JP2012139741A - 工作機械の熱変位補正装置及び方法 - Google Patents
工作機械の熱変位補正装置及び方法 Download PDFInfo
- Publication number
- JP2012139741A JP2012139741A JP2010292026A JP2010292026A JP2012139741A JP 2012139741 A JP2012139741 A JP 2012139741A JP 2010292026 A JP2010292026 A JP 2010292026A JP 2010292026 A JP2010292026 A JP 2010292026A JP 2012139741 A JP2012139741 A JP 2012139741A
- Authority
- JP
- Japan
- Prior art keywords
- thermal displacement
- machine tool
- estimated
- estimation
- correction amount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/404—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control arrangements for compensation, e.g. for backlash, overshoot, tool offset, tool wear, temperature, machine construction errors, load, inertia
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/0003—Arrangements for preventing undesired thermal effects on tools or parts of the machine
- B23Q11/0007—Arrangements for preventing undesired thermal effects on tools or parts of the machine by compensating occurring thermal dilations
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49209—Compensation by using temperature feelers on slide, base, workhead
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Automatic Control Of Machine Tools (AREA)
- Numerical Control (AREA)
- Machine Tool Sensing Apparatuses (AREA)
Abstract
【課題】仕様の数が多くても設定や運用を正確且つ簡易に行うことができる工作機械の熱変位補正装置あるいは方法を提供する。
【解決手段】スケール2の有無やベッド1・テーブル5の長さの割り出し方式が相違することによって互いに異なる2つの仕様が存在する工作機械にあって、各仕様における当該工作機械の熱変位補正量を推定する補正量推定装置13・パラメータ自動選択装置14を備えており、補正量推定装置13・パラメータ自動選択装置14は、ベッド1・スケール2・テーブル5・ワーク6にそれぞれ対応する推定熱変位演算用のパラメータの集合をデータベースとして記憶すると共に、各仕様に応じた機械情報に基づいて前記データベースから前記仕様に属する前記パラメータを選択し、選択された前記パラメータによりベッド1・テーブル5・ワーク6あるいは更にスケール2における推定熱変位を演算し、当該推定熱変位を合算する。
【選択図】図1
【解決手段】スケール2の有無やベッド1・テーブル5の長さの割り出し方式が相違することによって互いに異なる2つの仕様が存在する工作機械にあって、各仕様における当該工作機械の熱変位補正量を推定する補正量推定装置13・パラメータ自動選択装置14を備えており、補正量推定装置13・パラメータ自動選択装置14は、ベッド1・スケール2・テーブル5・ワーク6にそれぞれ対応する推定熱変位演算用のパラメータの集合をデータベースとして記憶すると共に、各仕様に応じた機械情報に基づいて前記データベースから前記仕様に属する前記パラメータを選択し、選択された前記パラメータによりベッド1・テーブル5・ワーク6あるいは更にスケール2における推定熱変位を演算し、当該推定熱変位を合算する。
【選択図】図1
Description
本発明は、NC旋盤やマシニングセンタ等の工作機械における熱変位補正装置及び熱変位補正方法に関する。
工作機械は、動力部・摺動部等の発熱の機械各部への伝達や環境温度の変化により、熱変形を引き起こす。この熱変形は加工精度に影響を及ぼすので、機体温度情報から熱変形量を推定し加工の際に補正する装置が提案されている(例えば下記特許文献1に記載の装置)。この熱変位補正装置は、スケール・テーブル・ワークにおける位置情報・線膨張係数・温度等といったパラメータを用いてワーク−刃先間の熱変位を推定し補正する。
このような熱変位補正装置では、同一機種における異なる仕様の機械に適用させようとすると、それぞれについてパラメータを用意する必要が生じ、煩雑となる。即ち、例えば同一機種であっても、スケールの有無や取付位置・テーブルの取付態様が相違する機械仕様が存在する場合に、スケールやテーブルの位置情報や線膨張係数等をそれぞれの仕様について設定し、各自のパラメータファイルとして熱変位補正装置内に記憶させる必要が生じるが、仕様の数が多い程、パラメータの設定や各種パラメータファイルの運用が煩雑となり、パラメータの誤設定による誤動作の発生リスクが高まって、熱変位補正装置の生産性や管理性が良好でなくなる。
そこで、請求項1〜4に記載の発明は、仕様の数が多くても設定や運用を正確且つ簡易に行うことができる工作機械の熱変位補正装置あるいは方法を提供することを目的としたものである。
上記目的を達成するために、請求項1に記載の発明は、工作機械の熱変位補正装置において、推定要素の少なくとも一部が相違することによって互いに異なる仕様が存在する工作機械にあって、少なくとも何れかの仕様における当該工作機械の熱変位補正量を算出する補正量推定部を備えており、当該補正量推定部は、前記推定要素の全てにそれぞれ対応する推定熱変位演算用のパラメータの集合を、パラメータ群として記憶すると共に、前記仕様に応じた機械情報を読み取り可能であり、当該機械情報に基づいて前記パラメータ群から前記仕様に属する前記推定要素に対応する前記パラメータを選択し、選択された前記パラメータにより各推定要素における推定熱変位を演算し、当該推定熱変位を合算することで、前記仕様における前記工作機械の熱変位補正量を算出することを特徴とするものである。
上記目的を達成するために、請求項2に記載の発明は、工作機械の熱変位補正装置において、推定要素の少なくとも一部が相違することによって互いに異なる仕様が存在する工作機械にあって、少なくとも何れかの仕様における当該工作機械の熱変位補正量を算出する補正量推定部と、推定要素の温度を測定する温度センサとを備えており、当該補正量推定部は、前記推定要素の全てにそれぞれ対応する前記温度センサの種類の集合を、温度センサ選択用データベースとして記憶すると共に、前記仕様に応じた機械情報を読み取り可能であり、当該機械情報に基づいて前記温度センサ選択用データベースから前記仕様に属する前記推定要素に対応する前記温度センサの種類を選択し、選択された種類における前記温度センサにより把握される前記推定要素の温度に基づき、各推定要素における推定熱変位を演算し、当該推定熱変位を合算することで、前記仕様における前記工作機械の熱変位補正量を算出することを特徴とするものである。
上記目的を達成するために、請求項3に記載の発明は、工作機械の熱変位補正方法において、推定要素の少なくとも一部が相違することによって互いに異なる仕様が存在する工作機械にあって、少なくとも何れかの仕様における当該工作機械の熱変位補正量を算出する方法であり、前記推定要素の全てにそれぞれ対応する推定熱変位演算用のパラメータの集合を、パラメータ群として記憶するステップと、前記仕様に応じた機械情報を読み取って、当該機械情報に基づいて前記パラメータ群から前記仕様に属する前記推定要素に対応する前記パラメータを選択するステップと、選択された前記パラメータにより各推定要素における推定熱変位を演算し、当該推定熱変位を合算することで、前記仕様における前記工作機械の熱変位補正量を算出するステップとを有することを特徴とするものである。
上記目的を達成するために、請求項4に記載の発明は、工作機械の熱変位補正方法において、推定要素の少なくとも一部が相違することによって互いに異なる仕様が存在する工作機械にあって、少なくとも何れかの仕様における当該工作機械の熱変位補正量を算出する方法であり、前記推定要素の全てにそれぞれ対応する前記推定要素の温度を測定する温度センサの種類の集合を、温度センサ選択用データベースとして記憶するステップと、前記仕様に応じた機械情報を読み取って、当該機械情報に基づいて前記温度センサ選択用データベースから前記仕様に属する前記推定要素に対応する前記温度センサの種類を選択するステップと、選択された種類における前記温度センサにより把握される前記推定要素の温度に基づき、各推定要素における推定熱変位を演算し、当該推定熱変位を合算することで、前記仕様における前記工作機械の熱変位補正量を算出するステップとを有することを特徴とするものである。
本発明によれば、機械情報に基づいてデータベースから補正対象の工作機械の仕様に関する推定要素に対応するパラメータや温度センサを選択する。よって、複数の仕様が存在しても共通のデータベースを用意すれば済み、熱変位補正装置ないし方法の生産性(構築容易性)や管理性が極めて良好なものとなる、という効果を奏する。
以下、本発明に係る実施の形態の例につき、適宜図面に基づいて説明する。なお、当該形態は、下記の例に限定されない。
[第1形態]
図1は本発明の第1形態に係る熱変位補正装置を適用した工作機械(門形マシニングセンタ)の側面説明図であって、ベッド1がX軸(図1の左右方向に沿う軸、右が正)に沿うように配置されており、ベッド1には、ナット4を介して、ワーク6を搭載可能なテーブル5が、X軸方向に移動可能に支持されている。
図1は本発明の第1形態に係る熱変位補正装置を適用した工作機械(門形マシニングセンタ)の側面説明図であって、ベッド1がX軸(図1の左右方向に沿う軸、右が正)に沿うように配置されており、ベッド1には、ナット4を介して、ワーク6を搭載可能なテーブル5が、X軸方向に移動可能に支持されている。
又、ベッド1の両側面にはそれぞれコラム7が立てられており、各コラム7の間にはクロスレール(図示せず)が固定され、当該クロスレールにはサドル8がY軸(図1で紙面に直交する方向に沿う軸、手前が正)方向に移動可能に支持されている。更に、サドル8には主軸9がZ軸(図1の上下方向に沿う軸、上が正)方向に移動可能に支持されており、主軸9の先端にはワーク6を加工するための工具10が回転可能に固定されている。
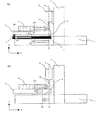
図2(a),(b)はそれぞれ同じ機種に属する互いに異なる仕様の門形マシニングセンタの説明図であって、図2(a)は図1の門形マシニングセンタと同一である。これらの門形マシニングセンタでは、テーブル5のX軸方向に沿う移動量の検出に係る構造が相違する。
即ち、図2(a)の仕様(仕様(a)とする)において、テーブル5はナット4に組み合わせられたボールネジ(図示せず)により移動する。当該ボールネジはベッド1側に回転可能に固定され、ナット4はテーブル5に固定されている。本仕様では位置検出器を構成するスケール2及びスライダ3を有する。スケール2はベッド1に固定され、スライダ3はテーブル5に固定されている。テーブル5のX位置は、例えばスライダ3がスケール2の示す位置情報を読み取って後述のNC装置15に送信するといったように、位置検出器によって決定される。
一方、図2(b)の仕様(仕様(b)とする)では、テーブル5はナット4に組み合わせられたボールネジ(図示せず)により移動する。当該ボールネジはベッド1側に回転可能に固定され、ナット4はテーブル5に固定されている。テーブル5のX位置は、例えば当該ボールネジの端部に配置された回転位置検出器(図示せず)により検出された回転位置(回転数)を後述のNC装置15においてX位置に変換するといったように、当該ボールネジの回転制御(回転位置検出器)によって決定される。
そして、図1に示すように、仕様(a)にあっては、ベッド1・スケール2・テーブル5・ワーク6の温度を検出する温度センサ11A〜11Dが設置されていると共に、各温度センサ11A〜11Dから検出温度を示す信号を受信して各温度を把握する温度測定装置12と、温度測定装置12及びパラメータ自動選択装置14から情報を受信して熱変位に関する補正量を算出する補正量推定装置13と、テーブル5・サドル8・主軸9等を数値制御するNC装置15とを備えている。パラメータ自動選択装置14は、NC装置15における機械情報を通信により読み取り、読み取った当該機械情報に基づいて熱変位の推定演算パラメータを自動選択する。なお、補正量推定装置13ないしパラメータ自動選択装置14が本発明に係る熱変位補正装置を構成するが、これらに温度センサ11A〜11Dないし温度測定装置12を加えたものを熱変位補正装置とみることもできる。又、補正量推定装置13ないしパラメータ自動選択装置14が本発明に係る補正量推定部を構成する。
又、仕様(b)にあっても、仕様(a)と同様に熱変位補正装置が構成されるが、スケール2が設置されていないためスケール2に係る温度センサ11Bが配置されていないことが仕様(a)と異なる。
ここで、各仕様における工作機械の推定要素について更に詳述する。仕様(a)では、熱変位推定に関する推定要素として、ベッド1・スケール2・テーブル5・ワーク6を挙げることができる。一方、仕様(b)では、熱変位推定に関する推定要素として、ベッド1・テーブル5・ワーク6を挙げることができる。そして、仕様(a),(b)では、熱変位補正に関し、スケール2の有無において推定要素が相違し、残りの推定要素は一応共通であるが、各推定要素における長さのパラメータの内容が異なっている。即ち、仕様(a)ではスケール2やスライダ3の位置が長さのパラメータの一部となるが、仕様(b)ではナット4の位置が長さのパラメータの一部となる。
図3は補正量推定装置13に記憶されている推定演算パラメータ選択用のパラメータ群としてのデータベースの模式図(表)である。このデータベースは、同一機種内で共通であり、仕様(a)及び仕様(b)の双方において記憶されている。ここで、δiは各推定要素i(iがA,1又はベッドならベッド1、B・2・スケールならスケール2、C・3・テーブルならテーブル5、D・4・ワークならワーク6)の熱変位であり、αiは推定要素iの線膨張係数であり、Tiは推定要素iの検出温度であり、Liは推定要素iの長さである。又、Xは工具10の刃先のX軸における位置であり、Xaはスケール2のX軸における位置であり、Xbはスライダ3のX軸における位置であり、Xwはワーク6のX軸における位置であり、Xeはナット4のX軸における位置である(図2参照)。
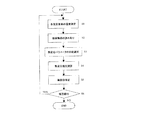
このような第1形態に係る熱変位補正装置ないし工作機械は、主に図4で説明するように動作して、熱変位を推定し、熱変位補正方法を実行する。
即ちまず仕様(a)の場合、温度測定装置12は、各推定要素iに係る温度センサ11A〜11Dから信号を受信して、各推定要素iの温度を測定する(ステップS1)。
次に、パラメータ自動選択装置14は、NC装置15から機械情報を読み取る(ステップS2)。機械情報は、ここでは仕様(a)を示す識別情報であり、パラメータ自動選択装置14は、この機械情報に基づき、図3のデータベースを参照して仕様(a)に係る熱変位パラメータを選択する(ステップS3)。具体的には、仕様(a)の欄を参照し、αA〜αD,TA〜TD,(Xa−X)・(Xb−Xa)・(Xw−Xb)・(X−Xw)を熱変位パラメータとして選択する。
続いて、補正量推定装置13は、ステップS3で選択された熱変位パラメータを受信し、これらの熱変位パラメータを用いて熱変位の推定演算を行う(ステップS4)。各推定要素iの推定熱変位δiは、次の[数1]で表される。

よって、ワーク6と工具10の刃先間の相対的な推定熱変位Δは、次の[数2]で表される。ここで、nは(推定熱変位Δに影響する)推定要素の数である。
そして、ステップS3で選択された熱変位パラメータにより、推定熱変位Δは、図2(a)のA1(δベッド),B1(δスケール),C1(δテーブル),D1(δワーク)の和となることが分かる。A1〜D1は次の[数3]の通りであり、よって推定熱変位Δは次の[数4]の通りである。
このようにして推定熱変位Δが算出されると、補正量推定装置13はNC装置15へこれを発信し、NC装置15は受信した推定熱変位Δを加味した移動制御を行う(ステップS5)。そして、補正を続行する場合にはステップS1に戻って動作を継続し、続行しない場合には終了する(ステップS6)。
一方、仕様(b)の場合、次に説明するステップ以外は仕様(a)と同様に動作する。即ち、ステップS2で仕様(b)の機械情報を読み取ると、ステップS3で仕様(b)に係る熱変位パラメータを選択する(ステップS3)。具体的には、仕様(b)の欄を参照し、αA・αC・αD,TA・TC・TD,(Xe−X)・(Xw−Xe)・(X−Xw)を熱変位パラメータとして選択する。なお、「0」は当該パラメータがないことを意味する。
そして、推定熱変位Δは、図2(b)のA2(δベッド),C2(δテーブル),D2(δワーク)の合計であることが判明し、A2,C2,D2は次の[数5]の通りであり、推定熱変位Δは次の[数6]の通りとなる。
以上の第1形態に係る熱変位補正装置では、スケール2の有無やベッド1・テーブル5の長さの割り出し方式が相違することによって互いに異なる2つの仕様が存在する工作機械にあって、各仕様における当該工作機械の熱変位補正量を推定する補正量推定装置13・パラメータ自動選択装置14を備えており、補正量推定装置13・パラメータ自動選択装置14は、ベッド1・スケール2・テーブル5・ワーク6にそれぞれ対応する推定熱変位演算用のパラメータの集合を、データベースとして記憶すると共に、各仕様に応じた機械情報を読み取り可能であり、当該機械情報に基づいて前記データベースから前記仕様に属するベッド1・スケール2・テーブル5・ワーク6に対応する前記パラメータ(仕様(a)ならベッド1・スケール2・テーブル5・ワーク6に係るもので長さの割り出しはスケール2・スライダ3を基準とするもの,仕様(b)ならベッド1・テーブル5・ワーク6に係るもので長さの割り出しはナット4を基準とするもの)を選択し、選択された前記パラメータによりベッド1・テーブル5・ワーク6あるいは更にスケール2における推定熱変位を演算し、当該推定熱変位を合算することで、各仕様における前記工作機械の熱変位補正量を算出する。
従って、パラメータのデータベースないし熱変位補正装置として、仕様にかかわらず工作機械の同一機種毎に1種類を用意すれば良く、仕様毎にパラメータのデータベースを用意したりパラメータの設定変更を行う必要がなくなって、膨大な種類のパラメータデータベースの運用やパラメータデータベースの仕様との照合の必要がなくなり、仕様とパラメータの不一致に基づく誤動作発生のリスクを低減することができ、複数の仕様を有する工作機械に関する熱変位補正装置の生産性や管理性が極めて良好なものとなる。
又、第1形態に係る熱変位補正方法では、スケール2の有無やベッド1・テーブル5の長さの割り出し方式が相違することによって互いに異なる2つの仕様が存在する工作機械にあって、各仕様における当該工作機械の熱変位補正量を推定する方法であり、補正量推定装置13・パラメータ自動選択装置14は、ベッド1・スケール2・テーブル5・ワーク6にそれぞれ対応する推定熱変位演算用のパラメータの集合を、予めデータベースとして記憶するステップと、各仕様に応じた機械情報を読み取って、当該機械情報に基づいて前記データベースから前記仕様に属するベッド1・スケール2・テーブル5・ワーク6に対応する前記パラメータ(仕様(a)ならベッド1・スケール2・テーブル5・ワーク6に係るもので長さの割り出しはスケール2・スライダ3を基準とするもの,仕様(b)ならベッド1・テーブル5・ワーク6に係るもので長さの割り出しはナット4を基準とするもの)を選択するステップと、選択された前記パラメータによりベッド1・テーブル5・ワーク6あるいは更にスケール2における推定熱変位を演算し、当該推定熱変位を合算することで、各仕様における前記工作機械の熱変位補正量を算出するステップとを有する。
従って、パラメータ群につき仕様にかかわらず1種類を用意すれば良く、仕様毎にパラメータのデータベースを用意したりパラメータの設定変更を行う必要がなくなって、膨大な種類のパラメータデータベースの運用やパラメータデータベースの仕様との照合の必要がなくなり、仕様とパラメータの不一致に基づく誤動作発生のリスクを低減することができ、複数の仕様を有する工作機械に関する熱変位補正方法の構築容易性や管理性が極めて良好なものとなる。
[第2形態]
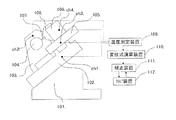
図5は本発明の第2形態に係る熱変位補正装置を適用した工作機械(標準仕様)の側面説明図であって、脚101上のベッド102に主軸台103が配置されている。主軸台103は、ワークを保持するチャック(図示せず)を有する主軸104を回転可能に支持する。又、ベッド102にはサドル105が主軸104の軸線方向(図5における紙面に垂直な方向)へ移動可能に設置され、サドル105上に刃物台106が主軸径方向へ移動可能に支持され、刃物台106に工具107を保持するタレット108が設けられている。
図5は本発明の第2形態に係る熱変位補正装置を適用した工作機械(標準仕様)の側面説明図であって、脚101上のベッド102に主軸台103が配置されている。主軸台103は、ワークを保持するチャック(図示せず)を有する主軸104を回転可能に支持する。又、ベッド102にはサドル105が主軸104の軸線方向(図5における紙面に垂直な方向)へ移動可能に設置され、サドル105上に刃物台106が主軸径方向へ移動可能に支持され、刃物台106に工具107を保持するタレット108が設けられている。
又、ベッド102・主軸104・サドル105・刃物台106には、それぞれ温度センサch1〜ch4が設置されており、これらの温度センサが出力したアナログ信号をデジタル信号に変換して数値化する温度測定装置109と、数値化された温度測定値から熱変位との関係式を演算する補正量推定部としての変位式演算装置110と、その関係式を用いて補正量を求める補正装置111と、補正量に基づいてサドル105及び刃物台106を制御するNC装置112とが配置されている。なお、変位式演算装置110には、設置先の工作機械の仕様を示す機械情報が記憶されている。
図6は図5の工作機械と同一機種であるが推定要素(構成要素)として更に下刃物台114等を有する別仕様の工作機械の説明図である。即ち、この工作機械は図5の工作機械と同様になるが、更にベッド102上に下サドル113が設けられており、下サドル113上に下刃物台114が主軸104の径方向に移動可能に支持され、下刃物台114に下工具115を保持する下タレット116が設けられている。又、下サドル113・下刃物台114には、温度センサch5,ch6が設置されている。
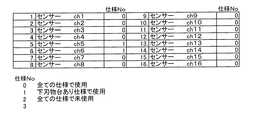
図7は温度センサ選択用のデータベース(温度センサ選択データベース、温度センサ選択ファイル)を示す表であって、当該データベースは変位式演算装置110において記憶されている。当該データベースにおいては、温度センサch1〜ch6毎に、上記双方の仕様で用いるものであるか(ここでは「0」)、図6の下刃物台114等を有する仕様のみで用いるものであるか(ここでは「1」)、何れの仕様でも使用しないものであるか(ここでは「2」)を示す情報が対応付けられている。
このような第2形態に係る熱変位補正装置ないし工作機械は、主に図8で説明するように動作して、熱変位を推定し、熱変位補正方法を実行する。
即ち、上記標準仕様の場合、標準仕様に対応する機械情報を読み取って仕様が標準仕様であることを把握し(ステップS101)、これに基づいて温度センサ選択データベースにおいて「0」が付与されている温度センサch1〜ch4を選択し、温度センサch1〜ch4が有効である(他の温度センサch5,ch6は無効である)として設定を切替える(ステップS102)。そして、有効な温度センサch1〜ch4により各構造体(推定要素、ここではベッド102・主軸104・サドル105・刃物台106)の温度を測定し(ステップS103)、第1形態と同様にして測定された温度から変位量(推定熱変位)を演算し(ステップS104)、補正量を演算して(ステップS105)、適宜補正を続行する(ステップS106)。
一方、上記別仕様の場合、別仕様に対応する機械情報を読み取って仕様が別仕様であることを把握し(ステップS101)、これに基づいて温度センサ選択データベースにおいて「0」及び「1」が付与されている温度センサch1〜ch6を選択し、温度センサch1〜ch6が有効であるとして設定を切替え(ステップS102)、有効な温度センサch1〜ch6により各構造体(推定要素、ここではベッド102・主軸104・サドル105・刃物台106・下サドル113・下刃物台114)の温度を測定し(ステップS103)、標準仕様と同様に変位量や補正量を演算し(ステップS104,S105)、適宜補正を続行する(ステップS106)。
以上の第2形態に係る熱変位補正装置では、下サドル113・下刃物台114の有無が相違することによって互いに異なる仕様(標準仕様・別仕様)が存在する工作機械にあって、少なくとも何れかの仕様における当該工作機械の熱変位補正量を算出する変位式演算装置110と、ベッド102・主軸104・サドル105・刃物台106・下サドル113・下刃物台114の温度を測定する温度センサch1〜ch6とを備えており、変位式演算装置110は、ベッド102・主軸104・サドル105・刃物台106・下サドル113・下刃物台114の全てにそれぞれ対応する温度センサch1〜ch6の種類の集合を、温度センサ選択用データベースとして記憶すると共に、前記仕様に応じた機械情報を読み取り可能であり、当該機械情報に基づいて前記温度センサ選択用データベースから前記仕様に属するベッド102・主軸104・サドル105・刃物台106(ないしは更に下サドル113・下刃物台114)に対応する温度センサch1〜ch6の種類を選択し(標準仕様なら温度センサch1〜ch4,別仕様なら温度センサch1〜ch6)、選択された種類における温度センサch1〜ch4(あるいは温度センサch1〜ch6)により把握されるベッド102・主軸104・サドル105・刃物台106(ないしは更に下サドル113・下刃物台114)の温度に基づき、ベッド102・主軸104・サドル105・刃物台106(ないしは更に下サドル113・下刃物台114)における推定熱変位を演算し、当該推定熱変位を合算することで、前記仕様における前記工作機械の熱変位補正量を算出する。
従って、第2形態に係る熱変位補正装置では、仕様毎に温度センサの配置が相違していても、共通の温度センサ選択用データベースにより、補正対象の仕様において使用する温度センサを適切に選択することができ、仕様毎に温度センサに関する設定を変更する必要がなくなり、このような設定に関する時間を費やす必要がなくなって、生産性や管理性を極めて良好なものとすることができる。
又、第2形態に係る熱変位補正方法では、下サドル113・下刃物台114の有無が相違することによって互いに異なる仕様(標準仕様・別仕様)が存在する工作機械にあって、少なくとも何れかの仕様における当該工作機械の熱変位補正量を算出する方法であり、変位式演算装置110は、ベッド102・主軸104・サドル105・刃物台106・下サドル113・下刃物台114の全てにそれぞれ対応する温度センサch1〜ch6の種類の集合を、温度センサ選択用データベースとして記憶するステップと、前記仕様に応じた機械情報を読み取って、当該機械情報に基づいて前記温度センサ選択用データベースから前記仕様に属するベッド102・主軸104・サドル105・刃物台106(ないしは更に下サドル113・下刃物台114)に対応する温度センサch1〜ch6の種類を選択するステップと(標準仕様なら温度センサch1〜ch4,別仕様なら温度センサch1〜ch6)、選択された種類における温度センサch1〜ch4(あるいは温度センサch1〜ch6)により把握されるベッド102・主軸104・サドル105・刃物台106(ないしは更に下サドル113・下刃物台114)の温度に基づき、ベッド102・主軸104・サドル105・刃物台106(ないしは更に下サドル113・下刃物台114)における推定熱変位を演算し、当該推定熱変位を合算することで、前記仕様における前記工作機械の熱変位補正量を算出するステップとを有する。
従って、第2形態に係る熱変位補正方法では、仕様毎に温度センサの配置が相違していても、共通の温度センサ選択用データベースにより、補正対象の仕様において使用する温度センサを適切に選択することができ、仕様毎に温度センサに関する設定を変更する必要がなくなり、このような設定に関する時間を費やす必要がなくなって、方法の構築を極めて容易にすることができるし、方法実施の際の管理性を極めて良好なものとすることができる。
[変更例]
なお、主に上記形態を変更して成る、本発明の他の形態を例示する。
なお、主に上記形態を変更して成る、本発明の他の形態を例示する。
第1形態に係る熱変位推定に際し、温度センサからの検出温度を次の[数7]で表される推定用温度としても良い。ここで、Oi,tは推定要素iの推定用温度であり、Oi,t−1は前回演算時の推定要素iの推定用温度であり(適宜記憶手段に記憶される)、Ti,tは推定要素iの検出温度であり、bは演算の時間間隔であり、βiは推定要素iの変位時定数である。又、βiを機械情報と関連付けておき、機械情報に基づいてパラメータとして自動選択する。このように推定用温度を用いることによって、熱変位につき高精度に補正することができる。
機械情報につき、NC装置や変位式演算装置に記憶することに代えて、補正量推定装置や温度測定装置あるいはこれらの組み合わせにおいて記憶しても良いし、仕様の識別情報とすることに代えて、推定要素の組み合わせを示す情報としても良い。補正量推定装置(変位式演算装置)や温度測定装置、NC装置の少なくとも2つを組み合わせて一体化しても良い。各種データベースデータ形式や内容につき、第2形態の温度センサ選択データベースにおいて機械情報毎に温度センサ番号を並べたものとする等、様々な態様とすることができる。第1形態において第2形態に係る温度センサの選択を適用しても良いし、第2形態において第1形態に係るパラメータの選択を実施しても良い。本発明に係る熱変位補正装置を、門形マシニングセンタ以外の工作機械に適用して良い。
1,102 ベッド(推定要素)
2 スケール(推定要素)
5 テーブル(推定要素)
6 ワーク(推定要素)
13 補正量推定装置(補正量推定部)
14 パラメータ自動選択装置(補正量推定部)
104 主軸(推定要素)
105 サドル(推定要素)
106 刃物台(推定要素)
110 変位式演算装置110(補正量推定部)
113 下サドル(推定要素)
114 下刃物台(推定要素)
2 スケール(推定要素)
5 テーブル(推定要素)
6 ワーク(推定要素)
13 補正量推定装置(補正量推定部)
14 パラメータ自動選択装置(補正量推定部)
104 主軸(推定要素)
105 サドル(推定要素)
106 刃物台(推定要素)
110 変位式演算装置110(補正量推定部)
113 下サドル(推定要素)
114 下刃物台(推定要素)
Claims (4)
- 推定要素の少なくとも一部が相違することによって互いに異なる仕様が存在する工作機械にあって、少なくとも何れかの仕様における当該工作機械の熱変位補正量を算出する補正量推定部を備えており、
当該補正量推定部は、
前記推定要素の全てにそれぞれ対応する推定熱変位演算用のパラメータの集合を、パラメータ群として記憶すると共に、
前記仕様に応じた機械情報を読み取り可能であり、当該機械情報に基づいて前記パラメータ群から前記仕様に属する前記推定要素に対応する前記パラメータを選択し、
選択された前記パラメータにより各推定要素における推定熱変位を演算し、当該推定熱変位を合算することで、前記仕様における前記工作機械の熱変位補正量を算出する
ことを特徴とする工作機械の熱変位補正装置。 - 推定要素の少なくとも一部が相違することによって互いに異なる仕様が存在する工作機械にあって、少なくとも何れかの仕様における当該工作機械の熱変位補正量を算出する補正量推定部と、
推定要素の温度を測定する温度センサとを備えており、
当該補正量推定部は、
前記推定要素の全てにそれぞれ対応する前記温度センサの種類の集合を、温度センサ選択用データベースとして記憶すると共に、
前記仕様に応じた機械情報を読み取り可能であり、当該機械情報に基づいて前記温度センサ選択用データベースから前記仕様に属する前記推定要素に対応する前記温度センサの種類を選択し、
選択された種類における前記温度センサにより把握される前記推定要素の温度に基づき、各推定要素における推定熱変位を演算し、当該推定熱変位を合算することで、前記仕様における前記工作機械の熱変位補正量を算出する
ことを特徴とする工作機械の熱変位補正装置。 - 推定要素の少なくとも一部が相違することによって互いに異なる仕様が存在する工作機械にあって、少なくとも何れかの仕様における当該工作機械の熱変位補正量を算出する方法であり、
前記推定要素の全てにそれぞれ対応する推定熱変位演算用のパラメータの集合を、パラメータ群として記憶するステップと、
前記仕様に応じた機械情報を読み取って、当該機械情報に基づいて前記パラメータ群から前記仕様に属する前記推定要素に対応する前記パラメータを選択するステップと、
選択された前記パラメータにより各推定要素における推定熱変位を演算し、当該推定熱変位を合算することで、前記仕様における前記工作機械の熱変位補正量を算出するステップと
を有することを特徴とする工作機械の熱変位補正方法。 - 推定要素の少なくとも一部が相違することによって互いに異なる仕様が存在する工作機械にあって、少なくとも何れかの仕様における当該工作機械の熱変位補正量を算出する方法であり、
前記推定要素の全てにそれぞれ対応する前記推定要素の温度を測定する温度センサの種類の集合を、温度センサ選択用データベースとして記憶するステップと、
前記仕様に応じた機械情報を読み取って、当該機械情報に基づいて前記温度センサ選択用データベースから前記仕様に属する前記推定要素に対応する前記温度センサの種類を選択するステップと、
選択された種類における前記温度センサにより把握される前記推定要素の温度に基づき、各推定要素における推定熱変位を演算し、当該推定熱変位を合算することで、前記仕様における前記工作機械の熱変位補正量を算出するステップと
を有することを特徴とする工作機械の熱変位補正方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010292026A JP5568005B2 (ja) | 2010-12-28 | 2010-12-28 | 工作機械の熱変位補正装置及び方法 |
| US13/306,206 US9266209B2 (en) | 2010-12-28 | 2011-11-29 | Thermal displacement correcting apparatus and method for a machine tool |
| DE102011089617.1A DE102011089617B4 (de) | 2010-12-28 | 2011-12-22 | Thermische Verschiebungskorrekturapparatur und Verfahren für eine Werkzeugmaschine |
| CN201110443649.7A CN102554693B (zh) | 2010-12-28 | 2011-12-27 | 机床的热位移校正装置及方法 |
| US14/992,087 US9983564B2 (en) | 2010-12-28 | 2016-01-11 | Thermal displacement correcting apparatus and method for a machine tool |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010292026A JP5568005B2 (ja) | 2010-12-28 | 2010-12-28 | 工作機械の熱変位補正装置及び方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012139741A true JP2012139741A (ja) | 2012-07-26 |
| JP5568005B2 JP5568005B2 (ja) | 2014-08-06 |
Family
ID=46318032
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010292026A Active JP5568005B2 (ja) | 2010-12-28 | 2010-12-28 | 工作機械の熱変位補正装置及び方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US9266209B2 (ja) |
| JP (1) | JP5568005B2 (ja) |
| CN (1) | CN102554693B (ja) |
| DE (1) | DE102011089617B4 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015009352A (ja) * | 2013-07-02 | 2015-01-19 | 株式会社ジェイテクト | 熱変位補正方法および熱変位補正装置 |
| JP2019130627A (ja) * | 2018-01-31 | 2019-08-08 | ファナック株式会社 | 熱変位補正装置及び機械学習装置 |
| JP2019138730A (ja) * | 2018-02-08 | 2019-08-22 | ファナック株式会社 | 温度計測装置 |
| JP2020059104A (ja) * | 2018-10-12 | 2020-04-16 | ファナック株式会社 | 熱変位補正装置及び数値制御装置 |
| JP7305903B1 (ja) * | 2022-09-16 | 2023-07-10 | ヤマザキマザック株式会社 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
| JP7362975B1 (ja) * | 2022-09-16 | 2023-10-17 | ヤマザキマザック株式会社 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5568005B2 (ja) | 2010-12-28 | 2014-08-06 | オークマ株式会社 | 工作機械の熱変位補正装置及び方法 |
| JP5698798B2 (ja) * | 2013-06-24 | 2015-04-08 | ファナック株式会社 | 熱変位量補正機能を有する工作機械 |
| JP6295070B2 (ja) * | 2013-12-05 | 2018-03-14 | オークマ株式会社 | 多軸工作機械の幾何誤差同定方法及び多軸工作機械 |
| US10088826B2 (en) * | 2014-08-20 | 2018-10-02 | Ford Global Technologies, Llc | CNC machine thermal growth characterization and thermal compensation correction |
| US10245697B2 (en) * | 2014-10-29 | 2019-04-02 | Okuma Corporation | Method for controlling temperature adjustment system of machine |
| CN104551144A (zh) * | 2014-11-28 | 2015-04-29 | 湖北三江航天险峰电子信息有限公司 | 一种难切削材料或大型立体型面件侧壁的铣削精加工方法 |
| JP6285396B2 (ja) * | 2015-07-17 | 2018-02-28 | ファナック株式会社 | 工作機械の実測定の要否を自動判定する熱変位補正装置 |
| JP6877989B2 (ja) * | 2016-12-22 | 2021-05-26 | オークマ株式会社 | 工作機械の温度推定方法及び熱変位補正方法 |
| JP6464203B2 (ja) * | 2017-01-10 | 2019-02-06 | ファナック株式会社 | 工作機械の機械学習装置および熱変位補正装置 |
| JP6564412B2 (ja) * | 2017-03-21 | 2019-08-21 | ファナック株式会社 | 機械学習装置及び熱変位補正装置 |
| TWI649648B (zh) | 2017-12-05 | 2019-02-01 | 財團法人工業技術研究院 | 加工機熱補償控制系統及其方法 |
| JP6802208B2 (ja) * | 2018-03-23 | 2020-12-16 | ファナック株式会社 | 熱変位補正システム及び計算機 |
| JP6890110B2 (ja) * | 2018-10-31 | 2021-06-18 | Dmg森精機株式会社 | 工作機械の熱変位補正方法 |
| US11467066B2 (en) * | 2019-01-31 | 2022-10-11 | Dalian University Of Technology | Method for determining the preload value of the screw based on thermal error and temperature rise weighting |
| JP6743238B1 (ja) * | 2019-04-23 | 2020-08-19 | Dmg森精機株式会社 | 工作機械における変動量推定装置、及び補正量算出装置 |
| EP4296808B1 (en) * | 2022-06-20 | 2025-08-06 | Hexagon Technology Center GmbH | Temperature compensation for machine tools |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0962323A (ja) * | 1995-08-24 | 1997-03-07 | Mitsubishi Electric Corp | 数値制御装置のシステムパラメータ設定方法および数値制御装置 |
| JPH0981225A (ja) * | 1995-09-19 | 1997-03-28 | Canon Inc | 移動体制御装置及びその制御方法、サーボモータ制御装置及びその制御方法 |
| JPH1190780A (ja) * | 1997-09-25 | 1999-04-06 | Brother Ind Ltd | 工作機械の熱変位量パラメータ算出装置,工作機械,及び記憶媒体 |
| JP2001318710A (ja) * | 2000-05-09 | 2001-11-16 | Toshiba Mach Co Ltd | システムコントローラおよび生産システムにおけるデータ送受信方法 |
| JP2004358594A (ja) * | 2003-06-03 | 2004-12-24 | Nakamura Tome Precision Ind Co Ltd | 熱変位量補正精度に優れた複合旋盤 |
| JP2006281335A (ja) * | 2005-03-31 | 2006-10-19 | Okuma Corp | 工作機械の熱変位補正方法 |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USB295344I5 (ja) * | 1958-02-03 | |||
| JPS57114340A (en) * | 1980-12-30 | 1982-07-16 | Fanuc Ltd | Thermal displacement compensation |
| JP2916796B2 (ja) * | 1990-05-23 | 1999-07-05 | 日立精工株式会社 | 複数の工作機械を制御するcnc装置 |
| JPH068107A (ja) * | 1992-06-29 | 1994-01-18 | Hitachi Seiko Ltd | 工作機械における熱変位補正方法 |
| JP3407972B2 (ja) * | 1994-04-27 | 2003-05-19 | ファナック株式会社 | 工作機械の熱変位補正方法 |
| JP3792266B2 (ja) * | 1994-06-16 | 2006-07-05 | 森精機興産株式会社 | 工作機械の熱変位補正方法及びその装置 |
| JP3389417B2 (ja) * | 1996-05-29 | 2003-03-24 | 大阪機工株式会社 | ロストモーションの補正方法 |
| JP3136472B2 (ja) * | 1996-06-17 | 2001-02-19 | オークマ株式会社 | 工作機械の熱変位補正量算出方法 |
| JP3413068B2 (ja) * | 1997-08-19 | 2003-06-03 | オークマ株式会社 | 工作機械の熱変位推定方法 |
| JP3422462B2 (ja) * | 1998-02-05 | 2003-06-30 | オークマ株式会社 | 工作機械の熱変位推定方法 |
| EP0969264A3 (de) * | 1998-05-06 | 2001-06-13 | Dr. Johannes Heidenhain GmbH | Flächiger Sensor, Anordnung des flächigen Sensors und Verfahren zur Kompensation thermischer Verformungen |
| US6455807B1 (en) * | 2000-06-26 | 2002-09-24 | W.A. Whitney Co. | Method and apparatus for controlling a laser-equipped machine tool to prevent self-burning |
| JP3405965B2 (ja) * | 2000-07-06 | 2003-05-12 | ファナック株式会社 | 工作機械の熱変位補正方法 |
| JP2002086329A (ja) * | 2000-09-13 | 2002-03-26 | Mori Seiki Co Ltd | 工作機械の熱変位補正量算出方法及び熱変位補正量算出装置 |
| JP2003058218A (ja) * | 2001-06-06 | 2003-02-28 | Fanuc Ltd | サーボモータを駆動制御する制御装置 |
| JP2004030421A (ja) * | 2002-06-27 | 2004-01-29 | Nakamura Tome Precision Ind Co Ltd | Nc工作機械 |
| JP4299761B2 (ja) * | 2004-10-22 | 2009-07-22 | ヤマザキマザック株式会社 | 工作機械の熱変位補正方法及び熱変位補正装置 |
| JP4840144B2 (ja) * | 2005-01-19 | 2011-12-21 | 三菱電機株式会社 | 位置決め装置及び位置決め方法 |
| JP4760091B2 (ja) * | 2005-03-30 | 2011-08-31 | ブラザー工業株式会社 | 工作機械及び工作機械の変位補正方法 |
| DE102005048390A1 (de) * | 2005-10-10 | 2007-04-19 | Siemens Ag | Verfahren und Einrichtung zur Bewegungsführung eines bewegbaren Maschinenelementes einer Maschine |
| ATE437725T1 (de) * | 2006-03-02 | 2009-08-15 | Mikron Agie Charmilles Ag | Verfahren und vorrichtung zur versetzungskorrektur für eine werkzeugmaschine |
| JP2008142844A (ja) * | 2006-12-11 | 2008-06-26 | Okuma Corp | 工作機械における温度センサの異常検知方法 |
| JP5336042B2 (ja) * | 2006-12-18 | 2013-11-06 | オークマ株式会社 | 工作機械における温度センサの異常検知方法 |
| JP4891104B2 (ja) * | 2007-01-29 | 2012-03-07 | オークマ株式会社 | 工作機械の熱変位推定方法 |
| JP5452973B2 (ja) * | 2009-04-28 | 2014-03-26 | 富士機械製造株式会社 | 撮像装置及びその撮像装置を備える切削機械 |
| RU93725U1 (ru) * | 2009-12-30 | 2010-05-10 | ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ "Брянский государственный технический университет" | Самообучающаяся технологическая система обеспечения заданных параметров качества поверхностного слоя |
| JP5496690B2 (ja) * | 2010-01-08 | 2014-05-21 | Dmg森精機株式会社 | 回転角度位置決め装置 |
| JP5568005B2 (ja) * | 2010-12-28 | 2014-08-06 | オークマ株式会社 | 工作機械の熱変位補正装置及び方法 |
| JP5462296B2 (ja) * | 2012-02-13 | 2014-04-02 | ファナック株式会社 | 工作機械の暖機運転制御装置 |
| JP5607695B2 (ja) * | 2012-09-13 | 2014-10-15 | ファナック株式会社 | 工作機械の熱変位補正装置 |
| JP5792251B2 (ja) * | 2013-09-27 | 2015-10-07 | ファナック株式会社 | 誤差補正量作成装置 |
| JP6267041B2 (ja) * | 2014-03-31 | 2018-01-24 | ファナック株式会社 | 工作機械の熱変位補正装置 |
| JP2016083729A (ja) * | 2014-10-27 | 2016-05-19 | オークマ株式会社 | 幾何誤差同定システム、及び幾何誤差同定方法 |
-
2010
- 2010-12-28 JP JP2010292026A patent/JP5568005B2/ja active Active
-
2011
- 2011-11-29 US US13/306,206 patent/US9266209B2/en active Active
- 2011-12-22 DE DE102011089617.1A patent/DE102011089617B4/de active Active
- 2011-12-27 CN CN201110443649.7A patent/CN102554693B/zh active Active
-
2016
- 2016-01-11 US US14/992,087 patent/US9983564B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0962323A (ja) * | 1995-08-24 | 1997-03-07 | Mitsubishi Electric Corp | 数値制御装置のシステムパラメータ設定方法および数値制御装置 |
| JPH0981225A (ja) * | 1995-09-19 | 1997-03-28 | Canon Inc | 移動体制御装置及びその制御方法、サーボモータ制御装置及びその制御方法 |
| JPH1190780A (ja) * | 1997-09-25 | 1999-04-06 | Brother Ind Ltd | 工作機械の熱変位量パラメータ算出装置,工作機械,及び記憶媒体 |
| JP2001318710A (ja) * | 2000-05-09 | 2001-11-16 | Toshiba Mach Co Ltd | システムコントローラおよび生産システムにおけるデータ送受信方法 |
| JP2004358594A (ja) * | 2003-06-03 | 2004-12-24 | Nakamura Tome Precision Ind Co Ltd | 熱変位量補正精度に優れた複合旋盤 |
| JP2006281335A (ja) * | 2005-03-31 | 2006-10-19 | Okuma Corp | 工作機械の熱変位補正方法 |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015009352A (ja) * | 2013-07-02 | 2015-01-19 | 株式会社ジェイテクト | 熱変位補正方法および熱変位補正装置 |
| JP2019130627A (ja) * | 2018-01-31 | 2019-08-08 | ファナック株式会社 | 熱変位補正装置及び機械学習装置 |
| US11249454B2 (en) | 2018-01-31 | 2022-02-15 | Fanuc Corporation | Thermal displacement correction device considering sensor failure |
| US11280679B2 (en) | 2018-02-08 | 2022-03-22 | Fanuc Corporation | Temperature measuring device |
| JP2019138730A (ja) * | 2018-02-08 | 2019-08-22 | ファナック株式会社 | 温度計測装置 |
| US11630434B2 (en) | 2018-10-12 | 2023-04-18 | Fanuc Corporation | Thermal displacement compensation device and numerical controller |
| JP2020059104A (ja) * | 2018-10-12 | 2020-04-16 | ファナック株式会社 | 熱変位補正装置及び数値制御装置 |
| JP7305903B1 (ja) * | 2022-09-16 | 2023-07-10 | ヤマザキマザック株式会社 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
| JP7362975B1 (ja) * | 2022-09-16 | 2023-10-17 | ヤマザキマザック株式会社 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
| WO2024057532A1 (ja) * | 2022-09-16 | 2024-03-21 | ヤマザキマザック株式会社 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
| WO2024057584A1 (ja) * | 2022-09-16 | 2024-03-21 | ヤマザキマザック株式会社 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
| EP4501531A1 (en) | 2022-09-16 | 2025-02-05 | Yamazaki Mazak Corporation | Composite machining device, control method for composite machining device, and program for executing control method |
| EP4501532A1 (en) | 2022-09-16 | 2025-02-05 | Yamazaki Mazak Corporation | Combined machining apparatus, control method for combined machining apparatus, and program for executing control method |
| EP4501531A4 (en) * | 2022-09-16 | 2025-08-06 | Yamazaki Mazak Corp | COMPOSITE MACHINING DEVICE, CONTROL METHOD FOR COMPOSITE MACHINING DEVICE, AND PROGRAM FOR EXECUTING CONTROL METHOD |
| EP4501532A4 (en) * | 2022-09-16 | 2025-09-03 | Yamazaki Mazak Corp | COMBINED MACHINING APPARATUS, CONTROL METHOD FOR COMBINED MACHINING APPARATUS, AND PROGRAM FOR EXECUTING CONTROL METHOD |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102554693A (zh) | 2012-07-11 |
| US20160124420A1 (en) | 2016-05-05 |
| DE102011089617B4 (de) | 2025-04-24 |
| JP5568005B2 (ja) | 2014-08-06 |
| US20120165971A1 (en) | 2012-06-28 |
| US9266209B2 (en) | 2016-02-23 |
| US9983564B2 (en) | 2018-05-29 |
| DE102011089617A1 (de) | 2012-06-28 |
| CN102554693B (zh) | 2015-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5568005B2 (ja) | 工作機械の熱変位補正装置及び方法 | |
| KR102123173B1 (ko) | 공작기계의 열변위 보정 파라메터 자동 변환 장치 및 변환 방법 | |
| CN105051489B (zh) | 用于修正坐标测量仪运行时的角度偏差的方法 | |
| CN107861470A (zh) | 基于pmc控制的数控机床主轴热伸长误差实时补偿方法 | |
| JP5673855B2 (ja) | 工作機械 | |
| JP7300374B2 (ja) | 工作機械の誤差計測方法及び工作機械 | |
| CN101802548B (zh) | 补偿测量机器的测量误差的方法和使用该方法的测量机器 | |
| CN102179725A (zh) | 数控机床热特征监控测点的布置方法 | |
| KR102053465B1 (ko) | 공작기계의 열변위 보정 파라메터 자동 변환 장치 및 변환 방법 | |
| JP4803491B2 (ja) | 工作機械における位置補正装置 | |
| JPH0783977B2 (ja) | 工作機械の熱変位補正方法 | |
| WO2011052441A1 (ja) | 工作機械および変位計測器 | |
| KR102056493B1 (ko) | 정적 처짐에 의한 공작기계의 위치 오차 보정장치 및 보정방법 | |
| US20150012126A1 (en) | Thermal displacement correction method and thermal displacement correction unit | |
| CN101745841A (zh) | 用于大型落地镗铣床数控系统的补偿控制装置及控制方法 | |
| JP6561003B2 (ja) | 工作機械の熱変位補正方法、工作機械 | |
| JP2020038553A (ja) | 摩耗量推定システム、補正システム、異常検知システム、寿命検知システム、工作機械及び摩耗量推定方法 | |
| JP4242760B2 (ja) | 工作機械の熱変位補正方法 | |
| JP2006055919A (ja) | 工作機械の加工誤差の補正方法 | |
| JP4105598B2 (ja) | 工作機械の熱変形誤差の補正方法 | |
| JP6656945B2 (ja) | 工作機械の熱変位の補正方法 | |
| JP4358705B2 (ja) | 工作機械の熱変形誤差の補正方法 | |
| JP2023136200A (ja) | 工作機械の変位補正装置及び変位補正方法 | |
| TW201220010A (en) | Parameter learning controller in a machine device and learning method thereof | |
| JPH0783976B2 (ja) | 旋盤の熱変位補正方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130828 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140527 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140620 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5568005 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |