JP2012139744A - 軽量溝形鋼の切断方法および切断装置 - Google Patents
軽量溝形鋼の切断方法および切断装置 Download PDFInfo
- Publication number
- JP2012139744A JP2012139744A JP2010292464A JP2010292464A JP2012139744A JP 2012139744 A JP2012139744 A JP 2012139744A JP 2010292464 A JP2010292464 A JP 2010292464A JP 2010292464 A JP2010292464 A JP 2010292464A JP 2012139744 A JP2012139744 A JP 2012139744A
- Authority
- JP
- Japan
- Prior art keywords
- blade block
- channel steel
- lightweight
- expansion
- correction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 69
- 239000010959 steel Substances 0.000 title claims abstract description 69
- 238000005520 cutting process Methods 0.000 title claims abstract description 55
- 238000000034 method Methods 0.000 title claims abstract description 24
- 238000010008 shearing Methods 0.000 claims abstract description 14
- 230000008569 process Effects 0.000 claims abstract description 10
- 230000007246 mechanism Effects 0.000 claims description 32
- 230000000694 effects Effects 0.000 abstract description 2
- 238000003825 pressing Methods 0.000 description 20
- 238000005452 bending Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000003892 spreading Methods 0.000 description 3
- 230000007480 spreading Effects 0.000 description 3
- 230000004308 accommodation Effects 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images




Landscapes
- Shearing Machines (AREA)
Abstract
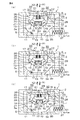
【解決手段】半剪断工程〔図4(b)〕では、受圧部材21をプレス方向X1に所定量移動させ、両矯正金型15,16を拡開矯正方向Z1,Z2に駆動する。両フランジ52,53の拡開を矯正しつつ両フランジを半剪断する。全剪断工程〔図4(c)〕では、受圧部材21をさらにプレス方向X1に移動して、移動刃ブロック4の本体10の対向面14aに当接させる。移動刃ブロック4全体が、案内ブロック5,6の働きで一体的に斜め方向Z1に移動する。このとき、両矯正金型15は拡開を矯正する状態を維持している。
【選択図】図4
Description
通例、切断装置では、溝形鋼が貫通できる孔型をそれぞれ設けた固定刃および移動刃を用いて切断している(いわゆるシャー切断)。各孔型と溝形鋼との間には、通材性を良くするために、所定量の隙間(ギャップ)が設けられている。しかし、上記の隙間があるため、溝形鋼を切断するときに、切断に伴う変形が生ずる。
すなわち、冷間ロールフォーミングにより形成された軽量溝形鋼(軽溝形鋼、リップ溝形鋼)の場合、薄い鋼板を冷間で折り曲げて形成するため、流れ方向の後端側(上流側)にいくほど折り曲げ時の残留応力が大きい。その残留応力が切断時に開放されることにより、ウェブに対してフランジが拡がるという問題がある。切断後に、フランジの拡がりを二次加工により矯正することが行われているが、手間と時間がかかり、製造コストが高くなる。
図1は本発明の一実施の形態の軽量溝形鋼の切断装置の概略図である。図1に示すように、切断装置1は、ハウジング2内に収容された固定刃ブロック3および移動刃ブロック4を備えている。固定刃ブロック3はハウジング2に固定されている。移動刃ブロック4は、プレス方向X1にプレス荷重を受けたときに、そのプレス方向X1に対して傾斜した斜め方向Y1に移動できるように、固定刃ブロック3に設けられた案内機構としての第1および第2の案内ブロック5,6によって支持されている。
本実施の形態では、軽量溝形鋼50がリップ溝形鋼である場合に則して説明するが、リップのない軽溝形鋼にも本発明を適用できることは言うまでもない。
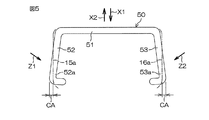
移動刃ブロック4は、キャビティ9内に挿入された軽量溝形鋼50の各フランジ52,53の外側面にそれぞれ対向してキャビティ9の一部を区画する第1および第2の矯正金型15,16と、第1および第2の矯正金型15,16をそれぞれ対応するフランジ52,53の拡開を矯正する拡開矯正方向Z1,Z2に駆動する第1および第2の駆動機構17,18とを備えている。
第2の駆動機構18は、上記受圧部材21と、受圧部材21のプレス方向X1への移動に伴って、第2の矯正金型16を対応する拡開矯正方向Z2に駆動する第2のカム機構23とを備えている。このように、第1および第2の駆動機構17,18は、共通の受圧部材21を有している。
第2のカム機構23は、互いに沿わされた第2カム面27および第2カムフォロア面28を有している。第2カム面27は、受圧部材21とプレス方向X1に一体移動可能な第2カム29にそれぞれ設けられており、プレス方向X1に対して傾斜している。第2カムフォロワ面28は、カムフォロアとしての第2の矯正金型16に設けられている。
図3に示すように、第1の矯正金型15に設けられたスライダ38が、第1カム26に設けられたスライド溝39に、スライド可能に係合している。これにより、第1カム面24と第1カムフォロワ面25の摺接が可能とされている。また、付勢部材30が、受圧部材21を介して、第1カム26をプレス方向X1の反対方向Y2へ駆動するときに、これに連動して、第1の矯正金型15が、対応する拡開矯正方向Z1の反対方向へスライドされるようになっている。
図4(a)に示すように、冷間ロールフォーミング工程の送り方向に沿って送られてきた軽量溝形鋼50が、切断装置1の固定刃ブロック3のキャビティ7〔図4(a)では示されていない〕を介して、移動刃ブロック4のキャビティ9内に挿入され、さらに、所定長さ送られた後、停止する。
次いで、図4(c)に示す全剪断工程では、受圧部材21をさらにプレス方向X1に押圧する。受圧部材21が移動刃ブロック4の本体10の対向面14aに当接し、その結果、移動刃ブロック4全体が、案内ブロック5,6の働きで、一体的に斜め方向Y1に移動し、軽量溝形鋼50の全体を切断することができる。移動刃ブロック4の全体が斜め方向Y1に移動するときに、両矯正金型15,16は拡開矯正位置に保持された状態にある。したがって、各フランジ52,53の拡開を矯正した状態で軽量溝形鋼50を全切断することができる。
また、各カム機構22,23が、受圧部材21とプレス方向X1に一体移動可能なカム26,29に設けられカム面24,27と、カムフォロワとしての各矯正金型15,16に設けられたカムフォロア面25,28とを設ける簡単な構成である。このような簡単な構成のカム機構22,23によって、フランジ52,53の拡開を確実に矯正することができる。
Claims (6)
- 冷間ロールフォーミングにより形成された軽量溝形鋼が挿通される溝形のキャビティをそれぞれ有する固定刃ブロックおよび移動刃ブロックを用い、移動刃ブロックを斜め方向に移動させて上記溝形鋼を切断する軽量溝形鋼の切断方法において、
上記軽量溝形鋼の各フランジの外側面にそれぞれ対向して移動刃ブロックのキャビティの一部を区画する第1および第2の矯正金型を、それぞれ対応するフランジの拡開矯正方向に移動させて、両フランジの拡開を矯正しつつ両フランジを半剪断する半剪断工程と、 両フランジの拡開を矯正した状態の両矯正金型を含む移動刃ブロックを、上記斜め方向に一体移動させて、軽量溝形鋼を全剪断する全剪断工程と、を含む軽量溝形鋼の切断方法。 - 請求項1において、上記半剪断工程では、各フランジの先端に向かうにしたがって半剪断量が大きくされている軽量溝形鋼の切断方法。
- 冷間ロールフォーミングにより形成された軽量溝形鋼が挿通される溝形のキャビティをそれぞれ有する固定刃ブロックおよび移動刃ブロックを用い、移動刃ブロックを斜め方向に移動させて上記軽量溝形鋼を切断する軽量溝形鋼の切断装置において、
上記移動刃ブロックを固定刃ブロックに対して上記斜め方向に案内する案内機構を備え、
上記移動刃ブロックは、上記案内機構によって上記斜め方向に案内される本体と、軽量溝形鋼の各フランジの外側面にそれぞれ対向してキャビティの一部を区画し、上記本体によってそれぞれ対応するフランジの拡開矯正方向に移動可能に支持された第1および第2の矯正金型と、上記第1および第2の矯正金型をそれぞれ対応する拡開矯正方向に駆動する第1および第2の駆動機構と、を含む軽量溝形鋼の切断装置。 - 請求項3において、上記第1および第2の駆動機構は、軽量溝形鋼のウェブと直交するプレス荷重を受けてプレス方向に移動可能に上記本体によって支持された受圧部材の移動に伴って、第1および第2の矯正金型をそれぞれ対応する拡開矯正方向に駆動する第1および第2のカム機構をそれぞれ含む軽量溝形鋼の切断装置。
- 請求項4において、上記第1および第2のカム機構のそれぞれは、上記受圧部材と上記プレス方向に一体移動可能なカムに設けられたカム面と、カムフォロワとしての対応する矯正金型に設けられたカムフォロワ面と、を含む軽量溝形鋼の切断装置。
- 請求項5において、上記受圧部材が上記本体の所定部と当接することにより、上記本体が上記案内機構によって案内されて、移動刃ブロックが、上記斜め方向に駆動されるように構成され、
上記受圧部材および上記本体の上記所定部を互いに離隔する方向に付勢する付勢部材を備える軽量溝形鋼の切断装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010292464A JP5552043B2 (ja) | 2010-12-28 | 2010-12-28 | 軽量溝形鋼の切断方法および切断装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010292464A JP5552043B2 (ja) | 2010-12-28 | 2010-12-28 | 軽量溝形鋼の切断方法および切断装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012139744A true JP2012139744A (ja) | 2012-07-26 |
| JP5552043B2 JP5552043B2 (ja) | 2014-07-16 |
Family
ID=46676568
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010292464A Expired - Fee Related JP5552043B2 (ja) | 2010-12-28 | 2010-12-28 | 軽量溝形鋼の切断方法および切断装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5552043B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119346992A (zh) * | 2024-10-23 | 2025-01-24 | 南通创为机械科技有限公司 | 一种建筑工程槽钢模板加工用精细化切割设备 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6022224U (ja) * | 1983-07-22 | 1985-02-15 | 月星工業株式会社 | 金属溝型材の切断刃物 |
| JPH02212009A (ja) * | 1989-02-06 | 1990-08-23 | Sekisui House Ltd | 溝形鋼の切断方法とそれに使用する切断装置 |
| JPH11216612A (ja) * | 1998-02-02 | 1999-08-10 | Nkk Corp | 形鋼の切断方法及び装置 |
-
2010
- 2010-12-28 JP JP2010292464A patent/JP5552043B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6022224U (ja) * | 1983-07-22 | 1985-02-15 | 月星工業株式会社 | 金属溝型材の切断刃物 |
| JPH02212009A (ja) * | 1989-02-06 | 1990-08-23 | Sekisui House Ltd | 溝形鋼の切断方法とそれに使用する切断装置 |
| JPH11216612A (ja) * | 1998-02-02 | 1999-08-10 | Nkk Corp | 形鋼の切断方法及び装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119346992A (zh) * | 2024-10-23 | 2025-01-24 | 南通创为机械科技有限公司 | 一种建筑工程槽钢模板加工用精细化切割设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5552043B2 (ja) | 2014-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111819053B (zh) | 模切刀具和用于切割金属板的方法 | |
| TWI594817B (zh) | 模具 | |
| JP6588786B2 (ja) | 長尺材の折曲げ加工方法及び折曲げ加工品 | |
| JP5552043B2 (ja) | 軽量溝形鋼の切断方法および切断装置 | |
| US11229936B2 (en) | Press device, and method of manufacturing elliptical-cylindrical member | |
| US5501094A (en) | Method for bending a metal thin plate | |
| US11065664B2 (en) | Metal sheet molding method | |
| US7849724B2 (en) | Method of manufacturing a ring-shaped member | |
| CN104646474B (zh) | 通过利用模具和冲头冲压金属板形成冲压件的压制方法及压制装置 | |
| JP2009214108A (ja) | 閉形状の枠を製造する方法 | |
| JP2021037521A (ja) | ハット型断面部品の製造装置および製造方法 | |
| JP5783598B2 (ja) | パイプ状部材の曲げ成形装置 | |
| US20060191641A1 (en) | Continuous manufacturing apparatus for fastener stringer | |
| KR101572691B1 (ko) | 스프링핀 제작방법과 스프링핀 제작방법으로 제작된 스프링핀 | |
| JP5479183B2 (ja) | 金属板の曲げ加工用金型 | |
| CN111215523A (zh) | 一种支架弯曲成型装置 | |
| JP5312829B2 (ja) | コイルばねの製造方法及びその製造装置 | |
| KR101992023B1 (ko) | 미세 굵기의 핀 가공용 단조장치 | |
| JPH11314132A (ja) | クリップ成形方法 | |
| JP2827187B2 (ja) | 金属板のかしめ接合方法および装置 | |
| JP5848613B2 (ja) | 切断金型装置 | |
| KR20160013833A (ko) | 스프링핀 제작방법과 스프링핀 제작방법으로 제작된 스프링핀 | |
| JP2009195971A (ja) | 段部付きシャフトの製造方法及びアーマチャシャフトの製造方法、並びに段部付きシャフトの成型装置 | |
| CN109924616A (zh) | 拉链牙链带制造装置 | |
| KR20160026123A (ko) | 금속판재 절단 장치용 절개홈 확장장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140515 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140523 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5552043 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |