JP2012142394A - 希土類化合物付着方法及び希土類化合物付着装置 - Google Patents
希土類化合物付着方法及び希土類化合物付着装置 Download PDFInfo
- Publication number
- JP2012142394A JP2012142394A JP2010293508A JP2010293508A JP2012142394A JP 2012142394 A JP2012142394 A JP 2012142394A JP 2010293508 A JP2010293508 A JP 2010293508A JP 2010293508 A JP2010293508 A JP 2010293508A JP 2012142394 A JP2012142394 A JP 2012142394A
- Authority
- JP
- Japan
- Prior art keywords
- rare earth
- earth compound
- containing liquid
- sintered magnet
- magnet body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 229910052761 rare earth metal Inorganic materials 0.000 title claims abstract description 301
- -1 rare earth compound Chemical class 0.000 title claims abstract description 280
- 238000000034 method Methods 0.000 title claims abstract description 40
- 239000007788 liquid Substances 0.000 claims abstract description 193
- 238000007790 scraping Methods 0.000 claims abstract description 51
- 238000000151 deposition Methods 0.000 claims description 46
- 238000007654 immersion Methods 0.000 claims description 39
- 230000008021 deposition Effects 0.000 claims description 34
- 238000005520 cutting process Methods 0.000 claims description 11
- 239000000463 material Substances 0.000 claims description 7
- 238000010304 firing Methods 0.000 claims description 2
- 150000002910 rare earth metals Chemical class 0.000 abstract description 17
- 238000004519 manufacturing process Methods 0.000 abstract description 10
- 239000000843 powder Substances 0.000 description 14
- 229910045601 alloy Inorganic materials 0.000 description 11
- 239000000956 alloy Substances 0.000 description 11
- 238000010438 heat treatment Methods 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 229920005989 resin Polymers 0.000 description 8
- 238000010586 diagram Methods 0.000 description 7
- RZJQYRCNDBMIAG-UHFFFAOYSA-N [Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Zn].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn] Chemical class [Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Cu].[Zn].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Ag].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn].[Sn] RZJQYRCNDBMIAG-UHFFFAOYSA-N 0.000 description 6
- 239000002994 raw material Substances 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 230000001276 controlling effect Effects 0.000 description 5
- 230000004907 flux Effects 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 150000004678 hydrides Chemical class 0.000 description 4
- 239000001257 hydrogen Substances 0.000 description 4
- 229910052739 hydrogen Inorganic materials 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 239000000758 substrate Substances 0.000 description 4
- 230000005484 gravity Effects 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 239000006247 magnetic powder Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical group [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229910052692 Dysprosium Inorganic materials 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910052771 Terbium Inorganic materials 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- WUOACPNHFRMFPN-UHFFFAOYSA-N alpha-terpineol Chemical compound CC1=CCC(C(C)(C)O)CC1 WUOACPNHFRMFPN-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- SQIFACVGCPWBQZ-UHFFFAOYSA-N delta-terpineol Natural products CC(C)(O)C1CCC(=C)CC1 SQIFACVGCPWBQZ-UHFFFAOYSA-N 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000011259 mixed solution Substances 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229940116411 terpineol Drugs 0.000 description 1
- 229910052723 transition metal Inorganic materials 0.000 description 1
Images









Landscapes
- Coating Apparatus (AREA)
- Powder Metallurgy (AREA)
- Hard Magnetic Materials (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
【課題】焼結磁石体への希土類化合物含有液の付着量を制御し、希土類焼結磁石の製造コストの増加を抑制すること。
【解決手段】希土類化合物を含有する希土類化合物含有液3に、焼結磁石体2を所定の深さで浸漬して、希土類化合物含有液3を焼結磁石体2の端面に付着させるとともに端面側の焼結磁石体2の側面に付着させる付着工程と、焼結磁石体2の側面に付着させた希土類化合物含有液3の一部を第1ブレード6、6により掻き取る側面掻き取り工程と、焼結磁石体2の端面に付着させた希土類化合物含有液3の一部を第2ブレード9により掻き取る端面掻き取り工程と、を含む希土類化合物付着方法により解決できる。
【選択図】図1
【解決手段】希土類化合物を含有する希土類化合物含有液3に、焼結磁石体2を所定の深さで浸漬して、希土類化合物含有液3を焼結磁石体2の端面に付着させるとともに端面側の焼結磁石体2の側面に付着させる付着工程と、焼結磁石体2の側面に付着させた希土類化合物含有液3の一部を第1ブレード6、6により掻き取る側面掻き取り工程と、焼結磁石体2の端面に付着させた希土類化合物含有液3の一部を第2ブレード9により掻き取る端面掻き取り工程と、を含む希土類化合物付着方法により解決できる。
【選択図】図1
Description
本発明は、焼結磁石体に希土類化合物含有液を付着させる希土類化合物付着方法及び焼結磁石体に希土類化合物含有液を付着させる希土類化合物付着装置に関する。
R−Fe−B(Rは希土類元素)の組成を有する希土類焼結磁石は、優れた磁気特性を有する磁石である。この希土類焼結磁石の製造方法として、特許文献1には、焼結磁石体に希土類化合物を含む粉末を付着させた後、熱処理を行う方法が記載されている。また、特許文献2には、焼結磁石体を、重希土類元素の水素化物を含むスラリーに浸漬させた後、熱処理を施す方法などが記載され(0032〜0034)、この方法により、保磁力及び残留磁束密度が高く、高温での使用に耐える永久磁石が得られる。
一方、電子部品に実装される基板にフラックスを塗布する方法として、特許文献3には、ローラに塗布したフラックスを基板に転写させる技術が記載されている。また特許文献4には、転写ステージに予め規定厚のフラックスの塗膜を形成しておき、この塗膜を基板に転写させて基板上に規定厚の塗膜を塗布する技術が記載されている。
希土類焼結磁石の端部のみが高温となるような条件で使用される場合は、その端部について、高温における目的特性を確保できれば充分である。また、希土類焼結磁石の端部のみ、特性を向上させれば充分な場合もある。したがって、目的特性を確保すべき焼結磁石体の端部に、目的とする厚みで希土類化合物含有液を付着させることができれば、貴重な希土類化合物の使用量を減少させることができ、その結果、希土類焼結磁石の製造コストの増加を抑制することができる。しかし、希土類化合物含有液に焼結磁石体を浸漬させる方法や、希土類元素を含む塗膜を焼結磁石体に転写する方法だけでは、焼結磁石体への希土類元素の付着量を十分に制御することができない。
本発明は、上記に鑑みてなされたものであって、焼結磁石体の端部に、希土類化合物含有液を、その付着量とその付着箇所を制御しながら付着させて、希土類焼結磁石の製造コストの増加を抑制することを目的とする。
この目的を達成するために、本発明に係る希土類化合物付着方法は、希土類化合物含有液に、焼結磁石体を所定の深さで浸漬して、前記希土類化合物含有液を前記焼結磁石体の端面に付着させるとともに前記端面側の前記焼結磁石体の側面に付着させる付着工程と、前記焼結磁石体の前記側面に付着させた前記希土類化合物含有液の一部を第1ブレードにより掻き取る側面掻き取り工程と、前記焼結磁石体の前記端面に付着させた前記希土類化合物含有液の一部を第2ブレードにより掻き取る端面掻き取り工程と、を含むことを特徴とする。
これにより、焼結磁石体の端部に、希土類化合物を含む希土類化合物含有液を、その付着量と付着箇所を制御しながら付着させることができるので、希土類化合物含有液が過剰に焼結磁石体へ付着することを抑制できる。その結果、希土類焼結磁石の製造コストの増加を抑制することができる。
また、本発明に係る希土類化合物付着方法は、前記側面掻き取り工程において、前記第1ブレードの刃先を、前記側面から一定の間隔をあけて前記側面に沿って移動させ、前記端面掻き取り工程において、前記第2ブレードの刃先を、前記端面から一定の間隔をあけて前記端面に沿って移動させることを特徴とする。これにより、焼結磁石体の端部に、希土類化合物含有液を、付着量を制御しながら付着させ、過剰な付着を抑制できるので、希土類焼結磁石の製造コストの増加を抑制することができる。
また、本発明に係る希土類化合物付着方法は、前記側面掻き取り工程において、前記希土類化合物含有液を掻き取られた前記側面と前記第1ブレードの刃面とのなす角度が、90度以下となるように前記第1のブレードを移動させることを特徴とする。これにより、掻き取り後の側面に希土類化合物含有液が溜まりにくくなり、目標とする希土類化合物含有液の厚みを確保することが容易となる。
また、本発明に係る希土類化合物付着方法は、前記端面掻き取り工程において、前記希土類化合物含有液を掻き取られた前記端面と前記第2ブレードの刃面とのなす角度が、90度以下となるように前記第2のブレードを移動させることを特徴とする。これにより、掻き取り後の端面に希土類化合物含有液が溜まりにくくなり、目標とする希土類化合物含有液の厚みを確保することが容易となる。
また、本発明に係る希土類化合物付着方法は、前記付着工程に使用する前記希土類化合物含有液が、せん断速度1s−1において測定された第1の粘度が40Pa・s以上であり、せん断速度100s−1において測定された第2の粘度が60Pa・s以下であり、第1の粘度/第2の粘度が2.5以上であることを特徴とする。
これにより、焼結磁石体を希土類化合物含有液から引き上げる際及び掻き取りの際の抵抗が少なくなり、また掻き取った後の希土類化合物含有液の形状を維持することができる。
また、本発明に係る希土類化合物付着方法は、前記付着工程の後であって、前記端面掻き取り工程の前に、前記希土類化合物含有液が付着しうる材料で形成された被転写部材に前記焼結磁石体の前記端面を押し付けて、前記焼結磁石体の前記端面に付着させた前記希土類化合物含有液の一部を前記被転写部材に転写する転写工程を含むことを特徴とする。これにより、第2ブレードの刃面で掻き取る量を減少させることができるので、掻き取りの際の抵抗が少なくなり、また、目標とする希土類化合物含有液の厚みを確保することが容易となる。
また、本発明に係る希土類化合物付着装置は、希土類化合物含有液を貯留する浸漬槽と、焼結磁石体を移動させ、前記浸漬槽に貯留された前記希土類化合物含有液に、前記焼結磁石体を所定の深さで浸漬した後引き上げる焼結磁石体移動機構と、前記焼結磁石体の側面に付着した前記希土類化合物含有液の一部を掻き取る第1ブレードと、前記焼結磁石体の端面に付着した前記希土類化合物含有液の一部を掻き取る第2ブレードと、を含むことを特徴とする。これにより、焼結磁石体の端部に、希土類化合物含有液の付着量とその付着箇所を制御しながら付着させるので、過剰な付着を抑制して、希土類焼結磁石の製造コストの増加を抑制することができる。
また、本発明に係る希土類化合物付着装置は、前記浸漬槽に貯留される前記希土類化合物含有液が、せん断速度1s−1において測定された第1の粘度が40Pa・s以上であり、せん断速度100s−1において測定された第2の粘度が60Pa・s以下であり、第1の粘度/第2の粘度が2.5以上であることを特徴とする。これにより、焼結磁石体を希土類化合物含有液から引き上げる際及び掻き取りの際の抵抗が少なくなり、また掻き取った後の希土類化合物含有液の形状を維持することができる。
本発明にかかる希土類化合物付着方法及び希土類化合物付着装置は、希土類化合物含有液を、焼結磁石体の端部にその付着量とその付着箇所を制御しながら付着させて、希土類焼結磁石の製造コストの増加を抑制することができるという効果を奏する。
以下、本発明につき図面を参照しつつ詳細に説明する。なお、下記の発明を実施するための形態(以下、実施形態という)により本発明が限定されるものではない。また、下記実施形態における構成要素には、当業者が容易に想定できるもの、実質的に同一のもの、いわゆる均等の範囲のものが含まれる。
(実施形態)
まず、希土類化合物付着装置について説明する。図1は、希土類化合物付着装置の概略構成を示す正面図である。
まず、希土類化合物付着装置について説明する。図1は、希土類化合物付着装置の概略構成を示す正面図である。
希土類化合物付着装置1は、希土類化合物含有液3を貯留する浸漬槽4と、焼結磁石体2を移動させ、浸漬槽4に貯留された希土類化合物含有液3に、焼結磁石体2を所定の深さで浸漬した後引き上げる焼結磁石体移動機構100と、焼結磁石体2の側面に付着した希土類化合物含有液3の一部を掻き取る第1ブレード6、6と、焼結磁石体2の端面に付着した希土類化合物含有液3の一部を掻き取る第2ブレード9と、を含む。
浸漬槽4は、希土類化合物含有液3を貯留する。浸漬槽4には、希土類化合物含有液3を手動で供給してもよいし、希土類化合物含有液3を自動給送する装置を接続してもよい。浸漬槽4の大きさは、希土類化合物含有液3を付着させる焼結磁石体2の大きさ、焼結磁石体2を浸漬する深さなどによって適宜変更することができる。
焼結磁石体移動機構100は、焼結磁石体2を把持する把持具5と、シリンダ8とを含む。アクチュエータであるシリンダ8には把持具5が接続されている。シリンダ8は、把持具5を上下に移動させる。なお、シリンダ8の代わりに、各種アクチュエータ、例えばボールねじとサーボモータとの組み合わせを使用することもできる。
第1ブレード6、6は、焼結磁石体2の側面に付着した希土類化合物含有液3の一部を掻き取る。第2ブレード9は、焼結磁石体2の端面に付着した希土類化合物含有液3の一部を掻き取る。第1ブレード6、6及び第2ブレード9を構成する材料に特に限定はなく、例えば、靱性のある鋼板、各種樹脂が用いられる。第1ブレード6、6及び第2ブレード9の厚みは、希土類化合物含有液3の粘度と、第1ブレード6、6及び第2ブレード9を構成する材料の特性との組み合わせによって適宜設定できるが、0.2mm以上であることが好ましい。0.2mm以上であると、第1ブレード6、6及び第2ブレード9が希土類化合物含有液3の抵抗に負けることなく、希土類化合物含有液3を掻き取ることができる。また、第1ブレード6、6及び第2ブレード9の厚みの上限に特に制限はないが、2mm程度あれば十分である。
第1ブレード6、6及び第2ブレード9の形状は、特に限定はなく、例えば、平板状のもの、刃先が丸いもの、刃先が鋭角のものであってよい。焼結磁石体2の形状に合わせて、刃先は直線ではなく曲線であってもよい。また、希土類化合物付着装置1は、第1ブレードを2個備えているが、2個より多く希土類化合物付着装置に備えられていてもよい。また、第2ブレードも1個ではなく複数が希土類化合物付着装置に備えられてもよい。
第1ブレード6、6には、それぞれアクチュエータとしてシリンダ7、7が接続されており、第1ブレード6、6を所定の位置に移動させる。第2ブレード9には、アクチュエータとしてシリンダ10が接続されており、第2ブレード9を所定の位置に移動させる。次に、浸漬槽4に貯留される希土類化合物含有液3について説明する。
希土類化合物含有液3は、粘度が高いペースト状の液体である。希土類化合物含有液3の粘度は、例えば、室温において、せん断速度1s−1において測定された粘度が好ましくは30Pa・s以上、より好ましくは40Pa・s以上である。希土類化合物含有液3に含有させる希土類化合物としては、希土類化合物:希土類元素R(Rは、Dy、Tbどちらかあるいは両方を必ず含む希土類元素)、R水素化物、R酸化物、Rフッ化物、RT合金(Tは遷移金属元素)、RT水素化物、RT酸化物、RTB合金(Bはボロン)、RTB水素化物、RTB酸化物を用いることができる。また希土類化合物含有液3中には樹脂を含むことが好ましく、これにより、希土類化合物の焼結体への密着性を上げることができる。使用する樹脂は特に限定はなく、ポリウレタン樹脂、ポリエステル樹脂、ブチラール樹脂、アクリル樹脂、フェノール樹脂、エポキシ樹脂、セルロース樹脂等が用いられる。また使用される溶剤としては、樹脂を溶解できれば特に規定はない。
焼結磁石体2が希土類化合物含有液3に浸漬されて引き上げられるとき、及び焼結磁石体2に付着した希土類化合物含有液3が掻き取られるとき、すなわちせん断速度が大きいときには、引き上げの抵抗が少なくなるように、また掻き取りの際の第1ブレード6、6及び第2ブレード9の摺動(掻き取り)抵抗が小さくなるように、希土類化合物含有液3は小さい粘度であることが好ましい。
また焼結磁石体2から第1ブレード6、6及び第2ブレード9が希土類化合物含有液3を掻き取った後の状態、すなわちせん断速度が小さいときは、焼結磁石体2上の希土類化合物含有液3の形状が維持されるように、希土類化合物含有液3は高い粘度であることが好ましい。したがって、希土類化合物含有液3は、希土類化合物含有液3を焼結磁石体2に付着させる温度(通常は室温)において、せん断速度1s−1において測定された第1の粘度が40Pa・s以上であり、せん断速度100s−1において測定された第2の粘度が60Pa・s以下であり、第1の粘度/第2の粘度が2.5以上であることが好ましい。次に、焼結磁石体2について説明する。
焼結磁石体2は、原料粉末の成形体を焼結することにより製造された磁石体である。焼結磁石体2の形状は例えば6面体、好ましくは四角柱、さらに好ましくは直方体である。直方体を構成する6面のうち一つの面を選択し、選択した面の全面に希土類化合物含有液3を付着させる。6面のうち、いずれの一面を選択するかについては、制限がないが、例えば、他面と比較して磁束密度の大きい面が挙げられる。ここで、全面に希土類化合物含有液3を付着させる焼結磁石体2の面を端面といい、この端面に接する面を側面ということとする。以下端面、側面というときは、同様の意味を表す。
焼結磁石体2は、各種四角柱、例えば、底面が長方形の四角柱、底面が正方形の四角柱であってもよい。これら四角柱を構成する6面のうち、いずれか一つの面を選択し、選択した面の全面に希土類化合物含有液3を付着させる。
焼結磁石体2は、以下の方法で製造される。まず、所望の組成の希土類焼結磁石を得ることができる合金を作製する。次いで、得られた合金を粉砕して微粉末とし、原料粉末とする。磁石の主相を形成する主相系合金と、主に粒界を形成する粒界系合金とを作製した場合には、主相系合金及び粒界系合金をそれぞれ粉砕して微粉末とし、これらを所望の割合で混合して原料粉末とする。
得られた原料粉末を、磁場を印加しながら成型して、成型体を得る。次いで得られた成型体を加熱して焼結を行い、次いで酸溶液に浸漬して表面処理を行って、焼結磁石体2を得る。次に、希土類化合物付着装置1の動作を説明する。
図2は、希土類化合物含有液の浸漬動作前における希土類化合物付着装置を示す図である。把持具5は、焼結磁石体2を把持して、希土類化合物含有液3の満たされた浸漬槽4の上方(重力が作用する方向、すなわち鉛直方向とは逆方向)に待機している。把持具5は、焼結磁石体2の、希土類化合物含有液3を付着させる端面とは反対側にある端部を把持している。希土類化合物含有液3を付着させる焼結磁石体2の端面は、浸漬槽4に満たされた希土類化合物含有液3の液面(表面)と対向するように配置される。
続いて、希土類化合物付着装置1のシリンダ8は、把持具5を下降させる。図3は、希土類化合物含有液を浸漬中における希土類化合物付着装置を示す図である。把持具5により把持された焼結磁石体2は、所定の深さDで、浸漬槽4に満たされた希土類化合物含有液3に所定の時間浸漬される。これにより、焼結磁石体2の端面には、全面に希土類化合物含有液3が付着する。また、希土類化合物含有液3が全面に付着した端面が接する面、すなわち側面は、希土類化合物含有液3が全面に付着した端面側の一部分に、浸漬槽4に浸漬された深さDまで希土類化合物含有液3が付着する。これにより、焼結磁石体2の側面における希土類化合物含有液3の付着箇所を制御することができる。
本実施形態では、浸漬槽4の上端4Hまで希土類化合物含有液3が満たされているので、焼結磁石体2の端面が浸漬槽4の上端4Hから浸漬槽4内へ進入する距離を上記の深さDに設定しておくことにより、焼結磁石体2の端面から深さDまで希土類化合物含有液3を付着させることができる。また、焼結磁石体2を浸漬槽4内へ進入させる場合、希土類化合物含有液3を満たした浸漬槽4の底面4Bに、焼結磁石体2の端面を接触させてもよい。このようにすると、焼結磁石体2の端面から浸漬槽4の深さHに相当する位置まで、焼結磁石体2に希土類化合物含有液3を付着させることができる。なお、深さHは、浸漬槽4の上端4Hから浸漬槽4の底面4Bまでの距離であり、この場合、所定の深さDは深さHに等しい。
図4は、希土類化合物含有液から焼結磁石体が引き上げられた状態の希土類化合物付着装置を示す図である。焼結磁石体2が浸漬槽4の希土類化合物含有液3に所定の深さDで浸漬された後、焼結磁石体移動機構100は、焼結磁石体2を浸漬槽4から引き上げる。具体的には、シリンダ8が把持具5を上昇させる。ここで、希土類化合物付着装置1は、焼結磁石体2に付着した余分な希土類化合物含有液3が下に垂れ落ちるまで所定の時間待機する。付着した希土類化合物含有液3の厚みは、この段階では、希土類化合物含有液3の粘度に依存しており、制御がされていない。
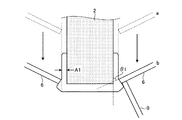
図5−1は、側面に付着した希土類化合物含有液を掻き取っている希土類化合物付着装置を示す図である。図5−2は、図5−1の一部拡大図である。焼結磁石体2に付着した余分な希土類化合物含有液3が下方(重力が作用する方向、すなわち鉛直方向側)に垂れ落ちるのを待った後、希土類化合物付着装置1は、焼結磁石体2の側面に付着した希土類化合物含有液3を、所定の厚みA1を残して掻き取る。詳しくは、第1ブレード6、6の刃先が焼結磁石体2の側面に接近し、焼結磁石体2の側面から所定の厚みA1となる間隔を空けたまま、焼結磁石体2の側面に沿って位置aから位置b、すなわち重力の作用する方向(鉛直方向)に移動する。具体的には、第1ブレード6、6の刃先の位置を固定し、焼結磁石体移動機構100(シリンダ8)により、焼結磁石体2を上昇させる。または、焼結磁石体移動機構100の位置を固定し、第1ブレード6、6の刃先の位置を下降させる。または。その双方の組み合わせでもよい。
第1ブレード6、6が希土類化合物含有液3を掻き取ることで、必要のない希土類化合物含有液3を焼結磁石体2から取り除くことができる。そして、取り除いた、すなわち、第1ブレード6、6の刃先に掻き取られた希土類化合物を回収して再利用することができる。必要以上に付着している希土類化合物の量を削減することができるので、希土類焼結磁石の製造コストの増加を抑制することができる。また、第1ブレード6、6の刃先が、焼結磁石体2の側面から所定の厚みA1となる間隔を空けたまま、焼結磁石体2の側面に沿って位置aから位置bに移動することで、焼結磁石体2の側面に付着して残る希土類化合物含有液3の量を制御することができ、希土類化合物が焼結磁石体2に付着する量を制御することができる。
所定の厚みA1となる間隔は、調整することができる。例えば第1ブレード6、6が接続されるシリンダ7、7の移動量を規制することによって所定の厚みA1となる間隔を調整できる。
また、第1ブレード6、6は、希土類化合物含有液3が掻き取られた焼結磁石体2の側面と第1ブレード6、6の刃面とのなす角度θ1が、90度以下となるように、希土類化合物含有液3を焼結磁石体2の側面から掻き取る。角度θ1が90度以下であれば、掻き取り後の側面に希土類化合物含有液3が溜まりにくくなり、目標とする希土類化合物含有液3の厚みを確保することが容易となる。角度θ1は、15度以上が好ましい。15度以上であると、第1ブレード6、6の取り付けが容易となる。なお、希土類化合物付着装置1は、焼結磁石体2を希土類化合物含有液3に浸漬し、希土類化合物含有液3を焼結磁石体2の端面及び側面に付着させた後に、次に説明する動作を行ってもよい。
図5−3は、希土類化合物付着装置が被転写部材に希土類化合物含有液を転写している状態を示す図である。図1に示す希土類化合物付着装置1は、焼結磁石体2を希土類化合物含有液3に浸漬し、焼結磁石体2を引き上げた後に、第1ブレード6、6および第2ブレード9が、焼結磁石体2から離れている状態で、焼結磁石体2を希土類化合物含有液3が付着しうる材料で形成された被転写部材11に焼結磁石体2の端面を押し付けて、焼結磁石体2の端面に付着させた希土類化合物含有液3の一部を被転写部材11に転写する。なお、「焼結磁石体2の端面を被転写部材11に押し付ける」ことには、希土類化合物含有液3を介して焼結磁石体2の端面を被転写部材11に押し付けることが含まれる。
希土類化合物含有液3が付着しうる材料として、特に制限はなく、例えばアルミニウム、セラミックス、プラスチック、各種のステンレス鋼が挙げられる。被転写部材11は、焼結磁石体2の端面に適合するような形状と大きさであり、例えば板状である。
希土類化合物付着装置1が、焼結磁石体2を浸漬槽4の希土類化合物含有液3から引き上げ、所定の時間待機した後に、焼結磁石体2の下方に位置する浸漬槽4を、手動で又は自動で被転写部材11に取り替える。次いで、被転写部材11の板面と焼結磁石体2の希土類化合物含有液3が付着した端面との間隔が、所定の間隔A3となるように、希土類化合物付着装置1は焼結磁石体移動機構100により焼結磁石体2を下降させる。これにより、焼結磁石体2の希土類化合物含有液3は、被転写部材11の板面にその一部が転写され、焼結磁石体2からその一部が取り除かれる。
転写にあたって、浸漬槽4を被転写部材11に取り替えるのではなく、焼結磁石体移動機構100が、浸漬槽4とは別の場所に置かれた被転写部材11の上方に焼結磁石体2を移動させ、被転写部材11に焼結磁石体2の端面を押し付ける機能を有するようにしてもよい。
転写は、焼結磁石体2の端面から希土類化合物含有液3が掻き取られる前に行うことが好ましい。さらに、転写は、焼結磁石体2の側面から希土類化合物含有液3が掻き取られた後に行われることが好ましい。また、転写は、複数回行われてもよい。
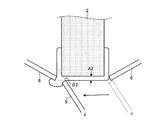
図6−1は、端面に付着した希土類化合物含有液を掻き取っている希土類化合物付着装置の図である。図6−2は、図6−1の一部拡大図である。焼結磁石体2の側面に付着した希土類化合物含有液3が掻き取られた後、希土類化合物付着装置1は、全面に希土類化合物含有液3が付着した端面から、希土類化合物含有液3を、所定の厚みA2を残して掻き取る。詳しくは、第2ブレード9の刃先が、焼結磁石体2の端面から所定の厚みA2となる間隔を空けたまま、焼結磁石体2の端面に沿って位置cから位置dに向かって移動する。
第2ブレード9が希土類化合物含有液3を掻き取ることで、必要のない希土類化合物含有液3を焼結磁石体2から取り除くことができる。そして、取り除いた、すなわち、第2ブレード9の刃先に掻き取られた希土類化合物を回収して再利用することができる。必要以上に付着している希土類化合物の量を削減することができるので、希土類焼結磁石の製造コストの増加を抑制することができる。また、第2ブレード9の刃先が、焼結磁石体2の端面から所定の厚みA2となる間隔を空けたまま、焼結磁石体2の端面に沿って位置cから位置dに向かって移動することで、焼結磁石体2の端面に付着して残る希土類化合物含有液3の量を制御することができ、希土類化合物が焼結磁石体2に付着する量を制御することができる。
また、第2ブレード9は、希土類化合物含有液3を掻き取られた焼結磁石体2の端面と第2ブレード9の刃面とのなす角度θ2が90度以下となるように、希土類化合物含有液3を焼結磁石体2の端面から掻き取る。角度θ2が90度以下であれば、掻き取り後の端面に希土類化合物含有液3が溜まりにくくなり、目標とする希土類化合物含有液3の厚みを確保することが容易となる。角度θ2は、15度以上が好ましい。15度以上であると、第2ブレード9の取り付けが容易となる。
所定の厚みA2となる間隔は、調整することができる。例えば、焼結磁石体2に対する第2ブレード9及びシリンダ10の位置を移動させることによって所定の厚みA2となる間隔を調整できる。
第1ブレード6、6及び第2ブレード9が希土類化合物含有液3を焼結磁石体2から掻き取る動作を1回行うだけで、焼結磁石体2の端面及び側面に付着して残る希土類化合物含有液3の量を制御することができる。なお、掻き取り動作は複数回行われてもよい。また、第1ブレード6、6及び第2ブレード9が、希土類化合物含有液3を掻き取るために焼結磁石体2の表面に沿って移動する速度には特に限定がなく、希土類化合物含有液3の粘度によって適宜設定することができる。掻き取りの際に、希土類化合物含有液3が周囲に飛散する速度よりも遅い速度であることが好ましい。これにより、希土類化合物含有液3の回収を容易にすることができる。
図7は、希土類化合物含有液を掻き取った後における希土類化合物付着装置を示す図である。第1ブレード6、6及び第2ブレード9が、焼結磁石体2から希土類化合物含有液3の一部を掻き取った後、焼結磁石体2から離れるように移動する。希土類化合物含有液3は、第2ブレード9によって掻き取られ、一方の第1ブレード6(図7の左側)に集められ、これにより一括して回収することが可能となる。
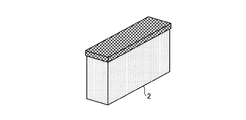
図8は、希土類化合物を付着させた後の焼結磁石体を示す図である。希土類化合物付着装置1が希土類化合物含有液3を焼結磁石体2から掻き取り、第1ブレード6、6及び第2ブレード9が焼結磁石体2から離れた後、希土類化合物含有液3が付着した、すなわち希土類化合物が付着した焼結磁石体2が把持具5から取り外されて、焼結磁石体2に付着した希土類化合物含有液3が乾燥される。乾燥後、所定の熱処理が行われ、希土類化合物を付着させた端部の磁気特性が変化した希土類焼結磁石が得られる。
熱処理は、以下の方法により行うことができる。例えば熱処理は、2段階で行われ、一段階目において800℃〜1000℃程度で10分〜10時間の熱処理が行われ、二段階目において500℃〜600℃程度で1時間〜4時間の熱処理が行われる。熱処理により、焼結磁石体2の端面及び側面に付着させた希土類化合物が、焼結磁石体2の内部に拡散して、高い保磁力と、充分な残留磁束密度を備えた希土類焼結磁石が得られる。以上、希土類化合物付着装置1について説明した。次に、本実施形態に係る希土類化合物の付着方法について説明する。説明にあたり、既に提示した図も用いる。
図9は、本実施形態に係る希土類化合物付着方法のフローチャートである。本実施形態に係る希土類化合物付着方法は、希土類化合物含有液3に、焼結磁石体2を所定の深さDで浸漬して、希土類化合物含有液3を焼結磁石体2の端面に付着させるとともに端面側の焼結磁石体2の側面に付着させる付着工程(ステップS12)と、焼結磁石体2の側面に付着させた希土類化合物含有液3の一部を第1ブレード6、6により掻き取る側面掻き取り工程(ステップS15)と、焼結磁石体2の端面に付着させた希土類化合物含有液3の一部を第2ブレード9により掻き取る端面掻き取り工程(ステップS16)と、を含む。
以下詳しく希土類化合物付着方法について説明する。まず、焼結磁石体2を把持具5に固定する(ステップS11、図9参照)次いで、シリンダ8が把持具5を下降させて、焼結磁石体2を浸漬槽4に満たされた希土類化合物含有液3に所定の深さDで浸漬する付着工程を行う(ステップS12、図9、図3参照)。これにより、希土類化合物含有液3を焼結磁石体2の端面に付着させ、端面側の焼結磁石体の側面に付着させる。
次いで、焼結磁石体2を、浸漬槽4から引き上げる(ステップS13、図9参照)。そして、掻き取りを行わずに所定の時間待機する(ステップS14、図9、図4参照)。次いで、第1ブレード6、6が、焼結磁石体2の側面に付着させた希土類化合物含有液3の一部を掻き取る側面掻き取り工程を行う(ステップS15、図9、図5−1、図5−2参照)。この側面掻き取り工程は複数回繰り返されてもよい。次いで、第2ブレード9が、焼結磁石体2の端面に付着させた希土類化合物含有液3の一部を掻き取る端面掻き取り工程を行う(ステップS16、図9、図6−1、図6−2参照)。この端面掻き取り工程は複数回繰り返されてもよい。次いで、第1ブレード6、6と第2ブレード9とが、焼結磁石体2から離れる(ステップS17、図9、図7参照)。次いで希土類化合物含有液3の付着した焼結磁石体2が、把持具5から取り外される(ステップS18、図9参照)。
なお、焼結磁石体2に希土類化合物含有液3を付着させる付着工程(ステップS12)の後であって、第2ブレード9が焼結磁石体2の端面に付着させた希土類化合物含有液3の一部を掻き取る端面掻き取り工程(ステップS16)の前に、任意で、被転写部材11に焼結磁石体2の端面を押し付けて、焼結磁石体2の端面に付着させた希土類化合物含有液3の一部を被転写部材11に転写する転写工程を行ってもよい。この転写工程は、複数回繰り返されてもよい。
(実施例1)
次に、実験例を用いて、より詳細に説明する。まず、実施例1として、次のようにして希土類化合物含有液が付着した焼結磁石体を作成した。
次に、実験例を用いて、より詳細に説明する。まず、実施例1として、次のようにして希土類化合物含有液が付着した焼結磁石体を作成した。
<焼結磁石体の作製>
次に示す方法で焼結体(焼結体磁石、焼結磁石体)を製造した。まず、主に磁石の主相を形成する主相系合金と、主に粒界を形成する粒界系合金を、ストリップキャスト法で鋳造した。主相系合金の組成は23.0質量%Nd−2.6質量%Dy−5.9質量%Pr−0.5質量%Co−0.18質量%Al−1.1質量%B−bal.Feで、粒界系合金の組成は30.0質量%Dy−0.18質量%Al−0.6質量%Cu−bal.Feであった。
次に示す方法で焼結体(焼結体磁石、焼結磁石体)を製造した。まず、主に磁石の主相を形成する主相系合金と、主に粒界を形成する粒界系合金を、ストリップキャスト法で鋳造した。主相系合金の組成は23.0質量%Nd−2.6質量%Dy−5.9質量%Pr−0.5質量%Co−0.18質量%Al−1.1質量%B−bal.Feで、粒界系合金の組成は30.0質量%Dy−0.18質量%Al−0.6質量%Cu−bal.Feであった。
次いで、これらの原料合金を、それぞれ水素粉砕により粗粉砕した後、高圧N2ガスによるジェットミル粉砕を行い、それぞれ平均粒径D=4μmの微粉末とした。得られた主相系合金の微粉末と、粒界系合金の微粉末とを、主相系合金:粒界系合金=9:1の割合で混合して、希土類焼結磁石の原料粉末である磁性粉末を調製した。次いで、この磁性粉末を用い、成型圧1.2t/cm2、配向磁場15kOeの条件で磁場中成型を行い、成型体を得た。それから、得られた成型体を、1060℃、4時間の条件で焼成することで、上記の組成を有する希土類焼結磁石の焼結体を製造した。その後、製造した焼結体を、3質量%硝酸/エタノールの混合溶液に3分間浸漬させた後、エタノールに1分間浸漬する処理を2回行い、焼結体の表面処理を行った。なお、これらの処理は、いずれも超音波を印加しながら行った。
<希土類化合物含有液の調製>
まず、テルピネオール20質量部中にアクリル樹脂(積水化学 M−3)6質量部を溶解し、樹脂溶液を作製した。次にこの樹脂溶液とDyH2(平均粒径D=5μm)100質量部をハイブリッドミキサー(キーエンス製 HM−500)で5分間混合し、希土類化合物含有液(ペースト)を作製した。得られた希土類化合物含有液の粘度はせん断速度1s−1(以降V1とする)で145Pa・s、せん断速度100s−1(以降V100とする)で31Pa・s、V1粘度/V100粘度=4.7であった。粘度測定は、コーンプレートタイプの粘度計(HAKKE社製 RheoStress600)を用いて行った。測定条件であるが、温度20℃にてせん断速度を0s−1〜100s−1まで連続的に30秒かけて上げ、その時のV1およびV100の粘度値をデータとした。
まず、テルピネオール20質量部中にアクリル樹脂(積水化学 M−3)6質量部を溶解し、樹脂溶液を作製した。次にこの樹脂溶液とDyH2(平均粒径D=5μm)100質量部をハイブリッドミキサー(キーエンス製 HM−500)で5分間混合し、希土類化合物含有液(ペースト)を作製した。得られた希土類化合物含有液の粘度はせん断速度1s−1(以降V1とする)で145Pa・s、せん断速度100s−1(以降V100とする)で31Pa・s、V1粘度/V100粘度=4.7であった。粘度測定は、コーンプレートタイプの粘度計(HAKKE社製 RheoStress600)を用いて行った。測定条件であるが、温度20℃にてせん断速度を0s−1〜100s−1まで連続的に30秒かけて上げ、その時のV1およびV100の粘度値をデータとした。
<付着(塗布)>
出来上がった希土類化合物含有液(ペースト)を本実施形態の浸漬槽4に投入し、スクイジーにて浸漬槽4の壁の高さと同じになるように調整した。続いて、磁石基材(サイズ:35mm×16mm×5mm)(焼結磁石体)を把持具5のチャック部分(図1に示す希土類化合物付着装置1の把持具5)に固定し、浸漬槽4に深さ3mmになるように5秒間浸漬後、引き上げた。次いで、第1のブレード6、6(掻き取り機構)により側面の余分なペーストをかき取り(2面のみ)、次いで端面(底面)の余分な希土類化合物含有液(ペースト)を第2のブレード9(掻き取り機構)により掻き落とし、所定の厚みを得た。また残りの側面2面に関しては塗布後完全に掻き落とした。必要な膜厚は70μm以上であり、またDyH2の使用量をできるだけ削減するという観点から、焼結体の表面にDyH2を10mg/cm2〜30mg/cm2程度付着させることを目標とする。なお、使用したジスプロシウム水素化物は、Dy粉末を水素雰囲気下350℃に1時間おいてDy粉末に水素を吸蔵させ、これに続いて水素吸蔵Dy粉末をAr雰囲気下、600℃で1時間処理することにより調製したものである。このようにして得られたジスプロシウム水素化物は、X線回折測定を行い、ASTMカード 47−978のErH2からの類推により、DyH2であると同定された。なお、V1における粘度の値は、希土類化合物含有液に配合する樹脂の分子量を大きくすると高くなり、分子量を小さくすると低くなる。したがって、V1における粘度/V100における粘度は、樹脂の分子量を選択することによって変更することができる。また、溶剤の量を変更して濃度を調整することより、V100における粘度、また全体の粘度を調整することができる。
出来上がった希土類化合物含有液(ペースト)を本実施形態の浸漬槽4に投入し、スクイジーにて浸漬槽4の壁の高さと同じになるように調整した。続いて、磁石基材(サイズ:35mm×16mm×5mm)(焼結磁石体)を把持具5のチャック部分(図1に示す希土類化合物付着装置1の把持具5)に固定し、浸漬槽4に深さ3mmになるように5秒間浸漬後、引き上げた。次いで、第1のブレード6、6(掻き取り機構)により側面の余分なペーストをかき取り(2面のみ)、次いで端面(底面)の余分な希土類化合物含有液(ペースト)を第2のブレード9(掻き取り機構)により掻き落とし、所定の厚みを得た。また残りの側面2面に関しては塗布後完全に掻き落とした。必要な膜厚は70μm以上であり、またDyH2の使用量をできるだけ削減するという観点から、焼結体の表面にDyH2を10mg/cm2〜30mg/cm2程度付着させることを目標とする。なお、使用したジスプロシウム水素化物は、Dy粉末を水素雰囲気下350℃に1時間おいてDy粉末に水素を吸蔵させ、これに続いて水素吸蔵Dy粉末をAr雰囲気下、600℃で1時間処理することにより調製したものである。このようにして得られたジスプロシウム水素化物は、X線回折測定を行い、ASTMカード 47−978のErH2からの類推により、DyH2であると同定された。なお、V1における粘度の値は、希土類化合物含有液に配合する樹脂の分子量を大きくすると高くなり、分子量を小さくすると低くなる。したがって、V1における粘度/V100における粘度は、樹脂の分子量を選択することによって変更することができる。また、溶剤の量を変更して濃度を調整することより、V100における粘度、また全体の粘度を調整することができる。
(実施例2)
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:95Pa・s V100:30Pa・s V1粘度/V100粘度:3.2
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:95Pa・s V100:30Pa・s V1粘度/V100粘度:3.2
(実施例3)
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:52Pa・s V100:20Pa・s V1粘度/V100粘度:2.6
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:52Pa・s V100:20Pa・s V1粘度/V100粘度:2.6
(実施例4)
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:135Pa・s V100:48Pa・s V1粘度/V100粘度:2.8
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:135Pa・s V100:48Pa・s V1粘度/V100粘度:2.8
(実施例5)
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:150Pa・s V100:55Pa・s V1粘度/V100粘度:2.7
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:150Pa・s V100:55Pa・s V1粘度/V100粘度:2.7
(実施例6)
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:45Pa・s V100:17Pa・s V1粘度/V100粘度:2.6
(実施例7)
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:45Pa・s V100:17Pa・s V1粘度/V100粘度:2.6
(実施例7)
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:40Pa・s V100:20Pa・s V1粘度/V100粘度:2.0
(実施例8)
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:170Pa・s V100:65Pa・s V1粘度/V100粘度:2.6
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:170Pa・s V100:65Pa・s V1粘度/V100粘度:2.6
(実施例9)
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:34Pa・s V100:19Pa・s V1粘度/V100粘度:1.8
実施例1の内容で希土類化合物含有液(ペースト)の粘度を下記に変更した他は実施例1と同様に行なった。V1:34Pa・s V100:19Pa・s V1粘度/V100粘度:1.8
(比較例1)
実施例1の内容で側面及び端面(底面)の希土類化合物含有液(ペースト)掻き落としを行わなかった他は実施例1と同様に行った。
実施例1の内容で側面及び端面(底面)の希土類化合物含有液(ペースト)掻き落としを行わなかった他は実施例1と同様に行った。
(比較例2)
実施例1の内容で端面(底面)の希土類化合物含有液(ペースト)掻き落としを行わなかった他は実施例1と同様に行った。
実施例1の内容で端面(底面)の希土類化合物含有液(ペースト)掻き落としを行わなかった他は実施例1と同様に行った。
(比較例3)
実施例1の内容で側面の希土類化合物含有液(ペースト)掻き落としを行わなかった他は実施例1と同様に行った。
実施例1の内容で側面の希土類化合物含有液(ペースト)掻き落としを行わなかった他は実施例1と同様に行った。
以上の実施例、比較例において、側面及び端面(底面)の乾燥後希土類化合物含有液(ペースト)の付着量を測定した。この結果を表1に示す。

表1より、側面及び端面(底面)の掻き落としを行った実施例1〜実施例9では、いずれも目標とする付着量10mg/cm2〜30mg/cm2程度が達成されている。一方、側面又は底面(端面)の掻き落としを行っていない比較例1〜3では、いずれも目標とする付着量を達成できず、付着量は目標よりも多い。したがって、本実施形態の希土類化合物付着装置1によれば、焼結磁石体2に付着する希土類化合物量を制御できることがわかった。
また、実施例1〜6では、用いられた希土類化合物含有液は、せん断速度1s−1(V1)において測定されたV1粘度が40Pa・s以上であり、せん断速度100s−1(V100)において測定されたV100粘度が60Pa・s以下であり、V1粘度/V100粘度が2.5以上である。希土類化合物含有液の粘度がこのような範囲にある実施例1〜6において、焼結磁石体に付着する希土類化合物量は、20±3mg/cm2(17mg/cm2〜23mg/cm2)であり、正確に焼結磁石体に付着する希土類化合物量が制御されていることがわかった。
実施例3及び6においては、V1粘度/V100粘度が2.6である一方、実施例7では、V1粘度/V100粘度が2.5以下である。実施例5においては、V100粘度が55Pa・sである一方、実施例8では、V100粘度が65Pa・sであって60Pa・sより大きい。実施例6においては、V1粘度が45Pa・sである一方で、実施例9では、V1粘度が34Pa・sであって、40Pa・sより小さい。希土類化合物含有液の粘度がこのような数値である実施例7〜9においては、焼結磁石体に付着する希土類化合物量は、実施例1〜6と比較して広範囲にわたる。
すなわち、せん断速度1s−1(V1)において測定されたV1粘度が40Pa・s以上であり、せん断速度100s−1(V100)において測定されたV100粘度が60Pa・s以下である。V1粘度/V100粘度が2.5以上である範囲の希土類化合物含有液を用いれば、より正確に焼結磁石体に付着する希土類化合物量を制御することができる。
1 希土類化合物付着装置
2 焼結磁石体
3 希土類化合物含有液
4 浸漬槽
5 把持具
6 第1ブレード
7 シリンダ
8 シリンダ
9 第2ブレード
10 シリンダ
11 被転写部材
100 焼結磁石体移動機構
2 焼結磁石体
3 希土類化合物含有液
4 浸漬槽
5 把持具
6 第1ブレード
7 シリンダ
8 シリンダ
9 第2ブレード
10 シリンダ
11 被転写部材
100 焼結磁石体移動機構
Claims (8)
- 希土類化合物含有液に、焼結磁石体を所定の深さで浸漬して、前記希土類化合物含有液を前記焼結磁石体の端面に付着させるとともに前記端面側の前記焼結磁石体の側面に付着させる付着工程と、
前記焼結磁石体の前記側面に付着させた前記希土類化合物含有液の一部を第1ブレードにより掻き取る側面掻き取り工程と、
前記焼結磁石体の前記端面に付着させた前記希土類化合物含有液の一部を第2ブレードにより掻き取る端面掻き取り工程と、
を含むことを特徴とする希土類化合物付着方法。 - 前記側面掻き取り工程において、前記第1ブレードの刃先を、前記側面から一定の間隔をあけて前記側面に沿って移動させ、
前記端面掻き取り工程において、前記第2ブレードの刃先を、前記端面から一定の間隔をあけて前記端面に沿って移動させる請求項1に記載の希土類化合物付着方法。 - 前記側面掻き取り工程において、前記希土類化合物含有液を掻き取られた前記側面と前記第1ブレードの刃面とのなす角度が、90度以下となるように前記第1のブレードを移動させる請求項1又は2に記載の希土類化合物付着方法。
- 前記端面掻き取り工程において、前記希土類化合物含有液を掻き取られた前記端面と前記第2ブレードの刃面とのなす角度が、90度以下となるように前記第2のブレードを移動させる請求項1から3のいずれか1項に記載の希土類化合物付着方法。
- 前記付着工程に使用する前記希土類化合物含有液は、せん断速度1s−1において測定された第1の粘度が40Pa・s以上であり、せん断速度100s−1において測定された第2の粘度が60Pa・s以下であり、第1の粘度/第2の粘度が2.5以上である請求項1から4のいずれか1項に記載の希土類化合物付着方法。
- 前記付着工程の後であって、前記端面掻き取り工程の前に、前記希土類化合物含有液が付着しうる材料で形成された被転写部材に前記焼結磁石体の前記端面を押し付けて、前記焼結磁石体の前記端面に付着させた前記希土類化合物含有液の一部を前記被転写部材に転写する転写工程を含む請求項1から5のいずれか1項に記載の希土類化合物付着方法。
- 希土類化合物含有液を貯留する浸漬槽と、
焼結磁石体を移動させ、前記浸漬槽に貯留された前記希土類化合物含有液に、前記焼結磁石体を所定の深さで浸漬した後引き上げる焼結磁石体移動機構と、
前記焼結磁石体の側面に付着した前記希土類化合物含有液の一部を掻き取る第1ブレードと、
前記焼結磁石体の端面に付着した前記希土類化合物含有液の一部を掻き取る第2ブレードと、
を含むことを特徴とする希土類化合物付着装置。 - 前記浸漬槽に貯留される前記希土類化合物含有液は、せん断速度1s−1において測定された第1の粘度が40Pa・s以上であり、せん断速度100s−1において測定された第2の粘度が60Pa・s以下であり、第1の粘度/第2の粘度が2.5以上である請求項7に記載の希土類化合物付着装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010293508A JP2012142394A (ja) | 2010-12-28 | 2010-12-28 | 希土類化合物付着方法及び希土類化合物付着装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010293508A JP2012142394A (ja) | 2010-12-28 | 2010-12-28 | 希土類化合物付着方法及び希土類化合物付着装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012142394A true JP2012142394A (ja) | 2012-07-26 |
Family
ID=46678388
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010293508A Withdrawn JP2012142394A (ja) | 2010-12-28 | 2010-12-28 | 希土類化合物付着方法及び希土類化合物付着装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012142394A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014140791A (ja) * | 2013-01-22 | 2014-08-07 | Honda Motor Co Ltd | 粘性材料の塗布装置 |
| JP2022025924A (ja) * | 2020-07-30 | 2022-02-10 | シチズンファインデバイス株式会社 | ワーク浸漬装置及びワーク浸漬方法 |
-
2010
- 2010-12-28 JP JP2010293508A patent/JP2012142394A/ja not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014140791A (ja) * | 2013-01-22 | 2014-08-07 | Honda Motor Co Ltd | 粘性材料の塗布装置 |
| JP2022025924A (ja) * | 2020-07-30 | 2022-02-10 | シチズンファインデバイス株式会社 | ワーク浸漬装置及びワーク浸漬方法 |
| JP7449809B2 (ja) | 2020-07-30 | 2024-03-14 | シチズンファインデバイス株式会社 | ワーク浸漬装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5363314B2 (ja) | NdFeB系焼結磁石製造方法 | |
| KR101624245B1 (ko) | 희토류 영구 자석 및 그 제조방법 | |
| JP6803462B2 (ja) | R−Fe−B系希土類焼結磁石の粒界拡散方法 | |
| JP4162884B2 (ja) | 耐食性希土類磁石 | |
| CN109478459B (zh) | R-t-b系烧结磁体的制造方法 | |
| JP6180507B2 (ja) | RFeB系磁石製造方法、RFeB系磁石及び粒界拡散処理用塗布物 | |
| JP6477724B2 (ja) | R−t−b系焼結磁石の製造方法 | |
| CN106887323A (zh) | 一种晶界扩散制备高矫顽力钕铁硼磁体的方法 | |
| JP7251264B2 (ja) | R‐t‐b系永久磁石の製造方法 | |
| CN107578912A (zh) | 一种具有高矫顽力的钕铁硼磁体的制备方法 | |
| WO2012159096A2 (en) | Nanostructured high-strength permanent magnets | |
| JP7384016B2 (ja) | 希土類系永久磁石の製造方法、及び希土類系永久磁石の製造装置 | |
| JP6840353B2 (ja) | R−t−b系焼結磁石の製造方法 | |
| JP5209349B2 (ja) | NdFeB焼結磁石の製造方法 | |
| WO2016093173A1 (ja) | R-t-b系焼結磁石の製造方法 | |
| US20150206653A1 (en) | Production method for rare earth permanent magnet | |
| EP2892063B1 (en) | Production method for rare earth permanent magnet | |
| CN107077964A (zh) | R-t-b系烧结磁体的制造方法 | |
| JP2016189422A (ja) | R−t−b系焼結磁石の製造方法 | |
| JP5643355B2 (ja) | NdFeB焼結磁石の製造方法 | |
| US20200198979A1 (en) | Method for producing porous carbon material | |
| JP2012217270A (ja) | 回転機用磁石、回転機及び回転機用磁石の製造方法 | |
| JP6600875B2 (ja) | R−t−b系焼結磁石の製造方法 | |
| JP2012142394A (ja) | 希土類化合物付着方法及び希土類化合物付着装置 | |
| JP7259651B2 (ja) | 希土類系永久磁石の製造方法、及び希土類系永久磁石の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20130621 |
|
| RD05 | Notification of revocation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7425 Effective date: 20130702 |
|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140304 |