JP2012139785A - ガラス基板の製造方法 - Google Patents
ガラス基板の製造方法 Download PDFInfo
- Publication number
- JP2012139785A JP2012139785A JP2010294531A JP2010294531A JP2012139785A JP 2012139785 A JP2012139785 A JP 2012139785A JP 2010294531 A JP2010294531 A JP 2010294531A JP 2010294531 A JP2010294531 A JP 2010294531A JP 2012139785 A JP2012139785 A JP 2012139785A
- Authority
- JP
- Japan
- Prior art keywords
- glass substrate
- polishing
- arm
- polishing wheel
- elastic member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011521 glass Substances 0.000 title claims abstract description 768
- 239000000758 substrate Substances 0.000 title claims abstract description 765
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 38
- 238000000034 method Methods 0.000 title description 31
- 238000005498 polishing Methods 0.000 claims abstract description 544
- 230000002093 peripheral effect Effects 0.000 claims description 16
- 238000007517 polishing process Methods 0.000 abstract description 13
- 230000007246 mechanism Effects 0.000 description 198
- 230000032258 transport Effects 0.000 description 46
- 238000012546 transfer Methods 0.000 description 44
- 239000013256 coordination polymer Substances 0.000 description 30
- 238000003780 insertion Methods 0.000 description 28
- 230000037431 insertion Effects 0.000 description 28
- 230000008569 process Effects 0.000 description 18
- 230000008859 change Effects 0.000 description 14
- 238000005520 cutting process Methods 0.000 description 12
- 239000006061 abrasive grain Substances 0.000 description 10
- 230000033001 locomotion Effects 0.000 description 10
- 239000000463 material Substances 0.000 description 10
- 230000004048 modification Effects 0.000 description 10
- 238000012986 modification Methods 0.000 description 10
- 238000010586 diagram Methods 0.000 description 8
- 238000011144 upstream manufacturing Methods 0.000 description 8
- 238000004140 cleaning Methods 0.000 description 6
- 239000006060 molten glass Substances 0.000 description 6
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 4
- 230000002159 abnormal effect Effects 0.000 description 4
- 238000005336 cracking Methods 0.000 description 4
- 230000002950 deficient Effects 0.000 description 4
- 238000007689 inspection Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000004575 stone Substances 0.000 description 3
- 230000033228 biological regulation Effects 0.000 description 2
- 229910000420 cerium oxide Inorganic materials 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000007500 overflow downdraw method Methods 0.000 description 2
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 239000002210 silicon-based material Substances 0.000 description 2
- 230000001629 suppression Effects 0.000 description 2
- XNAMONJMSJTCCC-RMKNXTFCSA-N CC(CC1C)C1(C)/C=C(\C)/Cl Chemical compound CC(CC1C)C1(C)/C=C(\C)/Cl XNAMONJMSJTCCC-RMKNXTFCSA-N 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
Images
































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/08—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass
- B24B9/10—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of plate glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Surface Treatment Of Glass (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
【解決手段】本発明に係るガラス基板の製造方法は、搬送されたガラス基板の両端面を研磨する研磨工程を含むガラス基板の製造方法において、両端面を研磨する一対の研磨砥石は、回動自在に保持されると共にガラス基板方向へ第1の力が付与され、且つ、ガラス基板の幅方向の変動に対して追従可能に保持されている。また、一対の研磨砥石は、研磨工程におけるガラス基板の搬入時、及び搬出時において、回動が規制されるように第2の力が付与されていることを特徴とする。
【選択図】図5
Description
まず、図1を用いて、本発明に係るガラス基板の製造方法に含まれる複数の工程S1〜S7について説明する。複数の工程には、成形工程S1、切断工程S2、研削工程S3、研磨工程S4、洗浄工程S5,検査工程S6、および出荷工程S7が含まれる。
研磨装置10a,10bは、研削ホイール9a,9bによって研削されたガラス基板GLの端面を研磨し、端面の凹凸やクラックを低減させる。
研磨ホイール11aは、研削ホイール9aによって研削されたガラス基板GLの端面に接触して端面の凹凸やクラックを低減させる。研磨ホイール11aには、樹脂が充填された繊維が用いられている。樹脂には、ダイヤモンド砥粒、シリコンカーバイド砥粒、CBN砥粒、あるいは酸化セリウム砥粒等の砥粒が分散されている。これにより、研磨ホイール11aは、弾力性のある周縁部を有する。
アーム12aは、アーム回動軸120aを中心に回動する構成になっている。アーム12aは、回動によって搬送方向D1に対する傾きを変える。研磨装置11aは、アーム12aの傾きを変えることで、研磨ホイール11aからガラス基板GLに対して加えられる圧力を一定範囲に維持し、研磨ホイール11aをガラス基板の端面に追従させる。
図4Bに示すように、基板13aは、定圧シリンダー16aおよびアーム回動軸120aを保持するプレートである。
ブレーキ機構14aは、ガラス基板GLの搬入時および搬出時にアーム12aの回動範囲を制限する(第2の力に相当)。ブレーキ機構14aは、図5に示すように、上部機構41と下部機構42とからなる。上部機構41は、上下に移動する構成になっている。具体的に、上部機構41は、下部機構42と接触する位置(規制位置)と、下部機構42から離れた位置(解除位置)との間を上下に移動する。上部機構41が規制位置で下部機構42に接触することにより、アーム12aの回動が制限される。すなわち、アーム12aの回動にブレーキがかけられる。一方、上部機構41が下部機構42から離れて解除位置にあるとき、アーム12aの回動が自由になる。すなわち、ブレーキが解除される。これにより、ガラス基板GLの傾きに応じてアーム12aが自由に回動する。以下、上部機構41と下部機構42との構成を詳細に説明する。
上部機構41は、主として、ブレーキ用シリンダー411と、上部接触ユニット412とを有する。
下部機構42は、規制位置にある上部機構41と接触する機構である。下部機構42は、主として、下部接触ユニット421を有する。下部接触ユニット421は、アーム12aの第2端部に配置されている。下部接触ユニット421の上面には、回転ブレーキパッド422が取り付けられている。具体的に、回転ブレーキパッド422は、規制位置にある上部機構41の固定ブレーキパッド417と接触するように取り付けられている。回転ブレーキパッド422にもまた、上述の固定ブレーキパッド417と同様に、所定の剛性および所定の摩擦係数を有する材料が用いられる。
制御部15は、図6に示すように、研磨ホイール11a、アーム回動軸120a、ブレーキ機構14a、モーター17a、及び各種センサ16にそれぞれ接続されている。制御部15は、主として、CPU、ROM、RAM、およびハードディスク等から構成されている。制御部15は、ROM、RAMまたはハードディスク等に記憶されたプログラムや各種情報に基づいて各構成の制御を行う。なお、制御部15は、両方の研磨装置10a,10bに対して制御指令を生成して送るものであってもよい。
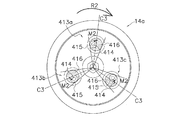
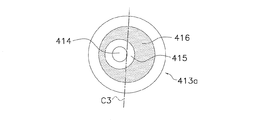
次に、図7Aおよび図7Bを参照して、ブレーキ機構14a作動時のスライダーシャフト414の位置の変化について説明する。上述したように、ブレーキ機構14aは、挿入部413a−413cに弾性部材416を有する。ブレーキ機構14aが作動している場合には、アーム12aの回動はスライダーシャフト414によって阻害される。しかし、スライダーシャフト414の周辺の弾性部材416が変形することにより、アーム12aの若干の回動が許容される。
次に、図8A〜図8Cを用いて、アーム12aに加えられる外力と、挿入部413a内のスライダーシャフト414の位置との関係について説明する。ここで、アーム12aに加えられる外力とは、定圧シリンダー16aによって加えられる力(外力F1)と、研磨ホイール11aがガラス基板GLと接触することにより加えられる力(外力F2)とを意味する。なお、図8A〜図8Cは、図7Aおよび図7Bの挿入部413aの拡大図である。
次に、図9を用いて、研磨工程の概略を説明する。なお、研磨装置10aは、予めブレーキ機構14aを作動させておき、ガラス基板GLが搬送されてくるのを待つ。
次に、図11A〜図16Cを参照して、ガラス基板GLの搬送状態に応じた研磨装置10aの動作について説明する。図11A〜図11C、図13A〜図13C、および図16A〜図16Cは、ガラス基板GLの搬送状態についての複数の例を示す図である。詳細には、研磨装置10a,10bが、ガラス基板GLの傾き、ガラス基板GLの幅方向の変動、および研磨ホイール11aの中心からガラス基板GLの端面までの距離の変動に応じて、アーム12aを動作させ、研磨ホイール11aをガラス基板GLの端面に追従させている様子を示す。なお、本実施形態では、研磨ホイール11aが、ガラス基板GLに対して一定範囲の圧力を加えた状態で、ガラス基板GLの端面を研磨するような構成になっている。
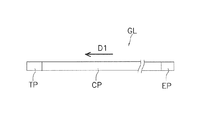
図11A〜図11Cおよび図12A〜図12Dは、研磨ホイール11aの中心からガラス基板GLまでの距離が適正距離である場合を示す。適正距離とは、研磨ホイール11aがガラス基板GLの端面に接触した際、スライダーシャフト414が適正位置にくるような距離である。図11A〜図11Cでは、ガラス基板GLが搬送装置80の中央に配置されている場合を例に説明する。ここでは、ガラス基板GLの中心線C1は搬送装置80の中心線C2と一致している。すなわち、搬送ベルト81,82の外側からガラス基板GLの端面までの距離L1は、ガラス基板GLの下流側、上流側、左側、および右側で同一である。
図13A〜図16Cは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離ではない場合の研磨装置10a(および10b)の動きを示す。図13A〜図13Cは、ガラス基板GLが搬送装置80の幅方向片側に寄った位置にある状態を示し、図16A〜図16Cは、ガラス基板GLが、搬送装置80に対して傾いた状態を示す。以下、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離でない場合の研磨装置10aの動きを、ガラス基板GLが搬送装置80の幅方向片側に寄った位置にある場合と、ガラス基板GLが搬送装置80に対して傾いている場合とに分けて説明する。
図13A〜図13Cは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離よりも小さい場合(紙面右側の研磨ホイール11a)と、研磨ホイール11bの中心からガラス基板GLの端面までの距離が適正距離よりも大きい場合(紙面左側の研磨ホイール11b)とを示す。搬送ベルト81,82の外側からガラス基板GLの端面までの距離L2およびL3は、ガラス基板GLの上流側および下流側で同一である。
図16A〜図16Cは、搬送ベルト81,82の外側からガラス基板GLの前端部分TPまでの距離L2,L3と、搬送ベルト81,82の外側からガラス基板GLの後端部分EPまでの距離L3,L2とが、異なる場合を示す。言い換えると、紙面右側の研磨装置10aとガラス基板GLとの関係については、研磨ホイール11aの中心からガラス基板GLの前端部分TPまでの距離は、適正距離よりも小さく、研磨ホイール11aの中心からガラス基板GLの後端部分EPまでの距離は、適正距離よりも大きい。また、紙面左側の研磨装置10bとガラス基板GLとの関係については、研磨ホイール11bの中心からガラス基板GLの前端部分TPまでの距離は、適正距離よりも大きく、研磨ホイール11bの中心からガラス基板GLの後端部分EPまでの距離は、適正距離よりも小さい。
(7−1)
上記実施形態に係るガラス基板の製造方法は、搬送されてくるガラス基板GLの状態の如何にかかわらず、ガラス基板GLの端面を好適に研磨することができる。
上記実施形態に係る研磨装置10a,10bでは、ガラス基板GLの中央部分CPを研磨する際には、ブレーキ機構14a,14bを解除し、研磨ホイール11a,11bに定圧シリンダーからの外力F1をかけることによって、アーム12a,12bを自由に回動させ、研磨ホイール11a,11bをガラス基板GLの端面に追従させている。また、中央部分の研磨が終了すると、ブレーキ機構14a,14bを作動させて、次に搬送されるガラス基板(後続のガラス基板)GLを待ち受ける。ここで、ブレーキ機構14a,14bが作動した状態の研磨装置10a,10bは、研磨ホイール11a,11bを、後続のガラス基板GLの端面を研磨するために適した位置に配置している。
また、上記実施形態に係る研磨装置10a,10bでは、挿入部413a−413cに弾性部材416が格納されている。上部接触ユニット412では、挿入部413a−413cに格納された弾性部材416の内側に、スライダーシャフト414を挿入している。研磨装置10a,10bによって推定された後続のガラス基板GLの好適な研磨位置に多少のずれがあった場合には、弾性部材416を変形させることにより、研磨ホイール11a,11bが適切にガラス基板GLの端面に接触するようアーム12a,12bを回動させる。これにより、後続のガラス基板GLが搬送されてくる位置が推定された好適な研磨位置と異なる場合であっても、研磨ホイール11a,11bの位置が微調整される。これにより、ガラス基板GLの前端部分TPの研磨を確実に行うことができる。
上記実施形態では、ブレーキ機構14a,14bが作動している間、上述したように、ガラス基板GLの搬送状態によって弾性部材416を変形させることでアーム12a,12bの回動を許容する。弾性部材416はスライダーシャフト414によって圧縮されることにより変形する。また、上記実施形態では、ガラス基板GLの中央部分CPを研磨している間、ブレーキ機構14a,14bを解除し、ブレーキ機構14a,14bを解除している間に、弾性部材416の形状を復元させる。したがって、その後、ブレーキ機構14a,14bが作動して先行するガラス基板GLの後端部分EPを研磨し、さらに、後続のガラス基板GLの研磨を開始する際、弾性部材416は大きく変形することができる。言い換えると、研磨ホイール11aが後続のガラス基板GLに接触する際、弾性部材416は外力F1によって最も圧縮された状態である。このとき、弾性部材416は、外力F2に対して最も柔軟に対応できる状態(アーム12a,12bの回動可能範囲が最も大きい状態)である。したがって、後続のガラス基板GLが搬送されてくる位置が推定された好適な研磨位置と異なる場合にも柔軟に対応することができる。
上記実施形態に係る研磨装置10a,10bは、研磨ホイール11a,11bの中心からガラス基板GLの端面までの距離が適正距離を保つようにアーム12a,12bを回動させる。これによって、ガラス基板GLが搬送装置80に対して傾いていた場合およびガラス基板GLが搬送装置80の幅方向片側によっていた場合のみならず、研磨ホイール11a,11bの磨耗により、研磨ホイール11a,11bの直径に変化があった場合にも、ガラス基板GLの端面を好適に研磨することができる。
上記実施形態では、ガラス基板GLを大量生産するために、比較的早い速度でガラス基板GLが搬送される。具体的に、ガラス基板GLの搬送速度は、5m/s〜15m/s(好ましくは、10m/s〜15m/s)である。ガラス基板GLが、5m/s〜15m/s(好ましくは、10m/s〜15m/s)の速度で研磨ホイール11a,11bに接触すると、研磨ホイール11a,11bが待機する位置が適当でない場合、ガラス基板GLの破損が生じ易い。また、上記実施形態で製造するガラス基板GLのように、非常に厚みが少ないガラス基板を製造する場合、ガラス基板GLの破損は一層生じ易い。
(8−1)変形例A
上記実施形態では、ガラス基板GLが研磨ホイール11a,11bから離れる直前にブレーキ機構14a,14bが作動したが、ブレーキ機構14a,14bは、ガラス基板GLの中央部分の途中であってもよい。
上記実施形態では、ガラス基板GLを搬送する手段として、吸着式の搬送ベルト81,82からなる搬送装置80を採用したが、搬送装置80は、他の構成を有するものであっても構わない。例えば、搬送装置80は、ガラス基板GLの幅方向両側で、ガラス基板GLの表面および裏面を挟むベルトによって構成されるものであってもよい。また、搬送装置80は、ガラス基板GLを吸着して搬送するテーブルであってもよい。
上記実施形態では、研磨ホイール11aの外縁が、ガラス基板GLの端面から所定の距離W内側に位置するように、研磨ホイール11aとガラス基板GLの端面とを接触させる構成であると説明した。ここで、所定の距離Wは、弾性部材416の弾性の程度、挿入部の径の大きさ、挿入部に占める弾性部材416の割合、アームの回動範囲、および搬送装置80の搬送精度等に基づいて決定されるものであり、上記実施形態で記載した距離に限られるものではない。
上記実施形態において、固定ブレーキパッド417は、上部接触ユニット412の下面に部分的に取り付けられており、回転ブレーキパッド422は、下部接触ユニット421の上面に部分的に取り付けられていたが、固定ブレーキパッド417は、上部接触ユニット412の下面全面に取り付けられてもよく、回転ブレーキパッド422は、下部接触ユニット421の上面全面に取り付けられていてもよい。
11a,11b 研磨ホイール
12a,12b アーム
13a,13b 基板
14a,14b ブレーキ機構
15a ストッパー
16a,16b 定圧シリンダー
17a モーター
41 上部機構
42 下部機構
411 ブレーキ用シリンダー
412 上部接触ユニット
413a−413c 挿入部
414 スライダーシャフト
415 スライダーベアリング
416 弾性部材
417 固定ブレーキパッド
421 下部接触ユニット
422 回転ブレーキパッド
まず、図1を用いて、本発明に係るガラス基板の製造方法に含まれる複数の工程S1〜S7について説明する。複数の工程には、成形工程S1、切断工程S2、研削工程S3、研磨工程S4、洗浄工程S5,検査工程S6、および出荷工程S7が含まれる。
研磨装置10a,10bは、研削ホイール9a,9bによって研削されたガラス基板GLの端面を研磨し、端面の凹凸やクラックを低減させる。
研磨ホイール11aは、研削ホイール9aによって研削されたガラス基板GLの端面に接触して端面の凹凸やクラックを低減させる。研磨ホイール11aには、樹脂が充填された繊維が用いられている。樹脂には、ダイヤモンド砥粒、シリコンカーバイド砥粒、CBN砥粒、あるいは酸化セリウム砥粒等の砥粒が分散されている。これにより、研磨ホイール11aは、弾力性のある周縁部を有する。
アーム12aは、アーム回動軸120aを中心に回動する構成になっている。アーム12aは、回動によって搬送方向D1に対する傾きを変える。研磨装置11aは、アーム12aの傾きを変えることで、研磨ホイール11aからガラス基板GLに対して加えられる圧力を一定範囲に維持し、研磨ホイール11aをガラス基板の端面に追従させる。
図4Bに示すように、基板13aは、定圧シリンダー16aおよびアーム回動軸120aを保持するプレートである。
ブレーキ機構14aは、ガラス基板GLの搬入時および搬出時にアーム12aの回動範囲を制限する(第2の力に相当)。ブレーキ機構14aは、図5に示すように、上部機構41と下部機構42とからなる。上部機構41は、上下に移動する構成になっている。具体的に、上部機構41は、下部機構42と接触する位置(規制位置)と、下部機構42から離れた位置(解除位置)との間を上下に移動する。上部機構41が規制位置で下部機構42に接触することにより、アーム12aの回動が制限される。すなわち、アーム12aの回動にブレーキがかけられる。一方、上部機構41が下部機構42から離れて解除位置にあるとき、アーム12aの回動が自由になる。すなわち、ブレーキが解除される。これにより、ガラス基板GLの傾きに応じてアーム12aが自由に回動する。以下、上部機構41と下部機構42との構成を詳細に説明する。
上部機構41は、主として、ブレーキ用シリンダー411と、上部接触ユニット412とを有する。
下部機構42は、規制位置にある上部機構41と接触する機構である。下部機構42は、主として、下部接触ユニット421を有する。下部接触ユニット421は、アーム12aの第2端部に配置されている。下部接触ユニット421の上面には、回転ブレーキパッド422が取り付けられている。具体的に、回転ブレーキパッド422は、規制位置にある上部機構41の固定ブレーキパッド417と接触するように取り付けられている。回転ブレーキパッド422にもまた、上述の固定ブレーキパッド417と同様に、所定の剛性および所定の摩擦係数を有する材料が用いられる。
制御部15は、図6に示すように、研磨ホイール11a、アーム回動軸120a、ブレーキ機構14a、モーター17a、及び各種センサ16にそれぞれ接続されている。制御部15は、主として、CPU、ROM、RAM、およびハードディスク等から構成されている。制御部15は、ROM、RAMまたはハードディスク等に記憶されたプログラムや各種情報に基づいて各構成の制御を行う。なお、制御部15は、両方の研磨装置10a,10bに対して制御指令を生成して送るものであってもよい。
次に、図7Aおよび図7Bを参照して、ブレーキ機構14a作動時のスライダーシャフト414の位置の変化について説明する。上述したように、ブレーキ機構14aは、挿入部413a−413cに弾性部材416を有する。ブレーキ機構14aが作動している場合には、アーム12aの回動はスライダーシャフト414によって阻害される。しかし、スライダーシャフト414の周辺の弾性部材416が変形することにより、アーム12aの若干の回動が許容される。
次に、図8A〜図8Cを用いて、アーム12aに加えられる外力と、挿入部413a内のスライダーシャフト414の位置との関係について説明する。ここで、アーム12aに加えられる外力とは、定圧シリンダー16aによって加えられる力(外力F1)と、研磨ホイール11aがガラス基板GLと接触することにより加えられる力(外力F2)とを意味する。なお、図8A〜図8Cは、図7Aおよび図7Bの挿入部413aの拡大図である。
次に、図9を用いて、研磨工程の概略を説明する。なお、研磨装置10aは、予めブレーキ機構14aを作動させておき、ガラス基板GLが搬送されてくるのを待つ。
次に、図11A〜図16Cを参照して、ガラス基板GLの搬送状態に応じた研磨装置10aの動作について説明する。図11A〜図11C、図13A〜図13C、および図16A〜図16Cは、ガラス基板GLの搬送状態についての複数の例を示す図である。詳細には、研磨装置10a,10bが、ガラス基板GLの傾き、ガラス基板GLの幅方向の変動、および研磨ホイール11aの中心からガラス基板GLの端面までの距離の変動に応じて、アーム12aを動作させ、研磨ホイール11aをガラス基板GLの端面に追従させている様子を示す。なお、本実施形態では、研磨ホイール11aが、ガラス基板GLに対して一定範囲の圧力を加えた状態で、ガラス基板GLの端面を研磨するような構成になっている。
図11A〜図11Cおよび図12A〜図12Dは、研磨ホイール11aの中心からガラス基板GLまでの距離が適正距離である場合を示す。適正距離とは、研磨ホイール11aがガラス基板GLの端面に接触した際、スライダーシャフト414が適正位置にくるような距離である。図11A〜図11Cでは、ガラス基板GLが搬送装置80の中央に配置されている場合を例に説明する。ここでは、ガラス基板GLの中心線C1は搬送装置80の中心線C2と一致している。すなわち、搬送ベルト81,82の外側からガラス基板GLの端面までの距離L1は、ガラス基板GLの下流側、上流側、左側、および右側で同一である。
図13A〜図16Cは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離ではない場合の研磨装置10a(および10b)の動きを示す。図13A〜図13Cは、ガラス基板GLが搬送装置80の幅方向片側に寄った位置にある状態を示し、図16A〜図16Cは、ガラス基板GLが、搬送装置80に対して傾いた状態を示す。以下、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離でない場合の研磨装置10aの動きを、ガラス基板GLが搬送装置80の幅方向片側に寄った位置にある場合と、ガラス基板GLが搬送装置80に対して傾いている場合とに分けて説明する。
図13A〜図13Cは、研磨ホイール11aの中心からガラス基板GLの端面までの距離が適正距離よりも小さい場合(紙面右側の研磨ホイール11a)と、研磨ホイール11bの中心からガラス基板GLの端面までの距離が適正距離よりも大きい場合(紙面左側の研磨ホイール11b)とを示す。搬送ベルト81,82の外側からガラス基板GLの端面までの距離L2およびL3は、ガラス基板GLの上流側および下流側で同一である。
図16A〜図16Cは、搬送ベルト81,82の外側からガラス基板GLの前端部分TPまでの距離L2,L3と、搬送ベルト81,82の外側からガラス基板GLの後端部分EPまでの距離L3,L2とが、異なる場合を示す。言い換えると、紙面右側の研磨装置10aとガラス基板GLとの関係については、研磨ホイール11aの中心からガラス基板GLの前端部分TPまでの距離は、適正距離よりも小さく、研磨ホイール11aの中心からガラス基板GLの後端部分EPまでの距離は、適正距離よりも大きい。また、紙面左側の研磨装置10bとガラス基板GLとの関係については、研磨ホイール11bの中心からガラス基板GLの前端部分TPまでの距離は、適正距離よりも大きく、研磨ホイール11bの中心からガラス基板GLの後端部分EPまでの距離は、適正距離よりも小さい。
(7−1)
上記実施形態に係るガラス基板の製造方法は、搬送されてくるガラス基板GLの状態の如何にかかわらず、ガラス基板GLの端面を好適に研磨することができる。
上記実施形態に係る研磨装置10a,10bでは、ガラス基板GLの中央部分CPを研磨する際には、ブレーキ機構14a,14bを解除し、研磨ホイール11a,11bに定圧シリンダーからの外力F1をかけることによって、アーム12a,12bを自由に回動させ、研磨ホイール11a,11bをガラス基板GLの端面に追従させている。また、中央部分の研磨が終了すると、ブレーキ機構14a,14bを作動させて、次に搬送されるガラス基板(後続のガラス基板)GLを待ち受ける。ここで、ブレーキ機構14a,14bが作動した状態の研磨装置10a,10bは、研磨ホイール11a,11bを、後続のガラス基板GLの端面を研磨するために適した位置に配置している。
また、上記実施形態に係る研磨装置10a,10bでは、挿入部413a−413cに弾性部材416が格納されている。上部接触ユニット412では、挿入部413a−413cに格納された弾性部材416の内側に、スライダーシャフト414を挿入している。研磨装置10a,10bによって推定された後続のガラス基板GLの好適な研磨位置に多少のずれがあった場合には、弾性部材416を変形させることにより、研磨ホイール11a,11bが適切にガラス基板GLの端面に接触するようアーム12a,12bを回動させる。これにより、後続のガラス基板GLが搬送されてくる位置が推定された好適な研磨位置と異なる場合であっても、研磨ホイール11a,11bの位置が微調整される。これにより、ガラス基板GLの前端部分TPの研磨を確実に行うことができる。
上記実施形態では、ブレーキ機構14a,14bが作動している間、上述したように、ガラス基板GLの搬送状態によって弾性部材416を変形させることでアーム12a,12bの回動を許容する。弾性部材416はスライダーシャフト414によって圧縮されることにより変形する。また、上記実施形態では、ガラス基板GLの中央部分CPを研磨している間、ブレーキ機構14a,14bを解除し、ブレーキ機構14a,14bを解除している間に、弾性部材416の形状を復元させる。したがって、その後、ブレーキ機構14a,14bが作動して先行するガラス基板GLの後端部分EPを研磨し、さらに、後続のガラス基板GLの研磨を開始する際、弾性部材416は大きく変形することができる。言い換えると、研磨ホイール11aが後続のガラス基板GLに接触する際、弾性部材416は外力F1によって最も圧縮された状態である。このとき、弾性部材416は、外力F2に対して最も柔軟に対応できる状態(アーム12a,12bの回動可能範囲が最も大きい状態)である。したがって、後続のガラス基板GLが搬送されてくる位置が推定された好適な研磨位置と異なる場合にも柔軟に対応することができる。
上記実施形態に係る研磨装置10a,10bは、研磨ホイール11a,11bの中心からガラス基板GLの端面までの距離が適正距離を保つようにアーム12a,12bを回動させる。これによって、ガラス基板GLが搬送装置80に対して傾いていた場合およびガラス基板GLが搬送装置80の幅方向片側によっていた場合のみならず、研磨ホイール11a,11bの磨耗により、研磨ホイール11a,11bの直径に変化があった場合にも、ガラス基板GLの端面を好適に研磨することができる。
上記実施形態では、ガラス基板GLを大量生産するために、比較的早い速度でガラス基板GLが搬送される。具体的に、ガラス基板GLの搬送速度は、5m/s〜15m/s(好ましくは、10m/s〜15m/s)である。ガラス基板GLが、5m/s〜15m/s(好ましくは、10m/s〜15m/s)の速度で研磨ホイール11a,11bに接触すると、研磨ホイール11a,11bが待機する位置が適当でない場合、ガラス基板GLの破損が生じ易い。また、上記実施形態で製造するガラス基板GLのように、非常に厚みが少ないガラス基板を製造する場合、ガラス基板GLの破損は一層生じ易い。
(8−1)変形例A
上記実施形態では、ガラス基板GLが研磨ホイール11a,11bから離れる直前にブレーキ機構14a,14bが作動したが、ブレーキ機構14a,14bは、ガラス基板GLの中央部分の途中であってもよい。
上記実施形態では、ガラス基板GLを搬送する手段として、吸着式の搬送ベルト81,82からなる搬送装置80を採用したが、搬送装置80は、他の構成を有するものであっても構わない。例えば、搬送装置80は、ガラス基板GLの幅方向両側で、ガラス基板GLの表面および裏面を挟むベルトによって構成されるものであってもよい。また、搬送装置80は、ガラス基板GLを吸着して搬送するテーブルであってもよい。
上記実施形態では、研磨ホイール11aの外縁が、ガラス基板GLの端面から所定の距離W内側に位置するように、研磨ホイール11aとガラス基板GLの端面とを接触させる構成であると説明した。ここで、所定の距離Wは、弾性部材416の弾性の程度、挿入部の径の大きさ、挿入部に占める弾性部材416の割合、アームの回動範囲、および搬送装置80の搬送精度等に基づいて決定されるものであり、上記実施形態で記載した距離に限られるものではない。
上記実施形態において、固定ブレーキパッド417は、上部接触ユニット412の下面に部分的に取り付けられており、回転ブレーキパッド422は、下部接触ユニット421の上面に部分的に取り付けられていたが、固定ブレーキパッド417は、上部接触ユニット412の下面全面に取り付けられてもよく、回転ブレーキパッド422は、下部接触ユニット421の上面全面に取り付けられていてもよい。
11a,11b 研磨ホイール
12a,12b アーム
13a,13b 基板
14a,14b ブレーキ機構
15a ストッパー
16a,16b 定圧シリンダー
17a モーター
41 上部機構
42 下部機構
411 ブレーキ用シリンダー
412 上部接触ユニット
413a−413c 挿入部
414 スライダーシャフト
415 スライダーベアリング
416 弾性部材
417 固定ブレーキパッド
421 下部接触ユニット
422 回転ブレーキパッド
Claims (3)
- 搬送されたガラス基板の両端面を研磨する研磨工程を含むガラス基板の製造方法において、
前記両端面を研磨する一対の研磨砥石は、回動自在に保持されると共に前記ガラス基板方向へ第1の力が付与され、且つ、前記ガラス基板の幅方向の変動に対して追従可能に保持されており、
前記一対の研磨砥石は、前記研磨工程におけるガラス基板の搬入時、及び搬出時において、回動が規制されるように第2の力が付与されていることを特徴とする
製造方法。 - 前記一対の研磨砥石の回動が規制されるように前記第2の力が付与されている間、前記ガラス基板と前記研磨砥石との接触による衝撃が弾性部材によって吸収される、
請求項1に記載の製造方法。 - 前記一対の研磨砥石は、ガラス基板の前記研磨工程における搬入時および搬出時において、ガラス基板の両端よりも内側に突出して配置されており、
前記ガラス基板の前方端面に周縁部を当接して、前記ガラス基板の搬送に伴って前記周縁部を退避させて前記ガラス基板を研磨する
請求項1に記載の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010294531A JP5031087B2 (ja) | 2010-12-29 | 2010-12-29 | ガラス基板の製造方法 |
| KR1020110144854A KR101200143B1 (ko) | 2010-12-29 | 2011-12-28 | 유리 기판의 제조 방법 |
| TW100149337A TWI409140B (zh) | 2010-12-29 | 2011-12-28 | A method for manufacturing a glass substrate, and a manufacturing apparatus for a glass substrate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010294531A JP5031087B2 (ja) | 2010-12-29 | 2010-12-29 | ガラス基板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012139785A true JP2012139785A (ja) | 2012-07-26 |
| JP5031087B2 JP5031087B2 (ja) | 2012-09-19 |
Family
ID=46676600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010294531A Expired - Fee Related JP5031087B2 (ja) | 2010-12-29 | 2010-12-29 | ガラス基板の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5031087B2 (ja) |
| KR (1) | KR101200143B1 (ja) |
| TW (1) | TWI409140B (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014518169A (ja) * | 2011-06-28 | 2014-07-28 | コーニング インコーポレイテッド | ガラスエッジ仕上方法 |
| JP2014161981A (ja) * | 2013-02-27 | 2014-09-08 | Nippon Electric Glass Co Ltd | 板ガラス加工装置及び板ガラス加工方法 |
| WO2017022389A1 (ja) * | 2015-07-31 | 2017-02-09 | 日本電気硝子株式会社 | 板ガラス加工装置及びガラス基板 |
| JP2017534471A (ja) * | 2014-09-22 | 2017-11-24 | コーニング インコーポレイテッド | ガラス品のエッジ処理のための研磨加工装置 |
| JP2019171536A (ja) * | 2018-03-29 | 2019-10-10 | 日本電気硝子株式会社 | 板ガラスの製造方法 |
| WO2020203098A1 (ja) * | 2019-04-01 | 2020-10-08 | 日本電気硝子株式会社 | ガラス板の端面加工装置及びガラス板の製造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5097992A (ja) * | 1973-12-26 | 1975-08-04 | ||
| JPS5417595A (en) * | 1977-07-09 | 1979-02-08 | Bando Kiko Co | Grinding and polishing machine for plate glass |
| JPS6179559A (ja) * | 1984-09-28 | 1986-04-23 | Nippon Sheet Glass Co Ltd | エツジ研磨装置 |
| JP2000218486A (ja) * | 1999-01-29 | 2000-08-08 | Sharp Corp | 面取り装置 |
| JP2002052450A (ja) * | 2000-07-17 | 2002-02-19 | Z Bavelloni Spa | 縁取り装置 |
| JP2002154039A (ja) * | 2000-09-20 | 2002-05-28 | Z Bavelloni Spa | 特にガラスプレートなどのプレートの縁を加工する機械に用いられる縁研磨装置 |
| JP2008093744A (ja) * | 2006-10-06 | 2008-04-24 | Nippon Electric Glass Co Ltd | 回転砥石 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000176804A (ja) * | 1998-12-10 | 2000-06-27 | Kuramoto Seisakusho Co Ltd | 鏡面研磨方法と研磨具 |
| JP2009532210A (ja) * | 2006-03-30 | 2009-09-10 | アプライド マテリアルズ インコーポレイテッド | 基板の縁部を研摩するための方法及び装置 |
| JP5274993B2 (ja) * | 2007-12-03 | 2013-08-28 | 株式会社荏原製作所 | 研磨装置 |
| US8585467B2 (en) * | 2008-10-31 | 2013-11-19 | Corning Incorporated | Linear pressure feed grinding with voice coil |
-
2010
- 2010-12-29 JP JP2010294531A patent/JP5031087B2/ja not_active Expired - Fee Related
-
2011
- 2011-12-28 TW TW100149337A patent/TWI409140B/zh active
- 2011-12-28 KR KR1020110144854A patent/KR101200143B1/ko not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5097992A (ja) * | 1973-12-26 | 1975-08-04 | ||
| JPS5417595A (en) * | 1977-07-09 | 1979-02-08 | Bando Kiko Co | Grinding and polishing machine for plate glass |
| JPS6179559A (ja) * | 1984-09-28 | 1986-04-23 | Nippon Sheet Glass Co Ltd | エツジ研磨装置 |
| JP2000218486A (ja) * | 1999-01-29 | 2000-08-08 | Sharp Corp | 面取り装置 |
| JP2002052450A (ja) * | 2000-07-17 | 2002-02-19 | Z Bavelloni Spa | 縁取り装置 |
| JP2002154039A (ja) * | 2000-09-20 | 2002-05-28 | Z Bavelloni Spa | 特にガラスプレートなどのプレートの縁を加工する機械に用いられる縁研磨装置 |
| JP2008093744A (ja) * | 2006-10-06 | 2008-04-24 | Nippon Electric Glass Co Ltd | 回転砥石 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014518169A (ja) * | 2011-06-28 | 2014-07-28 | コーニング インコーポレイテッド | ガラスエッジ仕上方法 |
| JP2014161981A (ja) * | 2013-02-27 | 2014-09-08 | Nippon Electric Glass Co Ltd | 板ガラス加工装置及び板ガラス加工方法 |
| JP2017534471A (ja) * | 2014-09-22 | 2017-11-24 | コーニング インコーポレイテッド | ガラス品のエッジ処理のための研磨加工装置 |
| CN107530858B (zh) * | 2015-07-31 | 2019-08-23 | 日本电气硝子株式会社 | 板玻璃加工装置 |
| JP2017030089A (ja) * | 2015-07-31 | 2017-02-09 | 日本電気硝子株式会社 | 板ガラス加工装置及びガラス基板 |
| CN107530858A (zh) * | 2015-07-31 | 2018-01-02 | 日本电气硝子株式会社 | 板玻璃加工装置以及玻璃基板 |
| WO2017022389A1 (ja) * | 2015-07-31 | 2017-02-09 | 日本電気硝子株式会社 | 板ガラス加工装置及びガラス基板 |
| JP2019171536A (ja) * | 2018-03-29 | 2019-10-10 | 日本電気硝子株式会社 | 板ガラスの製造方法 |
| WO2020203098A1 (ja) * | 2019-04-01 | 2020-10-08 | 日本電気硝子株式会社 | ガラス板の端面加工装置及びガラス板の製造方法 |
| JP2020168667A (ja) * | 2019-04-01 | 2020-10-15 | 日本電気硝子株式会社 | ガラス板の端面加工装置及びガラス板の製造方法 |
| KR20210143167A (ko) * | 2019-04-01 | 2021-11-26 | 니폰 덴키 가라스 가부시키가이샤 | 유리판의 끝면 가공 장치 및 유리판의 제조 방법 |
| JP7337327B2 (ja) | 2019-04-01 | 2023-09-04 | 日本電気硝子株式会社 | ガラス板の端面加工装置及びガラス板の製造方法 |
| KR102759739B1 (ko) * | 2019-04-01 | 2025-02-03 | 니폰 덴키 가라스 가부시키가이샤 | 유리판의 끝면 가공 장치 및 유리판의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201226109A (en) | 2012-07-01 |
| KR101200143B1 (ko) | 2012-11-12 |
| TWI409140B (zh) | 2013-09-21 |
| KR20120076326A (ko) | 2012-07-09 |
| JP5031087B2 (ja) | 2012-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5031087B2 (ja) | ガラス基板の製造方法 | |
| TW415879B (en) | Apparatus and method for chamfering wafer | |
| TWI429507B (zh) | 板玻璃的端面加工方法 | |
| JP4406752B2 (ja) | ガラス基板の端面加工装置及び端面加工方法 | |
| JP4756709B2 (ja) | 研磨装置 | |
| JP6937370B2 (ja) | 研削装置、研削方法及びコンピュータ記憶媒体 | |
| CN103962918A (zh) | 研磨方法 | |
| JP2001205549A (ja) | 基板エッジ部の片面研磨方法およびその装置 | |
| JP4588863B2 (ja) | 板ガラスの端縁部研磨方法 | |
| JP5456942B2 (ja) | ガラス板の製造方法、ディスプレイ用ガラス基板の製造方法及びガラス板 | |
| CN102441828A (zh) | 玻璃板的端缘部研磨方法 | |
| JP5815151B2 (ja) | 仕上研削装置および仕上研削方法 | |
| KR100304782B1 (ko) | 단부면연마장치및단부면연마방법 | |
| CN103567839B (zh) | 用于化学机械抛光层纹理预处理的方法 | |
| KR101523815B1 (ko) | 판상체의 연마 장치 및 판상체의 연마 방법 | |
| KR101273729B1 (ko) | 판상체의 연마 방법 및 그 장치 | |
| JP5401749B2 (ja) | ウエハエッジ加工装置及びそのエッジ加工方法 | |
| JP2014226767A (ja) | ウェーハ面取り装置及びウェーハ面取り方法 | |
| KR101480685B1 (ko) | 유리 기판 가공 장치 | |
| JP2014213419A (ja) | ガラス板端面加工方法、および、ガラス板端面加工装置 | |
| CN112454161B (zh) | 研削装置及研削方法 | |
| JP2000158306A (ja) | 両面研削装置 | |
| CN210115769U (zh) | 倒角研削装置 | |
| JP2008018502A (ja) | 基板研磨装置、基板研磨方法、及び基板処理装置 | |
| JP2002059346A (ja) | 板状物の面取り加工方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120619 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120626 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5031087 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150706 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |