JP2012151064A - 電極捲回装置および電池の製造方法 - Google Patents
電極捲回装置および電池の製造方法 Download PDFInfo
- Publication number
- JP2012151064A JP2012151064A JP2011010688A JP2011010688A JP2012151064A JP 2012151064 A JP2012151064 A JP 2012151064A JP 2011010688 A JP2011010688 A JP 2011010688A JP 2011010688 A JP2011010688 A JP 2011010688A JP 2012151064 A JP2012151064 A JP 2012151064A
- Authority
- JP
- Japan
- Prior art keywords
- electrode plate
- defective
- winding
- positive electrode
- negative electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
Abstract
【解決手段】 電極捲回装置2000は,正極板巻き出し部2001と,負極板巻き出し部2002と,セパレータ巻き出し部2003,2004と,捲回部2005aと,制御部2500とを有している。また,欠陥部分センサ2211,2212と,欠陥部分除去装置2221,2222とを有している。電極捲回装置2000は,正極板Pの一巻分と負極板Nの一巻分とのいずれにも欠陥部分Xが含まれていない場合に,正極板Pと負極板Nとセパレータとを捲回して捲回電極体100を製作する。一方,正極板Pの一巻分と負極板Nの一巻分とのいずれかに欠陥部分Xが含まれている場合に,その欠陥部分Xを欠陥部分除去装置2221,2222により除去した後に,捲回電極体100を製作する。
【選択図】図7
Description
本実施の形態に係るバッテリは,円筒型のリチウムイオン二次電池である。図2に,本形態のバッテリ10の断面図を示す。バッテリ10は,図2に示すように,電池容器本体11および蓋12からなる電池容器により密閉されたものである。バッテリ10には,捲回電極体100と,正極集電板110と,負極集電板120とが内蔵されている。また,電池容器本体11の内部には電解液が注入されている。
ここで,正極板Pや負極板Nに欠陥部分がある場合に,その欠陥部分を除去する方法について説明する。ここで説明する欠陥部分の除去方法は,電極捲回装置にて実行される。図6は,本形態における欠陥部分の除去方法を説明するための概念図である。
3−1.電極捲回装置の構成(その1)
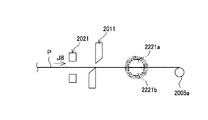
本形態の電極捲回装置2000の概略構成を図7に示す。電極捲回装置2000は,図7に示すように,正極板Pと負極板NとセパレータS,Tとを捲回して,一巻の捲回電極体100を連続的に製造するための装置である。図7では,電極捲回装置2000の各部が実線で,捲回に供される各部材が破線で描かれている。
また,電極捲回装置2000は,図7に示すように,欠陥部分センサ2211と,欠陥部分除去装置2221と,欠陥部分センサ2212と,欠陥部分除去装置2222とを有している。そして,制御部2500を有している。
図8は,図7から正極板Pの搬送経路のみを取り出して描いた構成図である。図8には,図7では省略していた各部も描かれている。図8には,電極捲回装置2000の構成要素として,図7に示したものの他に,イオナイザ2051と,EPCレバー2053と,EPCセンサ2054と,ダンサーロール2055と,静電気センサ2056とが描かれている。
図9は,電極捲回装置2000における欠陥部分除去装置2221の周辺を示す平面図である。図9では,搬送される正極板Pを破線で表している。欠陥部分除去装置2221は,図9に示すように,正極板Pの搬送経路側(ライン側)と,壁2300を挟んだ電極捲回装置2000の裏側とに位置することができるようになっている。つまり,欠陥部分除去装置2221は,図9中の矢印H1の向きに移動するのである。この移動機構として,シリンダやボールねじ等の公知のスライド機構を用いればよい。欠陥部分除去装置2221は,通常時には電極捲回装置2000の裏側の位置に位置している(図9の二点鎖線)。そして,正極板Pから欠陥部分Xを除去する際には,正極板Pの搬送経路側の位置に位置している(図9の実線)。
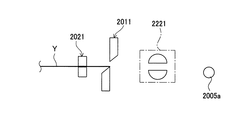
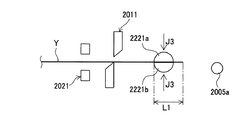
続いて,電極捲回装置2000における具体的な欠陥部分の除去手順について図12〜図19により説明する。ここで,図6に示したように,N巻目の捲回電極体100を製作した後に,捲回軸2005aに供給する正極板Pに欠陥部分Xがある場合について説明する。この場合には,欠陥部分除去装置2221は,前述のとおり,正極板Pの欠陥部分Xおよび欠陥部分前方箇所Yを除去する。以下にその手順を示す。
LXY = L1 + L2 + L3×R
L1:欠陥部分前方箇所Yの先端の位置から欠陥部分除去装置2221の把持している後端の位置までの距離
L2:欠陥部分除去装置2221の左端の位置から正極板用カッター2011の位置までの距離
L3:欠陥部分除去装置2221の周長
R :欠陥部分除去装置2221の回転数
6−1.制御フロー
ここで,電極捲回装置2000の制御フローについて図20のフローチャートにより説明する。まず,正極板Pと負極板Nとに欠陥部分があるか否かを検出する(S101)。つまり,一巻分以上の長さの正極板Pおよび負極板Nを巻き出すとともに,正極板Pおよび負極板Nの欠陥部分の有無および位置等を検出する。ここで,1巻目の捲回電極体100の製作前であれば,正極板Pや負極板Nをパスラインに搬送しながら検出する。1巻目の捲回電極体100の製作後であれば,直前の捲回電極体100の製作時に,パスラインにある正極板Pおよび負極板Nは,欠陥部分を検出済みである。
以上述べたように,本形態の電極捲回装置2000は,捲回に供される正極板Pの一巻分と捲回に供される負極板Nの一巻分とのいずれにも欠陥部分Xが含まれていない場合に,そのまま捲回電極体100を製作する。すなわち,正極板Pと負極板NとセパレータS,Tとの一巻分を捲回するのである。
一方,捲回に供される正極板Pの一巻分と捲回に供される負極板Nの一巻分との少なくともいずれかに欠陥部分Xが含まれている場合に,欠陥部分前方箇所Yおよび欠陥部分Xを除去する。これには,欠陥部分除去装置2221,2222を用いればよい。そして,その除去後に,捲回電極体100を製作する。すなわち,正極板Pと負極板NとセパレータS,Tとの一巻分を捲回するのである。
本実施の形態に係る捲回電極体100を備える電池の製造方法は,正極板P,負極板N,セパレータS,Tの捲回に電極捲回装置2000を用いることに特徴のあるものである。
図21に示す電極板製造装置1000を用いて正極板Pおよび負極板Nを製作する。その製造工程は,正極板Pと負極板Nとで共通である。したがって,代表して正極板Pの製作工程について説明する。まず,塗工工程について説明する。正極芯材PBを巻き出し軸1101から送り出す。次に,塗液供給部1210により所定の幅と厚みで正極用ペーストを正極芯材PBに塗工する。これにより,正極芯材PBの上に正極のペースト層が塗工される。
続いて,図7に示す電極捲回装置2000を用いて,捲回電極体100を製作する。その際に,正極板Pおよび負極板Nに,これらの間にセパレータS,Tを介在させて捲回する。パスラインに位置する正極板Pや負極板Nに欠陥部分がない場合には,そのまま捲回電極体100を製作する。パスラインに位置する正極板Pや負極板Nに欠陥部分がある場合には,前述のとおり,欠陥部分除去装置2221,2222を用いて欠陥部分を除去する。そして,捲回電極体100を製作する。
続いて,電池容器本体11の内部に捲回電極体100を配置する。そして電池容器本体11の内部に電解液を注入する。そして蓋12をして封止する。これにより,本形態のバッテリ10が組み立てられる。この後,コンディショニングやエージングなどの処理や,各種の検査工程を行うとよい。以上の工程を経ることにより,本形態のバッテリ10が製造される。
8−1.欠陥部分除去装置の移動範囲
本形態では,図9に示したように,電極捲回装置2000の裏側,すなわち壁2300を間に挟んだ位置に,欠陥部分除去装置2221を退避させることとした。しかし,図23に示すように,電極捲回装置2000における壁2300の反対側の位置に,欠陥部分除去装置2221を退避させることとしてもよい。このようにしても,欠陥部分を好適に除去することができることに変わりないからである。
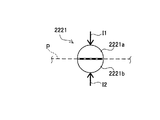
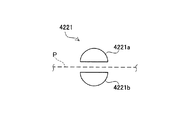
本形態では,芯材2221a,2221bの間に正極板Pや負極板Nを挟み込むことで,欠陥部分除去装置2221に欠陥部分Xおよび欠陥部分前方箇所Yを巻き付けることとした。しかし,欠陥部分X等を除去する方法として,これ以外の方法を採用してもよい。例えば,図24に示すように,ローラ部3211aと,吸引部3211bを備える吸引ローラ3211を用いることとしてもよい。吸引ローラ3211は,把持回転部である。この場合,吸引部3211bが,正極板Pや負極板Nの欠陥部分前方箇所Y(場合によっては欠陥部分X)を吸引する。そして,吸引ローラ3211は,その吸引した状態で回転する。これにより,正極板Pや負極板Nの欠陥部分Xおよび欠陥部分前方箇所Yを巻き取る。
本形態では,正極板Pおよび負極板Nに欠陥部分がある場合に,その欠陥部分を除去することとした。しかし,セパレータS,Tにも欠陥部分があることがある。その場合には,同様にして欠陥部分を除去することができる。そのために,電極捲回装置に,セパレータS,T用の欠陥部分センサと,欠陥部分除去装置とを設ければよい。その場合,セパレータ用の欠陥部分除去装置がセパレータ欠陥部分除去部である。
本形態では,欠陥部分XにNGマークを付けることとした。しかし,欠陥部分センサ2211,2212が,正極板Pや負極板Nに欠陥部分があるか否かを実際に検出するようにしてもよい。その際に,もちろん欠陥部分の位置および範囲も検出する。欠陥部分除去装置2221,2222が,正極板Pや負極板Nから欠陥部分Xおよび欠陥部分前方箇所Yを除去することができることに変わりない。
また,欠陥部分センサ2211,2212を設けないこととしてもよい。欠陥部分Xを予め検出しておいた正極板Pの反物および負極板Nの反物を用意しておくこととするのである。その欠陥部分Xの位置や範囲をデータ化しておけば,そのデータに基づいて欠陥部分Xを除去することも可能であるからである。このデータ化は,捲回より前の工程で行っておけばよい。その場合,欠陥部分センサは,必要ない。そして,正極板P等を巻き出してから正極板用カッター2011までの長さは,捲回電極体100に捲回される一巻分の長さより短くてよい。負極板Nの側についても同様である。
また,パスラインにある正極板Pや負極板Nに複数の欠陥部分Xがあった場合には,欠陥部分前方箇所Yの先端からパスラインにおける最も下流に位置する欠陥部分Xの後端までを電極捲回装置2000から除去することとすればよい。これにより,その直後に捲回する捲回電極体100に欠陥部分Xが含まれていないことに変わりないからである。
以上,詳細に説明したように,本実施の形態に係る電極捲回装置2000は,欠陥部分除去装置2221,2222を有するものである。そして,欠陥部分除去装置2221,2222は,欠陥部分Xと欠陥部分前方箇所Yとを除去するためのものである。したがって,欠陥部分Xを除去した後の正極板Pおよび負極板Nから,捲回電極体100を製作することができる。これにより,欠陥部分Xを含まない捲回電極体100を製作することのできる電極捲回装置2000が実現されている。
11…電池容器本体
12…蓋
100…捲回電極体
101…軸芯
1000…電極板製造装置
2000…電極捲回装置
2001…正極板巻き出し部
2002…負極板巻き出し部
2003,2004…セパレータ巻き出し部
2005a,2005b,2005c…捲回部
2006…駆動部
2011…正極板用カッター
2012…負極板用カッター
2013…セパレータ用カッター
2021…正極板把持部
2022…負極板把持部
2211,2212…欠陥部分センサ
2221,2222…欠陥部分除去装置
2221a,2221b…芯材
2100…押圧ローラ
2500…制御部
P,PX…正極板
PA…正極合材層
PB…正極芯材
P1…正極塗工部
P2…正極非塗工部
N,NX…負極板
NA…負極合材層
NB…負極芯材
N1…負極塗工部
N2…負極非塗工部
S,T…セパレータ
Claims (11)
- 回転可能な回転軸と,
前記回転軸に捲回するための正極板を巻き出す正極板巻き出し部と,
前記回転軸に捲回するための負極板を巻き出す負極板巻き出し部と,
前記回転軸に捲回するためのセパレータを巻き出すセパレータ巻き出し部と,
制御部とを有する電極捲回装置であって,
正極板と負極板との少なくとも一方から欠陥部分を除去する欠陥部分除去部を有し,
前記制御部は,
捲回に供される正極板の一巻分と負極板の一巻分とのいずれにも欠陥部分が含まれていない場合に,
正極板と負極板とセパレータとの一巻分を捲回に供して捲回電極体を製作するとともに,
捲回に供される正極板の一巻分と負極板の一巻分との少なくともいずれかに欠陥部分が含まれている場合に,
欠陥部分とその前方に位置する欠陥部分前方箇所とを前記欠陥部分除去部により除去して,
その後に,正極板と負極板とセパレータとの一巻分を捲回に供して捲回電極体を製作するものであることを特徴とする電極捲回装置。 - 請求項1に記載の電極捲回装置であって,
正極板の欠陥部分を除去する正極板欠陥部分除去部と,
負極板の欠陥部分を除去する負極板欠陥部分除去部とを有し,
前記制御部は,
捲回に供される正極板の一巻分に欠陥部分が含まれているとともに負極板の一巻分に欠陥部分が含まれていない場合に,
正極板の欠陥部分とその前方に位置する欠陥部分前方箇所とを前記正極板欠陥部分除去部により除去して,
その後に,正極板と負極板とセパレータとの一巻分を捲回に供して捲回電極体を製作するとともに,
捲回に供される正極板の一巻分に欠陥部分が含まれていないとともに負極板の一巻分に欠陥部分が含まれている場合に,
負極板の欠陥部分とその前方に位置する欠陥部分前方箇所とを前記負極板欠陥部分除去部により除去して,
その後に,正極板と負極板とセパレータとの一巻分を捲回に供して捲回電極体を製作するとともに,
捲回に供される正極板の一巻分と負極板の一巻分とのいずれにも欠陥部分が含まれている場合に,
正極板の欠陥部分とその前方に位置する欠陥部分前方箇所とを前記正極板欠陥部分除去部により除去して,
負極板の欠陥部分とその前方に位置する欠陥部分前方箇所とを前記負極板欠陥部分除去部により除去して,
その後に,正極板と負極板とセパレータとの一巻分を捲回に供して捲回電極体を製作するものであることを特徴とする電極捲回装置。 - 請求項1または請求項2に記載の電極捲回装置であって,
欠陥部分を検出する欠陥部分検出部を有し,
前記欠陥部分除去部は,
前記欠陥部分検出部から前記欠陥部分除去部までの搬送経路の長さが捲回電極体の一巻分の捲回長よりも長いこととなる位置に配置されており,
前記制御部は,
前記欠陥部分検出部による欠陥部分の検出に基づいて,欠陥部分の位置および範囲を算出するものであることを特徴とする電極捲回装置。 - 請求項1から請求項3までのいずれかに記載の電極捲回装置であって,
正極板と負極板との少なくとも一方における欠陥部分の後端の箇所もしくはそれより下流に位置する箇所を切断する欠陥部分切断部を有することを特徴とする電極捲回装置。 - 請求項1から請求項4までのいずれかに記載の電極捲回装置であって,
前記欠陥部分除去部は,
正極板または負極板を搬送する搬送経路側の位置と,
正極板または負極板を搬送する搬送経路側以外の位置とのいずれかに配置されるものであり,
欠陥部分および欠陥部分前方箇所を除去する場合には,
正極板または負極板を搬送する搬送経路側の位置に位置するとともに,
欠陥部分および欠陥部分前方箇所を除去する場合以外の場合には,
正極板または負極板を搬送する搬送経路側以外の位置に位置するものであることを特徴とする電極捲回装置。 - 請求項1から請求項5までのいずれかに記載の電極捲回装置であって,
セパレータの欠陥部分を除去するセパレータ欠陥部分除去部を有し,
前記制御部は,
捲回に供されるセパレータの一巻分に欠陥部分が含まれていない場合に,
セパレータの一巻分を捲回に供して捲回電極体を製作するとともに,
捲回に供されるセパレータの一巻分に欠陥部分が含まれている場合に,
欠陥部分とその前方に位置する欠陥部分前方箇所とを前記セパレータ欠陥部分除去部により除去して,
その後に,セパレータの一巻分を捲回に供して捲回電極体を製作するものであることを特徴とする電極捲回装置。 - 請求項1から請求項6までのいずれかに記載の電極捲回装置であって,
前記欠陥部分除去部は,
正極板と負極板とセパレータとのいずれかを把持した状態で回転しつつ,その把持している正極板と負極板とセパレータとのいずれかを巻き取る把持回転部を有するものであることを特徴とする電極捲回装置。 - 請求項1から請求項6までのいずれかに記載の電極捲回装置であって,
前記欠陥部分除去部は,
正極板と負極板とセパレータとのいずれかを吸引した状態で回転しつつ,その吸引している正極板と負極板とセパレータとのいずれかを巻き取る吸引回転部を有するものであることを特徴とする電極捲回装置。 - 正極板と負極板とをこれらの間にセパレータを介在させた状態で捲回して捲回電極体とする電極体製作工程と,
捲回電極体を電池容器の内部に配置するとともに電解液を電池容器の内部に注入して封止する電池組立工程とを有する電池の製造方法であって,
前記電極体製作工程では,
捲回に供される正極板の一巻分と負極板の一巻分とのいずれにも欠陥部分が含まれていない場合に,
正極板と負極板とセパレータとの一巻分を捲回に供して捲回電極体を製作するとともに,
捲回に供される正極板の一巻分と負極板の一巻分との少なくともいずれかに欠陥部分が含まれている場合に,
欠陥部分とその前方に位置する欠陥部分前方箇所とを除去して,
その後に,正極板と負極板とセパレータとの一巻分を捲回に供して捲回電極体を製作するものであることを特徴とする電池の製造方法。 - 請求項9に記載の電池の製造方法であって,
前記電極体製作工程では,
捲回に供される正極板の一巻分に欠陥部分が含まれているとともに負極板の一巻分に欠陥部分が含まれていない場合に,
正極板の欠陥部分とその前方に位置する欠陥部分前方箇所とを除去して,
その後に,正極板と負極板とセパレータとの一巻分を捲回に供して捲回電極体を製作するとともに,
捲回に供される正極板の一巻分に欠陥部分が含まれていないとともに負極板の一巻分に欠陥部分が含まれている場合に,
負極板の欠陥部分とその前方に位置する欠陥部分前方箇所とを除去して,
その後に,正極板と負極板とセパレータとの一巻分を捲回に供して捲回電極体を製作するとともに,
捲回に供される正極板の一巻分と負極板の一巻分とのいずれにも欠陥部分が含まれている場合に,
正極板の欠陥部分とその前方に位置する欠陥部分前方箇所とを除去して,
負極板の欠陥部分とその前方に位置する欠陥部分前方箇所とを除去して,
その後に,正極板と負極板とセパレータとの一巻分を捲回に供して捲回電極体を製作するものであることを特徴とする電池の製造方法。 - 請求項9または請求項10に記載の電池の製造方法であって,
前記電極体製作工程では,
捲回に供される一巻分以上の長さの正極板および負極板を巻き出すとともに,正極板および負極板の欠陥部分を検出し,
捲回を行うか欠陥部分の除去を行うかを判断するとともに検出された欠陥部分の位置および範囲を算出することを特徴とする電池の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011010688A JP5659818B2 (ja) | 2011-01-21 | 2011-01-21 | 電極捲回装置および電池の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011010688A JP5659818B2 (ja) | 2011-01-21 | 2011-01-21 | 電極捲回装置および電池の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012151064A true JP2012151064A (ja) | 2012-08-09 |
| JP5659818B2 JP5659818B2 (ja) | 2015-01-28 |
Family
ID=46793133
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011010688A Active JP5659818B2 (ja) | 2011-01-21 | 2011-01-21 | 電極捲回装置および電池の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5659818B2 (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103236559A (zh) * | 2013-05-16 | 2013-08-07 | 东莞市雅康精密机械有限公司 | 制片卷绕控制系统 |
| JP2013165025A (ja) * | 2012-02-13 | 2013-08-22 | Nissan Motor Co Ltd | 帯状の電池素材の搬送装置および搬送方法 |
| JP2014110202A (ja) * | 2012-12-04 | 2014-06-12 | Toyota Motor Corp | 電極体の製造方法および電極捲回装置 |
| JP2015159015A (ja) * | 2014-02-24 | 2015-09-03 | トヨタ自動車株式会社 | 二次電池の製造方法 |
| DE102015121023A1 (de) | 2014-12-19 | 2016-06-23 | Toyota Jidosha Kabushiki Kaisha | Wickelvorrichtung und Verfahren zum Gestalten einer Wickelvorrichtung |
| JP2016157514A (ja) * | 2015-02-23 | 2016-09-01 | 株式会社豊田自動織機 | セパレータ材における異常部位の除去装置およびその除去方法 |
| WO2018025785A1 (ja) * | 2016-08-04 | 2018-02-08 | 帝人株式会社 | 巻芯、電極巻回体の製造装置及び電極巻回体の製造方法 |
| JP2018077984A (ja) * | 2016-11-08 | 2018-05-17 | Ckd株式会社 | 巻回装置 |
| JP2019071205A (ja) * | 2017-10-10 | 2019-05-09 | Ckd株式会社 | 巻回装置 |
| JP2019144170A (ja) * | 2018-02-22 | 2019-08-29 | 住友化学株式会社 | フィルムの製造方法、フィルム捲回装置 |
| WO2022154650A1 (ko) * | 2021-01-12 | 2022-07-21 | 주식회사 엘지에너지솔루션 | 전극 제조 장치 및 이를 이용한 전극 제조 방법 |
| US11476492B2 (en) * | 2020-06-02 | 2022-10-18 | Contemporary Amperex Technology Co., Limited | Device for preparing electrode assembly and preparation method of electrode assembly |
| JP2023066332A (ja) * | 2021-10-28 | 2023-05-15 | リ,ケ-ソル | 電気自動車用二次電池のレーザーノッチング後フラッグフォーミング装置 |
| WO2023142972A1 (zh) * | 2022-01-29 | 2023-08-03 | 宁德时代新能源科技股份有限公司 | 极片成型方法、卷绕式及叠片式电极组件的制造方法 |
| JP2025092419A (ja) * | 2023-12-07 | 2025-06-19 | ジェイエステック カンパニー リミテッド | 二次電池電極の製造工程用不良区間廃棄装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12155028B2 (en) | 2021-03-09 | 2024-11-26 | Lg Energy Solution Ltd. | Apparatus and method for continuously manufacturing electrode |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6037677A (ja) * | 1983-08-09 | 1985-02-27 | Japan Storage Battery Co Ltd | 渦巻形極板群の製造方法 |
| JPH09330735A (ja) * | 1996-06-07 | 1997-12-22 | Toshiba Battery Co Ltd | 二次電池の製造方法、製造装置及び電極評価方法 |
| JP2000251919A (ja) * | 1999-03-03 | 2000-09-14 | Fuji Photo Film Co Ltd | 電池の巻回装置及び巻回方法 |
| JP2002208380A (ja) * | 2001-01-09 | 2002-07-26 | Matsushita Electric Ind Co Ltd | 電池とその製造方法 |
| JP2006216520A (ja) * | 2005-02-02 | 2006-08-17 | Kaido Seisakusho:Kk | 捲回装置用エアー吸引・排出巻芯 |
| JP2007022740A (ja) * | 2005-07-15 | 2007-02-01 | Nec Tokin Corp | 巻軸 |
| JP2009193750A (ja) * | 2008-02-13 | 2009-08-27 | Panasonic Corp | 非水系二次電池用極板群の製造方法およびそれを用いた非水系二次電池用極板群と非水系二次電池 |
| JP2011233279A (ja) * | 2010-04-26 | 2011-11-17 | Ckd Corp | 巻回装置 |
| WO2012023422A1 (ja) * | 2010-08-19 | 2012-02-23 | コマツNtc株式会社 | 電極巻き取り方法および電極巻き取り装置 |
| WO2012023423A1 (ja) * | 2010-08-19 | 2012-02-23 | コマツNtc株式会社 | 不良電極巻き取り装置 |
-
2011
- 2011-01-21 JP JP2011010688A patent/JP5659818B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6037677A (ja) * | 1983-08-09 | 1985-02-27 | Japan Storage Battery Co Ltd | 渦巻形極板群の製造方法 |
| JPH09330735A (ja) * | 1996-06-07 | 1997-12-22 | Toshiba Battery Co Ltd | 二次電池の製造方法、製造装置及び電極評価方法 |
| JP2000251919A (ja) * | 1999-03-03 | 2000-09-14 | Fuji Photo Film Co Ltd | 電池の巻回装置及び巻回方法 |
| JP2002208380A (ja) * | 2001-01-09 | 2002-07-26 | Matsushita Electric Ind Co Ltd | 電池とその製造方法 |
| JP2006216520A (ja) * | 2005-02-02 | 2006-08-17 | Kaido Seisakusho:Kk | 捲回装置用エアー吸引・排出巻芯 |
| JP2007022740A (ja) * | 2005-07-15 | 2007-02-01 | Nec Tokin Corp | 巻軸 |
| JP2009193750A (ja) * | 2008-02-13 | 2009-08-27 | Panasonic Corp | 非水系二次電池用極板群の製造方法およびそれを用いた非水系二次電池用極板群と非水系二次電池 |
| JP2011233279A (ja) * | 2010-04-26 | 2011-11-17 | Ckd Corp | 巻回装置 |
| WO2012023422A1 (ja) * | 2010-08-19 | 2012-02-23 | コマツNtc株式会社 | 電極巻き取り方法および電極巻き取り装置 |
| WO2012023423A1 (ja) * | 2010-08-19 | 2012-02-23 | コマツNtc株式会社 | 不良電極巻き取り装置 |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013165025A (ja) * | 2012-02-13 | 2013-08-22 | Nissan Motor Co Ltd | 帯状の電池素材の搬送装置および搬送方法 |
| JP2014110202A (ja) * | 2012-12-04 | 2014-06-12 | Toyota Motor Corp | 電極体の製造方法および電極捲回装置 |
| CN103236559A (zh) * | 2013-05-16 | 2013-08-07 | 东莞市雅康精密机械有限公司 | 制片卷绕控制系统 |
| CN103236559B (zh) * | 2013-05-16 | 2015-05-13 | 东莞市雅康精密机械有限公司 | 制片卷绕控制系统 |
| JP2015159015A (ja) * | 2014-02-24 | 2015-09-03 | トヨタ自動車株式会社 | 二次電池の製造方法 |
| US10017348B2 (en) | 2014-12-19 | 2018-07-10 | Toyota Jidosha Kabushiki Kaisha | Winding device and method for designing winding device |
| DE102015121023A1 (de) | 2014-12-19 | 2016-06-23 | Toyota Jidosha Kabushiki Kaisha | Wickelvorrichtung und Verfahren zum Gestalten einer Wickelvorrichtung |
| JP2016117551A (ja) * | 2014-12-19 | 2016-06-30 | トヨタ自動車株式会社 | 捲回装置および捲回装置の設計方法 |
| CN105720293A (zh) * | 2014-12-19 | 2016-06-29 | 丰田自动车株式会社 | 卷绕装置和卷绕装置的设计方法 |
| DE102015121023B4 (de) * | 2014-12-19 | 2020-04-02 | Toyota Jidosha Kabushiki Kaisha | Wickelvorrichtung und Verfahren zum Gestalten einer Wickelvorrichtung |
| JP2016157514A (ja) * | 2015-02-23 | 2016-09-01 | 株式会社豊田自動織機 | セパレータ材における異常部位の除去装置およびその除去方法 |
| WO2018025785A1 (ja) * | 2016-08-04 | 2018-02-08 | 帝人株式会社 | 巻芯、電極巻回体の製造装置及び電極巻回体の製造方法 |
| CN108063276B (zh) * | 2016-11-08 | 2020-11-27 | Ckd株式会社 | 卷绕装置 |
| CN108063276A (zh) * | 2016-11-08 | 2018-05-22 | Ckd株式会社 | 卷绕装置 |
| JP2018077984A (ja) * | 2016-11-08 | 2018-05-17 | Ckd株式会社 | 巻回装置 |
| JP2019071205A (ja) * | 2017-10-10 | 2019-05-09 | Ckd株式会社 | 巻回装置 |
| JP2019144170A (ja) * | 2018-02-22 | 2019-08-29 | 住友化学株式会社 | フィルムの製造方法、フィルム捲回装置 |
| JP7044583B2 (ja) | 2018-02-22 | 2022-03-30 | 住友化学株式会社 | フィルムの製造方法、フィルム捲回装置 |
| US11476492B2 (en) * | 2020-06-02 | 2022-10-18 | Contemporary Amperex Technology Co., Limited | Device for preparing electrode assembly and preparation method of electrode assembly |
| WO2022154650A1 (ko) * | 2021-01-12 | 2022-07-21 | 주식회사 엘지에너지솔루션 | 전극 제조 장치 및 이를 이용한 전극 제조 방법 |
| JP2023066332A (ja) * | 2021-10-28 | 2023-05-15 | リ,ケ-ソル | 電気自動車用二次電池のレーザーノッチング後フラッグフォーミング装置 |
| JP7291194B2 (ja) | 2021-10-28 | 2023-06-14 | リ,ケ-ソル | 電気自動車用二次電池のレーザーノッチング後フラッグフォーミング装置 |
| WO2023142972A1 (zh) * | 2022-01-29 | 2023-08-03 | 宁德时代新能源科技股份有限公司 | 极片成型方法、卷绕式及叠片式电极组件的制造方法 |
| CN116565110A (zh) * | 2022-01-29 | 2023-08-08 | 宁德时代新能源科技股份有限公司 | 极片成型方法、卷绕式及叠片式电极组件的制造方法 |
| EP4398358A4 (en) * | 2022-01-29 | 2025-05-21 | Contemporary Amperex Technology (Hong Kong) Limited | Electrode sheet forming method, wound electrode assembly manufacturing method, and laminated electrode assembly manufacturing method |
| JP2025092419A (ja) * | 2023-12-07 | 2025-06-19 | ジェイエステック カンパニー リミテッド | 二次電池電極の製造工程用不良区間廃棄装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5659818B2 (ja) | 2015-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5659818B2 (ja) | 電極捲回装置および電池の製造方法 | |
| TWI466765B (zh) | 切口用之新穎裝置及使用其所製備之二次電池 | |
| KR101156831B1 (ko) | 권취 전극체 제조 방법 및 장치, 및 전극 권취 장치 | |
| JP5703387B2 (ja) | 切込み加工のための新規装置およびそれを使用することによって作製される二次電池 | |
| CN102017242B (zh) | 电极片的制造方法和制造装置 | |
| JP5780226B2 (ja) | 二次電池用電極の製造方法および電極製造装置 | |
| JP2012022813A (ja) | 電極捲回装置および捲回電極体電池の製造方法 | |
| JP4470366B2 (ja) | 電池の製造装置及び製造方法 | |
| JP5108917B2 (ja) | 巻回素子の製造装置 | |
| US20040107564A1 (en) | Secondary battery and production method for secondary battery and production device for secondary battery | |
| US11189861B2 (en) | Secondary battery and manufacturing method thereof | |
| JP5585532B2 (ja) | 電池とその製造方法および電極板補修装置 | |
| WO2016063612A1 (ja) | 二次電池用電極の製造方法および製造装置と、二次電池用電極および二次電池 | |
| US20140308434A1 (en) | Manufacturing method of electrode and manufacturing method of non-aqueous electrolyte battery | |
| JP2024096476A (ja) | 電池の製造方法 | |
| JP6064558B2 (ja) | 電極体の製造方法および電極捲回装置 | |
| JP2010049906A (ja) | 帯状電極の製造方法、帯状電極の製造装置および電池の製造方法 | |
| KR101497334B1 (ko) | 가이드 롤 장치 및 이를 이용한 전극 제조 방법 | |
| JP2016004617A (ja) | 二次電池用電極の製造方法および製造装置 | |
| JP5672925B2 (ja) | 電極板製造装置および電池の製造方法 | |
| US20170244084A1 (en) | Expander device, porous film production apparatus, and porous film producing method | |
| KR102888609B1 (ko) | 전지의 제조 방법 | |
| JP7638246B2 (ja) | 電池の製造方法 | |
| JP7638245B2 (ja) | 電池の製造方法 | |
| JP7710576B2 (ja) | 電池の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130924 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140610 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141117 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5659818 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |