JP2012152803A - キズ防止用治具 - Google Patents
キズ防止用治具 Download PDFInfo
- Publication number
- JP2012152803A JP2012152803A JP2011015494A JP2011015494A JP2012152803A JP 2012152803 A JP2012152803 A JP 2012152803A JP 2011015494 A JP2011015494 A JP 2011015494A JP 2011015494 A JP2011015494 A JP 2011015494A JP 2012152803 A JP2012152803 A JP 2012152803A
- Authority
- JP
- Japan
- Prior art keywords
- extruded
- contact
- prevention
- jig
- scratch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000002265 prevention Effects 0.000 title claims abstract description 147
- 239000000463 material Substances 0.000 claims abstract description 207
- 238000005520 cutting process Methods 0.000 claims abstract description 26
- 238000001125 extrusion Methods 0.000 claims description 72
- 238000000034 method Methods 0.000 claims description 21
- 230000008878 coupling Effects 0.000 abstract 2
- 238000010168 coupling process Methods 0.000 abstract 2
- 238000005859 coupling reaction Methods 0.000 abstract 2
- 238000001816 cooling Methods 0.000 description 13
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 230000003449 preventive effect Effects 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004299 exfoliation Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images






Landscapes
- Extrusion Of Metal (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
Abstract
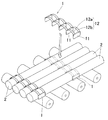
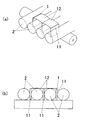
【解決手段】キズ防止用治具1は、複数の押出材2の並列状態での移送に用い、並列する前記押出材2の間に配置される複数の接触防止板11と、隣接する前記接触防止板11同士を前記押出材2の上方で連結する連結部12と、を備える。
【選択図】図1
Description
並列する前記押出材の間に配置される複数の接触防止板と、
隣接する前記接触防止板同士を前記押出材の上方で連結する連結部と、
を備えることを特徴とするキズ防止用治具。
並列する前記押出材の間に、前記押出材の上方で連結部によって連結された接触防止板を配置することを特徴とするキズ防止方法。
並列する前記押出材の間に配置される複数の接触防止板と、前記押出材の上方で前記接触防止板を連結する連結部と、を備えるキズ防止用治具によって、前記押出材が保護された状態で、前記押出機から押し出された前記押出材を搬送することを特徴とする押出方法。
前記押出材の長さ寸法より短く設定され、並列する前記押出材の間に配置される複数の接触防止板と、前記押出材の上方で前記接触防止板を連結する連結部とを備えた複数のキズ防止用治具が前記押出材の押出し方向に対して離間して配置され、前記キズ防止用治具によって並列する前記押出材が保護された状態で、前記押出材が前記キズ防止用治具間で切断されることを特徴とする押出材の切断方法。
押出設備3は、押出機31と、複数の押出材2が並列状態で下流側へ移送される押出後面設備32〜39とを備え、押出後面設備32〜39には押出材2を押出機31から押出し方向に搬送する第1搬送テーブル321と、押出材2を牽引する牽引部材であるプラー39などを備えている。第1搬送テーブル321は、押出機31の押出方向下流側で押出材2の押出方向に真直ぐに延びて配置されたものであり、押出材2の押出方向に順次並んで配置されたイニシャルテーブル30及びランナウトテーブル32を備えている。
図1〜3に示すように、キズ防止用治具1は、複数の接触防止板11と、連結部12を備え、押出設備3において用いられている。
図4〜7に示すように、押出後面設備で搬送される押出材2は、ソーチャージテーブル36上に並列して載置された後に、複数の押出材2が同時に切断機37で切断される。搬送方向Cに長く形成された押出材2は、切断機37まで搬送されて所定長さに切断されるのである。
2…押出材
3…押出設備
11…接触防止板
12…連結部
32〜39…押出後面設備
Claims (9)
- 複数の押出材の並列状態での移送に用いるキズ防止用治具であって、
並列する前記押出材の間に配置される複数の接触防止板と、
隣接する前記接触防止板同士を前記押出材の上方で連結する連結部と、
を備えることを特徴とするキズ防止用治具。 - 前記連結部は、可撓性を有し、前記押出材の幅寸法と等しい或いは略等しい間隔で前記接触防止板を連結することを特徴とする請求項1記載のキズ防止用治具。
- 3つ以上の前記接触防止板を備えることを特徴とする請求項1または2記載のキズ防止用治具。
- 前記接触防止板の高さは、前記押出材の高さ寸法の半分以上に設定されることを特徴とする請求項1〜3のいずれかに記載のキズ防止用治具。
- 前記接触防止板の高さは、前記押出材の高さ寸法より低いことを特徴とする請求項1〜4のいずれかに記載のキズ防止用治具。
- 前記接触防止板同士は、少なくとも2本の帯状の連結部によって、前記接触防止板上面の前方および後方のそれぞれで連結されることを特徴とする請求項1〜5のいずれかに記載のキズ防止用治具。
- 複数の押出材の並列状態での移送に用いるキズ防止方法であって、
並列する前記押出材の間に、前記押出材の上方で連結部によって連結された接触防止板を配置することを特徴とするキズ防止方法。 - 押出機から押し出された複数の押出材が並列状態で移送される押出設備において用いる押出方法であって、
並列する前記押出材の間に配置される複数の接触防止板と、前記押出材の上方で前記接触防止板を連結する連結部と、を備えるキズ防止用治具によって、前記押出材が保護された状態で、前記押出機から押し出された前記押出材を搬送することを特徴とする押出方法。 - 押出機から押し出されて並列状態で移送される複数の押出材を切断する押出材の切断方法であって、
前記押出材の長さ寸法より短く設定され、並列する前記押出材の間に配置される複数の接触防止板と、前記押出材の上方で前記接触防止板を連結する連結部とを備えた複数のキズ防止用治具が前記押出材の押出し方向に対して離間して配置され、前記キズ防止用治具によって並列する前記押出材が保護された状態で、前記押出材が前記キズ防止用治具間で切断されることを特徴とする押出材の切断方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011015494A JP5620292B2 (ja) | 2011-01-27 | 2011-01-27 | キズ防止用治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011015494A JP5620292B2 (ja) | 2011-01-27 | 2011-01-27 | キズ防止用治具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012152803A true JP2012152803A (ja) | 2012-08-16 |
| JP5620292B2 JP5620292B2 (ja) | 2014-11-05 |
Family
ID=46835108
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011015494A Active JP5620292B2 (ja) | 2011-01-27 | 2011-01-27 | キズ防止用治具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5620292B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0724523A (ja) * | 1993-07-12 | 1995-01-27 | Showa Alum Corp | 複数本同時押出用の押出設備 |
| JPH09314221A (ja) * | 1996-05-30 | 1997-12-09 | Fujisash Co | アルミニウム押出形材の後面処理設備及び後面処理方法 |
| JPH11292261A (ja) * | 1998-04-13 | 1999-10-26 | Nkk Corp | 棒鋼の分離・整列装置 |
-
2011
- 2011-01-27 JP JP2011015494A patent/JP5620292B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0724523A (ja) * | 1993-07-12 | 1995-01-27 | Showa Alum Corp | 複数本同時押出用の押出設備 |
| JPH09314221A (ja) * | 1996-05-30 | 1997-12-09 | Fujisash Co | アルミニウム押出形材の後面処理設備及び後面処理方法 |
| JPH11292261A (ja) * | 1998-04-13 | 1999-10-26 | Nkk Corp | 棒鋼の分離・整列装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5620292B2 (ja) | 2014-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI597144B (zh) | 線鋸及利用線鋸處理工件的方法 | |
| KR102093479B1 (ko) | 피가공물 이송 장치 | |
| KR100901158B1 (ko) | 광확산판 커팅장치 | |
| CN110695578A (zh) | 电池片串焊设备及电池片串焊方法 | |
| US20190308275A1 (en) | Method and device for producing a sheet metal blank by means of laser cutting | |
| CN110193685B (zh) | 一种电池片串焊机及电池片串焊方法 | |
| US9266208B2 (en) | Metal ring manufacture method and metal ring manufacture device | |
| JP5620292B2 (ja) | キズ防止用治具 | |
| CN205471098U (zh) | 一种物料盘带导向两段传输机构 | |
| CN210336164U (zh) | 保护片材切断装置 | |
| JP2010023079A (ja) | 押出後面設備 | |
| CN217625661U (zh) | 一种用于钣金件制造的输送机构 | |
| CN111113215A (zh) | 双面清渣去毛刺机 | |
| JP2004203551A5 (ja) | ||
| CN211971131U (zh) | 极片驱动装置及裁切系统 | |
| CN111620161B (zh) | 一种端口对接装置 | |
| JP2015205374A (ja) | 屑除去装置および屑除去方法 | |
| JP5512320B2 (ja) | 押出材の製造方法 | |
| CN210306360U (zh) | 一种电池片串焊机 | |
| CN211544817U (zh) | 一种带有pvc输送带的托辊输送装置 | |
| TWM606902U (zh) | 全自動彎管與鋸切複合系統 | |
| CN221518007U (zh) | 一种管材去皮装置及其双头去皮设备 | |
| CN107116152B (zh) | 自动送料裁切机 | |
| TWI892098B (zh) | 金屬箔之切斷裝載方法及金屬箔切斷裝載裝置 | |
| JP5243275B2 (ja) | スチールコード入りゴムシート片の搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140826 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5620292 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |