JP2012145522A - 錠剤検査装置及びptp包装機 - Google Patents
錠剤検査装置及びptp包装機 Download PDFInfo
- Publication number
- JP2012145522A JP2012145522A JP2011005474A JP2011005474A JP2012145522A JP 2012145522 A JP2012145522 A JP 2012145522A JP 2011005474 A JP2011005474 A JP 2011005474A JP 2011005474 A JP2011005474 A JP 2011005474A JP 2012145522 A JP2012145522 A JP 2012145522A
- Authority
- JP
- Japan
- Prior art keywords
- tablet
- ptp
- film
- receiving hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
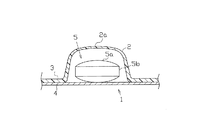
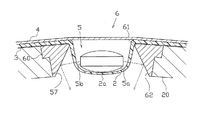
【解決手段】外観検査装置は、包装用フィルムにカバーフィルムが取着された後のPTPフィルム6において錠剤5の正面及び側面の外観異常を検査する。外観検査装置は、PTPフィルム6のポケット部2をポケット受け孔部57に嵌め込みつつ当該PTPフィルム6の搬送に伴い回転する回転ローラ20と、回転ローラ20の内部に配置され、ポケット部2に収容された錠剤5に対し光を照射する照明手段21と、回転ローラ20の内部にてポケット受け孔部57に向けて配置されたCCDカメラ22と、ポケット受け孔部57の周囲に取付けられ、錠剤5側面からの光をCCDカメラ22に向け反射する円錐ミラー60と、CCDカメラ22から出力される画像信号を処理する画像処理装置とを備えている。
【選択図】 図7
Description
前記PTPフィルムのポケット部に対応したポケット受け孔部を有し、当該ポケット受け孔部に前記ポケット部を嵌め込みつつ、前記PTPフィルムの搬送に伴い回転可能に設けられた筒状の回転体と、
前記回転体の所定回転位置にくる前記ポケット受け孔部に対応するように前記回転体の内部に配置され、当該ポケット受け孔部を介して前記回転体の内部に露出した前記ポケット部に収容された錠剤に対し当該ポケット部越しに光を照射可能な照明手段と、
前記所定回転位置にくる前記ポケット受け孔部に対向するように前記回転体の内部に配置され、前記光の照射された錠剤からの反射光を撮像可能な撮像手段と、
前記錠剤の側面全周から反射された光を受けて前記撮像手段へ向け出射する変向手段と、
前記撮像手段から出力される画像信号を処理する画像処理装置とを備え、
少なくとも前記錠剤の側面の外観異常を検査可能としたことを特徴とする錠剤検査装置。
装置の構造ひいてはその制御処理の複雑化を抑制すると共に、CCDカメラ22や照明手段21を回転ローラ20の内部に配置することにより、装置の小型化・コンパクト化を図ることができる。
Claims (5)
- PTPシートを製造するにあたり、光透過性を有する帯状の包装用フィルムに形成されたポケット部に錠剤が収容され、当該ポケット部を塞ぐように前記包装用フィルムに対し帯状のカバーフィルムが取着された後の帯状のPTPフィルムにおいて前記錠剤の検査を行う錠剤検査装置であって、
前記PTPフィルムのポケット部に対応したポケット受け孔部を有し、当該ポケット受け孔部に前記ポケット部を嵌め込みつつ、前記PTPフィルムの搬送に伴い回転可能に設けられた筒状の回転体と、
前記回転体の所定回転位置にくる前記ポケット受け孔部に対応するように前記回転体の内部に配置され、当該ポケット受け孔部を介して前記回転体の内部に露出した前記ポケット部に収容された錠剤に対し当該ポケット部越しに光を照射可能な照明手段と、
前記所定回転位置にくる前記ポケット受け孔部に対向するように前記回転体の内部に配置され、前記光の照射された錠剤からの反射光を撮像可能な撮像手段と、
前記錠剤の側面全周から反射された光を受けて前記撮像手段へ向け出射する変向手段と、
前記撮像手段から出力される画像信号を処理する画像処理装置とを備え、
少なくとも前記錠剤の側面の外観異常を検査可能としたことを特徴とする錠剤検査装置。 - 前記変向手段は、前記ポケット受け孔部の周囲に設けられた環状の鏡体又はプリズムであることを特徴とする請求項1に記載の錠剤検査装置。
- 前記撮像手段は、その撮像方向が真上を向くように設置されていることを特徴とする請求項1又は2に記載の錠剤検査装置。
- 前記回転体は、前記PTPフィルムに従動して回転することを特徴とする請求項1乃至3のいずれかに記載の錠剤検査装置。
- 請求項1乃至4のいずれかに記載の錠剤検査装置を備えたことを特徴とするPTP包装機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011005474A JP5331133B2 (ja) | 2011-01-14 | 2011-01-14 | 錠剤検査装置及びptp包装機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011005474A JP5331133B2 (ja) | 2011-01-14 | 2011-01-14 | 錠剤検査装置及びptp包装機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012145522A true JP2012145522A (ja) | 2012-08-02 |
| JP5331133B2 JP5331133B2 (ja) | 2013-10-30 |
Family
ID=46789205
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011005474A Active JP5331133B2 (ja) | 2011-01-14 | 2011-01-14 | 錠剤検査装置及びptp包装機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5331133B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103863618A (zh) * | 2012-12-18 | 2014-06-18 | Ckd株式会社 | Ptp片的制造装置和ptp片的制造方法 |
| JP7066026B1 (ja) | 2021-04-07 | 2022-05-12 | Ckd株式会社 | 検査装置、ブリスター包装機及びブリスターパックの製造方法 |
| KR20230032656A (ko) * | 2021-08-31 | 2023-03-07 | 한국전자통신연구원 | 유전자 증폭 장치 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6122804Y2 (ja) * | 1981-02-06 | 1986-07-09 | ||
| JPH0587744A (ja) * | 1991-03-01 | 1993-04-06 | Fujisawa Pharmaceut Co Ltd | 物品の表面検査方法およびそれに使用する装置 |
| JP2644141B2 (ja) * | 1992-06-08 | 1997-08-25 | シーケーディ株式会社 | 錠剤シート製造装置 |
| JPH1063846A (ja) * | 1996-08-20 | 1998-03-06 | Ckd Corp | 外観検査装置 |
| JP2000001260A (ja) * | 1998-06-16 | 2000-01-07 | Ckd Corp | 包装フィルムシール装置 |
| JP3276380B2 (ja) * | 1990-09-04 | 2002-04-22 | グラクソ、グループ、リミテッド | 粉末含有ブリスタパックの形成方法及び装置 |
| JP2003215047A (ja) * | 2002-01-17 | 2003-07-30 | Ckd Corp | 外観検査装置及び外観検査装置を備えたptp包装機 |
| JP2004028604A (ja) * | 2002-06-21 | 2004-01-29 | Ckd Corp | 錠剤の外観検査装置及びptp包装機 |
| JP2005241488A (ja) * | 2004-02-27 | 2005-09-08 | Sankyo:Kk | 直視面と非直視面とを同時に撮影する撮像装置並びにこれを適用した錠剤検査用撮像システム |
| JP3824955B2 (ja) * | 2002-03-19 | 2006-09-20 | シーケーディ株式会社 | Ptpシートの製造方法 |
| JP4181089B2 (ja) * | 2004-06-18 | 2008-11-12 | Tdk株式会社 | 外観検査用装置 |
| JP2009103487A (ja) * | 2007-10-22 | 2009-05-14 | Ckd Corp | Ptp包装機 |
| JP2010117263A (ja) * | 2008-11-13 | 2010-05-27 | Sumitomo Electric Ind Ltd | 異物検査装置 |
-
2011
- 2011-01-14 JP JP2011005474A patent/JP5331133B2/ja active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6122804Y2 (ja) * | 1981-02-06 | 1986-07-09 | ||
| JP3276380B2 (ja) * | 1990-09-04 | 2002-04-22 | グラクソ、グループ、リミテッド | 粉末含有ブリスタパックの形成方法及び装置 |
| JPH0587744A (ja) * | 1991-03-01 | 1993-04-06 | Fujisawa Pharmaceut Co Ltd | 物品の表面検査方法およびそれに使用する装置 |
| JP2644141B2 (ja) * | 1992-06-08 | 1997-08-25 | シーケーディ株式会社 | 錠剤シート製造装置 |
| JPH1063846A (ja) * | 1996-08-20 | 1998-03-06 | Ckd Corp | 外観検査装置 |
| JP2000001260A (ja) * | 1998-06-16 | 2000-01-07 | Ckd Corp | 包装フィルムシール装置 |
| JP2003215047A (ja) * | 2002-01-17 | 2003-07-30 | Ckd Corp | 外観検査装置及び外観検査装置を備えたptp包装機 |
| JP3824955B2 (ja) * | 2002-03-19 | 2006-09-20 | シーケーディ株式会社 | Ptpシートの製造方法 |
| JP2004028604A (ja) * | 2002-06-21 | 2004-01-29 | Ckd Corp | 錠剤の外観検査装置及びptp包装機 |
| JP2005241488A (ja) * | 2004-02-27 | 2005-09-08 | Sankyo:Kk | 直視面と非直視面とを同時に撮影する撮像装置並びにこれを適用した錠剤検査用撮像システム |
| JP4181089B2 (ja) * | 2004-06-18 | 2008-11-12 | Tdk株式会社 | 外観検査用装置 |
| JP2009103487A (ja) * | 2007-10-22 | 2009-05-14 | Ckd Corp | Ptp包装機 |
| JP2010117263A (ja) * | 2008-11-13 | 2010-05-27 | Sumitomo Electric Ind Ltd | 異物検査装置 |
Non-Patent Citations (1)
| Title |
|---|
| 石榑克範: ""医薬向けPTP包装における画像検査について"", 包装技術, vol. 第44巻、第11号, JPN6013036129, 1 November 2006 (2006-11-01), JP, pages 860 - 862, ISSN: 0002588753 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103863618A (zh) * | 2012-12-18 | 2014-06-18 | Ckd株式会社 | Ptp片的制造装置和ptp片的制造方法 |
| JP7066026B1 (ja) | 2021-04-07 | 2022-05-12 | Ckd株式会社 | 検査装置、ブリスター包装機及びブリスターパックの製造方法 |
| WO2022215296A1 (ja) * | 2021-04-07 | 2022-10-13 | Ckd株式会社 | 検査装置、ブリスター包装機及びブリスターパックの製造方法 |
| JP2022160774A (ja) * | 2021-04-07 | 2022-10-20 | Ckd株式会社 | 検査装置、ブリスター包装機及びブリスターパックの製造方法 |
| KR20230032656A (ko) * | 2021-08-31 | 2023-03-07 | 한국전자통신연구원 | 유전자 증폭 장치 |
| KR102667763B1 (ko) | 2021-08-31 | 2024-05-22 | 한국전자통신연구원 | 유전자 증폭 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5331133B2 (ja) | 2013-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6778754B2 (ja) | ガラス容器の焼傷検査装置 | |
| JP6298033B2 (ja) | 外観検査装置 | |
| JP4374051B2 (ja) | 物品の外観検査装置および表面検査装置 | |
| JP6411599B1 (ja) | ブリスター包装機 | |
| JP5895575B2 (ja) | 軟質製袋品の品質検査装置 | |
| JP7382519B2 (ja) | ガラスびんの検査方法及びガラスびんの製造方法並びにガラスびんの検査装置 | |
| JP6772071B2 (ja) | 検査装置 | |
| JP5331133B2 (ja) | 錠剤検査装置及びptp包装機 | |
| JP6796704B2 (ja) | 容器の検査装置及び容器の検査方法 | |
| JP6613353B2 (ja) | 外観検査装置及びブリスター包装機 | |
| JP5159237B2 (ja) | ガラス容器を検査する装置 | |
| JP2019174150A (ja) | ガラス容器の欠陥検査方法、欠陥検査装置、およびガラス容器検査機 | |
| JP5425387B2 (ja) | ガラス容器を検査するための機械 | |
| JP5959430B2 (ja) | ボトルキャップの外観検査装置及び外観検査方法 | |
| JP2005345423A (ja) | 容器検査装置 | |
| JP3761313B2 (ja) | 錠剤の外観検査方法と錠剤の外観検査装置とブリスタシート包装機 | |
| JP4684172B2 (ja) | 外観検査装置及びptpシートの製造装置 | |
| JP2005010036A (ja) | 外観検査装置 | |
| JP4368813B2 (ja) | 検査装置及びptp包装機 | |
| JP4477516B2 (ja) | 検査装置及びptp包装機 | |
| JP5155082B2 (ja) | 円筒体の表面検査装置 | |
| JP4684173B2 (ja) | 外観検査装置及びptpシートの製造装置 | |
| JP7389523B1 (ja) | 卵表面検査装置 | |
| JP4266887B2 (ja) | 果菜類の検査装置 | |
| JP2010060500A (ja) | 円筒体の表面検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120816 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130723 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130726 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5331133 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |