JP2012143769A - 円筒部溶接形成方法および溶接装置 - Google Patents
円筒部溶接形成方法および溶接装置 Download PDFInfo
- Publication number
- JP2012143769A JP2012143769A JP2011002482A JP2011002482A JP2012143769A JP 2012143769 A JP2012143769 A JP 2012143769A JP 2011002482 A JP2011002482 A JP 2011002482A JP 2011002482 A JP2011002482 A JP 2011002482A JP 2012143769 A JP2012143769 A JP 2012143769A
- Authority
- JP
- Japan
- Prior art keywords
- welding
- cylindrical
- overlay
- cylindrical part
- build
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 title claims abstract description 404
- 238000000034 method Methods 0.000 title claims abstract description 110
- 230000002093 peripheral effect Effects 0.000 claims description 47
- 239000000463 material Substances 0.000 claims description 10
- 230000015572 biosynthetic process Effects 0.000 claims description 9
- 239000000945 filler Substances 0.000 claims description 6
- 238000010586 diagram Methods 0.000 description 17
- 238000005253 cladding Methods 0.000 description 4
- 230000004907 flux Effects 0.000 description 3
- 238000003754 machining Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/0026—Arc welding or cutting specially adapted for particular articles or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/04—Welding for other purposes than joining, e.g. built-up welding
- B23K9/044—Built-up welding on three-dimensional surfaces
- B23K9/046—Built-up welding on three-dimensional surfaces on surfaces of revolution
- B23K9/048—Built-up welding on three-dimensional surfaces on surfaces of revolution on cylindrical surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/12—Vessels
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
【解決手段】圧力容器の外周面から突出する円筒部を、肉盛溶接により形成する円筒部溶接形成方法であって、形成される円筒部の軸方向は、円筒部の突出方向となっており、形成される円筒部の軸を中心として、円筒部の周方向に周回させながら、円筒部の径方向に移動させることで、圧力容器の外周面に渦巻状に肉盛溶接を行う渦巻肉盛溶接工程を備えた。
【選択図】図6
Description
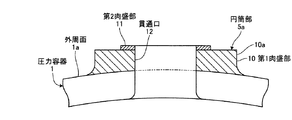
5 円筒窓
5a 円筒部
10 第1肉盛部
11 第2肉盛部
12 貫通口
20 溶接装置
21 溶接ヘッド
22 ワイヤリール
23 ホッパ
24 移動機構
25 制御部
40 オーバーラップ部
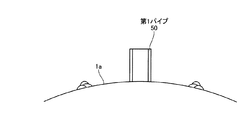
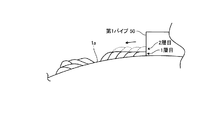
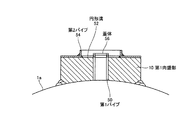
50 第1パイプ
52 円形溝
54 第2パイプ
56 蓋体
E1 平坦肉盛領域
E2 渦巻肉盛領域
Claims (6)
- 溶接面から突出する円筒部を、肉盛溶接により形成する円筒部溶接形成方法であって、
形成される前記円筒部の軸方向は、前記円筒部の突出方向となっており、
形成される前記円筒部の軸を中心として、前記円筒部の周方向に周回させながら、前記円筒部の径方向に移動させることで、前記溶接面に渦巻状に肉盛溶接を行う渦巻肉盛溶接工程を備えたことを特徴とする円筒部溶接形成方法。 - 前記渦巻肉盛溶接工程前に、形成される前記円筒部の軸を中心として、前記円筒部の周方向に周回させながら、前記溶接面が平坦となるように、前記溶接面に肉盛溶接を行う平坦肉盛溶接工程をさらに備えたことを特徴とする請求項1に記載の円筒部溶接形成方法。
- 前記溶接面は、前記円筒部の軸を中心に点対称となる円筒形状の容器の外周面であり、
前記平坦肉盛溶接工程では、前記円筒部の軸を中心に点対称となるように、前記溶接面に肉盛溶接を行うことを特徴とする請求項2に記載の円筒部溶接形成方法。 - 前記渦巻肉盛溶接工程前に、円筒管を溶接する円筒管溶接工程をさらに備え、
前記円筒管溶接工程では、溶接される前記円筒管の軸中心が、形成される前記円筒部の軸中心と同軸上となるように、前記円筒管を前記溶接面に溶接することを特徴とする請求項1ないし3のいずれか1項に記載の円筒部溶接形成方法。 - 溶接面から突出する円筒部を、肉盛溶接により形成する溶接装置であって、
形成される前記円筒部の軸方向は、前記円筒部の突出方向となっており、
前記溶接面へ向けて溶接を行う溶接ヘッドと、
前記溶接ヘッドへ向けて溶加材を供給する溶加材供給部と、
前記溶接ヘッドを、形成される前記円筒部の周方向および径方向に移動可能な移動機構と、
前記移動機構を制御可能な制御部と、を備え、
前記制御部は、形成される前記円筒部の軸を中心として、前記溶接ヘッドを、前記円筒部の周方向に周回させながら、前記円筒部の径方向に移動させることで、前記溶接面に渦巻状に肉盛溶接を行う渦巻肉盛溶接制御を実行可能であることを特徴とする溶接装置。 - 前記制御部は、形成される前記円筒部の軸を中心として、前記溶接ヘッドを、前記円筒部の周方向に周回させながら、前記円筒部の軸を中心に点対称となるように、前記溶接面に肉盛溶接を行う点対称肉盛溶接制御を実行可能であることを特徴とする請求項5に記載の溶接装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011002482A JP5851694B2 (ja) | 2011-01-07 | 2011-01-07 | 円筒部溶接形成方法および溶接装置 |
| PCT/JP2011/080070 WO2012093612A1 (ja) | 2011-01-07 | 2011-12-26 | 円筒部溶接形成方法および溶接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011002482A JP5851694B2 (ja) | 2011-01-07 | 2011-01-07 | 円筒部溶接形成方法および溶接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012143769A true JP2012143769A (ja) | 2012-08-02 |
| JP5851694B2 JP5851694B2 (ja) | 2016-02-03 |
Family
ID=46457471
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011002482A Active JP5851694B2 (ja) | 2011-01-07 | 2011-01-07 | 円筒部溶接形成方法および溶接装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5851694B2 (ja) |
| WO (1) | WO2012093612A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024058958A (ja) * | 2022-10-17 | 2024-04-30 | 株式会社神戸製鋼所 | 造形物の製造方法及び積層計画方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103481005B (zh) * | 2013-08-21 | 2015-03-25 | 杭州电子科技大学 | 一种管道径向螺栓焊接对中辅助机构 |
| WO2015107716A1 (ja) * | 2014-01-14 | 2015-07-23 | 日本軽金属株式会社 | 液冷ジャケットの製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59229284A (ja) * | 1983-06-13 | 1984-12-22 | Ishikawajima Harima Heavy Ind Co Ltd | 三次元形状接続部の溶接方法 |
| JPS63140775A (ja) * | 1986-12-01 | 1988-06-13 | Mitsubishi Heavy Ind Ltd | 多管式熱交換器の補修法 |
| JPH02102492A (ja) * | 1988-10-11 | 1990-04-16 | Toshiba Corp | 長尺ハウジングの補修方法 |
| JPH03291167A (ja) * | 1990-04-05 | 1991-12-20 | Ishikawajima Harima Heavy Ind Co Ltd | 肉盛溶接用ジグおよび該ジグを用いた肉盛溶接工法 |
| JP2008130022A (ja) * | 2006-11-24 | 2008-06-05 | Daihen Corp | 産業用ロボット制御装置 |
-
2011
- 2011-01-07 JP JP2011002482A patent/JP5851694B2/ja active Active
- 2011-12-26 WO PCT/JP2011/080070 patent/WO2012093612A1/ja not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59229284A (ja) * | 1983-06-13 | 1984-12-22 | Ishikawajima Harima Heavy Ind Co Ltd | 三次元形状接続部の溶接方法 |
| JPS63140775A (ja) * | 1986-12-01 | 1988-06-13 | Mitsubishi Heavy Ind Ltd | 多管式熱交換器の補修法 |
| JPH02102492A (ja) * | 1988-10-11 | 1990-04-16 | Toshiba Corp | 長尺ハウジングの補修方法 |
| JPH03291167A (ja) * | 1990-04-05 | 1991-12-20 | Ishikawajima Harima Heavy Ind Co Ltd | 肉盛溶接用ジグおよび該ジグを用いた肉盛溶接工法 |
| JP2008130022A (ja) * | 2006-11-24 | 2008-06-05 | Daihen Corp | 産業用ロボット制御装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024058958A (ja) * | 2022-10-17 | 2024-04-30 | 株式会社神戸製鋼所 | 造形物の製造方法及び積層計画方法 |
| JP7794721B2 (ja) | 2022-10-17 | 2026-01-06 | 株式会社神戸製鋼所 | 造形物の製造方法及び積層計画方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012093612A1 (ja) | 2012-07-12 |
| JP5851694B2 (ja) | 2016-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10835981B2 (en) | Method for circumferential welding and a robotic welding system for circumferential welding | |
| US11766732B2 (en) | Systems and methods for automated root pass welding | |
| JP6335602B2 (ja) | レーザ溶接方法 | |
| CN104084678B (zh) | 接管与安全端环缝全位置钨极惰性气体保护焊焊接方法 | |
| JP6073297B2 (ja) | 金属の高速クラッディングのためのシステムおよび方法 | |
| JP5679923B2 (ja) | 自動溶接システムおよび自動溶接方法 | |
| WO2015036819A1 (en) | Tig welding system | |
| JP5851694B2 (ja) | 円筒部溶接形成方法および溶接装置 | |
| JP2010115700A (ja) | 狭開先溶接方法及び狭開先溶接装置 | |
| JP5622868B2 (ja) | セーフエンド用配管の溶接方法、固定治具および溶接装置 | |
| JP2010131639A (ja) | クラッド溶接方法 | |
| CN105414751A (zh) | 对接管件激光焊接装置及焊接方法 | |
| AU2021218633B2 (en) | Method for coaxially welding two tubes together. | |
| CN115194332A (zh) | 用于曲线焊缝的激光-tig电弧复合焊接装置及方法 | |
| JP6918895B2 (ja) | メッキ除去方法、溶接方法、溶接物、構造物 | |
| JP6955453B2 (ja) | 肉盛溶接方法 | |
| JP2017094338A (ja) | 肉盛溶接方法 | |
| JP2006000869A (ja) | 自動周溶接方法 | |
| KR101572145B1 (ko) | 서브머지드 아크 용접용 자동 용접장치 및 이를 이용한 용접 방법 | |
| JP7591479B2 (ja) | 缶体溶接装置および缶体溶接方法 | |
| JP6161988B2 (ja) | 燃料給油管の接続装置及び接続方法 | |
| CN119747811A (zh) | 大型风力发电装备筒体与法兰焊缝平面度保持的焊接方法 | |
| KR101160981B1 (ko) | 플럭스 코어드 와이어 제조 장치 | |
| JP5956394B2 (ja) | スリーブ管隅肉溶接方法及び配管 | |
| JPH0316224B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150331 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150528 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151203 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5851694 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |