JP2012138475A - 半導体モジュールおよび半導体モジュールの製造方法 - Google Patents
半導体モジュールおよび半導体モジュールの製造方法 Download PDFInfo
- Publication number
- JP2012138475A JP2012138475A JP2010290032A JP2010290032A JP2012138475A JP 2012138475 A JP2012138475 A JP 2012138475A JP 2010290032 A JP2010290032 A JP 2010290032A JP 2010290032 A JP2010290032 A JP 2010290032A JP 2012138475 A JP2012138475 A JP 2012138475A
- Authority
- JP
- Japan
- Prior art keywords
- insulating resin
- resin layer
- cooling member
- semiconductor module
- semiconductor element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/731—Package configurations characterised by the relative positions of pads or connectors relative to package parts of die-attach connectors
- H10W90/734—Package configurations characterised by the relative positions of pads or connectors relative to package parts of die-attach connectors between a chip and a stacked insulating package substrate, interposer or RDL
Landscapes
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
【課題】冷却部材と絶縁樹脂層との接合が強固で、冷却部材と絶縁樹脂層との間の熱抵抗が小さく、絶縁樹脂層の面内の膜厚分布が小さい半導体モジュールおよび製造方法を提供する。
【解決手段】表面に突起部12が設けられた冷却部材10と、突起部に囲まれた領域に形成された絶縁樹脂層14と、絶縁樹脂層の表面に形成され、半導体素子16を備える金属放熱板18と、を有する半導体モジュールである。また、金属放熱板を前記絶縁樹脂層の表面に加圧加熱プレスする加圧加熱プレス工程と、を含む半導体モジュールの製造方法である
【選択図】図1
【解決手段】表面に突起部12が設けられた冷却部材10と、突起部に囲まれた領域に形成された絶縁樹脂層14と、絶縁樹脂層の表面に形成され、半導体素子16を備える金属放熱板18と、を有する半導体モジュールである。また、金属放熱板を前記絶縁樹脂層の表面に加圧加熱プレスする加圧加熱プレス工程と、を含む半導体モジュールの製造方法である
【選択図】図1
Description
本発明は、半導体モジュールおよび半導体モジュールの製造方法に関する。
ハイブリッド自動車や電気自動車等の車両に車載される高耐圧、大電流用の半導体モジュールは、半導体素子の動作時の自己発熱量が大きい。そのため、車載用の半導体モジュールは、高放熱性を有する冷却構造を具備することが望ましい。
図3は、従来の半導体モジュールの製造方法の一例を示す概略図である。まず、図3(a)に示すように、金属箔52等の支持板の一方の面に絶縁樹脂原料を塗布し、加熱により硬化(半硬化)させ、所定の形状に裁断して、金属箔52の一方の面に半硬化の絶縁樹脂層54が形成された絶縁基板56を形成する(絶縁基板形成工程)。一方、図3(b)に示すような半導体素子58を接合材等により形成した接合層60を介して金属放熱板62の一方の面に接合して、半導体素子58を備える金属放熱板62を形成する(放熱板接合工程)。次に、図3(a)の絶縁基板56の半硬化の絶縁樹脂層54の表面に、図3(c)に示すように、図3(b)の半導体素子58を備える金属放熱板62を高加圧条件でプレスしながら、ホットプレート等の加熱装置72による加熱により半硬化の絶縁樹脂層54を硬化して絶縁樹脂層64とし、絶縁樹脂層64の表面に金属放熱板62を接合する(加圧加熱プレス工程)。そして、図3(d)に示すように、内部に冷媒流路66を備えた冷却部材68に、図3(c)の金属放熱板62が絶縁樹脂層64の表面に接合された絶縁基板56をグリース等の接着剤層70により接合する(冷却器接合工程)。
図3に示す従来の方法では、図3(a)に示すように、絶縁樹脂層の形成用の絶縁樹脂原料を塗布するための金属箔52等の支持板が必要となる。また、取り扱い性を高めるために、絶縁樹脂原料を半硬化状態にするための加熱処理が必要となる。さらに、半硬化の絶縁樹脂層54の端部において膜厚のばらつきが大きいため、切断除去が必要となる。また、図3(a)で絶縁樹脂原料を半硬化状態にするため、図3(c)に示すように、高加圧条件でプレスしないと、金属放熱板62と絶縁樹脂層64との密着性が悪くなる場合があり、高加圧条件でプレスするために絶縁樹脂層64の面内の膜厚分布が大きくなる場合がある。さらに、図3(d)に示すように、絶縁基板56と冷却部材68との接合のためにグリース等の接着剤層70を用いるために熱抵抗が大きくなる。
一方、半導体モジュールの構造として、例えば、特許文献1〜3のような構造が提案されている。
例えば、特許文献1には、放熱基板なしに配線部材とヒートシンクとを絶縁樹脂層により固着し、ヒートシンクおよび配線部材における絶縁樹脂層との接触領域の端部には、それぞれ凹部が形成され、ヒートシンクの上面上に、樹脂絶縁層の一端部を覆う壁部およびひさし部を形成して、ひさし部の下面にも凹部を設けることにより、絶縁樹脂層とヒートシンクおよび絶縁樹脂層と配線部材との接着面の剥離の発生や進行を抑制するパワーモジュール(半導体モジュール)が記載されている。
特許文献2には、冷却器上の金属ブロック上面に凹部を設け、その凹部内に半導体素子を実装する基板を備え、基板の下側金属配線層の端部と凹部の側壁との間の領域に上部からモールド樹脂を塗布して充填することにより、金属配線層のクラックを抑制し、高放熱性を確保する半導体モジュールが記載されている。
特許文献3には、金属製の熱伝導板と、フィンと熱伝導板の金属と異なる金属の基部とで構成される基部付フィンとを備え、熱伝導板と基部とを接合し、熱伝導板および基部の接合側の面の少なくとも一方に、相手方の位置を規制する位置規制機構を設けることにより、異種金属を高い信頼性で接合する放熱部品が記載されている。
本発明の目的は、冷却部材と絶縁樹脂層との接合が強固で、冷却部材と絶縁樹脂層との間の熱抵抗が小さい半導体モジュールを提供することにある。
また、本発明の目的は、冷却部材と絶縁樹脂層との接合が強固で、冷却部材と絶縁樹脂層との間の熱抵抗が小さく、絶縁樹脂層の面内の膜厚分布が小さい半導体モジュールの製造方法を提供することにある。
本発明は、表面に突起部が設けられた冷却部材と、前記突起部に囲まれた領域に形成された絶縁樹脂層と、前記絶縁樹脂層の表面に形成され、半導体素子を備える金属放熱板と、を有する半導体モジュールである。
また、本発明は、冷却部材の表面に設けられた突起部に囲まれた領域に絶縁樹脂層を形成する絶縁樹脂層形成工程と、半導体素子を備える金属放熱板を前記絶縁樹脂層の表面に加圧加熱プレスする加圧加熱プレス工程と、を含む半導体モジュールの製造方法である。
本発明では、冷却部材の表面に設けられた突起部に囲まれた領域に絶縁樹脂層が形成され、その絶縁樹脂層の表面に、半導体素子を備える金属放熱板が形成されることにより、冷却部材と絶縁樹脂層との接合が強固で、冷却部材と絶縁樹脂層との間の熱抵抗が小さい半導体モジュールを提供することができる。
本発明では、冷却部材の表面に設けられた突起部に囲まれた領域に絶縁樹脂層を形成し、その絶縁樹脂層の表面に、半導体素子を備える金属放熱板を形成することにより、冷却部材と絶縁樹脂層との接合が強固で、冷却部材と絶縁樹脂層との間の熱抵抗が小さく、絶縁樹脂層の面内の膜厚分布が小さい半導体モジュールの製造方法を提供することができる。
本発明の実施の形態について以下説明する。本実施形態は本発明を実施する一例であって、本発明は本実施形態に限定されるものではない。
本発明の実施形態に係る半導体モジュールの一例の概略を図1に示し、その構成について説明する。半導体モジュール1は、表面に突起部12が設けられた冷却部材10と、突起部12に囲まれた領域に形成された絶縁樹脂層14と、絶縁樹脂層14の表面に形成された、半導体素子16を備える金属放熱板18と、を有する。半導体素子16と金属放熱板18との間に接合層20を有していてもよい。
図1の半導体モジュール1において、動作時に半導体素子16から発生する熱が金属放熱板18および絶縁樹脂層14を介して冷却部材10に放熱される。冷却部材10は、その内部に列状に略等間隔に配置された冷却フィン24を有し、隣り合う冷却フィン24の間に冷媒流路22が形成される。冷媒流路22には冷媒が流通されて冷却部材10が冷却される。
図1の半導体モジュール1において、冷却部材10と絶縁樹脂層14との間に金属箔等の支持板を有さないため、金属箔等の支持板を有する場合に比較して、冷却部材10と絶縁樹脂層14との接合が強固である。また、冷却部材10と絶縁樹脂層14とが直接接合されているため、冷却部材10と絶縁樹脂層14との間にグリース等の接着剤層を有さず、グリース等の接着剤層を有する場合に比較して冷却部材10と絶縁樹脂層14との間の熱抵抗が小さい。さらに、冷却部材10の突起部12に囲まれた領域に形成された絶縁樹脂層14の面内の膜厚分布が小さく、その結果、絶縁性能が向上する。
冷却部材10は、半導体素子16の動作時の発熱等を冷却するために放熱性を有するものであればよく、構成、形状等に特に制限はない。冷却部材10は、例えば、図1に示すように内部に冷媒流路22を備えるものである。冷却部材10を構成する材料としては、特に制限はないが、例えば、アルミニウム、銅等の金属、あるいは合金である。高熱伝導性を有し、軽量である等の点からアルミニウムが好ましい。
冷却部材10の冷媒流路22に流通される冷媒としては、水等の液体および空気等の気体のいずれを用いてもよい。
突起部12は、絶縁樹脂層14を形成する領域を画定するためのものであり、冷却部材10の絶縁樹脂層14を形成する面から上方に伸びる壁状のものである。突起部12を構成する材料は、冷却部材10と同じ材料でもよいし、PPS(ポリフェニレンスルフィド)、PBT(ポリブチレンテレフタレート)等の耐熱性を有する樹脂材料等であってもよい。
突起部12の高さは、形成する絶縁樹脂層14の膜厚以上であればよく、特に制限はないが、例えば、0.01mm〜0.5mm程度とすればよい。
絶縁樹脂層14は、絶縁性を有する樹脂の層であればよく、特に制限はない。絶縁性の樹脂としては、例えば、エポキシ、ポリイミド、PET(ポリエチレンテレフタレート)等が挙げられる。これらのうち、絶縁性に優れ、セラミックフィラー等の添加によって熱伝導性を改善しうるエポキシ、ポリイミドが好ましい。これらの絶縁性樹脂のうち、1種を用いてもよいし、2種以上を混合して用いてもよい。
絶縁樹脂層14の膜厚は、特に制限はないが、例えば、10μm〜500μmの範囲である。絶縁樹脂層14の膜厚が10μm未満であると、浮遊容量によりノイズ源となる場合があり、500μmを超えると、熱伝導性が低下する場合がある。
金属放熱板18を構成する材料としては、特に制限はないが、例えば、アルミニウム、銅等の金属、あるいは合金である。
半導体素子16は、例えば、インバータ回路等を構成する電子部品(IGBTやダイオード等)である。半導体素子16は、例えば、基板上に1つまたは複数の半導体素子が実装され、はんだ付け等によって固定されているものである。
接合層20を構成する材料としては、特に制限はないが、例えば、はんだ材、Agペースト等の合金、導電性接着剤等の樹脂である。
次に、本実施形態に係る半導体モジュールの製造方法について説明する。
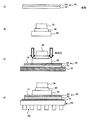
図2は、本発明の実施形態に係る半導体モジュールの製造方法の一例を示す概略図である。
まず、図2(a)に示すように、冷却部材10の表面に絶縁樹脂層を形成する領域を画定するための突起部12を形成する(突起部形成工程)。突起部12は、例えば、アルミニウム、銅等の金属の場合はプレス法、PPS等の樹脂の場合は射出成形法等の方法により形成すればよい。図2(b)に示すように、冷却部材10の表面に設けられた突起部12に囲まれた領域に所定の量の絶縁樹脂原料26を塗布する(絶縁樹脂原料塗布工程)。図2(c)に示すように、低温加熱により硬化(半硬化)させ、冷却部材10の表面に半硬化の絶縁樹脂層28を形成する(低温加熱工程)。一方、図2(d)に示すような半導体素子16を接合材により金属放熱板18の一方の面に接合して、接合層20を介して半導体素子16を備える金属放熱板18を形成する(放熱板接合工程)。次に、図2(e)に示すように、図2(c)の冷却部材10上の半硬化の絶縁樹脂層28の表面に、図2(d)の半導体素子16を備える金属放熱板18を低加圧条件でプレスしながら、ホットプレート等の加熱装置30による加熱により半硬化の絶縁樹脂層28を硬化して、絶縁樹脂層14の表面に金属放熱板18を接合する(加圧加熱プレス工程)。
絶縁樹脂原料塗布工程における絶縁樹脂原料26の塗布において、冷却部材10の表面に設けられた突起部12によって絶縁樹脂層14を形成する領域が囲まれているため、絶縁樹脂原料26の流れ出しが防止され、また、硬化後の絶縁樹脂層14の膜厚が制御される。冷却部材10と絶縁樹脂層14とを直接接合するため、冷却部材10と絶縁樹脂層14との間に金属箔等の支持板を有さなくてもよく、金属箔等の支持板を有する場合に比較して、冷却部材10と絶縁樹脂層14との接合が強固となり、加熱硬化条件および加熱硬化度が大幅に緩和される。その結果、加圧加熱プレス工程において、より低圧条件でプレスが可能となるため、絶縁樹脂層14の面内の膜厚分布の制御が容易となって、絶縁樹脂層14の面内の膜厚分布が小さくなり、絶縁性能が向上する。また、冷却部材10と絶縁樹脂層14とを直接接合するため、冷却部材10と絶縁樹脂層14との間のグリース等の接着剤層がなくてもよく、グリース等の接着剤層を有する場合に比較して冷却部材10と絶縁樹脂層14との間の熱抵抗が小さくなる。
低温加熱工程における加熱温度は、例えば、図3に示す従来の半導体モジュールの製造方法における加熱温度に比べて、50℃〜200℃低い温度である。また、加圧加熱プレス工程における加圧条件は、例えば、図3に示す従来の半導体モジュールの製造方法における加圧条件に比べて、20%以上低い圧力である。
このように、本実施形態に係る半導体モジュールの製造方法によれば、冷却部材10の表面に設けられた突起部12に囲まれた領域に絶縁樹脂層14を形成し、その絶縁樹脂層14の表面に、半導体素子16を備える金属放熱板18を形成することにより、冷却部材10と絶縁樹脂層14との接合が強固で、冷却部材10と絶縁樹脂層14との間の熱抵抗が小さく、絶縁樹脂層14の面内の膜厚分布が小さくなる。
本実施形態に係る半導体モジュールは、例えば、内燃機関とモータとを動力源とするハイブリッド車、電気自動車、燃料電池車等の車両等に搭載される。本実施形態に係る半導体モジュールの車両等における配置位置には特に制限はない。
1 半導体モジュール、10,68 冷却部材、12 突起部、14,64 絶縁樹脂層、16,58 半導体素子、18,62 金属放熱板、20,60 接合層、22,66 冷媒流路、24 冷却フィン、26 絶縁樹脂原料、28 半硬化の絶縁樹脂層、30,72 加熱装置、52 金属箔、54 半硬化の絶縁樹脂層、56 基板、70 接着剤層。
Claims (2)
- 表面に突起部が設けられた冷却部材と、
前記突起部に囲まれた領域に形成された絶縁樹脂層と、
前記絶縁樹脂層の表面に形成され、半導体素子を備える金属放熱板と、
を有することを特徴とする半導体モジュール。 - 冷却部材の表面に設けられた突起部に囲まれた領域に絶縁樹脂層を形成する絶縁樹脂層形成工程と、
半導体素子を備える金属放熱板を前記絶縁樹脂層の表面に加圧加熱プレスする加圧加熱プレス工程と、
を含むことを特徴とする半導体モジュールの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010290032A JP2012138475A (ja) | 2010-12-27 | 2010-12-27 | 半導体モジュールおよび半導体モジュールの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010290032A JP2012138475A (ja) | 2010-12-27 | 2010-12-27 | 半導体モジュールおよび半導体モジュールの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012138475A true JP2012138475A (ja) | 2012-07-19 |
Family
ID=46675666
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010290032A Withdrawn JP2012138475A (ja) | 2010-12-27 | 2010-12-27 | 半導体モジュールおよび半導体モジュールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012138475A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017054967A (ja) * | 2015-09-10 | 2017-03-16 | 日産自動車株式会社 | 電力変換装置 |
| JP2020098882A (ja) * | 2018-12-19 | 2020-06-25 | アイシン精機株式会社 | 半導体装置及びその製造方法 |
| WO2020240699A1 (ja) * | 2019-05-28 | 2020-12-03 | 三菱電機株式会社 | 半導体モジュール、半導体モジュールの製造方法および電力変換装置 |
| WO2021019614A1 (ja) * | 2019-07-26 | 2021-02-04 | 三菱電機株式会社 | 半導体装置、電力変換装置および半導体装置の製造方法 |
| WO2021038688A1 (ja) * | 2019-08-26 | 2021-03-04 | 三菱電機株式会社 | 電力用半導体装置、電力用半導体装置の製造方法および電力変換装置 |
| WO2024142671A1 (ja) * | 2022-12-27 | 2024-07-04 | 株式会社デンソー | 電力変換装置 |
-
2010
- 2010-12-27 JP JP2010290032A patent/JP2012138475A/ja not_active Withdrawn
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017054967A (ja) * | 2015-09-10 | 2017-03-16 | 日産自動車株式会社 | 電力変換装置 |
| JP2020098882A (ja) * | 2018-12-19 | 2020-06-25 | アイシン精機株式会社 | 半導体装置及びその製造方法 |
| WO2020240699A1 (ja) * | 2019-05-28 | 2020-12-03 | 三菱電機株式会社 | 半導体モジュール、半導体モジュールの製造方法および電力変換装置 |
| JPWO2020240699A1 (ja) * | 2019-05-28 | 2020-12-03 | ||
| JP7134345B2 (ja) | 2019-05-28 | 2022-09-09 | 三菱電機株式会社 | 半導体モジュール、半導体モジュールの製造方法および電力変換装置 |
| CN114127920A (zh) * | 2019-07-26 | 2022-03-01 | 三菱电机株式会社 | 半导体装置、电力变换装置以及半导体装置的制造方法 |
| JPWO2021019614A1 (ja) * | 2019-07-26 | 2021-02-04 | ||
| JP7134360B2 (ja) | 2019-07-26 | 2022-09-09 | 三菱電機株式会社 | 半導体装置、電力変換装置および半導体装置の製造方法 |
| WO2021019614A1 (ja) * | 2019-07-26 | 2021-02-04 | 三菱電機株式会社 | 半導体装置、電力変換装置および半導体装置の製造方法 |
| DE112019007574B4 (de) * | 2019-07-26 | 2024-01-25 | Mitsubishi Electric Corporation | Klebeverbindung von Halbleitermodul und Kühlkörper zur Herstellung eines Halbleiterbauelements |
| CN114127920B (zh) * | 2019-07-26 | 2025-08-29 | 三菱电机株式会社 | 半导体装置、电力变换装置以及半导体装置的制造方法 |
| WO2021038688A1 (ja) * | 2019-08-26 | 2021-03-04 | 三菱電機株式会社 | 電力用半導体装置、電力用半導体装置の製造方法および電力変換装置 |
| JPWO2021038688A1 (ja) * | 2019-08-26 | 2021-03-04 | ||
| CN114258585A (zh) * | 2019-08-26 | 2022-03-29 | 三菱电机株式会社 | 电力用半导体装置、电力用半导体装置的制造方法以及电力转换装置 |
| JP7154422B2 (ja) | 2019-08-26 | 2022-10-17 | 三菱電機株式会社 | 電力用半導体装置、電力用半導体装置の製造方法および電力変換装置 |
| WO2024142671A1 (ja) * | 2022-12-27 | 2024-07-04 | 株式会社デンソー | 電力変換装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9236324B2 (en) | Electric power semiconductor device and method for producing same | |
| TWI657547B (zh) | 功率模組及其製造方法 | |
| US20130249100A1 (en) | Power semiconductor device module | |
| CN111276447B (zh) | 双侧冷却功率模块及其制造方法 | |
| JP5484429B2 (ja) | 電力変換装置 | |
| JP6945418B2 (ja) | 半導体装置および半導体装置の製造方法 | |
| JP2009536458A (ja) | 半導体モジュール及びその製造方法 | |
| CN105161467B (zh) | 一种用于电动汽车的功率模块 | |
| JP2011134949A (ja) | 半導体装置 | |
| JP2014199829A (ja) | 半導体モジュール及びそれを搭載したインバータ | |
| CN110364497A (zh) | 用于功率控制的电子器件模块和其制造的方法 | |
| JP2013093631A (ja) | パワーモジュールの製造方法 | |
| JP2012138475A (ja) | 半導体モジュールおよび半導体モジュールの製造方法 | |
| JP6360035B2 (ja) | 半導体装置 | |
| CN114730748B (zh) | 用于消耗装置的可控电功率供应的具有被封装的功率半导体的功率模块及用于生产该功率模块的方法 | |
| US11735557B2 (en) | Power module of double-faced cooling | |
| JP2010192591A (ja) | 電力用半導体装置とその製造方法 | |
| JP2013243323A (ja) | 半導体装置および半導体装置の製造方法 | |
| JP5899680B2 (ja) | パワー半導体モジュール | |
| TWI693684B (zh) | Igbt模組散熱結構改良 | |
| JP2013062282A (ja) | 半導体装置 | |
| JP7059714B2 (ja) | 電力変換装置及び電力変換装置の製造方法 | |
| JPWO2012046578A1 (ja) | 半導体装置及び半導体装置の生産方法 | |
| CN107124837B (zh) | 电子模块及制造其的方法 | |
| KR20180087330A (ko) | 파워 모듈의 양면 냉각을 위한 금속 슬러그 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140304 |