンCV3を停止し、タイヤTの中心が印刷部の中心に位置決めされる。そして、タイヤTの中心が印刷部4の中心に位置決めされたことを光電センサー(図示省略。)により確認する。
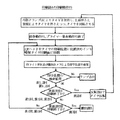
図5及び図8に示すように、搬送チェーンCV3の下に設置されたリフターLが上昇し、タイヤTを搬送チェーンCV3より上方向に持ち上げタイヤTの上面レベルを所定位置に停止することにより、位置決めする。搬送チェーンCV3より上にタイヤ回転装置43が設置されており、その状態(位置)で、タイヤ回転装置43の下端部に等角度(等間隔)で設置された4つの把持部を有する内径クランプCが、設定されたタイヤTの外径、内径及び幅の寸法に応じて、タイヤ内径空間迄下降し所定の位置で停止する。その後、内径クランプCの4つの把持部が外側に所定の寸法だけ拡張してタイヤTをその内径部で把持し、内径クランプCは若干上昇しタイヤTの上面の印刷レベル出し(印刷面の上下の調整)行い、タイヤTの上下位置を決定する。その後、リフターLは下降し、清浄動作P1及びプライマー塗布動作P2を行う。
印刷時には、上抑えロールR1によりタイヤTの上面の外径近傍(外径と印刷面との間の領域)を上から圧接する(抑える)ことによりタイヤTの印刷面が平坦化(タイヤTの高さレベル(厚み又は幅)が一定化)され、印刷時に良好な印字品質を得ることが可能となる。
印刷動作P3の前処理として、タイヤTの印刷面を清浄する清浄動作P1とタイヤTの印刷面にプライマー(下地層)を塗布するプライマー塗布動作P2を行う。
清浄動作P1はタイヤTの印刷面と略同じ幅を有する清浄ロール(ローラー)R2が下降して印刷面に圧接し、タイヤTの回転により清浄ロールR2がロールして印刷面を清浄する。清浄動作P1の終了と共に清浄ロールR2は上昇してタイヤTから離脱する。
プライマー塗布動作P2は、清浄動作の後、タイヤTと印刷インクの馴染みを良くするため印刷動作前にタイヤTの印刷部にアルコール系のプライマーを塗布するものであり、タイヤTの印刷面と略同じ幅を有するプライマー塗布ロール(ローラー)R3(ローラーにプライマーが含浸)が下降して印刷面に圧接し、タイヤTの回転によりロールして印刷面にプライマーを塗布する。プライマー塗布動作終了と共に、プライマー塗布ロールR3は上昇してタイヤTから離脱する。清浄ロールR2はプライマー塗布ロールR3の前側に設置する。
例えば、その1回転目は清浄ロールR2とプライマー塗布ロールR3が下降し、タイヤの印刷面に接し、清浄ロールR2によりタイヤTの印刷面を清浄した後、プライマー塗布ロールR3によりプライマーの塗装を行う。2回転以降は清浄ロールR2を引上げ、プライマー塗布ロールR3のみがタイヤTの印刷面に接し、設定された回数に応じて、プライマーを2度以上重ねて塗布する。前記清浄動作P1及びプライマー塗布動作P2の後に必要に応じて乾燥動作を行ってもよい。
印刷動作P3はIJP(インクジェット)印刷装置により行う。インクジェットのインク噴射による印刷方式を採用することにより、印刷面の凹凸を吸収し、印刷の濃淡とカスレのない、鮮明な印刷を行うこが可能となる。
前記プライマー塗布動作P2の終了後、5つのIJP(インクジェット)ヘッドにより設定された設定データ、即ち、タイヤTの外径及び内径、プライマー(下地層)の塗布回数、印刷回数、印刷速度、印刷ドロップ数、印字品質の良否判定レベル、印刷スタート位置、印字パターン(文字又は図形)等の印字に必要な各種データに従って所定のタイヤTの印刷面の印刷位置に所定の印刷パターンをIJP(インクジェット)印刷する。タイヤの4回転目、5回転目、6回転目にIJP(インクジェット)印刷を重ね印刷を行う。前記重ね印刷の各回の印刷の度毎にUV(紫外線)照射ランプUによりインクの硬化・定着を行う。前記所定の印刷パターンの印刷を繰り返し複数行う重ね印刷の回数は適宜変更することができる。前記重ね印刷は、白色以外のフルカラーを含むカラー印刷を行う場合、白色インクによる印刷を行った後、夫々のカラー印刷を重ね印刷し、白色の印刷の場合は白色インクによる重ね印刷をすることにより、よりクッキリした高品質のものを得ることができる。
前記インクの硬化・定着は、印刷品質の程度により、重ね印刷の終了前の各重ね印刷の度毎に行ってもよい。前記インクの硬化・定着手段は、前記実施例では紫外線硬化型インクを用いた例を示したが、熱硬化型インク又は塗料系インクを用いる場合は、インクの硬化・定着手段として遠赤外線照射装置、近赤外線照射装置又はヒーター等を使用する。
前記重ね印刷及びインクの硬化・定着後、例えば、タイヤTの7回転目に、識別カメラDはタイヤTに印刷された印刷パターン(文字又は図形)を読みとり、各回の印刷の度毎にその印字品質の検査を行い、その良否を判定する。印字品質の検査が不合格の場合は、ランプの点灯によりそれを知らせる。前記印字品質の検査を重ね印刷の終了後のみ行ってもよい。
前記識別カメラDは印字品質の検査の他に印刷原点マーク(矢印マーク)の認識、印刷原点信号の発生、タイヤの表裏の判別を行う。
印刷動作P3における各印刷の度毎にUVランプUの照射によりインクの硬化・定着を行う。
前記清浄ロールR2は前記粘着テープの埃等の付着量の程度に応じて切取り又は交換する必要がある。また、プライマー塗布ロールR3も、プライマー(下地層)液を補給する必要がある。そこで、前記清浄ロールR2の粘着テープの切取り又は交換及びプライマー塗布ロールR3のプライマー(下地層)液の補給は、前記清浄ロールR2及びプライマー塗布ロールR3が動作していない時間帯、即ち、印刷対象物品であるタイヤTが印刷部4以外の領域にある時又は装置内に搬入されていない時に行う。
印刷原点マークである前記矢印マークをタイヤ原点とし、制御部6の設定部6Aに設定されたタイヤのサイズに応じて制御部6では印刷開始位置を矢印マークから何パルス目にするか(原点パルス数)設定する。識別カメラDが印刷原点マーク(矢印マーク)を認識して印刷原点信号を発生し、制御部6又は印刷制御部42は前記印刷原点信号の発生から所定のパルス(リングエンコーダEが発生する回転パルス)数の経過後に印刷開始信号を出力する。
内径クランプCの動作P4には、クランプ動作P41とアン(逆)クランプ動作P42がある。
クランプ動作P41は、印刷部4にタイヤTを搬入し、リフターLによりタイヤTを上昇させ、タイヤTの清浄動作P1時にクランプ動作P41開始、即ち、回転装置43の下端に設置され、等角度(等間隔)で設置された4つの把持部を有する内径クランプCを下降し、内径クランプCの把持部を拡張して(開いて)タイヤTの内径を把持する。この時点でリフターLは下降する。そして、タイヤ回転装置43及び内径クランプCの回転により、タイヤTは回転する(清浄動作P1、プライマー塗布P2、印刷動作P3の各動作時は継続)。
アン(逆)クランプ動作P42は、印刷動作P3終了後、アン(逆)クランプ動作P42開始、即ち、リフターLが上昇し、タイヤTを受取り、内径クランプCの把持部が収縮して(閉じて)タイヤTを開放し、タイヤTはリフターLに移載される。そして、内径クランプCを上昇させる。その後、リフターLが上昇してタイヤTを保持した後、タイヤTを保持したリフターLが下降し、タイヤTは搬送チェーンCV3に移載される。そして、搬送チェーンCV3によりタイヤTを搬出部5に搬送される。
制御部6の設定部6AでタイヤTの外径及び内径、プライマー(下地層)の塗布回数、印刷回数、印刷速度、印刷ドロップ数、印字品質の良否判定レベル、印刷スタート位置、印字パターン(文字又は図形)等の印字に必要な各種データの設定及び変更(キーその他のデータ設定手段により)を行い、制御部6の表示部6Bで及び設定内容及び装置の動作状態の確認(モニター)を行う。前記設定内容に応じた前記各装置を制御するためのハード及びソフトを有する。前記制御部6に設定された設定データのうち印刷制御部42で必要なものは制御部6から印刷制御部42に転送される。
制御部6は、各種設定データと装置の各部の動作を制御するための制御ソフトを保持する。前記制御ソフトとしては、例えば、タイヤTの搬送動作の制御、搬入部2のセンタリング装置21の制御、反転部3のリフターL及び反転装置31の制御、印刷部4の印刷動作(印刷制御部42が制御する。)以外の動作の制御等の制御ソフトである。
2 搬入部
CV1 搬送チェーン(搬入部)
21 センタリング装置
3 反転部
CV2 搬送チェーン(反転部)
31 反転装置
4 印刷部
CV3 搬送チェーン(印刷部)
41 印刷装置
H IJPヘッド
42 印刷制御部
43 回転装置
E リングエンコーダ
C 内径クランプ装置
R1 上抑えロール
R2 清浄ロール
R3 プライマー塗布ロール
D 識別カメラ
U UVライト
5 搬出部
CV4 搬送チェーン(搬出部)
T タイヤ
L リフター
6 制御部
6A 設定部
6B 表示部
P1 清浄動作
P2 プライマー塗布動作
P3 印刷動作
P4 内径クランプ動作
P41 クランプ動作
P42 アン(逆)クランプ動作
Claims (12)
- 外形がドーナツ型(リング型)で、その印刷面が曲面のような平坦でなく微細な凹凸があり、且つ、ゴム、プラスチック等のようにインクの浸透性が低い材質からなる印刷対象物品の中心軸と直交する外側面にある印刷面に複数のインクジェット(IJP)ヘッドにより所定の印刷パターンを印刷するドーナツ型(リング型)物品用インクジェット印刷装置であって、前記印刷対象物品を回転・内径把持手段によりその内径を把持して回転させながら前記印刷対象物品の印刷面を平坦化しつつ、前記複数のインクジェット(IJP)ヘッドにより所定の印刷パターンの印刷を繰り返し複数行う重ね印刷を行い、インク硬化・定着手段によりインクの硬化及び定着を行うことを特徴とするドーナツ型(リング型)物品用インクジェット印刷装置。
- 外形がドーナツ型(リング型)で、その印刷面が平坦で微細な凹凸があり、且つ、ゴム、プラスチック等のようにインクの浸透性が低い材質からなる印刷対象物品の中心軸と直交する外側面にある印刷面に複数のインクジェット(IJP)ヘッドにより所定の印刷パターンを印刷するドーナツ型(リング型)物品用インクジェット印刷装置であって、前記印刷対象物品を回転・内径把持手段によりその内径を把持して回転させながら前記複数のインクジェット(IJP)ヘッドにより所定の印刷パターンの印刷を繰り返し複数行う重ね印刷を行い、インク硬化・定着手段によりインクの硬化及び定着を行うことを特徴とするドーナツ型(リング型)物品用インクジェット印刷装置。
- 外形がドーナツ型(リング型)で、その印刷面が曲面のような平坦でなく微細な凹凸があり、且つ、ゴム、プラスチック等のようにインクの浸透性が低い材質からなる印刷対象物品の中心軸と直交する外側面にある印刷面に複数のインクジェット(IJP)ヘッドにより所定の印刷パターンを印刷するドーナツ型(リング型)物品用インクジェット印刷装置であって、前記インクジェット印刷装置は搬入部、反転部、印刷部及び搬出部と、これら各部の動作を制御する制御部及び前記印刷部の印刷動作を制御する印刷制御部とからなり、前記搬入部乃至搬出部は、搬入部、反転部、印刷部、搬出部の順に設置し、夫々は2本1組の独立した搬送チェーンを有し、隣接する部分の搬送チェーン同士はオーバーラップして設置し、前記搬入部に、その外側面に表(おもて)面又は裏面であること示す且つ印刷開始位置を示すマークが施された印刷対象物品をその表(おもて)面を上向きにして搬入し、搬入部はセンタリング手段により印刷対象物品の中心が搬送チェーンの中心となるようにセンタリングした後、印刷対象物品を反転部に搬送し、反転部は印刷対象物品を反転動作を行わずにそのまま印刷部に搬送し、印刷部は表(おもて)面を上向きにした前記印刷対象物品を回転・内径把持手段によりその内径を把持して回転させながら前記印刷対象物品の印刷面を平坦化しつつ前記印刷対象物品の表(おもて)側の印刷面を前記複数のインクジェット(IJP)ヘッドにより所定の印刷パターンの印刷を繰り返し複数行う重ね印刷を行い、インク硬化・定着手段によりインクを硬化及び定着する表側印刷(動作)を行い、前記印刷対象物品を反転部に逆方向に搬送し、反転部は印刷対象物品を反転手段によりその表裏を反転した後、印刷部に搬送し、印刷部は裏面を上向きにした前記印刷対象物品に対して、前記表側印刷(動作)と同様の裏側印刷(動作)行い、印刷対象物品を搬出部に搬送し、搬出部から印刷対象物品を外部に搬出することを特徴とするドーナツ型(リング型)物品用インクジェット印刷装置。
- 外形がドーナツ型(リング型)で、その印刷面が平坦で微細な凹凸があり、且つ、ゴム、プラスチック等のようにインクの浸透性が低い材質からなる印刷対象物品の中心軸と直交する外側面にある印刷面に複数のインクジェット(IJP)ヘッドにより所定の印刷パターンを印刷するドーナツ型(リング型)物品用インクジェット印刷装置であって、前記インクジェット印刷装置は搬入部、反転部、印刷部及び搬出部と、これら各部の動作を制御する制御部及び前記印刷部の印刷動作を制御する印刷制御部とからなり、前記搬入部乃至搬出部は、搬入部、反転部、印刷部、搬出部の順に設置し、夫々は2本1組の独立した搬送チェーンを有し、隣接する部分の搬送チェーン同士はオーバーラップして設置し、前記搬入部に、その外側面に表(おもて)面又は裏面であること示す且つ印刷開始位置を示すマークが施された印刷対象物品をその表(おもて)面を上向きにして搬入し、搬入部はセンタリング手段により印刷対象物品の中心が搬送チェーンの中心となるようにセンタリングした後、印刷対象物品を反転部に搬送し、反転部は印刷対象物品を反転動作を行わずにそのまま印刷部に搬送し、印刷部は表(おもて)面を上向きにした前記印刷対象物品を回転・内径把持手段によりその内径を把持して回転させながら、前記印刷対象物品の表(おもて)側の印刷面を前記複数のインクジェット(IJP)ヘッドにより所定の印刷パターンの印刷を繰り返し複数行う重ね印刷を行い、インク硬化・定着手段によりインクを硬化及び定着する表側印刷(動作)を行い、前記印刷対象物品を反転部に逆方向に搬送し、反転部は印刷対象物品を反転手段によりその表裏を反転した後、印刷部に搬送し、印刷部は裏面を上向きにした前記印刷対象物品に対して、前記表側印刷(動作)と同様の裏側印刷(動作)行い、印刷対象物品を搬出部に搬送し、搬出部から印刷対象物品を外部に搬出することを特徴とするドーナツ型(リング型)物品用インクジェット印刷装置。
- 前記印刷部は、搬入された印刷対象物品を印刷対象物品昇降手段(リフター)により上昇させ、印刷対象物品の清浄動作時には、クランプ動作、即ち、印刷対象物品回転装置の下端に設置され、等角度(等間隔)で設置された4つの把持部を有する内径把持手段(内径クランプ)を下降させ、その把持部を拡張して(開いて)印刷対象物品の内径を把持して、前記印刷対象物品回転装置及び内径把持手段(内径クランプ)の回転により、印刷対象物品を回転させ、この回転を印刷動作の動作時に継続すると共に、前記印刷動作終了後は、アン(逆)クランプ動作、即ち、印刷対象物品昇降手段(リフター)が上昇し、印刷対象物品を受取り、前記内径把持手段(内径クランプ)の把持部が収縮して(閉じて)印刷対象物品を開放して、印刷対象物品を印刷対象物品昇降手段(リフター)に移載することを特徴とする請求項1乃至4の何れか1つに記載のドーナツ型(リング型)物品用インクジェット印刷装置。
- 前記印刷部における重ね印刷は、白色以外のフルカラー印刷を含むカラー印刷の場合、白色インクによる印刷を行った後、夫々のカラー印刷を重ね印刷することを特徴とする請求項1乃至5の何れか1つに記載のドーナツ型(リング型)物品用インクジェット印刷装置。
- 前記インク硬化・定着手段は、インクジェット(IJP)ヘッドから噴射されるインクが紫外線硬化型インクの場合には、紫外線照射装置であることを特徴とする請求項1乃至6の何れか1つに記載のドーナツ型(リング型)物品用インクジェット印刷装置。
- 前記インク硬化・定着手段は、インクジェット(IJP)ヘッドから噴射されるインクが熱硬化型インク又は塗料系インクの場合には、遠赤外線照射装置、近赤外線照射装置又はヒーターであることを特徴とする請求項1乃至7の何れか1つに記載のドーナツ型(リング型)物品用インクジェット印刷装置。
- 前記搬入部のセンタリング手段は、印刷対象物品の外側からその2つの把持部を内側に移動して印刷対象物品の外径部を把持することにより、その中心が所定の基準位置になるように位置決め(センタリング)することを特徴とする請求項3又は4に記載のドーナツ型(リング型)物品用インクジェット印刷装置。
- 前記反転部は、印刷対象物品昇降手段(リフター)が上昇して反転部の搬送チェーン上の印刷対象物品を受取り停止後、反転装置が下降し、その2つの把持部が印刷対象物品の外径部より外側から内側に向けて移動してその外径部を把持し、印刷対象物品の反転に必要な高さ寸法分(外径の1/2+幅)だけ上昇し、前記把持部を180°回転させることにより、印刷対象物品を反転させ、その裏面を上向き(裏面置き)にして印刷対象物品昇降手段(リフター)に移載し、印刷対象物品を搭載した印刷対象物品昇降手段(リフター)を下降させて印刷対象物品を搬送チェーン上にリフトダウンすることを特徴とする請求項3又は4に記載のドーナツ型(リング型)物品用インクジェット印刷装置。
- 前記印刷対象物品昇降手段(リフター)は、前記反転部及び印刷部の2本一組の搬送チェーンの内側に設置され、印刷対象物品を載置する載置板を昇降させるため、「X字」状に交叉した2本の棒状の部材の交点に回転軸部材を設けた構造部材を左右の2組設け、「X字」状に交叉した2本の一組の棒状の部材の上部(二組4個所)に前記載置板を設置する構造であり、前記「X字」状に交叉した2本の一組の棒状の部材が水平方向に開くと載置板は下降し、水平方向に閉じると上昇することを特徴とする請求項3、4又は10に記載のドーナツ型(リング型)物品用インクジェット印刷装置。
- 前記印刷対象物品は、タイヤであることを特徴とする請求項1、3、5〜11のいずれか一項に記載のドーナツ型(リング型)物品用インクジェット印刷装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012022998A JP5506835B2 (ja) | 2012-02-06 | 2012-02-06 | ドーナツ型(リング型)物品用インクジェット印刷装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012022998A JP5506835B2 (ja) | 2012-02-06 | 2012-02-06 | ドーナツ型(リング型)物品用インクジェット印刷装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008306059A Division JP5346565B2 (ja) | 2008-12-01 | 2008-12-01 | ドーナツ型(リング型)物品用インクジェット印刷装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012136024A true JP2012136024A (ja) | 2012-07-19 |
| JP5506835B2 JP5506835B2 (ja) | 2014-05-28 |
Family
ID=46673864
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012022998A Active JP5506835B2 (ja) | 2012-02-06 | 2012-02-06 | ドーナツ型(リング型)物品用インクジェット印刷装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5506835B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014203444A1 (ja) * | 2013-06-21 | 2014-12-24 | 株式会社ブリヂストン | タイヤおよびタイヤ印刷方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105013662A (zh) * | 2015-07-15 | 2015-11-04 | 苏州金牛精密机械有限公司 | 一种基于plc控制的全自动工件批量点胶设备 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5936565A (ja) * | 1982-08-24 | 1984-02-28 | Sumitomo Rubber Ind Ltd | マ−キング装置 |
| JPH04223142A (ja) * | 1990-12-26 | 1992-08-13 | Bridgestone Corp | タイヤの側壁に縞模様を付けるための方法および装置 |
| JP2000141708A (ja) * | 1998-11-05 | 2000-05-23 | Seiko Epson Corp | カラー印刷物品の製造方法およびカラー印刷装置 |
| JP2000177832A (ja) * | 1998-12-11 | 2000-06-27 | Bridgestone Corp | 環状部材のセンタリング方法および装置 |
| JP2001287472A (ja) * | 2000-01-31 | 2001-10-16 | Toyo Ink Mfg Co Ltd | 電子線照射方法、その装置および照射物 |
| JP2002028063A (ja) * | 2000-07-14 | 2002-01-29 | Mitsuo Saotome | 自動半転式履物脱ぎ台 |
| JP2004188655A (ja) * | 2002-12-09 | 2004-07-08 | Konica Minolta Holdings Inc | インクジェットプリンタ |
| JP2005001269A (ja) * | 2003-06-12 | 2005-01-06 | Bridgestone Corp | マーキング装置 |
| JP2007083511A (ja) * | 2005-09-21 | 2007-04-05 | Sumitomo Rubber Ind Ltd | 空気入りタイヤの製造方法及びそれに用いるカラーラインの塗装装置 |
-
2012
- 2012-02-06 JP JP2012022998A patent/JP5506835B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5936565A (ja) * | 1982-08-24 | 1984-02-28 | Sumitomo Rubber Ind Ltd | マ−キング装置 |
| JPH04223142A (ja) * | 1990-12-26 | 1992-08-13 | Bridgestone Corp | タイヤの側壁に縞模様を付けるための方法および装置 |
| JP2000141708A (ja) * | 1998-11-05 | 2000-05-23 | Seiko Epson Corp | カラー印刷物品の製造方法およびカラー印刷装置 |
| JP2000177832A (ja) * | 1998-12-11 | 2000-06-27 | Bridgestone Corp | 環状部材のセンタリング方法および装置 |
| JP2001287472A (ja) * | 2000-01-31 | 2001-10-16 | Toyo Ink Mfg Co Ltd | 電子線照射方法、その装置および照射物 |
| JP2002028063A (ja) * | 2000-07-14 | 2002-01-29 | Mitsuo Saotome | 自動半転式履物脱ぎ台 |
| JP2004188655A (ja) * | 2002-12-09 | 2004-07-08 | Konica Minolta Holdings Inc | インクジェットプリンタ |
| JP2005001269A (ja) * | 2003-06-12 | 2005-01-06 | Bridgestone Corp | マーキング装置 |
| JP2007083511A (ja) * | 2005-09-21 | 2007-04-05 | Sumitomo Rubber Ind Ltd | 空気入りタイヤの製造方法及びそれに用いるカラーラインの塗装装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014203444A1 (ja) * | 2013-06-21 | 2014-12-24 | 株式会社ブリヂストン | タイヤおよびタイヤ印刷方法 |
| CN105339191A (zh) * | 2013-06-21 | 2016-02-17 | 株式会社普利司通 | 轮胎及轮胎打印方法 |
| EP3012121A4 (en) * | 2013-06-21 | 2016-05-04 | Bridgestone Corp | TIRE AND TIRE PRINTING METHOD |
| CN105339191B (zh) * | 2013-06-21 | 2017-04-05 | 株式会社普利司通 | 轮胎及轮胎打印方法 |
| US10040321B2 (en) | 2013-06-21 | 2018-08-07 | Bridgestone Corporation | Tire and tire print method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5506835B2 (ja) | 2014-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5346565B2 (ja) | ドーナツ型(リング型)物品用インクジェット印刷装置 | |
| US9266354B2 (en) | Apparatus for printing a curved surface of an object | |
| EP1853427B1 (en) | Printing plastic containers with digital images | |
| EP2639053B1 (en) | Tire surface printing method | |
| JP5506835B2 (ja) | ドーナツ型(リング型)物品用インクジェット印刷装置 | |
| KR101527467B1 (ko) | 칼라 콘택트렌즈 프린터 시스템 | |
| TWI720691B (zh) | 工件保持裝置、印刷系統及印刷方法 | |
| EP3112175B1 (en) | Process and apparatus for digital printing on articles | |
| US20220072876A1 (en) | System and method for hollow vessel printing | |
| JP2013224055A (ja) | タイヤ保持具及びタイヤ印刷方法並びにタイヤ印刷装置 | |
| EP4100258B1 (en) | Method for partial curing of printed images on transparent and semi-transparent media | |
| KR101137289B1 (ko) | 비원형 곡면 열전사 방법 | |
| JP5684198B2 (ja) | タイヤ表面印刷方法およびタイヤ用印刷装置 | |
| JP2013001010A (ja) | 印刷装置、および印刷方法 | |
| ITTO20080907A1 (it) | Procedimento e dispositivo di stampa tampografica | |
| CN121038967A (zh) | 用于在封盖上进行印刷的喷墨数字印刷机 | |
| JP2020083391A (ja) | 加飾システムおよび加飾方法、並びに筒形状容器 | |
| JP2022144426A (ja) | 印刷装置および印刷方法 | |
| JP2012131508A (ja) | タイヤ表面印刷方法 | |
| JP2022144430A (ja) | 印刷装置および印刷方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130314 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130528 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130813 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130920 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140318 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5506835 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |