JP2012153012A - 樹脂の温度制御方法 - Google Patents
樹脂の温度制御方法 Download PDFInfo
- Publication number
- JP2012153012A JP2012153012A JP2011014156A JP2011014156A JP2012153012A JP 2012153012 A JP2012153012 A JP 2012153012A JP 2011014156 A JP2011014156 A JP 2011014156A JP 2011014156 A JP2011014156 A JP 2011014156A JP 2012153012 A JP2012153012 A JP 2012153012A
- Authority
- JP
- Japan
- Prior art keywords
- injection
- temperature
- resin
- injection nozzle
- target temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
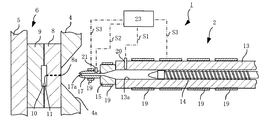
【解決手段】溶融樹脂は射出ノズル(17)から射出されるときに摩擦やせん断作用によって発熱し、加熱シリンダ(13)内の射出前の溶融樹脂よりも高温になる。金型から射出ノズル(17)を離間した状態で射出し、このときに測定される射出圧力(P0)が損失して熱エネルギに変化すると仮定する。そうすると発熱による溶融樹脂の温度上昇分(ΔT)を推定することができる。射出ノズル(17)の出口側の目標温度(Tt)を定める。加熱シリンダ(13)内の溶融樹脂の温度の射出前目標温度(Tk)は、射出ノズル出口側目標温度(Tt)から温度上昇分(ΔT)を減じたものとして決定する。
【選択図】 図2
Description
請求項2に記載の発明は、請求項1に記載の制御方法において、前記射出圧力の損失に対応する圧力損失分は、前記射出ノズルを金型のスプルから離間した状態で射出した場合に測定される射出圧力と等価であるとみなして、前記推定上昇温度を推定するように構成される。
請求項3に記載の発明は、請求項1に記載の制御方法において、前記樹脂温度の上昇分は、前記射出装置を駆動する駆動エネルギの、所定の割合のエネルギが寄与しているものとして推定するように構成される。
請求項4に記載の発明は、外周部にヒータが、先端部に射出ノズルがそれぞれ設けられている加熱シリンダと、該加熱シリンダ内に回転方向と軸方向とに駆動可能に設けられているスクリュ、あるいは軸方向に駆動可能に設けられているプランジャと、からなる射出装置において、前記加熱シリンダ内または射出ノズル内の樹脂温度が所定の射出前目標温度になるように制御するとき、金型内のキャビティに射出された直後の樹脂の温度目標値であるキャビティ内目標温度を定め、射出時の射出圧力の損失に伴って発熱する樹脂温度の上昇分を推定し、前記射出前目標温度は、該射出前目標温度に前記推定された上昇分を加えたものが前記キャビティ内目標温度になるように決定するように構成される。
P0×S×L (1式)
一方、射出された樹脂の質量は、加熱シリンダ13の断面積Sと射出ストロークLと密度dとから、S×L×dで与えられるので、熱エネルギは温度上昇分ΔT、比熱cによって次式で与えられる。
S×L×d×ΔT×c (2式)
スクリュ14によって与えられたエネルギが全て熱エネルギに変化したと仮定して温度上昇分ΔTを計算すると、温度上昇分ΔTは次式で与えられる。
ΔT = P0/(d×c) (3式)
射出ノズル17から射出された直後の樹脂、つまり射出ノズル出口側樹脂の温度の推定値T’を次式で計算する(ステップS6)。
T’ = T0+ΔT (4式)
|T’−Tt| < Ts (5式)
上の式が偽の場合には、仮目標温度T0を調整する。例えばT’<Ttの場合には、仮目標温度T0をTt−T’だけ増やす。T’>Ttの場合には仮目標温度T0をT’−Ttだけ減じる(ステップS8)。増減した仮目標温度T0を元に、ステップS4から処理を繰り返す。5式が真の場合には、仮目標温度T0を加熱シリンダ13内の樹脂の目標温度Tkとして決定する(ステップS9)。
Tk = Tt−P0/(d×c) (6式)
E = N×θ (7式)
もしくはサーボモータの消費電力W(W)と時間t(s)とから次式によって計算することができる。
E = W×t (8式)
このように計算される駆動エネルギEのうち所定の割合、例えば機械効率ηに対応する次のエネルギE1が溶融樹脂の温度上昇に寄与するものとみなす。
E1 = E×η (9式)
このようにしてエネルギE1を計算すれば、容易に温度上昇分を計算することができる。このような方法を採ると、射出圧力を測定するセンサ等を格別に設ける必要がないという効果も得られる。
4 固定盤 5 可動盤
6 型締装置 8 固定側金型
9 可動側金型 10 キャビティ
13 加熱シリンダ 14 スクリュ
17 射出ノズル 19 バンドヒータ
20、21 温度センサ
23 コントローラ
Claims (4)
- 外周部にヒータが、先端部に射出ノズルがそれぞれ設けられている加熱シリンダと、該加熱シリンダ内に回転方向と軸方向とに駆動可能に設けられているスクリュ、あるいは軸方向に駆動可能に設けられているプランジャと、からなる射出装置において、前記加熱シリンダ内または射出ノズル内の樹脂温度が所定の射出前目標温度になるように制御するとき、
前記射出ノズルにおける射出直後の樹脂の温度目標値である射出ノズル出口側目標温度を定め、
射出時の射出圧力の損失に伴って発熱する樹脂温度の上昇分を推定し、
前記射出前目標温度は、該射出前目標温度に前記推定された上昇分を加えたものが前記射出ノズル出口側目標温度になるように決定することを特徴とする樹脂の温度制御方法。 - 請求項1に記載の制御方法において、前記射出圧力の損失に対応する圧力損失分は、前記射出ノズルを金型のスプルから離間した状態で射出した場合に測定される射出圧力と等価であるとみなして、前記推定上昇温度を推定することを特徴とする樹脂の温度制御方法。
- 請求項1に記載の制御方法において、前記樹脂温度の上昇分は、前記射出装置を駆動する駆動エネルギの、所定の割合のエネルギが寄与しているものとして推定することを特徴とする樹脂の温度制御方法。
- 外周部にヒータが、先端部に射出ノズルがそれぞれ設けられている加熱シリンダと、該加熱シリンダ内に回転方向と軸方向とに駆動可能に設けられているスクリュ、あるいは軸方向に駆動可能に設けられているプランジャと、からなる射出装置において、前記加熱シリンダ内または射出ノズル内の樹脂温度が所定の射出前目標温度になるように制御するとき、
金型内のキャビティに射出された直後の樹脂の温度目標値であるキャビティ内目標温度を定め、
射出時の射出圧力の損失に伴って発熱する樹脂温度の上昇分を推定し、
前記射出前目標温度は、該射出前目標温度に前記推定された上昇分を加えたものが前記キャビティ内目標温度になるように決定することを特徴とする樹脂の温度制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011014156A JP5367736B2 (ja) | 2011-01-26 | 2011-01-26 | 樹脂の温度制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011014156A JP5367736B2 (ja) | 2011-01-26 | 2011-01-26 | 樹脂の温度制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012153012A true JP2012153012A (ja) | 2012-08-16 |
| JP5367736B2 JP5367736B2 (ja) | 2013-12-11 |
Family
ID=46835262
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011014156A Active JP5367736B2 (ja) | 2011-01-26 | 2011-01-26 | 樹脂の温度制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5367736B2 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63249613A (ja) * | 1987-04-07 | 1988-10-17 | Komatsu Ltd | 射出成形機における射出工程制御方法 |
| JPH04239620A (ja) * | 1991-01-24 | 1992-08-27 | Sumitomo Heavy Ind Ltd | 金型内樹脂温度推定機能を有する射出成形機 |
| JPH0577301A (ja) * | 1991-05-10 | 1993-03-30 | Japan Steel Works Ltd:The | 射出成形における樹脂温度推定方法および装置 |
| JPH06246807A (ja) * | 1993-02-25 | 1994-09-06 | Japan Steel Works Ltd:The | 射出成形方法 |
| JPH079487A (ja) * | 1993-06-23 | 1995-01-13 | Komatsu Ltd | 表皮付き発泡成形体の射出成形方法 |
| JPH10119106A (ja) * | 1996-10-17 | 1998-05-12 | Komatsu Ltd | 射出成形方法 |
| JP2004155129A (ja) * | 2002-11-07 | 2004-06-03 | Nissei Plastics Ind Co | 加熱筒内可塑化樹脂温度推定方法、ノズル出口樹脂温度推定方法及び射出条件推定方法 |
-
2011
- 2011-01-26 JP JP2011014156A patent/JP5367736B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63249613A (ja) * | 1987-04-07 | 1988-10-17 | Komatsu Ltd | 射出成形機における射出工程制御方法 |
| JPH04239620A (ja) * | 1991-01-24 | 1992-08-27 | Sumitomo Heavy Ind Ltd | 金型内樹脂温度推定機能を有する射出成形機 |
| JPH0577301A (ja) * | 1991-05-10 | 1993-03-30 | Japan Steel Works Ltd:The | 射出成形における樹脂温度推定方法および装置 |
| JPH06246807A (ja) * | 1993-02-25 | 1994-09-06 | Japan Steel Works Ltd:The | 射出成形方法 |
| JPH079487A (ja) * | 1993-06-23 | 1995-01-13 | Komatsu Ltd | 表皮付き発泡成形体の射出成形方法 |
| JPH10119106A (ja) * | 1996-10-17 | 1998-05-12 | Komatsu Ltd | 射出成形方法 |
| JP2004155129A (ja) * | 2002-11-07 | 2004-06-03 | Nissei Plastics Ind Co | 加熱筒内可塑化樹脂温度推定方法、ノズル出口樹脂温度推定方法及び射出条件推定方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5367736B2 (ja) | 2013-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101528440B (zh) | 注射成形系统、计算机程序、注射成形方法、注射成形机 | |
| JP4969689B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP5651098B2 (ja) | 射出成形機およびその射出制御方法 | |
| JP6075693B2 (ja) | 射出成形機の計量工程の制御方法 | |
| JP6186113B2 (ja) | 射出成形機 | |
| WO2016111321A1 (ja) | 射出成形装置及び射出成形方法 | |
| JP5788353B2 (ja) | 射出成形機 | |
| JPWO2017171044A1 (ja) | 射出成形機 | |
| JP6422063B2 (ja) | 少なくとも1つのキャビティの充填を制御する方法 | |
| JP2013224017A (ja) | 射出成形機 | |
| CN102639310B (zh) | 注射成型方法、成型品的制造方法以及注射成型装置 | |
| JP5367736B2 (ja) | 樹脂の温度制御方法 | |
| JP7605014B2 (ja) | 射出成形装置 | |
| JP5102186B2 (ja) | 射出成形方法および射出成形機 | |
| JP6173985B2 (ja) | ヒートアンドクール成形方法を実施するトグル式射出成形機の型締力調整方法 | |
| JP7283138B2 (ja) | 成形品の品質予測システム及び成形機 | |
| JP2014188765A (ja) | 射出成形機 | |
| JP5917336B2 (ja) | 射出成形機 | |
| JP5847670B2 (ja) | 射出成形機 | |
| JP6605062B2 (ja) | 射出ノズルの温度制御方法 | |
| JP5246647B2 (ja) | 射出成形品の良否判別方法 | |
| JP6094607B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP6094608B2 (ja) | 射出成形装置及び射出成形方法 | |
| JP6094603B2 (ja) | 射出成形装置及び射出成形方法 | |
| CN111186105A (zh) | 注射成型机及其控制方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130806 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130910 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130911 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5367736 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |