(第1の実施形態)
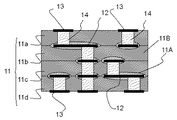
本発明のプローブカード用セラミック配線基板の第1の実施形態を図1に基づいて説明する。図1は本発明のプローブカード用セラミック配線基板の第1の実施形態を示す概略断面図である。図1に示すプローブカード用セラミック配線基板は、ムライト粒子を主結晶粒子とする焼結体からなる絶縁基体11と、絶縁基体11の内部に形成された低抵抗金属および高融点金属を主成分として含む複合導体からなる内部配線層12と、絶縁基体11の表面に形成された表面配線層13とを備えており、その絶縁基体11の内部における内部配線層12同士または内部配線層12と表面配線層13とを電気的に接続するビアホール導体14とを有している。
絶縁基体11は複数のセラミック絶縁層11a、11b、11c、11d(以下、11a〜dと表す。)からなるもので、それぞれのセラミック絶縁層11a〜dはムライトを主成分とする焼結体(ムライト質焼結体)により形成されている。
セラミック絶縁層11a〜dであるセラミック焼結体がムライト質焼結体であると、セラミック絶縁層11a〜dの熱膨張係数(室温〜300℃)を3.3〜4.3×10−6/℃の範囲にできる。これにより、本実施形態のプローブカード用セラミック配線基板1は、熱負荷試験時において、プローブカード用セラミック配線基板1に設けられた測定端子とSiウエハの表面に形成された測定パッドとの位置ずれが無く、電気特性の検査に好適に使用できるものとなる。
セラミック絶縁層11a〜dとなっているムライト質焼結体を構成するムライトは粒子
状または柱状の結晶として存在している。本発明においてムライトの平均粒径は特に限定されるものではないが、結晶粒径が大きくなるに従い熱伝導性が向上し、結晶粒径が小さくなるに従い強度が向上することから、高熱伝導性および高強度の両立という点から、好適なムライトの平均粒径の範囲が選ばれる。この場合、ムライトの平均粒径は1.0〜5.0μm、特に1.7〜2.5μmであることが望ましい。
ここで、本実施形態のプローブカード用セラミック配線基板は、ムライト質焼結体が内部配線層12の周囲の少なくとも一部に存在する第1の領域11Aと、第1の領域11A以外の第2の領域11Bとを有している。
また、このムライト質焼結体は、X線回折にて測定したとき、第1の領域11Aにおけるムライトのメインピーク強度に対するアルミナのメインピーク強度の比が0.4以上であるとともに、第2の領域11Bにおけるムライトのメインピーク強度に対するアルミナのメインピーク強度の比が0.3以下であることを特徴とする。これにより焼成後において、絶縁基体11と内部配線層12との間に、絶縁基体11と内部配線層12との間の熱膨張係数を有する焼結体が第1の領域11Aとして形成されるために、絶縁基体11と内部配線層12との間の熱膨張係数の差を緩和することができる。その結果、絶縁基体11と内部配線層12との間のセパレーションを防止できる。
また、本実施形態のプローブカード用セラミック配線基板では、第1の領域11Aが内部配線層12の周囲全体を取り巻くように存在していることが望ましい。この場合、耐熱試験後においても絶縁基体11と内部配線層12との間のセパレーションの発生を抑制することができる。
これに対して、ムライト質焼結体をX線回折にて測定したとき、第1の領域11Aにおけるムライトのメインピーク強度に対するアルミナのメインピーク強度の比が0.4よりも低く、第2の領域11Bにおけるムライトのメインピーク強度に対するアルミナのメインピーク強度の比と同等である場合には、焼成後に、絶縁基体11と内部配線層12との間のセパレーションが発生し易くなる。
なお、第1の領域11Aおよび第2の領域11Bにおけるムライトのメインピーク強度に対するアルミナのメインピーク強度の比がいずれも高く、例えば、0.6以上であるような場合には、絶縁基体11の熱膨張係数が5×10−6/℃よりも大きくなり、低熱膨張の絶縁基体11を得ることができなくなる。
この場合、内部配線層12の周囲の一部に存在するアルミナが多く含まれている第1の領域11Aの確認は、この第1の領域11AにX線を当てて結晶相を同定して行う。
また、セラミック絶縁層11a〜dであるムライト質焼結体は、ムライト主結晶相と、この主結晶相間に形成された粒界相とからなるが、焼結助剤としてMnを含有していることが、1380℃〜1420℃での低温でムライトを焼結させる観点から望ましい。このとき、Mnは、焼結後に粒界相に存在する残留ガラス相の中に存在してもよいが、プローブカード用セラミック配線基板の耐薬品性ならびに基板強度向上の観点からMn3Al2Si3O12として存在することが好ましい。さらに、Mn以外の他の成分として、TiおよびMgの中から選ばれる少なくとも1種が、耐薬品性、基板強度、密度等の特性を損なわない程度含有されていてもよい。このとき、ムライトの(210)面のX線回折強度
を100%としたときに、Mg2Al4Si5O18の(222)面のX線回折強度が0.
2〜0.7%であり、Mn3Al2Si3O12の(420)面のX線回折強度が0.2〜0.7%であり、MnAl2O4及びMgAl2O4を実質的に含有していないセラミック焼結体からなることが望ましい。これにより耐薬品性試を向上させることができる。こ
こで、セラミック焼結体がMnAl2O4およびMgAl2O4を含有していないというのは、X線回折を行ったときに、X線回折図上において、MnAl2O4およびMgAl2O4のそれぞれのメインピークの回折強度がX線回折パターンのノイズレベル以下のものをいう。
一方、ムライト質焼結体が焼結助剤としてSiを主成分とするガラスを用いて形成され、そのセラミック焼結体の粒界にSiを主成分とするガラス(非晶質部)が多く存在するような場合には耐薬品性が大きく低下することになる。このため本発明ではムライト質焼結体の耐薬品性を高めるために、粒界に耐薬品性に優れた結晶相を多く析出させている。
例えば、粒界にSiを主成分とするガラスが存在するようなムライト質焼結体を40質量%水酸化カリウム水溶液に5時間浸漬したときには、ガラス成分の溶出が起こるのに対して、粒界にMn3Al2Si3O12が析出したムライト質焼結体では、水酸化カリウム水溶液に対して溶出を大きく抑えられる。
本実施形態のプローブカード用セラミック配線基板を構成する内部配線層12は、銅が40〜60体積%、Mo、Wのうちの少なくとも1種が40〜60体積%となる組成を有する複合導体で構成されている。
ムライト質焼結体と同時焼成可能な内部配線層12の形成材料として、高融点金属であるタングステン(W)が挙げられるが、タングステン(W)からなる内部配線層12は電気抵抗値が高い。一方、銅(Cu)などの低抵抗金属はムライトを主成分とするセラミック焼結体の焼成温度よりもかなり融点が低いため、低抵抗金属である銅のみをムライトを主成分とするセラミック焼結体と同時焼成することはできない。そこで、内部配線層12を銅およびタングステンの複合導体とすることで、銅単体に比べると電気抵抗値は多少上がってしまうものの、後述する1380℃〜1420℃の焼成温度でムライトを主成分とするセラミック焼結体との同時焼成が可能となる。
ただし、同時焼成可能といえども、銅の融点を超える温度での焼成となるため、銅の溶融を抑制して内部配線層12の形状を保つことが必要となる。そこで、内部配線層12の低抵抗化と保形性をともに達成するうえで、低融点金属を40〜60体積%、高融点金属を40〜60体積%の割合にする。
また、表面配線層13は、内部配線層13と同様の組成であっても異なっても良く、高融点金属であるMoあるいはWのみで形成されていても良い。
また、ビアホール導体14は、表面配線層13と同様の組成からなることが焼成時にビアホール導体14からの導体成分の脱落を防止する上で望ましい。
上述した本実施形態のプローブカード用セラミック配線基板1は、熱負荷試験時において、プローブカード用セラミック配線基板1に設けられた測定端子(プローブピン)とSiウエハの表面に形成された測定パッドとの位置ずれを抑制でき、電気特性の検査に好適に使用できる。また、ムライト質焼結体を特定の組成としたときには、耐薬品性および基板強度に優れたものになる。
次に、上記のプローブカード用セラミック配線基板の製造方法について説明する。
まず、絶縁基体11を形成するために、ムライト(3Al2O3・2SiO2)粉末として、純度が99%以上、平均粒径が0.5〜2.5μmのものを用いる。ムライト粉末の平均粒径を0.5μm以上とすることでシート成形性を良好なものとし、2.5μm以
下とすることで1420℃以下の温度での焼成によっても緻密化を促進させることが可能となる。
次に、ムライト粉末100質量%に対して、Al2O3粉末を0〜50質量%、Mn2O3粉末を1〜10質量%、MgO粉末を1〜5質量%、TiO2粉末を1〜10質量%添加して混合粉末を調製する。この場合、添加剤として用いるAl2O3粉末は平均粒径が0.5〜1.5μm、Mn2O3粉末は平均粒径が0.5〜3μm、MgO粉末は平均粒径が0.5〜3μm、TiO2粉末は平均粒径が0.5〜3μmであるものを用いるのがよい。なお、Al2O3粉末、Mn2O3粉末、MgO粉末、TiO2粉末の純度はともに99質量%以上であるものがよい。これにより、シート成形性を良好なものとし、Mn、MgおよびTiの拡散を向上させ、1380℃〜1420℃の温度での焼結性を高めることができるとともに、ムライトから遊離してくるAl2O3およびSiO2と、添加剤であるMn2O3およびMgOから形成されるMn3Al2Si3O12およびMg2
Al4Si5O18の結晶化を高めることができる。また、Mg元素は、上記の酸化物粉末以外に焼成によって酸化物を形成しうる炭酸塩、硝酸塩、酢酸塩等として添加しても良い。この場合においても、ムライト粉末100質量%に対して、MgがMgO換算で1〜10質量%となるように混合するのがよい。
さらに、ムライト質焼結体の緻密化と内部配線層12を形成する複合金属との同時焼結性を高めるという理由から、ムライト粉末100質量%に対して、Ca、Sr、BおよびCrの群から選ばれる1種以上の酸化物粉末(CaO粉末、SrO粉末、B2O3粉末、Cr2O3粉末)または焼成によって酸化物を形成しうる炭酸塩、硝酸塩、酢酸塩からなる粉末を、本実施形態のプローブカード用セラミック配線基板の熱膨張係数を変化させず、また耐薬品性を劣化させない程度の割合で添加してもよい。
次に、この混合粉末に対して有機バインダ、溶媒を添加してスラリーを調整した後、これをプレス法、ドクターブレード法、圧延法、射出法などの成形方法によってグリーンシートを作製する。あるいは、混合粉末に有機バインダを添加し、プレス成形、圧延成形等の方法により所定の厚みのグリーンシートを作製する。なお、グリーンシートの厚みはたとえば50〜300μmとすることができるが、特に限定されない。
そして、適宜、このグリーンシートに対して、マイクロドリル、レーザー等により直径50〜250μmの貫通孔を形成する。
次に、グリーンシートの貫通孔内にスクリーン印刷法により導体ペーストを充填する。貫通孔に充填する導体ペーストは後述する内部配線層用の導体ペーストの金属成分の組成と同様の組成を有するもの、WまたはMoを100体積%としてCuを含まないもののいずれでもよい。
次に、銅(Cu)粉末とタングステン(W)粉末またはモリブデン(Mo)粉末とをCuが40〜60体積%およびWが40〜60体積%となるように混合した複合導体粉末を主成分としてAl2O3粉末を添加する。
Al2O3成分を添加することで焼成過程において導体ペースト中のアルミナが導体パターンに接している絶縁基体11中に拡散し、アルミナが拡散した部分のムライト質焼結体がアルミナを多く含むようになり、これによって内部配線層12に接している部分のムライト質焼結体の熱膨張係数を大きくすることができる。この現象はAl2O3より融点の低い複合導体中に40体積%以上含まれている銅が融点以上の温度で焼成する場合に溶融し、溶融した銅がAl2O3粉末を内部配線層12からそれに接しているセラミック絶縁層11a〜d側に押し出すためである。これは、複合導体中に銅が40体積%以上含ま
れている場合に起こる。なお、このAl2O3粉末はセラミック絶縁層11a〜d側に押し出された後、前述のムライト質焼結体を形成するための焼結助剤成分により焼結するが、あらかじめ導体ペースト内に焼結助剤成分をAl2O3粉末とともに含有させておくことで、導体パターン直近の焼結性をさらに向上させることができる。焼結助剤成分としては、Mn、Ti、Mg、Si等から用いられるが、焼結性をより効果的に向上させ、基板強度劣化の抑制、耐薬品性劣化の抑制の観点からがMnが特に好ましく用いられる。このとき、Mn、Ti、Mg、Siの成分はMn2O3、MgO、TiO2、SiO2の酸化物として添加することが好ましく、それぞれの最適な添加範囲はいずれもAl2O3100質量%に対して1〜5質量%である。これらの粉末を複合導体粉末と混合して内部配線用導体ペーストを調整し、スクリーン印刷、グラビア印刷などの方法により印刷塗布して配線パターンを形成する。
次に、塗布膜が形成されたグリーンシートを複数枚積層して積層体を形成した後、この積層体を非酸化性雰囲気(窒素雰囲気あるいは窒素と水素との混合雰囲気)中で焼成する。
ここで、この焼成中の最高温度を1380℃〜1420℃とするのがよい。焼成中の最高温度を1380℃〜1420℃とすることにより、内部配線層12から絶縁基体11側へ拡散するアルミナのほとんどを内部配線層12に接しているセラミック絶縁層11a〜dに止めておくことができ、これにより内部配線層12の周囲に、セラミック絶縁層11a〜dのメインの層である第2の領域11Bよりもアルミナを多く部分として第1の領域11Bを形成することができる。
また、焼成中の最高温度を1380℃〜1420℃とすると、ムライト質焼結体の粒界相において、Mn3Al2Si3O12およびMg2Al4Si5O18の結晶の核生成
を促進させつつムライト質焼結体を緻密化させることができるようになる。
また、本実施形態のプローブカード用セラミック配線基板を作製する場合、ムライト質焼結体の粒界相に、Mg2Al4Si5O18およびMn3Al2Si3O12を析出さ
せて絶縁基体11の耐薬品性を高めるという理由から、1000℃から焼成最高温度までの昇温速度は50℃/hr〜150℃/hr、特に、75℃/hr〜100℃/hrにすることが望ましく、焼成最高温度から1000℃までの降温速度は、50℃/hr〜300℃/hr、特に、50℃/hr〜100℃/hrにすることが望ましい。
またさらに、焼成時の雰囲気は、内部配線層12中のCuの拡散を抑制するという理由から、水素および窒素を含み、その露点が+30℃以下、特に+25℃以下の非酸化性雰囲気であることが望ましい。焼成時の露点が+30℃より高いと、焼成中に酸化物セラミックスと雰囲気中の水分とが反応し酸化膜を形成し、この酸化膜と銅とが反応してしまい、導体の低抵抗化の妨げとなるのみでなく、Cuの拡散を助長してしまうためである。なお、この雰囲気には所望によりアルゴンガス等の不活性ガスを混入してもよい。
以上述べた方法により作製されたプローブカード用セラミック配線基板は、銅とタングステンまたはモリブデンを主成分として含む内部配線層12を有し、絶縁基体11と内部配線層12とのセパレーションが無く、熱膨張係数が検査対象であるSiウエハの熱膨張係数に近く、耐薬品性に優れたものとなる。
(第2の実施形態)
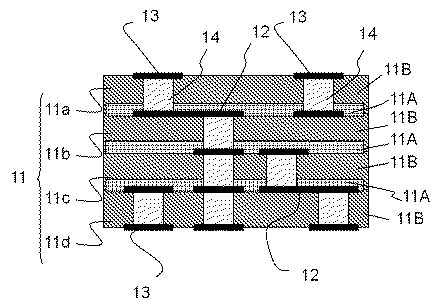
次に、本発明のプローブカード用セラミック配線基板の第2の実施形態を図2に基づいて説明する。図2に示すプローブカード用セラミック配線基板は、ムライト粒子を主結晶粒子とする焼結体(ムライト質焼結体)からなる絶縁基体11と、絶縁基体11の内部に
形成された低抵抗金属および高融点金属を主成分として含む複合導体からなる内部配線層12と、絶縁基体11の表面に形成された表面配線層13とを備えており、その絶縁基体11の内部における内部配線層12同士または内部配線層12と表面配線層13とを電気的に接続するビアホール導体14とを有している。
絶縁基体11は、ムライト質焼結体からなるセラミック絶縁層11a、11b、11c、11d(以下、11a〜dと表す。)が複数積層されている。
セラミック絶縁層11a〜dがムライト質焼結体であると、セラミック絶縁層11a〜dの熱膨張係数(室温〜300℃)を4.5×10−6/℃以下にできる。これにより、本実施形態のプローブカード用セラミック配線基板は、熱負荷試験時において、プローブカード用セラミック配線基板に設けられた測定端子とSiウエハの表面に形成された測定パッドとの位置ずれが無く、電気特性の検査に好適に使用できるものとなる。
ここで、本実施形態のプローブカード用セラミック配線基板では、セラミック絶縁層11a〜dのうちの一部のセラミック絶縁層11a〜dが、X線回折を用いて測定したとき、ムライトのメインピーク強度に対するアルミナのメインピーク強度比が0.4以上である第1の領域11Aと、ムライトのメインピーク強度に対するアルミナのメインピーク強度比が0.3以下である第2の領域11Bとを含む構成となっている。
絶縁基体11内にアルミナを多く含む領域を有するセラミック絶縁層11a〜dを配置させると、プローブカード用セラミック配線基板を構成する絶縁基体11を、低熱膨張かつ高強度化することができる。これは本実地形態における絶縁基体11が主結晶粒子として熱膨張係数の小さいムライト粒子を有するセラミック絶縁層11a〜dにより構成されており、それとともに、機械的強度の高いアルミナの成分を多く含有する焼結体(第1の領域11A)を含むセラミック絶縁層11a〜dが複合されているからである。
とりわけ、プローブカード用セラミック配線基板の機械的強度を高めるとともに、内部配線層12とのセパレーションを防止できるという点で、本実施形態のプローブカード用セラミック配線基板では、アルミナが多く含まれている第1の領域11Aを含むセラミック絶縁層11a〜dが内部配線層12を覆うように隣接していることが望ましい。
なお、本実施形態における絶縁基体11において、アルミナを多く含んでいる第1の領域11Aというのは、ムライトを主成分とする主結晶粒子とともにアルミナの結晶相が含まれるものであり、本実施形態においては、第2の領域11Bに比較して、第1の領域11Aにアルミナの結晶相が多く含まれるものをいう。また、ムライト粒子を主結晶粒子とするとは、焼結体を構成する結晶相のうち、ガラス成分のエッチングを行った後の断面において粒子状となっているムライト粒子の面積割合が80%以上である場合をいう。
本実施形態におけるセラミック絶縁層11a〜dは、ムライト粒子を主結晶粒子とするセラミック絶縁層の表面に、アルミナ粒子からなる焼結体のセラミック絶縁層(熱膨張係数が約7×10−6/℃)が接合されたものとは異なり、ムライト粒子を主結晶粒子とするセラミック絶縁層11a〜dに隣接して熱膨張係数の大きく異なる層が接合されたものではない。このためアルミナを多く含んでいる第1の領域11Aを含むセラミック絶縁層11a〜dと第1の領域11Aよりもアルミナ量の少ない第2の領域11Bを含むセラミック絶縁層11a〜dとの間で急激な熱膨張係数の差が生じにくいため、第1の領域11Aを含むセラミック絶縁層11a〜dと第2の領域11Bを含むセラミック絶縁層11a〜dとの間におけるセパレーション(剥離)を防止できる。
この場合、絶縁基体11の熱膨張係数は、Siウェハの表面に形成された測定パッドの
位置からのずれを小さくできるという理由から3.4×10−6〜4.5×10−6/℃であることが望ましい。
また、本実施形態におけるセラミック絶縁層11a〜dを構成するムライト粒子は、粒子状または柱状の結晶として存在しており、そのムライト粒子の平均粒径は、1.0〜5.0μm、特に1.7〜2.5μmであることが望ましい。これにより絶縁基体11の熱伝導性を高めることができるとともに、機械的強度を高めることができる。
ここで、機械的強度は、セラミック配線基板から切り出した絶縁基体11を長さ40mm、幅4mm、厚み2.5mmのサイズに加工してオートグラフを用いて3点曲げ試験を行って求める。
また、いずれのムライト粒子の平均粒径も、絶縁基体11の一部を研磨し、エッチングした試料について走査型電子顕微鏡を用いて内部組織の写真を撮り、その写真上に約50個入る円を描き、円内および円周にかかった結晶粒子を選択し、次いで、各結晶粒子の輪郭を画像処理して、各結晶粒子の面積を求め、同じ面積をもつ円に置き換えたときの直径を算出し、その平均値より求める。なお、ムライト粒子の各粒子のアルミナとシリカとのモル比は、平均粒径を求めるための試料を用いて、元素分析を備えた透過型電子顕微鏡または走査型電子顕微鏡により求める。
また、本実施形態のプローブカード用配線基板では、アルミナを多く含んでいる第1の領域11Aを含むセラミック絶縁層11a〜dの平均厚みが、第1の領域11Aを含まない他のセラミック絶縁層11a〜dの平均厚みの10〜30%の厚みであることが望ましい。
本実施形態のプローブカード用配線基板では、絶縁基体11を構成するセラミック絶縁層11a〜dの平均厚みを上記範囲とすると、絶縁基体11の熱膨張係数を3.4×10−6〜4.2×10−6/℃にすることが可能となるとともに、機械的強度を250MPa以上にすることができる。
なお、セラミック絶縁層11a〜dの平均厚みは、プローブカード用セラミック配線基板の主面の中央部における内部配線層間のセラミック絶縁層の厚みを測定した平均値から求める。具体的には、絶縁基体11の断面を元素分析を備えた走査型電子顕微鏡を用いてアルミナの分布を測定し、アルミナの分布の異なる領域のセラミック絶縁層11a〜dについて、それぞれ10箇所測定し平均値を求める。
セラミック絶縁層11a〜dの層間におけるアルミナが多く含まれて第1の領域11Aの確認は、この領域にX線を当てて結晶相を同定し、格子定数を算出して求めることもできる。
また、この第2の実施形態におけるセラミック絶縁層11a〜dを構成しているムライト質焼結体も、第1の実施形態のセラミック配線基板の場合と同様に、ムライトの主結晶相と、この主結晶相間に形成された粒界相とを有しているが、セラミック絶縁層11a〜dを構成するムライト粒子がいずれも焼結助剤としてMnを含有していることが望ましく、この場合も1380℃〜1420℃での低温でムライトを焼結させることが可能となる。このとき、Mnは、焼結後に粒界相に存在する残留ガラス相の中に存在してもよいが、プローブカード用セラミック配線基板の耐薬品性ならびに基板強度の向上の観点からMn3Al2Si3O12として存在することが好ましい。さらに、Mn以外の他の成分として、TiおよびMgの中から選ばれる少なくとも1種が、耐薬品性、基板強度、密度等の特性を損なわない程度含有されていてもよい。このとき、ムライトの(210)面のX線
回折強度を100%としたときに、Mg2Al4Si5O18の(222)面のX線回折強
度が0.2〜0.7%であり、Mn3Al2Si3O12の(420)面のX線回折強度が0.2〜0.7%であり、MnAl2O4及びMgAl2O4を実質的に含有していないことが望ましい。これにより耐薬品性を向上させることができる。ここで、ムライト質焼結体がMnAl2O4およびMgAl2O4を含有していないというのは、X線回折を行ったときに、X線回折図上において、MnAl2O4およびMgAl2O4のそれぞれのメインピークの回折強度がX線回折パターンのノイズレベル以下のものをいう。
本実施形態のプローブカード用セラミック配線基板を構成する内部配線層12もまた、銅が40〜60体積%、Mo、Wのうちの少なくとも1種が40〜60体積%となる組成を有する複合導体で構成されている。
ムライト質焼結体と同時焼成可能な内部配線層12の形成材料として、高融点金属であるタングステン(W)またはモリブデン(Mo)が挙げられるが、タングステン(W)またはモリブデン(Mo)からなる内部配線層12は電気抵抗値が高い。一方、銅(Cu)などの低抵抗金属はムライトを主成分とするセラミック焼結体の焼成温度よりもかなり融点が低いため、低抵抗金属である銅のみをムライトを主成分とするセラミック焼結体と同時焼成することはできない。そこで、内部配線層12を銅およびタングステン(またはモリブデン)の複合導体とすることで、銅単体に比べると電気抵抗値は多少あがってしまうものの、後述する1380℃〜1420℃の焼成温度でムライトを主成分とするセラミック焼結体との同時焼成が可能となる。
ただし、同時焼成が可能といえども、銅の融点を超える温度での焼成となるため、銅の溶融を抑制して内部配線層12の形状を保つことが必要となる。そこで、内部配線層12の低抵抗化と保形性をともに達成するうえで、低融点金属を40〜60体積%、高融点金属を40〜60体積%の割合にする。
また、表面配線層13は、内部配線層13と同様の組成であっても異なっても良く、高融点金属であるMoあるいはWのみで形成されていても良い。
また、ビアホール導体14は、表面配線層13と同様の組成からなることが焼成時にビアホール導体14からの導体成分の脱落を防止する上で望ましい。
上述した本実施形態のプローブカード用セラミック配線基板は、熱負荷試験時において、プローブカード用セラミック配線基板に設けられた測定端子(プローブピン)とSiウェハの表面に形成された測定パッドとの位置ずれを抑制でき、電気特性の検査に好適に使用できる。また、絶縁基体を構成するセラミック絶縁層11a〜dのうち少なくとも1層をアルミナを多く含んでいる第1の領域11Aを含むセラミック絶縁層11a〜dで構成したときには基板強度に優れたものになる。
次に、上記のプローブカード用セラミック配線基板の製造方法について説明する。
第2の実施形態のプローブカード用セラミック配線基板は、グリーンシートの表面にアルミナを多く含む塗布膜を形成する以外は、上述した第1の実施形態と同様の工程を用いることができる。
すなわち、第2の実施形態では、内部配線パターンおよびビアホール導体が形成されたグリーンシートの表面に、下記のセラミック成分を含むコーティングペーストを用いてアルミナを多く含む塗布膜を形成する。このコーティングペーストは、Al2O3粉末を5〜100質量%、ムライト粉末を0〜90質量%、Mn2O3粉末を0〜10質量%、M
gO粉末を0〜5質量%添加し、これに有機バインダおよび溶媒を混合し調製したものである。
この塗布膜を形成するためのコーティングペーストはAl2O3粉末を添加することで、ムライト質焼結体がアルミナを多く含むようになり、これによって内部配線層12に接している部分のムライト質焼結体の熱膨張係数を大きくすることができる。
そして、絶縁基体11を形成するムライト粒子を主結晶粒子とするセラミック絶縁層11a〜dの厚みに対し、塗布膜の厚みを所定量だけ変化させることで絶縁基体11の熱膨張係数に影響を与えることなく絶縁基体11の機械的強度を向上させることができる。また、塗布膜用のコーティングペーストには、焼結助剤として、グリーンシートに含まれるMn、Ti、Mg、Si等を添加してもよい。
次に、塗布膜が形成されたグリーンシートを複数枚積層して積層体を形成した後、この積層体を第1の実施形態と同様の焼成条件にて焼成する。これによりアルミナを多く含む第1の領域11Aを含むセラミック絶縁層11a〜dを形成することができる。
以上述べた方法により作製されたプローブカード用セラミック配線基板は、銅とタングステンまたはモリブデンを主成分として含む内部配線層12を有し、絶縁基体11と内部配線層12とのセパレーションが無く、熱膨張係数が検査対象であるSiウェハの熱膨張係数に近く、機械的強度の高いものとなる。
純度が99%で平均粒子径が2.0μmのムライト粉末100質量%に対して、純度が99%で平均粒子径が1.5μmのMn2O3粉末を4質量%、純度が99%で平均粒子径が2.0μmのTiO2粉末を2質量%の割合で混合した後、さらに成形用有機樹脂(有機バインダー)としてアクリル系バインダーと、有機溶媒としてトルエンとを混合してセラミックスラリーを調製した後、ドクターブレード法にて厚さ200μmのシート状に成形し、グリーンシートを作製した。
得られたグリーンシートに対して、打抜き加工を施し、直径が200μmの貫通孔を形成した。そして、純度99.9%、平均粒子径1.2μmのMo粉末95質量%と純度99.9%、平均粒子径1.8μmのアルミナ粉末5質量%とを混合した粉末に対し、アクリル系バインダとアセトンを溶媒として混合し、Moを主成分とする導体ペーストを調製し、この導体ペーストをスクリーン印刷法によって上記のグリーンシートの貫通孔内に充填した。
また、最上層となるグリーンシートの表面および最下層となるグリーンシートの裏面に、上記のMoを主成分とする導体ペーストを用いて表面配線層をスクリーン印刷法により形成した。
また、平均粒径2μmのCu粉末、平均粒径2μmのW粉末、純度99%以上、平均粒径1.0μmのAl2O3粉末、純度99%以上、平均粒径1.5μmのMn2O3粉末を用い表1に示す組成比に従い、アクリル系バインダとアセトンとを溶媒として混合し、内部配線層用の導体ペーストを調製した。
そして、内部配線層を形成するグリーンシートに対して、その一方の主面のほぼ全面を覆うようにスクリーン印刷法により焼成後に内部配線層となる内部配線パターンを形成した。ここで、ほぼ全面とは、グリーンシートの一方の主面の面積の95%のことである。
次に、貫通孔内にMoを主成分とする導体ペーストが充填されており、主面に内部配線パターンおよび塗布膜が形成されたグリーンシートを15層積層し圧着して積層体を形成した。
このとき、内部配線パターンの一部に、配線幅測定用として、線幅が100μm、長さが20mmの評価パターンを12箇所形成し、この内部配線パターンをビアホール導体に接続するようにし、さらに、内部配線パターンの端部にはビアホール導体との接続用としてランドパターンを形成した。こうして作製した各グリーンシートを位置合わせして積層圧着して積層体を作製した。ここで作製された積層体は、最上層には抵抗測定用に測定端子を接触させるためのパッドが設けられたグリーンシートを配置し、2層目には抵抗測定用の内部配線パターンとランドパターンが印刷塗布されたグリーンシートを配置し、最上層に設けられた貫通孔(Moの導体ペーストが充填されている)と、2層目に印刷塗布されたランドが電気的に接続されるように、位置合わせされたものである。
次に、作製した積層体を、室温から600℃の温度において、露点を+25℃とした窒素水素混合雰囲気にて脱脂を行なった後、引き続き焼成を行った。焼成は、1000℃から最高温度までを40℃/時間の昇温速度で昇温し、最高温度1400℃にて露点を+25℃とした窒素水素混合雰囲気に、1時間保持した後、最高温度から1000℃までを60℃/時間降温速度で冷却してセラミック配線基板を得た。このような内部配線層をもつセラミック配線基板の構造を構造1とした。
また、内部配線層を形成するグリーンシートに対して、その一方の主面の70%の面積を占めるように所定のパターンを形成したスクリーン製版を用いて内部配線層を印刷した以外は全て構造1と同様な構造を持つ積層体を準備した。この積層体についても、構造1のセラミック配線基板と同じ条件にて焼成して、セラミック配線基板を作製した。このような内部配線層をもつ基板の構造を構造2とした。構造2の基板は、焼成後に内部配線層の周囲を取り巻くようにアルミナの含有量の多い第1の領域が存在している基板である。
次に、得られたプローブカード用セラミック配線基板について、以下の評価を行った。
内部配線層を有するセラミック配線基板である構造1および構造2のセラミック配線基板を主面に対して垂直に切断した断面を研磨し、内部配線層12を露出させたものに対して、絶縁層の内部配線層との界面近傍(界面部)と、積層方向に隣り合う内部配線層間の絶縁層の厚み方向の中央部(磁器部)とにX線を当ててムライトに対するアルミナのピーク比を求めた。
また、絶縁基体中における内部配線層のセパレーションについては、焼成後および耐熱試験(350℃、10分保持)後の構造1および構造2の基板の側面を観察して評価した。
また、耐薬品性の指標として、ムライト質焼結体の初期の質量および100℃の水酸化カリウム40質量%水溶液に5時間浸漬させた後のムライト質焼結体の質量を測定し、重量減少率(「ムライト質焼結体の初期質量」−「100℃の水酸化カリウム40質量%水溶液に5時間浸漬させた後のムライト質焼結体の質量」)/「ムライト質焼結体の初期質量」×100[%]を算出した。ここで、耐薬品性の判定は重量変化率が0.12質量%以下の場合を良好なものとした。作製した試料は耐薬品性がいずれも良好であった。
配線抵抗は、測定で得られた導体の抵抗をR、測定する内部配線層の全長をL、内部配線層の幅をWとしたときに、関係式:R×W/Lで表される抵抗値(シート抵抗という。単位はmΩ/□)として求めた。電気抵抗はデジタルマルチメーターによる四端子法によ
り測定した。このとき、配線抵抗は、シート抵抗換算で4.0mΩ/□以下を合格とした。
絶縁基体を構成する磁器部および界面部ならびに内部配線層の熱膨張係数を測定した。絶縁基体を構成する磁器部および界面部については、X線回折により得られた組成に基づきムライト質焼結体を別途作製したものを試料とした。内部配線層についてもICP分析により求めた組成を基に別途同じ焼成条件でインゴットを作製したものを用いた。
次に、ステージ上に載置したSiウェハの上面にプローブカードの測定端子であるプローブピンを接触させて90℃の温度に加熱した状態に保持し、プローブカードの側面から実体顕微鏡を用いて、プローブピンとSiウエハの表面に形成された測定パッドとの位置ずれを観察した。この場合、プローブカードおよびSiウエハの最外周に形成した測定端子(プローブピン)と測定パッドを観察したときに、測定端子(プローブピン)の先端が測定パッド上から横に位置ずれしている状態を位置ずれ有りとした。作製したプローブカードには位置ずれは見られなかった。
得られた配線基板を構成する内部配線層の銅とタングステンの含有量は、ICP分析を行って各々の金属量を質量比で求めた後、各金属の密度(銅:8.9g/cm2、タングステン:19.1g/cm2)で除して求めた。これらの結果を表1に示す。
★
●
表1の結果から明らかなように、本発明の試料(No.1−2〜1−13および1−1
5)では、焼成後の絶縁基体中において、内部配線層とのセパレーションの発生した試料が無かった。
特に、焼成後に内部配線層の周囲を取り巻くようにアルミナの含有量の多いムライト粒子が存在している基板の試料(No.1−15)では、耐熱試験後においてもセパレーションが無かった。
一方、本発明の範囲外である試料No.1−1、1−14および1−16については、焼成後において絶縁基体と複合導体との界面に剥離が発生した。
純度が99%で平均粒子径が2.0μmのムライト粉末100質量%に対して、純度が99%で平均粒子径が1.5μmのMn2O3粉末を4質量%、純度が99%で平均粒子径が2.0μmのTiO2粉末を2質量%の割合で混合した後、さらに成形用有機樹脂(有機バインダー)としてアクリル系バインダーと、有機溶媒としてトルエンとを混合してセラミックスラリーを調製した後、ドクターブレード法にて厚さ200μmのシート状に成形し、グリーンシートを作製した。
得られたグリーンシートに対して、打抜き加工を施し、直径が200μmの貫通孔を形成した。そして、純度99.9%、平均粒子径1.2μmのMo粉末95質量%と純度99.9%、平均粒子径1.8μmのアルミナ粉末5質量%とを混合した粉末に対し、アクリル系バインダとアセトンを溶媒として混合し、Moを主成分とする導体ペーストを調製し、この導体ペーストをスクリーン印刷法によって上記のグリーンシートの貫通孔内に充填した。
また、最上層となるグリーンシートの表面および最下層となるグリーンシートの裏面に、上記のMoを主成分とする導体ペーストを用いて表面配線層をスクリーン印刷法により形成した。
また、平均粒径2μmのCu粉末、平均粒径2μmのW粉末、純度99%以上、平均粒径1.0μmのAl2O3粉末、純度99%以上、平均粒径1.5μmのMn2O3粉末を用い、CuとWとをそれぞれ50体積%とし、これにアクリル系バインダとアセトンとを溶媒として混合し、内部配線層用の導体ペーストを調製した。
そして、貫通孔内にMoを主成分とする導体ペーストが充填された(ビアホール導体が形成された)グリーンシートの一方の主面のほぼ全面を覆うようにスクリーン印刷法により焼成後に内部配線層となる内部配線パターンを形成した。ここで、ほぼ全面とは、グリーンシートの一方の主面の面積の95%のことである。
次に、ビアホール導体が形成されており、主面に内部配線パターンが形成されたグリーンシートの表面に下記のコーティングペーストを印刷して、焼成後に、セラミック絶縁層のうち少なくとも1層がアルミナを多く含んでいる第1の領域を含むセラミック絶縁層となる塗布膜を形成した。用いたコーティングペーストは、平均粒径1.0μmのAl2O3粉末、純度99%以上、平均粒径1.5μmのMn2O3粉末、平均粒径1.5μmのSi2O粉末、平均粒子径が2.0μmのムライト粉末を用いて、表2に示す組成比になるように配合し、これにアクリル系バインダとアセトンとを溶媒として混合して調製した。
次に、内部配線パターンおよびビアホール導体が形成されたグリーンシートに対して、ビアホール導体の部分のみを印刷しないようにスクリーンを目止めした印刷パターンを用
い、内部配線パターンを覆うようにスクリーン印刷法により塗布膜を形成した。
また、内部配線パターンの一部に、配線幅測定用として、線幅が100μm、長さが20mmの評価パターンを12箇所形成し、この内部配線パターンをビアホール導体に接続するようにし、さらに、内部配線パターンの端部にはビアホール導体との接続用としてランドパターンを形成した。こうして作製した各グリーンシートを位置合わせして積層圧着して積層体を作製した。ここで作製された積層体は、最上層には抵抗測定用に測定端子を接触させるためのパッドが設けられたグリーンシートを配置し、2層目には抵抗測定用の内部配線パターンとランドパターンが印刷塗布されたグリーンシートを配置し、最上層に設けられた貫通孔(Moの導体ペーストが充填されている)と、2層目に印刷塗布されたランドが電気的に接続されるように、位置合わせしたものであり、全30層のグリーンシートが積層されたものである。
次に、作製した積層体を、室温から600℃の温度において、露点を+25℃とした窒素水素混合雰囲気にて脱脂を行なった後、引き続き焼成を行った。焼成は、1000℃から最高温度までを40℃/時間の昇温速度で昇温し、最高温度1400℃にて露点を+25℃とした窒素水素混合雰囲気に、1時間保持した後、最高温度から1000℃までを60℃/時間降温速度で冷却してセラミック配線基板を得た。このような内部配線層をもつプローブカード用セラミック配線基板の構造を構造1とした。
また、内部配線層を形成するグリーンシートに対して、その一方の主面の70%の面積を占めるように所定のパターンを形成したスクリーン製版を用いて内部配線層を印刷した以外は全て構造1と同様な構造を持つ積層体を準備した。この積層体についても、構造1のプローブカード用セラミック配線基板と同じ条件にて焼成して、プローブカード用セラミック配線基板を作製した。このような内部配線層をもつ基板の構造を構造2とした。
次に、得られたセラミック配線基板について、以下の評価を行った。
アルミナの含有量の異なる第1の領域または第2の領域を含むセラミック絶縁層の同定は、内部配線層を有するセラミック配線基板である構造1および構造2のプローブカード用セラミック配線基板の主面に対して垂直に切断した断面を研磨し、内部配線層を露出させたものに対して、内部配線層とセラミック絶縁層にX線を当てて、ムライトに対するアルミナのピーク比を求めた。表2では、アルミナの含有量の異なるセラミック絶縁層を第1の領域、第2の領域として表している。
絶縁基体中における内部配線層のセパレーション(剥離)については、焼成後および耐熱試験(350℃、10分保持)後の構造1および構造2の基板の断面を観察して評価した。
第1の領域または第2の領域を含むセラミック絶縁層の平均厚みは、プローブカード用セラミック配線基板の主面の中央部における内部配線層間のセラミック絶縁層の厚みを測定した平均値から求めた。具体的には、絶縁基体の断面を元素分析を備えた走査型電子顕微鏡を用いてアルミナの分布を測定し、アルミナの分布の異なる領域のセラミック絶縁層を各々3層選択して、それぞれ10箇所厚みを測定し平均値を求めた。
機械的強度は、作製したプローブカード用セラミック配線基板から切り出した絶縁基体を長さ40mm、幅4mm、厚み2.5mmのサイズに加工してオートグラフを用いて3点曲げ試験を行って求めた。試料数は各10個とし、平均値を求めた。
耐薬品性は、その指標として、ムライト質焼結体の初期の質量および100℃の水酸化
カリウム40質量%水溶液に5時間浸漬させた後のムライト質焼結体の質量を測定し、重量減少率(「ムライト質焼結体の初期質量」−「100℃の水酸化カリウム40質量%水溶液に5時間浸漬させた後のムライト質焼結体の質量」)/「ムライト質焼結体の初期質量」×100[%]を算出した。ここで、耐薬品性の判定は重量変化率が0.12質量%以下の場合に良好としたがいずれの試料も良好であった。
配線抵抗は、測定で得られた導体の抵抗をR、測定する内部配線層の全長をL、内部配線層の幅をWとしたときに、関係式:R×W/Lで表される抵抗値(シート抵抗という。単位はmΩ/□)として求めた。電気抵抗はデジタルマルチメーターによる四端子法により測定した。このとき、配線抵抗は、シート抵抗換算で4.0mΩ/□以下を合格とした。
絶縁基体、絶縁基体を構成する第1の領域を含むセラミック絶縁層、第2の領域を含むセラミック絶縁層および内部配線層のそれぞれの熱膨張係数は、これらにについて、X線回折または走査型電子顕微鏡に付設の元素分析器により得られた組成に基づきムライト質焼結体を別途作製したものを試料とした。内部配線層についてもICP分析により求めた組成を基に別途同じ焼成条件でインゴットを作製したものを用いた。
次に、ステージ上に載置したSiウェハの上面にプローブカードの測定端子であるプローブピンを接触させて90℃の温度に加熱した状態に保持し、プローブカードの側面から実体顕微鏡を用いて、プローブピンとSiウエハの表面に形成された測定パッドとの位置ずれを観察した。この場合、プローブカードおよびSiウエハの最外周に形成した測定端子(プローブピン)と測定パッドを観察したときに、測定端子(プローブピン)の先端が測定パッド上から横に位置ずれしている状態を位置ずれ有りとした。作製したプローブカードには位置ずれは見られなかった。
得られた配線基板を構成する内部配線層の銅とタングステンの含有量は、ICP分析を行って各々の金属量を質量比で求めた後、各金属の密度(銅:8.9g/cm2、タングステン:19.1g/cm2)で除して求めたが、表2に示す配合割合に一致していた。表2には、銅およびタングステンの体積比率が同じ場合を示したが、銅を40体積%としタングステンを60体積%としたもの、または銅を60体積%とし、タングステンを40体積%としたものについても表2の試料No.2−1〜20と同様の結果となった。
表2の結果から明らかなように、本発明の試料(No.2−1〜2−6および2−8〜2−19)では、焼成後の絶縁基体中において、内部配線層とのセパレーションが無く、絶縁基体の熱膨張係数が3.4〜4.5であり、基板の強度が240MPa以上であった。
特に、アルミナを多く含んでいる第1の領域を含むセラミック絶縁層の平均厚みを、第2の領域を含むセラミック絶縁層の平均厚みの10〜30%とした試料(試料No.No.2−1〜2−6、2−8〜2−16および2−18)では、焼成後の絶縁基体中において、内部配線層とのセパレーションが無く、絶縁基体の熱膨張係数が3.4〜4.2であり、基板の強度が250MPa以上であった