JP2012148506A - 積層材 - Google Patents
積層材 Download PDFInfo
- Publication number
- JP2012148506A JP2012148506A JP2011009545A JP2011009545A JP2012148506A JP 2012148506 A JP2012148506 A JP 2012148506A JP 2011009545 A JP2011009545 A JP 2011009545A JP 2011009545 A JP2011009545 A JP 2011009545A JP 2012148506 A JP2012148506 A JP 2012148506A
- Authority
- JP
- Japan
- Prior art keywords
- wood
- plastic
- plastic working
- specific gravity
- core material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002648 laminated material Substances 0.000 title claims abstract description 97
- 229920003023 plastic Polymers 0.000 claims abstract description 706
- 239000004033 plastic Substances 0.000 claims abstract description 706
- 239000011162 core material Substances 0.000 claims abstract description 353
- 239000002023 wood Substances 0.000 claims abstract description 333
- 239000011120 plywood Substances 0.000 claims abstract description 276
- 239000008207 working material Substances 0.000 claims abstract description 264
- 230000005484 gravity Effects 0.000 claims abstract description 177
- 238000012545 processing Methods 0.000 claims description 185
- 238000007605 air drying Methods 0.000 claims description 115
- 238000005520 cutting process Methods 0.000 claims description 59
- 238000005056 compaction Methods 0.000 claims description 34
- 239000011122 softwood Substances 0.000 claims description 31
- 239000000463 material Substances 0.000 abstract description 176
- 238000013461 design Methods 0.000 abstract description 42
- 238000007596 consolidation process Methods 0.000 abstract description 41
- 238000010438 heat treatment Methods 0.000 abstract description 14
- 239000010410 layer Substances 0.000 description 203
- 239000002344 surface layer Substances 0.000 description 114
- 239000000853 adhesive Substances 0.000 description 47
- 230000001070 adhesive effect Effects 0.000 description 47
- 241000218645 Cedrus Species 0.000 description 45
- 101100186604 Saccharomyces cerevisiae (strain ATCC 204508 / S288c) NCW2 gene Proteins 0.000 description 45
- 241000218631 Coniferophyta Species 0.000 description 42
- 238000009408 flooring Methods 0.000 description 30
- 238000007906 compression Methods 0.000 description 29
- 230000006835 compression Effects 0.000 description 28
- 231100000241 scar Toxicity 0.000 description 27
- 208000032544 Cicatrix Diseases 0.000 description 26
- 230000008859 change Effects 0.000 description 26
- 230000037387 scars Effects 0.000 description 26
- 238000004519 manufacturing process Methods 0.000 description 24
- 241000218691 Cupressaceae Species 0.000 description 23
- 239000000835 fiber Substances 0.000 description 22
- 230000000694 effects Effects 0.000 description 16
- 230000007613 environmental effect Effects 0.000 description 16
- 238000010586 diagram Methods 0.000 description 14
- 238000000034 method Methods 0.000 description 12
- 238000009413 insulation Methods 0.000 description 11
- 238000005304 joining Methods 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 230000002093 peripheral effect Effects 0.000 description 8
- 238000003825 pressing Methods 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 7
- 238000000576 coating method Methods 0.000 description 7
- 238000005336 cracking Methods 0.000 description 7
- 238000010030 laminating Methods 0.000 description 7
- 238000005452 bending Methods 0.000 description 6
- 210000002421 cell wall Anatomy 0.000 description 6
- 238000012360 testing method Methods 0.000 description 6
- 238000001816 cooling Methods 0.000 description 5
- 239000000498 cooling water Substances 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 241000894007 species Species 0.000 description 5
- 238000011160 research Methods 0.000 description 4
- 210000004027 cell Anatomy 0.000 description 3
- 230000008602 contraction Effects 0.000 description 3
- 238000012937 correction Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 239000013013 elastic material Substances 0.000 description 3
- 238000002474 experimental method Methods 0.000 description 3
- 238000011835 investigation Methods 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 101000911772 Homo sapiens Hsc70-interacting protein Proteins 0.000 description 2
- 101001139126 Homo sapiens Krueppel-like factor 6 Proteins 0.000 description 2
- 244000088415 Raphanus sativus Species 0.000 description 2
- 235000006140 Raphanus sativus var sativus Nutrition 0.000 description 2
- 229920002522 Wood fibre Polymers 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- HNPDNOZNULJJDL-UHFFFAOYSA-N ethyl n-ethenylcarbamate Chemical compound CCOC(=O)NC=C HNPDNOZNULJJDL-UHFFFAOYSA-N 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 239000012948 isocyanate Substances 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- 238000007781 pre-processing Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 239000002025 wood fiber Substances 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 241000278701 Acacia mangium Species 0.000 description 1
- 235000017631 Acacia mangium Nutrition 0.000 description 1
- 241001070941 Castanea Species 0.000 description 1
- 235000014036 Castanea Nutrition 0.000 description 1
- 240000005109 Cryptomeria japonica Species 0.000 description 1
- 240000000731 Fagus sylvatica Species 0.000 description 1
- 235000010099 Fagus sylvatica Nutrition 0.000 description 1
- 241000796765 Gmelina <amphipod> Species 0.000 description 1
- 241000587161 Gomphocarpus Species 0.000 description 1
- 241000282821 Hippopotamus Species 0.000 description 1
- 241000218652 Larix Species 0.000 description 1
- 235000005590 Larix decidua Nutrition 0.000 description 1
- 241000218314 Liriodendron tulipifera Species 0.000 description 1
- 101100290014 Oryza sativa subsp. japonica MADS16 gene Proteins 0.000 description 1
- 235000000405 Pinus densiflora Nutrition 0.000 description 1
- 240000008670 Pinus densiflora Species 0.000 description 1
- 241000219000 Populus Species 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000011094 fiberboard Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 235000020989 red meat Nutrition 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images







Landscapes
- Veneer Processing And Manufacture Of Plywood (AREA)
- Laminated Bodies (AREA)
Abstract
【解決手段】木材の厚みが加熱状態で圧縮され、圧密加工されて気乾比重を0.7以上とした表層塑性加工材SPWと、表層塑性加工材SPWの対向面の木目の長さ方向が互いに直交し、かつ、対向面の木目の長さ方向が互いに直交するように積層接着され、単板Wの厚みを2mm〜5mmの範囲内として表層塑性加工材SPWの片面に接合された内層合板IPWと、木材の厚みが加熱状態で圧縮され、圧密加工されて気乾比重を0.5以上とし、内層合板IPWがの表層塑性加工材SPW側の対向面の木目の長さ方向が互いに直交するように接合した1枚以上からなる塑性加工芯材NCWを具備するものである。
【選択図】図5
Description
ところが、木材の価格は一般に、元の木材の体積を基準として流通しており、木材の圧密加工にかかる種々の費用を加味して算出される価格は、圧縮して高密度化することで低下した木材の体積に見合うだけの付加価値が認められないことから余り高く設定できない。
このため、このように圧縮して高密度化された木材は、圧縮が施されていない基材(合板)との組み合わせによる積層構造として製品化されることが多かった。
一方、我が国においては、適宜計画伐採や間伐等で比較的安定に入手し易い環境下にあり、再生産が容易にできるスギ材等の針葉樹の有効活用が求められている。その背景には、特に1940年代に盛んに植林されたスギ材等の針葉樹の成長が進んでその伐採時期になったが、国内林業の衰退、林業離れもあって、それら針葉樹が放置されている状態となっていることにもある。
なお、特許文献1においては、下層に所定の抗張力及び防湿性を有する裏打ち層を設けることによって、床材の有害なカップ量を小さくする技術が記載されている。かかる手段では周囲環境の乾燥による変化に対応できず、裏打ち層との接着面に大きなストレスがかかってクラックが生じやすくなる可能性がある。また、裏打ち層を設ける場合、一段とコストが高くなってしまう。
そこで、本出願人はかかる不具合を解決すべく、傷跡や凹みが付き難く、十分な強度や剛性を有し、また、製品化後に周囲環境条件が変化した場合における寸法形状変化を防止でき、更に、低コスト化及び製造の容易化が可能であり、スギ材、ヒノキ材等の針葉樹の有効活用を図ることができる積層材を特許文献2として提供した。
このようにして、傷跡や凹みが付き難く、十分な強度や剛性を有し、また、製品化後に周囲環境条件が変化した場合における寸法形状変化を防止でき、更に、低コスト化及び製造の容易化が可能であり、スギ材、ヒノキ材等の針葉樹の有効活用を図ることができる積層材とするものである。
ここで、上記表層塑性加工材とは、板の木取りにより得た木材の繊維方向に対して垂直方向に加えた外力によって、前記木材を加熱状態で圧縮し、圧密加工により気乾比重を2倍以上としたもので、その上限は木材の樹種に応じた厚密加工の圧縮限界である。
また、上記内層合板とは、前記表層塑性加工材の接合する対向面の繊維方向が互いに直交するように非圧縮の針葉樹をロータリーレースで回転させながら周方向に切削し、厚みを2mm〜5mmの範囲内の単板を1枚以上積層接着したものであり、単板が1枚以上であればよく、奇数枚または偶数枚とすることができる。
そして、上記塑性加工芯材とは、板の木取りにより得た木材の繊維方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、圧密加工により気乾比重を1.5倍以上で、かつ、気乾比重を0.5以上とし、前記内層合板の反表層塑性加工材側の接合する対向面の木目の長さ方向が互いに直交するように接合した1枚以上の奇数枚または偶数枚とするものである。特に、前記表層塑性加工材と前記塑性加工芯材は互いにカップ方向(反り方向)を異にして接合するのが望ましい。ここで、前記表層塑性加工材と前記塑性加工芯材は、圧密加工を行った材料であり、その特徴からカップ量が大きくなるので、年輪の中心よりも外側に位置する木表面側と年輪の中心側に位置する木裏面側とを対向させ、互いのカップ方向を異にし、互いのカップ量を打ち消すように相殺するものである。
即ち、表層塑性加工材の木表面側と塑性加工芯材の木裏面側を対向した配置にするか、逆に、表層塑性加工材の木裏面側と塑性加工芯材の木表面側を対向した配置にされる。また、木材の繊維方向は表層塑性加工材及び塑性加工芯材及び内層合板の各枚ごとに直交するように配設される。
なお、圧密加工により気乾比重を2倍以上で、かつ、気乾比重を0.7以上とは、圧密加工により気乾比重を2倍以上に大きくすることであり、圧密加工により気乾比重を0.7以上とすることを意味する。したがって、圧密加工により気乾比重を0.7以上にできないもの、気乾比重を0.7以上にならないものは含まれないことを意味する。
ここで、上記表層塑性加工材とは、板の木取りにより得た木材の繊維方向に対して垂直方向に加えた外力によって、前記木材を加熱状態で圧縮し、圧密加工され、圧密加工により気乾比重を2倍以上で、かつ、気乾比重を0.7以上としたものである。
また、上記塑性加工芯材とは、板の木取りにより得た木材の繊維方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、圧密加工により気乾比重を1.5倍以上で、かつ、気乾比重を0.5以上とし、前記表層塑性加工材側の接合する対向面の木目の長さ方向が互いに直交するように接合した1枚以上の奇数枚または偶数枚とするものである。特に、前記表層塑性加工材と前記塑性加工芯材は互いにカップ方向を異にして接合するのが望ましい。
ここで、前記表層塑性加工材と前記塑性加工芯材は、圧密加工を行った材料であり、その特徴からカップ量が大きくなるので、年輪の中心よりも外側に位置する木表面側と年輪の中心側に位置する木裏面側とを対向させ、互いのカップ方向を異にし、互いのカップ量を打ち消すように相殺するのが望ましい。即ち、表層塑性加工材の木表面側と塑性加工芯材の木裏面側を対向した配置にするか、逆に、表層塑性加工材の木裏面側と塑性加工芯材の木表面側を対向した配置にされる。また、木材の繊維方向は表層塑性加工材及び塑性加工芯材及び内層合板の各枚ごとに直交するように配設される。
そして、上記内層合板とは、前記塑性加工芯材の対向面の繊維方向が互いに直交するように非圧縮の針葉樹を回転させながら切削してなる厚みを2mm〜5mmの範囲内の単板を1枚以上積層接着したものであり、単板が1枚以上であればよく、奇数枚または偶数枚とすることができる。
なお、通常、表層塑性加工材及び塑性加工芯材及び内層合板の全体の枚数が偶数枚で形成されるが、奇数枚であってもよい。また、木材の繊維方向は表層塑性加工材及び塑性加工芯材及び内層合板の各枚ごとに直交するように配設される。
ここで、上記表層塑性加工材とは、木材の繊維方向に対して垂直方向に加えた外力によって、前記木材を加熱状態で圧縮し、圧密加工により気乾比重を2倍以上で、かつ、気乾比重を0.7以上としたものである。
また、上記塑性加工芯材とは、共に板の木取りにより得た木材の繊維方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、圧密加工により気乾比重を1.5倍以上で、かつ、気乾比重を0.5以上とし、前記表層塑性加工材または前記内層合板と接合する対向面の木目の長さ方向が互いに直交するように接合した1枚以上の奇数枚または偶数枚とするものである。特に、前記表層塑性加工材と少なくとも直接接合する塑性加工芯材は互いにカップ方向を異にするのが望ましい。即ち、表層塑性加工材の木表面側と塑性加工芯材の木裏面側を対向した配置にするか、逆に、表層塑性加工材の木裏面側と塑性加工芯材の木表面側を対向した配置にされる。ここで、前記表層塑性加工材と前記塑性加工芯材は、圧密加工を行った材料であり、その特徴からカップ量が大きくなるので、年輪の中心よりも外側に位置する木表面側と年輪の中心側に位置する木裏面側とを対向させると、互いのカップ方向を異にし、互いのカップ量を打ち消すように相殺可能となる。勿論、他の塑性加工芯材(裏面側塑性加工芯材)も、前記表層塑性加工材と直接接合する塑性加工芯材と互いにカップ方向を同一にするのが望ましい。
そして、上記内層合板とは、前記塑性加工芯材の接合する対向面の木目の長さ方向が互いに直交するように非圧縮の針葉樹を回転させながら周方向に切削してなる単板が少なくとも1枚以上積層接着され、かつ、前記単板の厚みを2mm〜5mmの範囲内として前記塑性加工芯材の前記接合する対向面に接合されたものである。
なお、通常、表層塑性加工材及び塑性加工芯材及び内層合板の全体の枚数が偶数枚で形成されるが、奇数枚であってもよい。また、木材の繊維方向は表層塑性加工材及び塑性加工芯材及び内層合板の各枚ごとに直交するように配設される。
ここで、上記表層塑性加工材とは、板の木取りにより得た木材の繊維方向に対して垂直方向に加えた外力によって、前記木材を加熱状態で圧縮し、圧密加工により気乾比重を2倍以上で、かつ、気乾比重を0.7以上としたものである。
また、上記内側の内層合板または上記外側の内層合板とは、前記塑性加工芯材の接合する対向面の木目の長さ方向が互いに直交するように非圧縮の針葉樹をロータリーレースで回転させながら周方向に切削してなる単板が少なくとも1枚以上積層接着され、かつ、前記単板の厚みを2mm〜5mmの範囲内として前記表層塑性加工材の前記対向面に接合されたものである。
そして、上記塑性加工芯材とは、板の木取りにより得た木材の繊維方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、圧密加工により気乾比重を1.5倍以上で、かつ、気乾比重を0.5以上とし、内側内層合板側の接合する対向面の木目の長さ方向が互いに直交するように接合した1枚以上の奇数枚または偶数枚とするものである。特に、前記表層塑性加工材と前記塑性加工芯材は互いにカップ方向を異にして接合するのが望ましい。即ち、表層塑性加工材の木表面側と隣接する塑性加工芯材の木裏面側を対向した配置にするか、逆に、表層塑性加工材の木裏面側と隣接する塑性加工芯材の木表面側を対向した配置にされる。ここで、前記表層塑性加工材と前記塑性加工芯材は、圧密加工を行った材料であり、その特徴からカップ量が大きくなるので、年輪の中心よりも外側に位置する木表面側と年輪の中心側に位置する木裏面側とを対向させ、互いのカップ方向を異にし、互いのカップ量を打ち消すように相殺するものである。
更に、内側の内層合板及び外側の内層合板とは、前記塑性加工芯材の接合する対向面の木目の長さ方向が互いに直交するように非圧縮の針葉樹をロータリーレースで回転させながら切削してなる単板が少なくとも1枚以上積層接着され、かつ、前記単板の厚みを2mm〜5mmの範囲内として前記塑性加工芯材の両側の面に接合したものである。
なお、通常、表層塑性加工材及び塑性加工芯材及び内層合板の全体の枚数が偶数枚で形成されるが、奇数枚であってもよい。また、木材の繊維方向は表層塑性加工材及び塑性加工芯材及び内層合板の各枚ごとに直交するように配設される。
ここで、前記表層塑性加工材と前記塑性加工芯材は、圧密加工を行った材料であり、その特徴からカップ量が大きくなるので、年輪の中心よりも外側に位置する木表面側と年輪の中心側に位置する木裏面側とを対向させ、互いのカップ方向を異にし、互いのカップ量を打ち消すように相殺するものである。
なお、上記表層塑性加工材の気乾比重は、最終的には、樹種や、コストや、必要とされる硬度・耐摩耗性等を考慮して設定されるが、気乾比重を大きくするために圧縮率を余りに高くすると木材を構成する繊維が破壊されてクラックが生じ商品性が失われることになるから、高圧縮によりクラックが発生する直前に測定される気乾比重の値が最大値となる。因みに、本発明者らの実験研究によれば、スギ材やヒノキ材等の針葉樹を用いた場合には約1.2が上記気乾比重の上限であることが判明している。したがって、本発明における気乾比重の最大値は、樹種等によって決定される有限値である。また、上記気乾比重の数値は、厳格であることを要求するものではなくて概ねであり、当然、測定等により誤差を含む概略値であり、数割の誤差を否定するものではない。
このように、表層塑性加工材は、木材の木目の長さ方向に対して垂直方向の加熱圧縮により、厚み全体が圧縮され、圧密加工により気乾比重を2倍以上で、かつ、気乾比重を0.7以上としたものであるから、表層塑性加工材における細胞壁を構成する成分の構造が密となって硬度や耐摩耗性等が著しく向上しており、意匠面に傷跡や凹みが極めて付き難くなっている。
また、表層塑性加工材に対向して塑性加工芯材が設けられており、例えば、表層塑性加工材の木表面側と隣接する塑性加工芯材の木裏面側を対向した配置にするか、逆に、表層塑性加工材の木裏面側と隣接する塑性加工芯材の木表面側を対向した配置にされているから、積層材の全枚数が奇数枚のときに両者は互いにカップ方向が相殺され、表層塑性加工材の意匠面にでてくるカップ量が小さくなり、床材に使用しても狂いが僅少である。また、偶数枚のときに両者は互いにカップ方向が生じ難い組み合わせてであり、表層塑性加工材の意匠面にでてくるカップ量が小さくなり、床材に使用しても狂いが僅少である。
そして、前記表層塑性加工材に接合される内層合板は、複数枚の非圧縮の針葉樹の単板が互いの木目の長さ方向が直交するように接着されて複数枚積層され、かつ、単板の厚みが2mm〜5mmの範囲内にあることから、比重が小さくて強度や剛性が小さいという針葉樹の単板の欠点が補完されて、荷重等の外力が加えられた場合でもクラックが生じることがなく十分な強度や剛性を有すると共に、周囲環境条件の変化によって各針葉樹の単板を変形させようとする力(膨張収縮力)が生じても、各針葉樹の単板が相互に作用しあって打ち消し合うことでバランスがとれ、寸法形状変化が防止される。また、内層合板の寸法形状変化が防止されることで、内層合板の表層塑性加工材への影響も少なくて表層塑性加工材とのバランスもよく、特に、この内層合板は表層塑性加工材に両者の接合面において互いの木目の長さ方向が直交するように接合されていることから、内層合板と表層塑性加工材とが相互に作用し合って一段と良好なバランスとなり、積層材全体の寸法形状変化が防止される。この要因は、発明者らの究明により、前記表層塑性加工材と塑性加工芯材に接合されている内層合板は、前記表層塑性加工材と塑性加工芯材によって内層合板の吸湿性を阻止するから、カップ量が少なくなることが確認された。
更に、このように表層塑性加工材及び内層合板及び塑性加工芯材の3種類の加工木材によって傷跡や凹みの付き難さ、十分な強度及び剛性を確保し、寸法形状変化を防止しているため、低コスト化及び製造の容易化を図ることが可能である。また、表層塑性加工材と塑性加工芯材との間に内層合板を配置したものであるから、所定の厚みの積層材が得られ、しかも、内層合板の厚みによって任意の弾性とすることができる。
特に、表層塑性加工材と塑性加工芯材が逆表面に形成され、木表面と木裏面とを対向させているから、互いのカップ量に対して補正を行う力に対して内層合板による緩衝が入るから、比較的吸湿性のない材料及びにカップ量の弱いものに対して好適である。
加えて、本発明の積層材を釘を使用してフローリング、腰板等として張り合わせるとき、表層塑性加工材を傷つけることなく張り合わせが可能であり、また、釘によって内層合板及び塑性加工芯材が止められ、しかも釘を打ち込む位置が柔らかいので正確に釘を打ち込める。
このようにして、傷跡や凹みが付き難く、十分な強度や剛性、弾性を有し、また、製品化後に周囲環境条件が変化した場合におけるカップ量を含む寸法形状変化を防止でき、更に、低コスト化及び製造の容易化が可能であり、スギ材、ヒノキ材等の針葉樹の有効活用を図ることができる積層材となる。
このように、表層塑性加工材は、木材の木目の長さ方向に対して垂直方向に加えた外力により、厚み全体が圧縮され、圧密加工により気乾比重を2倍以上で、かつ、気乾比重を0.7以上としたものであるから、表層塑性加工材における細胞壁を構成する成分の構造が密となって硬度や耐摩耗性等が著しく向上しており、傷跡や凹みが極めて付き難くなっている。
また、表層塑性加工材に対向して塑性加工芯材が設けられており、積層材の全枚数が奇数枚のときに両者は互いにカップ方向が相殺され、表層塑性加工材の意匠面にでてくるカップ量が小さくなり、床材に使用しても狂いが僅少である。また、偶数枚のときに両者は互いにカップ方向が生じ難い組み合わせであり、表層塑性加工材の意匠面にでてくるカップ量が小さくなり、床材に使用しても狂いが僅少である。特に、表層塑性加工材と塑性加工芯材を対向させて接着させているから、両者の歪力等は表層塑性加工材と塑性加工芯材との2種類の間でカップ量を少なくし、かつ、その塑性加工芯材側に内層合板を重ね合わせるものであるから、内層合板にストレスが入り難くなり、また、表層塑性加工材と塑性加工芯材とのカップ量の平衡をとり易くしている。
そして、前記塑性加工芯材に接合される内層合板は、複数枚の非圧縮の針葉樹の単板が互いの木目の長さ方向が直交するように接着されて複数枚積層され、かつ、単板の厚みが2mm〜5mmの範囲内にあることから、比重が小さくて強度や剛性が小さいという針葉樹の単板の欠点が補完されて、荷重等の外力が加えられた場合でもクラックが生じることがなく十分な強度や剛性を有すると共に、周囲環境条件の変化によって各針葉樹の単板にそれを変形させようとする力(膨張収縮力)が生じても、各針葉樹の単板が相互に作用しあって打ち消し合うことでバランスがとれ、寸法形状変化が防止される。また、内層合板の寸法形状変化が防止されることで、内層合板から表層塑性加工材への影響も少なくて表層塑性加工材とのバランスもよく、特に、この内層合板は表層塑性加工材に両者の接合面において互いの木目の長さ方向が直交するように接合されていることから、内層合板と表層塑性加工材とが相互に作用し合って一段と良好なバランスとなり、積層材全体の寸法形状変化が防止される。
更に、このように表層塑性加工材及び塑性加工芯材及び内層合板の3種類の加工木材によって傷跡や凹みの付き難さ、十分な強度及び剛性を確保し、寸法形状変化を防止しているため、低コスト化及び製造の容易化を図ることが可能である。また、表層塑性加工材と塑性加工芯材との間に内層合板を配置したものであるから、所定の厚みの積層材が得られ、しかも、内層合板の厚みによって任意の弾性とすることができる。
特に、表層塑性加工材と塑性加工芯材が直接表層塑性加工材の木表面側と隣接する塑性加工芯材の木裏面側、逆に、表層塑性加工材の木裏面側と隣接する塑性加工芯材の木表面側を対向して接合しているから、互いのカップ方向を直接相殺させて補正を行うものであり、その間に緩衝が介在していないから、比較的癖の強いものでも表層塑性加工材と塑性加工芯材の厚み等で調節するのに好適である。そして、内層合板が塑性加工芯材に接合されているから、塑性加工芯材側の機械的強度を中心に表層塑性加工材のカップ方向及びカップ量の修正を行うことができる。
更に、本発明の積層材は釘を使用してフローリング、腰板等として張り合わせるとき、表層塑性加工材を傷つけることなく張り合わせが可能である。
このようにして、傷跡や凹みが付き難く、十分な強度や剛性、弾性を有し、また、製品化後に周囲環境条件が変化した場合におけるカップ量を含む寸法形状変化を防止でき、更に、低コスト化及び製造の容易化が可能であり、スギ材、ヒノキ材等の針葉樹の有効活用を図ることができる積層材となる。
このように、表層塑性加工材は、木材の木目の長さ方向に対して垂直方向に加えた外力により、厚み全体が圧縮され、圧密加工により気乾比重を2倍以上で、かつ、気乾比重を0.7以上としたものであるから、表層塑性加工材における細胞壁を構成する成分の構造が密となって硬度や耐摩耗性等が著しく向上しており、傷跡や凹みが極めて付き難くなっている。
また、表層塑性加工材に対向して塑性加工芯材が設けられており、両者は互いにカップ方向が相殺される方向、即ち、表層塑性加工材の木表面側と隣接する塑性加工芯材の木裏面側を対向した配置、逆に、表層塑性加工材の木裏面側と隣接する塑性加工芯材の木表面側を対向した配置に重ねることによって、表層塑性加工材の意匠面にでてくるカップ量が小さくなり、床材に使用しても狂いが僅少である。特に、表層塑性加工材と塑性加工芯材を対向させて接着させているから、両者の歪力等は表層塑性加工材と塑性加工芯材との2種類の間で相殺され、かつ、その塑性加工芯材側に内層合板を重ね合わせるものであるから、内層合板にストレスが入り難い。即ち、積層材の全枚数が奇数枚のときに両者は互いにカップ方向が相殺され、表層塑性加工材の意匠面にでてくるカップ量が小さくなり、床材に使用しても狂いが僅少である。また、偶数枚のときに両者は互いにカップ方向が生じ難い組み合わせであり、表層塑性加工材の意匠面にでてくるカップ量が小さくなり、床材に使用しても狂いが僅少である。この要因は、発明者らの究明により、前記表層塑性加工材及び塑性加工芯材と塑性加工芯材(裏面側塑性加工芯材)に接合されている内層合板は、前記塑性加工芯材と塑性加工芯材(裏面側塑性加工芯材)によって内層合板の吸湿性を阻止するから、カップ量が少なくなることが確認された。
そして、前記塑性加工芯材に接合される内層合板は、複数枚の非圧縮の針葉樹の単板が互いの木目の長さ方向が直交するように接着されて複数枚積層され、かつ、単板の厚みが2mm〜5mmの範囲内にあることから、比重が小さくて強度や剛性が小さいという針葉樹の単板の欠点が補完されて、荷重等の外力が加えられた場合でもクラックが生じることがなく十分な強度や剛性を有すると共に、周囲環境条件の変化によって各針葉樹の単板にそれを変形させようとする力(膨張収縮力)が生じても、各針葉樹の単板が相互に作用しあって打ち消し合うことでバランスがとれ、寸法形状変化が防止される。また、内層合板の寸法形状変化が防止されることで、内層合板から表層塑性加工材への影響も少なくて表層塑性加工材とのバランスもよく、特に、この内層合板は表層塑性加工材に両者の接合面において互いの木目の長さ方向が直交するように接合されていることから、内層合板と表層塑性加工材とが相互に作用し合って一段と良好なバランスとなり、積層材全体の寸法形状変化が防止される。
更に、このように表層塑性加工材及び塑性加工芯材及び内層合板及び裏面側塑性加工芯材の4種類、基本的には、表層塑性加工材及び塑性加工芯材(裏面側塑性加工芯材)及び内層合板の3種類の加工木材によって傷跡や凹みの付き難さ、十分な強度及び剛性を確保し、寸法形状変化を防止しているため、低コスト化及び製造の容易化を図ることが可能である。また、表層塑性加工材及び塑性加工芯材と裏面側塑性加工芯材との間に内層合板を配置したものであるから、所定の厚みの積層材が得られ、しかも、内層合板の厚みによって任意の弾性とすることができる。
特に、表層塑性加工材と塑性加工芯材が直接、木表面と木裏面とを対向させて接合しているから、互いのカップ方向を直接相殺させて補正を行うものであり、緩衝が介在していないから、比較的癖の強いものでも表層塑性加工材と塑性加工芯材の厚み等で調節するのに好適である。また、表層塑性加工材に対して裏層塑性加工材が逆面に形成されているから、互いのカップ量に対して補正を行う力に緩衝が入るから、比較的小さいカップ量の調整もできる。即ち、積層材の全枚数が奇数枚のときに両者は互いにカップ方向が相殺され、表層塑性加工材の意匠面にでてくるカップ量が小さくなり、床材に使用しても狂いが僅少である。また、偶数枚のときに両者は互いにカップ方向が生じ難い組み合わせであり、表層塑性加工材の意匠面にでてくるカップ量が小さくなり、床材に使用しても狂いが僅少である。
加えて、本発明の積層材を釘を使用してフローリング、腰板等として張り合わせるとき、表層塑性加工材を傷つけることなく張り合わせが可能であり、また、釘によって止められる個所が柔らかいので正確に釘を打ち込める。また、釘の頭部と下地との間に適当な弾性を持たせることができる。しかも、釘止めは、他の塑性加工芯材、裏面側塑性加工芯材を貫通して行われるから安定した釘止めが可能となる。
このようにして、傷跡や凹みが付き難く、十分な強度や剛性、弾性を有し、また、製品化後に周囲環境条件が変化した場合におけるカップ量を含む寸法形状変化を防止でき、更に、低コスト化及び製造の容易化が可能であり、スギ材、ヒノキ材等の針葉樹の有効活用を図ることができる積層材となる。
このように、表層塑性加工材は、木材の木目の長さ方向に対して垂直方向に加えた外力により、厚み全体が圧縮され、圧密加工により気乾比重を2倍以上で、かつ、気乾比重を0.7以上としたものであるから、表層塑性加工材における細胞壁を構成する成分の構造が密となって硬度や耐摩耗性等が著しく向上しており、傷跡や凹みが極めて付き難くなっている。
また、表層塑性加工材に対向して内側の内層合板を介して塑性加工芯材が設けられており、表層塑性加工材と塑性加工芯材とを互いにカップ量を少なくする方向、即ち、表層塑性加工材の木表面側と隣接する塑性加工芯材の木裏面側を対向した配置にするか、逆に、表層塑性加工材の木裏面側と隣接する塑性加工芯材の木表面側を対向した配置に重ねることによって、積層材の全枚数が奇数枚のときに両者は互いにカップ方向が相殺され、表層塑性加工材の意匠面にでてくるカップ量が小さくなり、床材に使用しても狂いが僅少である。また、偶数枚のときに両者は互いにカップ方向が生じ難い組み合わせであり、表層塑性加工材の意匠面にでてくるカップ量が小さくなり、床材に使用しても狂いが僅少である。この要因は、発明者らの究明により、前記表層塑性加工材と塑性加工芯材に接合されている内側の内層合板は、前記表層塑性加工材と塑性加工芯材によって内側の内層合板の吸湿性を阻止するから、カップ量が少なくなることが確認された。
特に、表層塑性加工材と塑性加工芯材を対向、その間に内側の内層合板が接合されているから、両者の歪力等は表層塑性加工材と1枚の塑性加工芯材との2種類の間で少なくし、かつ、その塑性加工芯材側に内側の内層合板を重ね合わせるものであるから、他の塑性加工芯材にストレスが入り難い。
なお、本発明では、塑性加工芯材が対になっており、一方の塑性加工芯材の木表面側と隣接する他方の塑性加工芯材の木裏面側を対向配置にするか、一方の塑性加工芯材の木裏面側と隣接する他方の塑性加工芯材の木表面側を対向した配置にすると、2枚の塑性加工芯材を芯としてカップ量を相殺させておけば、表層塑性加工材の意匠面にでてくるカップ量を小さくすることができる。したがって、一方の塑性加工芯材の木表面側と隣接する塑性加工芯材の木裏面側を対向した配置、他方の塑性加工芯材の木裏面側と隣接する塑性加工芯材の木表面側を対向した配置に拘束されるものではない。
そして、前記塑性加工芯材に接合される内側内層合板及び外側内層合板は、複数枚の非圧縮の針葉樹の単板が互いの木目の長さ方向が直交するように接着されて複数枚積層され、かつ、単板の厚みが2mm〜5mmの範囲内にあることから、比重が小さくて強度や剛性が小さいという針葉樹の単板の欠点が補完されて、荷重等の外力が加えられた場合でもクラックが生じることがなく十分な強度や剛性を有すると共に、周囲環境条件の変化によって各針葉樹の単板にそれを変形させようとする力(膨張収縮力)が生じても、各針葉樹の単板が相互に作用し、打ち消し合うことでバランスがとれて、寸法形状変化が防止される。また、内側内層合板及び外側内層合板の寸法形状変化が、その間の塑性加工芯材で防止されることで、表層塑性加工材への影響も少なくて表層塑性加工材と塑性加工芯材とのバランスもよく、特に、この内側内層合板及び外側内層合板は塑性加工芯材の両接合面において互いの木目の長さ方向が直交するように接合されていることから、内側内層合板及び外側内層合板と表層塑性加工材とが相互に作用し合って一段と良好なバランスとなり、積層材全体の寸法形状変化が防止される。
更に、このように表層塑性加工材及び内側内層合板及び塑性加工芯材及び外側内層合板の4種類の、基本的には、表層塑性加工材及び内側内層合板(外側内層合板)及び塑性加工芯材の4種類の加工木材によって傷跡や凹みの付き難さ、十分な強度及び剛性を確保し、寸法形状変化を防止しているため、低コスト化及び製造の容易化を図ることが可能である。また、表層塑性加工材と塑性加工芯材との間に内側内層合板を配置したものであるから、所定の厚みの積層材が得られ、しかも、内側内層合板及び外側内層合板の厚みによって任意の弾性とすることができる。
特に、表層塑性加工材と塑性加工芯材が間接的に接合しているから、互いのカップ量に対して緩衝するから間接的に補正を行うことになり、比較的癖の弱いもので、表層塑性加工材と塑性加工芯材の厚み、内側内層合板及び外側内層合板の厚み、材料等で調節するのに好適である。また、表層塑性加工材に対して裏層塑性加工材が逆面に形成されているから、互いのカップ量に対して補正を行う力に緩衝が入るから、比較的小さいカップ量の調整もできる。積層材の全枚数が奇数枚のときに両者は互いにカップ方向が相殺され、表層塑性加工材の意匠面にでてくるカップ量が小さくなり、床材に使用しても狂いが僅少である。また、偶数枚のときに両者は互いにカップ方向が生じ難い組み合わせであり、表層塑性加工材の意匠面にでてくるカップ量が小さくなり、床材に使用しても狂いが僅少である。
加えて、本発明の積層材を釘を使用してフローリング、腰板等として張り合わせるとき、表層塑性加工材を傷つけることなく張り合わせが可能であり、また、釘によって止められる個所が柔らかいので正確に釘を打ち込める。また、釘の頭部と下地との間に適当な弾性を持たせることができる。
このようにして、傷跡や凹みが付き難く、十分な強度や剛性、弾性を有し、また、製品化後に周囲環境条件が変化した場合におけるカップ量を含む寸法形状変化を防止でき、更に、低コスト化及び製造の容易化が可能であり、スギ材、ヒノキ材等の針葉樹の有効活用を図ることができる積層材となる。
なお、実施の形態において、同一の記号及び同一の符号は同一または相当する部分及び機能を意味し、各実施の形態相互の同一の記号及び同一の符号は、それら実施の形態1に共通する機能部分であるから、ここでは重複する詳細な説明を省略する。
まず、本発明の実施の形態1の積層材について、図1乃至図10を参照して説明する。
最初に、本実施の形態にかかる積層材を構成する表層塑性加工材SPWを製造する手順について、まず、図1乃至図3を参照して説明する。
本実施の形態1では、プレス盤10の上プレス盤10A及び下プレス盤10Bで形成される内部空間IS内を加熱するためにバルブV4に接続された配管12を用いて高温の水蒸気を導入しているが、この他、高周波加熱、マイクロ波加熱等を用いることも可能である。特に、木材に対する高周波加熱は、マイクロ波による誘電過熱よりも、マイクロ波よりも若干周波数の低い高周波で、木材の中心から加熱する方法が好適である。
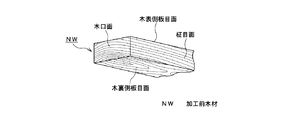
勿論、本発明を実施する場合には、プレス盤10にてプレス圧縮される面は、木目の長さ方向にある木口面以外であれば柾目面でもよく、板目面側をプレス圧縮するかまたは柾目面側をプレス圧縮するかの加熱圧縮の方向性は加工前木材NWの種類等が考慮され、加熱圧縮の際に木目の座屈変形が抑えられて目割れが発生し難い方向に選定される。
ここで、本実施の形態1においては、表層塑性加工材SPWの原材料となる加工前木材NWは、スギ材からなるものであり、前以って板の木取りにより得た所定の寸法(厚み・幅・長さ)に製材されたものである。図3に示すように、この加工前木材NWは、通常、木口面(2面)、板目面(木表及び木裏の2面)、柾目面(2面)を有しており、本実施の形態1においては、木目の長さ方向に対して垂直方向で年輪の内側の平面となる板目面の木裏側をプレス盤10の下プレス盤10Bに載置した。
なお、このように、本実施の形態1においては、加工前木材NWの表裏面に上プレス盤10A及び下プレス盤10Bが面接触し、密閉状態の内部空間ISに保持されるため、加工前木材NWは、厚み全体が十分に加熱され、効率よく圧縮変形されることになる。
さらに、上プレス盤10A及び下プレス盤10Bによる加熱圧縮から冷却圧縮へと移行する直前に、蒸気圧制御処理としてバルブV5が開状態とされることで配管口13a、配管13を通って内部空間ISからドレン配管14側に高温高圧の水蒸気が排出される。
そして、最後に、図2(f)に示すように、固定側の下プレス盤10Bに対して上プレス盤10Aを上昇させ、内部空間ISから仕上がり品である表層塑性加工材SPWが取出されることで一連の処理工程が終了する。
なお、本実施の形態1においては、蒸気圧を制御したのち、徐々に解圧して内部蒸気圧を開放し、また、冷却によって木材内の水蒸気圧を下げて定着させるので、冷却圧縮を解除したときに膨らみ変形やパンクと呼ばれる表面割れのない表層塑性加工材SPWを形成できる。即ち、本実施の形態1の表層塑性加工材SPWは、圧縮解除後に膨らみ変形や表面割れを生じることがなくて安定した品質が確保されている。本実施の形態1では、上プレス盤10A及び下プレス盤10Bを用いて圧縮し、定着して表層塑性加工材SPWを得ているが、本発明を実施する場合には、通常の電子レンジが使用するマイクロ波の周波数帯域よりも若干周波数の低い高周波で誘電加熱して加工前木材NWを加熱圧縮し、定着しても、表層塑性加工材SPWを得ることができる。
硬度、摩耗深さ及び曲げヤング係数について測定を行った供試体は、スギ材を上述のよう圧密加工してその気乾比重を0.74(供試体1)、または、0.91(供試体2)としたものである。また、比較のために、圧密加工前の元のスギ材(供試体3)について、更には、圧密加工してもその気乾比重が0.7以下のもの(供試体4、供試体5)についても同様に測定を行った。それらの測定結果を表1の下段にまとめて示す。

硬度H=P/10・・・(1)
摩耗深さD=(m1−m2)/A・ρ・・・(2)
Eb=ΔP・L3/48・I・Δy・・・(3)
ここで、
Eb:曲げヤング係数〔N/mm2〕(kgf/cm2)、
ΔP:比例域における上限荷重と下限荷重との差〔N〕(kgf)、
Δy:ΔPに対応するスパン中央のたわみ(mm)、
I:断面2次モーメントI=bh3/12(mm4)、
L:スパン(mm)、
b:試験体の幅(mm)、
h:試験体の高さ(mm)
である。
これより、圧密加工によってスギ材の気乾比重を0.7以上とした本実施の形態1にかかる表層塑性加工材SPWは、集中荷重や衝撃荷重を受けやすい床材等の表層部分を構成するものとして、意匠面としても傷跡や凹みが付き難いことが確認された。
塑性加工芯材NCWの製造は、基本的に表層塑性加工材SPWと同一であるので省略するが、一般に、圧密加工により気乾比重を1.5倍以上と低く設定することにより、ひび割れ等をなくし、加工性を良くし、必要な硬度及び剛性が得られる。
即ち、塑性加工芯材NCWについても、木材の木目の長さ方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、圧密加工により気乾比重を1.5倍以上したものであり、表層塑性加工材SPWが圧密加工により気乾比重を2倍以上としたものであるのに対して、塑性加工芯材NCWは圧密加工されてスギ材の気乾比重を0.5以上としたものである。スギ材の気乾比重を0.5以上では適当な硬度10〔N/mm2〕が得られている。
即ち、塑性加工芯材NCWは、木材の木目の長さ方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、それを1枚以上、例えば、2枚以上の対向面の木目の長さ方向が互いに直交するように接合したものとすることができる。圧密加工によって気乾比重を0.7以上とした表層塑性加工材SPWと、圧密加工されて気乾比重を0.5以上とした塑性加工芯材NCWとを重ね合わせてもよい。
特に、2枚以上からなる表層塑性加工材SPWと塑性加工芯材NCWは、互いのカップ方向を逆にすることで相殺し、製品化後の周囲環境条件の変化における寸法変化率を少なくするものである。
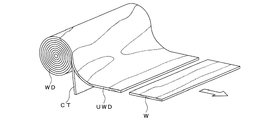
内層合板IPWの製造は、ロータリーレースと呼ばれる原木丸太WDから刃物CTによって大根のかつら剥きと同様の周方向の剥きを行う装置を用いて、スギ材等の針葉樹の原木丸太WDの中心を軸芯として回転させ、その外周側に所定幅の刃物CTを当て、所謂、かつら剥き同様の薄板からなる連続単板UWDが作られる。即ち、原木丸太WDは大根のかつら剥きのように所定の厚みで連続した薄板となる。この連続単板UWDを所定の長さにカットし、乾燥させることで単板Wが作られる。
次に、所定の寸法に切断した単板Wに接着剤を塗布し、繊維方向を互い違い(90度の違い)に重ねてホットプレスし、単板Wの堆積物を作成する。この堆積物に熱と圧力を加えて、接着剤を完全に硬化させて内層合板IPWが製造される。
この際、非圧縮の針葉樹を回転させながら切削してなる単板Wは、少なくとも1枚以上、対向面の木目の長さ方向が互いに直交するように積層接着され、単板Wの厚みを2mm〜5mmの範囲内として積層したものである。
また、内層合板IPWとしての厚みは、本実施の形態においては、表層塑性加工材SPWとの接合面、または塑性加工芯材NCWとの接合面において、針葉樹の単板Wの厚みの一方の面を平滑面として接合強度を増しているが、本発明を実施する場合には、接着材の種類及びその接着剤の層の厚みによって、全体の厚み及び接合強度が自在に設定できるので、本発明を実施する場合には、それに拘束されるものではない。
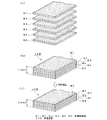
まず、針葉樹であるスギ材からなる原木丸太WDがロータリーレースで切削されて厚みが平均で約2.57mmとなったスギ材からなる針葉樹の単板W(W1,W2,W3,W4,W5,W6)が6枚用意され、図5(a)及び図5(b)に示すように、互いの木目の長さ方向が直交するようにして積層接着される。このとき、本実施の形態1において、図5(b)に示すように、針葉樹の単板W(W1,W2,W3,W4,W5,W6)が6枚積層されたものの厚みは、全体で約15mmとなっている。
本実施の形態1では、針葉樹の単板W(W1,W2,W3,W4,W5,W6)が6枚からなるものであるが、本発明を実施する場合には2枚以上であればよい。表層塑性加工材SPW及び/または塑性加工芯材NCWの厚み、枚数によって、単板Wの枚数を決定することができる。
また、互いの木表面側同士または木裏面側同士が対向するように接着されることによって、ロータリーレースの切削により発生した単板の裏割れ面同士が対向すると共に、裏割れが発生していない面同士が対向するため、接着面における平面性が良好なものとなり、安定した接合性を確保することが可能となる。
なお、針葉樹の単板Wが2mm〜5mmとの値は、発明者等の実験研究によってロータリーレースを使用した場合の原木丸太WDの切削が可能であり、所定の機械的強度が得られる針葉樹の単板Wの厚みは、2mm〜5mmの範囲内であることが確認されたことから、これに基づいて設定したものである。
因みに、本実施の形態1にかかる内層合板IPWの構成とすることで、厚みが通常0.3mm〜2mmであるラワン単板を用いて同じ構成とした場合と強度や剛性が同等以上となることが本発明者らの実験研究によって確認されている。なお、従来、ラワン合板を床材の内層部分に使用する場合、合板全体の厚みは約12mm程度であった。
本実施の形態1の積層材LW1は、図6(a)及び図6(b)に示すように、圧密加工されてスギ材の気乾比重を0.7以上とした表層塑性加工材SPWの片面側に、接着剤を介して針葉樹の単板W1が木目の長さ方向が、互いに直交するように接合して形成した内層合板IPWを単板W1の切削加工された面側の木目の長さ方向が表層塑性加工材SPWの木目の長さ方向と直交するようにして接合し、また、単板W6の切削加工された面側の木目の長さ方向が塑性加工芯材NCWの木目の長さ方向と直交するようにして接合したものである。
勿論、本発明を実施する場合には、木材相互間を機械的に結合する手段や、接続手段によって表層塑性加工材SPWと内層合板IPWと、内層合板IPWと塑性加工芯材NCWとを接合することも可能であるが、接着剤使用の場合、接着剤の塗布という簡単な作業で両者を接合できるという利点がある。
勿論、本発明を実施する場合には、針葉樹の単板の枚数は6枚に限定されるものではなく、学童机やダイニングテーブルの天板等に用いる場合のように比較的大きい厚みが必要とされることもあるから、必要とされる強度や剛性、使用に供する用途等を考慮して設定される。
なお、非圧縮の内層合板IPWは表層塑性加工材SPWよりも柔らかく、上述の如く、表層塑性加工材SPWのスギ材、ヒノキ材の気乾比重を0.7以上とすることで硬度等が顕著に増加するために表層塑性加工材SPWの厚みを薄くできることから、内層合板IPWによる木材本来の緩衝機能を引き出すことが可能であり、内層合板IPWによる木材本来の防音効果や断熱効果をも期待できる。
また、非圧縮の内層合板IPWは塑性加工芯材NCWよりも柔らかく、上述の如く、塑性加工芯材NCWの気乾比重を0.5以上とすることで硬度等が増加するために塑性加工芯材NCWの厚みを薄くできることから、内層合板IPWによる木材本来の緩衝機能を引き出すことが可能であり、内層合板IPWによる木材本来の防音効果や断熱効果をも期待できる。加えて、表層塑性加工材SPWのカップ量を塑性加工芯材NCWで相殺することができる。
ここで、周囲環境条件が変化した場合における本実施の形態2にかかる積層材LW2について、図7を参照して説明する。
本実施の形態2の積層材LW2は、図7(a)及び図7(b)に示すように、圧密加工されて気乾比重を0.7以上とした表層塑性加工材SPWの片面側に、木目の長さ方向を表層塑性加工材SPWの木目の長さ方向と直交するようにして塑性加工芯材NCWを接着剤で接合したものである。
塑性加工芯材NCWの反対側の面には、単板W1の切削加工された面側の木目の長さ方向が塑性加工芯材NCWの木目の長さ方向と直交するようにして接合した6枚の単板W(W1,〜,W6)からなる内層合板IPWが接合されている。
そして、内層合板IPWは、木材本来の特性によって集中荷重や衝撃荷重を受ける床材、デッキ材、腰板材等の弾性材として機能する。このように、表層塑性加工材SPWの木表面側に塑性加工芯材NCWの木裏面側または木表面側表層塑性加工材SPWの木裏面側に塑性加工芯材NCWの木表面側を対向させることによりカップ方向を互いに逆とし、そのカップ量を相殺することができる。
また、塑性加工芯材NCWから釘を打ち込んだとしても、内層合板IPWで接合されているから、内層合板IPWを貫通するので、ひび割れや裂けることがなく、目的の下地に釘止めすることができる。
また、非圧縮の内層合板IPWは塑性加工芯材NCWよりも柔らかく、上述の如く、圧密加工により塑性加工芯材NCWの気乾比重を1.5倍以上とすることで硬度等が増加するために塑性加工芯材NCWの厚みを薄くできることから、内層合板IPWによる木材本来の緩衝機能を引き出すことが可能であり、内層合板IPWによる木材本来の防音効果や断熱効果をも期待できる。加えて、表層塑性加工材SPWのカップ量を塑性加工芯材NCWで相殺することができる。
本実施の形態3にかかる積層材LW3について、図8を参照して説明する。
本実施の形態3の積層材LW3は、図8(a)及び図8(b)に示すように、圧密加工されて気乾比重を0.7以上とした表層塑性加工材SPWの片面側に、木目の長さ方向を表層塑性加工材SPWの木目の長さ方向と直交するようにして塑性加工芯材NCW1を接着剤で接合したものである。塑性加工芯材NCW1の反対側の面には、単板W1の切削加工された面側の木目の長さ方向が塑性加工芯材NCW1の木目の長さ方向と直交するようにして接合した6枚の単板W(W1,〜,W6)からなる内層合板IPW、内層合板IPWの単板W6側には、塑性加工芯材NCW2が接合されている。
なお、表層塑性加工材SPW及び塑性加工芯材NCW1及び内層合板IPW及び裏面側塑性加工芯材としての塑性加工芯材NCW2は、接着剤を介在させ図示しないホットプレスによる圧締で一体に接合されたものである。
また、塑性加工芯材NCW1から釘を打ち込んだとしても、内層合板IPWで接合されているから、内層合板IPWを貫通するので、塑性加工芯材NCW2ひび割れや裂けることがなく、目的の下地に釘止めすることができる。
本実施の形態4にかかる積層材LW4について、図9を参照して説明する。
本実施の形態4の積層材LW4は、図9(a)及び図9(b)に示すように、圧密加工により気乾比重を2倍以上とした表層塑性加工材SPWの片面側に、木目の長さ方向を表層塑性加工材SPWの木目の長さ方向と直交するように2枚の単板W(W1,W2)からなり、互いの木目の長さ方向を逆とした内側の内層合板IPW1を接合する。そして、2枚の単板W(W1,W2)からなる内層合板IPW1には、2枚の互いの木目長方向を及び木表面側と木裏面側とを互いに逆とした塑性加工芯材NCW1及び塑性加工芯材NCW2を接合し、更に、塑性加工芯材NCW2の下側の木目の長さ方向と直交するように2枚の単板W(W3,W4)からなる外側の内層合板(裏面側塑性加工芯材)IPW2で構成されている。
また、塑性加工芯材NCW2側から釘を打ち込んだとしても、内層合板IPW1で接合されているから、内層合板IPW1を貫通するので、塑性加工芯材NCW1にひび割れや裂けが生ずることなく、目的の下地に釘止めすることができる。
試験結果を図10に示す。積層材LW1乃至積層材LW4からなる製品と内層合板IPW、内層合板IPW1及び内層合板IPW2とを比較する。
まず、全体のサイズが、厚み(T)18m×幅(W)105mm×長さ(L)600mmの積層材LW1乃至積層材LW4を用いた。厚みを約3mmとしたスギ材からなる表層塑性加工材SPWは、圧密加工によりその気乾比重を約0.7としている。また、塑性加工芯材NCW、塑性加工芯材NCW1または塑性加工芯材NCW2は、厚みを約2mmとしたスギ材からなり、圧密加工によりその気乾比重を約0.5としている。内層合板IPWを約15mm、内層合板IPW1及び内層合板IPW2を各約5mmとした。
まず、最初に被試験体を60℃の環境下で24時間乾燥させ、その後、温度20℃、湿度80%の環境下で72時間吸湿させた。
しかし、図10(b)に示すように、内層合板IPW、内層合板IPW1及び内層合板IPW2に貼った圧密材の表層塑性加工材SPWの影響が大きく、カップ反りが発生することが確認される。ここで、実施の形態2に対応するものは、比較的カップ量が大きくなっている。即ち、実施の形態1の積層材LW1では、表層塑性加工材SPWと塑性加工芯材NCWで内層合板IPWを挟持しているから、発明者らの究明により、表層塑性加工材SPWと塑性加工芯材NCWで内層合板IPWによって内層合板IPWの吸湿性を阻止し、その結果、表層塑性加工材SPWと及び塑性加工芯材NCWのカップ量が少なくなることが確認された。
勿論、実施の形態1で表層塑性加工材SPWと塑性加工芯材NCWのカップ量が相殺され、また、実施の形態2で表層塑性加工材SPWと塑性加工芯材NCWで、実施の形態3で塑性加工芯材NCW1と塑性加工芯材NCW2で、実施の形態4は表層塑性加工材SPWと塑性加工芯材NCW1で、何れも、カップ量が相殺されるから、カップ量が抑えられていることも確認できる。
発明者等の実験によると、内層合板IPW、内層合板IPW1を偶数枚にしても、奇数枚にしても略同一の試験結果を得ることができた。
WD 原木丸太
SPW 表層塑性加工材
NCW,NCW1,NCW2 塑性加工芯材
W,W1,〜,W6 単板
IPW, IPW1,IPW2 内層合板
LW1,LW2,LW3,LW4 積層材
Claims (5)
- 板の木取りによって得た木材の木目の長さ方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、圧密加工により気乾比重を2倍以上で、かつ、気乾比重を0.7以上とした表層塑性加工材と、
前記表層塑性加工材の対向面の木目の長さ方向が互いに直交し、かつ、非圧縮の針葉樹を回転させながら切削してなる単板が少なくとも1枚以上で、対向面の木目の長さ方向が互いに直交するように積層接着され、前記単板の厚みを2mm〜5mmの範囲内として前記表層塑性加工材の片面に接合された内層合板と、
板の木取りによって得た木材の木目の長さ方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、圧密加工により気乾比重を1.5倍以上で、かつ、気乾比重を0.5以上とし、前記内層合板の反表層塑性加工材側の対向面の木目の長さ方向が互いに直交するように接合した1枚以上からなる塑性加工芯材と
を具備することを特徴とする積層材。 - 板の木取りによって得た木材の木目の長さ方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、圧密加工により気乾比重を2倍以上で、かつ、気乾比重を0.7以上とした表層塑性加工材と、
板の木取りによって得た木材の木目の長さ方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、圧密加工により気乾比重を1.5倍以上で、かつ、気乾比重を0.5以上とし、前記表層塑性加工材の対向面の木目の長さ方向が互いに直交するように接合した1枚以上からなる塑性加工芯材と、
前記塑性加工芯材の対向面の木目の長さ方向が互いに直交し、かつ、非圧縮の針葉樹を回転させながら切削してなる単板が少なくとも1枚以上で、対向面の木目の長さ方向が互いに直交するように積層接着され、前記単板の厚みを2mm〜5mmの範囲内として前記塑性加工芯材の片面に接合された内層合板と
を具備することを特徴とする積層材。 - 板の木取りによって得た木材の木目の長さ方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、圧密加工により気乾比重を2倍以上で、かつ、気乾比重を0.7以上とした表層塑性加工材と、
板の木取りによって得た木材の木目の長さ方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、圧密加工により気乾比重を1.5倍以上で、かつ、気乾比重を0.5以上とし、前記表層塑性加工材の対向面の木目の長さ方向が互いに直交するように接合した1枚以上からなる塑性加工芯材と、
前記塑性加工芯材の対向面の木目の長さ方向が互いに直交し、かつ、非圧縮の針葉樹を回転させながら切削してなる単板が少なくとも1枚以上で、対向面の木目の長さ方向が互いに直交するように積層接着され、前記単板の厚みを2mm〜5mmの範囲内として前記塑性加工芯材の片面に接合された内層合板と、
板の木取りによって得た木材の木目の長さ方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱圧縮され、圧密加工により気乾比重を1.5倍以上で、かつ、気乾比重を0.5以上とし、前記内層合板の対向面の木目の長さ方向が互いに直交するように接合した1枚以上からなる他の塑性加工芯材と
を具備することを特徴とする積層材。 - 板の木取りによって得た木材の木目の長さ方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、圧密加工により気乾比重を2倍以上で、かつ、気乾比重を0.7以上とした表層塑性加工材と、
前記表層塑性加工芯材の対向面の木目の長さ方向が互いに直交し、かつ、非圧縮の針葉樹を回転させながら切削してなる単板が少なくとも1枚以上で、対向面の木目の長さ方向が互いに直交するように積層接着され、前記単板の厚みを2mm〜5mmの範囲内として前記表層塑性加工材の片面に接合された内側の内層合板と、
板の木取りによって得た木材の木目の長さ方向に対して垂直方向に加えた外力によって、前記木材の厚みが加熱状態で圧縮され、圧密加工により気乾比重を1.5倍以上で、かつ、気乾比重を0.5以上とし、前記内側内層合板の対向面の木目の長さ方向が互いに直交するように接合した1枚以上からなる塑性加工芯材と、
前記塑性加工芯材の対向面の木目の長さ方向が互いに直交し、かつ、非圧縮の針葉樹を回転させながら切削してなる単板が少なくとも1枚以上で、対向面の木目の長さ方向が互いに直交するように積層接着され、前記単板の厚みを2mm〜5mmの範囲内として前記表層塑性加工材の片面に接合された外側の内層合板と
を具備することを特徴とする積層材。 - 前記表層塑性加工材と前記塑性加工芯材は、互いにカップ方向を異にすることを特徴とする請求項1乃至請求項4のいずれか1つに記載の積層材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011009545A JP2012148506A (ja) | 2011-01-20 | 2011-01-20 | 積層材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011009545A JP2012148506A (ja) | 2011-01-20 | 2011-01-20 | 積層材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012148506A true JP2012148506A (ja) | 2012-08-09 |
Family
ID=46791260
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011009545A Pending JP2012148506A (ja) | 2011-01-20 | 2011-01-20 | 積層材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012148506A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015045139A (ja) * | 2013-08-27 | 2015-03-12 | 株式会社井村木工場 | 床構造およびその施工方法 |
| CN104608211A (zh) * | 2015-02-06 | 2015-05-13 | 寿光市鲁丽木业有限公司 | 一种芯层超厚的胶合板及其制备工艺 |
| JP2017077673A (ja) * | 2015-10-20 | 2017-04-27 | 朝日ウッドテック株式会社 | 床材用針葉樹合板およびその製造方法、ならびに、床材 |
| CN111688290A (zh) * | 2020-06-22 | 2020-09-22 | 广西融水中杉文化科技开发有限公司 | 全杉木生态细木工板及其制作方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003205503A (ja) * | 2002-01-11 | 2003-07-22 | Mywood 2 Kk | 積層材 |
| JP2004107905A (ja) * | 2002-09-13 | 2004-04-08 | Asahi Woodtec Corp | 床材 |
-
2011
- 2011-01-20 JP JP2011009545A patent/JP2012148506A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003205503A (ja) * | 2002-01-11 | 2003-07-22 | Mywood 2 Kk | 積層材 |
| JP2004107905A (ja) * | 2002-09-13 | 2004-04-08 | Asahi Woodtec Corp | 床材 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015045139A (ja) * | 2013-08-27 | 2015-03-12 | 株式会社井村木工場 | 床構造およびその施工方法 |
| CN104608211A (zh) * | 2015-02-06 | 2015-05-13 | 寿光市鲁丽木业有限公司 | 一种芯层超厚的胶合板及其制备工艺 |
| CN104608211B (zh) * | 2015-02-06 | 2016-04-06 | 寿光市鲁丽木业股份有限公司 | 一种芯层超厚的胶合板及其制备工艺 |
| JP2017077673A (ja) * | 2015-10-20 | 2017-04-27 | 朝日ウッドテック株式会社 | 床材用針葉樹合板およびその製造方法、ならびに、床材 |
| CN111688290A (zh) * | 2020-06-22 | 2020-09-22 | 广西融水中杉文化科技开发有限公司 | 全杉木生态细木工板及其制作方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101524858B (zh) | 一种超厚竹木复合板材及其制造方法 | |
| US20220134715A1 (en) | Wood laminate material and method for manufacturing same | |
| EP3544778B1 (en) | Coated multi-ply wood panel and method of producing a core board | |
| JP2012148506A (ja) | 積層材 | |
| EP2944461B1 (en) | Method for making a panel of laminated veneer lumber and/or laminated veneer board for outdoor usage | |
| WO2018143004A1 (ja) | 複合圧密合板 | |
| JP2012111129A (ja) | 積層材 | |
| CN105500474A (zh) | 一种胶合木及其生产方法与应用 | |
| JP2018003358A (ja) | 木質複合基材および床材 | |
| JP2012111128A (ja) | 積層材 | |
| JP2012000998A (ja) | 塑性加工木材の製造方法 | |
| JP2011251486A (ja) | 積層塑性加工木材 | |
| JP5138080B2 (ja) | 塑性加工木材 | |
| CN101412232A (zh) | 一种集装箱木地板及其生产工艺 | |
| JP5208828B2 (ja) | 構造用合板の製造方法 | |
| CN205466591U (zh) | 一种胶合木 | |
| JP2004107905A (ja) | 床材 | |
| JP2016087816A (ja) | 成形合板の製造方法 | |
| GÁBORÍK et al. | Selected mechanical properties of lightened plywood | |
| JP6944225B1 (ja) | 積層塑性加工木材 | |
| JP2010030092A (ja) | 繊維複合基材及びその製造方法 | |
| JP2011251485A (ja) | 塑性加工木材 | |
| JP3715977B2 (ja) | 大型木質積層板及びその製造方法 | |
| JP7830609B2 (ja) | 床材用基材、床材及び床材の製造方法 | |
| WO2025094524A1 (ja) | 木質積層板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121220 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141023 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141202 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150421 |