JP2012154372A - 等速自在継手 - Google Patents
等速自在継手 Download PDFInfo
- Publication number
- JP2012154372A JP2012154372A JP2011012117A JP2011012117A JP2012154372A JP 2012154372 A JP2012154372 A JP 2012154372A JP 2011012117 A JP2011012117 A JP 2011012117A JP 2011012117 A JP2011012117 A JP 2011012117A JP 2012154372 A JP2012154372 A JP 2012154372A
- Authority
- JP
- Japan
- Prior art keywords
- bearing
- boot
- constant velocity
- velocity universal
- universal joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000010399 physical interaction Effects 0.000 claims abstract description 15
- 230000005540 biological transmission Effects 0.000 claims abstract description 7
- 239000000463 material Substances 0.000 claims description 23
- 238000000034 method Methods 0.000 claims description 17
- 230000001678 irradiating effect Effects 0.000 claims description 13
- 238000010438 heat treatment Methods 0.000 claims description 12
- 238000002844 melting Methods 0.000 claims description 9
- 238000000354 decomposition reaction Methods 0.000 claims description 6
- 238000006073 displacement reaction Methods 0.000 claims description 6
- 239000004065 semiconductor Substances 0.000 claims description 6
- 230000008018 melting Effects 0.000 claims description 5
- 239000000835 fiber Substances 0.000 claims description 4
- 230000001105 regulatory effect Effects 0.000 claims description 4
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 3
- 238000005304 joining Methods 0.000 abstract description 27
- 238000005299 abrasion Methods 0.000 abstract 1
- 239000011347 resin Substances 0.000 description 24
- 229920005989 resin Polymers 0.000 description 24
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 18
- 239000004519 grease Substances 0.000 description 16
- -1 Polybutylene terephthalate Polymers 0.000 description 10
- 239000007769 metal material Substances 0.000 description 10
- 230000002093 peripheral effect Effects 0.000 description 10
- 229920000728 polyester Polymers 0.000 description 9
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 8
- 239000002184 metal Substances 0.000 description 7
- 229920000642 polymer Polymers 0.000 description 7
- 239000004033 plastic Substances 0.000 description 6
- 229920003023 plastic Polymers 0.000 description 6
- 229920006346 thermoplastic polyester elastomer Polymers 0.000 description 6
- 238000003466 welding Methods 0.000 description 6
- 238000005452 bending Methods 0.000 description 5
- 229920001400 block copolymer Polymers 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 4
- 238000005411 Van der Waals force Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000000314 lubricant Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 238000001179 sorption measurement Methods 0.000 description 4
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 3
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 3
- 125000001931 aliphatic group Chemical group 0.000 description 3
- 229920003232 aliphatic polyester Polymers 0.000 description 3
- 229920000570 polyether Polymers 0.000 description 3
- 229920001451 polypropylene glycol Polymers 0.000 description 3
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 238000000071 blow moulding Methods 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- WOZVHXUHUFLZGK-UHFFFAOYSA-N dimethyl terephthalate Chemical compound COC(=O)C1=CC=C(C(=O)OC)C=C1 WOZVHXUHUFLZGK-UHFFFAOYSA-N 0.000 description 2
- 150000002009 diols Chemical class 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 230000005284 excitation Effects 0.000 description 2
- 239000002360 explosive Substances 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 229920001610 polycaprolactone Polymers 0.000 description 2
- 239000004632 polycaprolactone Substances 0.000 description 2
- 229920000921 polyethylene adipate Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- YPFDHNVEDLHUCE-UHFFFAOYSA-N propane-1,3-diol Chemical compound OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 2
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 1
- AXKZIDYFAMKWSA-UHFFFAOYSA-N 1,6-dioxacyclododecane-7,12-dione Chemical compound O=C1CCCCC(=O)OCCCCO1 AXKZIDYFAMKWSA-UHFFFAOYSA-N 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- DUKVCLUFPFXDEM-UHFFFAOYSA-N 4-(4-hydroxy-4-phenylcyclohexa-1,5-dien-1-yl)phenol Chemical group C1=CC(O)=CC=C1C1=CCC(O)(C=2C=CC=CC=2)C=C1 DUKVCLUFPFXDEM-UHFFFAOYSA-N 0.000 description 1
- AMWQXPWRPKVETN-UHFFFAOYSA-N 4-[4-hydroxy-4-(4-phenylphenyl)cyclohexa-1,5-dien-1-yl]phenol Chemical group C1=CC(O)=CC=C1C1=CCC(O)(C=2C=CC(=CC=2)C=2C=CC=CC=2)C=C1 AMWQXPWRPKVETN-UHFFFAOYSA-N 0.000 description 1
- 229920001634 Copolyester Polymers 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 1
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- 125000006267 biphenyl group Chemical group 0.000 description 1
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- FOTKYAAJKYLFFN-UHFFFAOYSA-N decane-1,10-diol Chemical compound OCCCCCCCCCCO FOTKYAAJKYLFFN-UHFFFAOYSA-N 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 230000007062 hydrolysis Effects 0.000 description 1
- 238000006460 hydrolysis reaction Methods 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- RXOHFPCZGPKIRD-UHFFFAOYSA-N naphthalene-2,6-dicarboxylic acid Chemical compound C1=C(C(O)=O)C=CC2=CC(C(=O)O)=CC=C21 RXOHFPCZGPKIRD-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- UHHKSVZZTYJVEG-UHFFFAOYSA-N oxepane Chemical compound C1CCCOCC1 UHHKSVZZTYJVEG-UHFFFAOYSA-N 0.000 description 1
- RGSFGYAAUTVSQA-UHFFFAOYSA-N pentamethylene Natural products C1CCCC1 RGSFGYAAUTVSQA-UHFFFAOYSA-N 0.000 description 1
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N phenylbenzene Natural products C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
Images


Landscapes
- Sealing Devices (AREA)
- Diaphragms And Bellows (AREA)
Abstract
【課題】耐摩耗性、耐疲労性、耐触れ廻り性、耐膨張性に優れ、しかも、ブーツバンドを用いることがなく、部品点数の削減が可能となる等速自在継手を提供する。
【解決手段】外側継手部材33と、内側継手部材36と、外側継手部材33と内側継手部材36との間に介在されるトルク伝達部材とを備え、ブーツ50にて継手内部が密封される等速自在継手である。第1軸受61は、内輪72が外側継手部材33の開口部外径面に固着されるとともに、外輪73がブーツ50の一方の開口部の内径面17に接合される。第2軸受62は、内輪72がシャフト43のブーツ装着部56に固着されるとともに、外輪73がブーツ50の他方の開口部の内径面18に接合される。第1軸受61および第2軸受62はシール構造を備えた軸受である。軸受61,62の外輪73とブーツ50との接合は、接合面間において物理的相互作用を生じさせることにより接合一体化されるものである。
【選択図】図1
【解決手段】外側継手部材33と、内側継手部材36と、外側継手部材33と内側継手部材36との間に介在されるトルク伝達部材とを備え、ブーツ50にて継手内部が密封される等速自在継手である。第1軸受61は、内輪72が外側継手部材33の開口部外径面に固着されるとともに、外輪73がブーツ50の一方の開口部の内径面17に接合される。第2軸受62は、内輪72がシャフト43のブーツ装着部56に固着されるとともに、外輪73がブーツ50の他方の開口部の内径面18に接合される。第1軸受61および第2軸受62はシール構造を備えた軸受である。軸受61,62の外輪73とブーツ50との接合は、接合面間において物理的相互作用を生じさせることにより接合一体化されるものである。
【選択図】図1
Description
本発明は、自動車や各種産業機械に用いられる動力伝達装置である等速自在継手に関し、特に、継手開口部を密封するブーツが装着される等速自在継手に関する。
ところで、等速自在継手(固定式等速自在継手)は、図4に示すように、内径面1に複数のトラック溝2を形成した外側継手部材3と、外径面4に複数のトラック溝5を形成した内側継手部材6と、外側継手部材3のトラック溝2と内側継手部材6のトラック溝5とで協働して形成されるボールトラックに配された複数のボール7と、ボール7を収容するためのポケット8を有するケージ9とで主要部が構成されている。
また、外側継手部材3は、内径面1にトラック溝2が形成されたマウス部10と、マウス部10の底壁10aから突設されるステム部11とからなる。内側継手部材6の軸心孔には、雌スプライン12が形成され、内側継手部材6の軸心孔にシャフト13の端部が嵌入される。シャフト13の端部には雄スプライン14が形成され、シャフト13の端部が内側継手部材6の軸心孔に嵌入された際に、雌スプライン12と雄スプライン14とが嵌合する。
シャフト13の雄スプライン14の端部には周方向凹溝15が形成され、この周方向凹溝15に止め輪16が装着されている。このように、止め輪16が装着されることにより、シャフト13の抜け止めが構成される。
外側継手部材3の開口部がブーツ20にて塞がれている(特許文献1)。ブーツ20は、大径部20aと、小径部20bと、大径部20aと小径部20bとを連結する蛇腹部20cとを備える。蛇腹部20cは、山部21と谷部22とが交互に形成されてなる。そして、ブーツ20の大径部20aが、外側継手部材3の開口部に外嵌された状態でブーツバンド25が締め付けられて、外側継手部材3に固定される。また、ブーツ20の小径部20bは、シャフト13のブーツ装着部26に外嵌された状態でブーツバンド25が締め付けられて、シャフト13に固定される。なお、外側継手部材3のマウス部10の開口部外径面には、周方向凹溝27およびこの周方向凹溝27の開口端に形成される環状突起28が設けられ、シャフト13のブーツ装着部26の外径面には、周方向凹溝29およびこの周方向凹溝29の開口端に形成される環状突起30が設けられている。すなわち、このような周方向凹溝27、29や環状突起28、30を設けることによって、ブーツ20の密着性の向上を図っている。
ところで、等速自在継手には、作動角を取りながら回転する機能が備わっており、等速自在継手用ブーツには、その挙動に追従できる柔軟性と、高速回転時にブーツが形状を保つための剛性とが必要とされる。
従来には、ブーツの小径部に軸受を介してシャフト(駆動軸)へ装着される車輪用軸受装置が提案されている(特許文献2)。すなわち、通常の動作条件で駆動軸と共回することを防止して、ブーツの回転屈曲を起さないようにしている。
図4に示すような構成では、安定したシール性を確保するには、ブーツバンドを所定の締め代で精度良く締め付ける必要があり、ブーツバンドに高精度な品質が要求される。また、シール性向上のため、シャフトの外周面に環状突起を設けた場合には、シャフトの加工コストがアップする。かかるブーツバンドを用いることによる部品点数増とシャフトの形状複雑化による加工コストアップから、等速自在継手のコスト増が避けられないものとなっている。
ところで、等速自在継手用ブーツは、等速自在継手が作動角を取ったり軸方向の摺動に追従したりするために変形する。そして等速自在継手が回転することで、ブーツは隣接する山部との干渉により摩耗したり、谷部内面とシャフトの干渉により摩耗したりする。また、谷部などでは繰り返し応力により疲労(亀裂)を生じる。一方、等速自在継手が回転することで、ブーツに遠心力が掛かるため、触れ回ったり、外径が膨張したりする。そこで、ブーツの摩耗性や疲労性などの耐久性を確保するために大きな外径のブーツ設計を取ると、触れ回り性や膨張性が低下したり、コンパクト性を欠いたりすると言った課題が生じる。逆に、高速回転時の触れ回り性や膨張性を重視して剛性の高いブーツ設計を取ると、今度は疲労性や摩耗性が低下する課題が生じる。
そのため、前記特許文献2に記載のように、軸受を用いることによって、ブーツの駆動軸と共廻りすることを回避させて、これによって、ブーツの回転屈曲を起さないようにして、ブーツ寿命を長いものとしている。
しかしながら、特許文献2に記載のものでは、ブーツを固定するものとしては、特許文献1に記載のものと同様、ブーツバンドを用いるものである。このため、ブーツバンドの締め付け部内径面と、軸受の外輪の外径面との間のシール性を考慮する必要があり、ブーツバンドへの高精度な品質要求とブーツバンドを用いることによる部品点数増の課題がある。
また、特許文献1に記載のものでも、特許文献2に記載のものでもブーツバンドを用いることによって、その締結部位の外径寸法が大となる欠点がある。なお、前記特許文献2では、ハブ軸受と等速自在継手とが一体構造とされた車輪用軸受装置である。このため、このような車輪用軸受装置に対して軸受を介してブーツを装着する(締め付ける)ようにすれば、大型化を招くことになって、コンパクト性に欠けるとともに、ハブ軸受と一体となっているので、等速自在継手単体でのメンテナンス性に欠ける課題がある。
そこで、本発明は斯かる実情に鑑み、耐摩耗性、耐疲労性、耐触れ廻り性、及び耐膨張性に優れ、しかも、ブーツバンドを用いることがなく、部品点数の削減が可能となる等速自在継手を提供しようとするものである。
本発明の等速自在継手は、外側継手部材と、内側継手部材と、前記外側継手部材と前記内側継手部材との間に介在されるトルク伝達部材とを備え、一方の開口部が外側継手部材の開口部に第1軸受を介して装着され、他方の開口部が内側継手部材に連結されるシャフトに第2軸受を介して装着されるブーツにて継手内部が密封される等速自在継手であって、第1軸受および第2軸受はシール構造を備えた軸受であり、第1軸受は、内輪が外側継手部材の開口部外径面に固着されるとともに、外輪がブーツの一方の開口部の内径面に接合され、第2軸受は、内輪がシャフトのブーツ装着部に固着されるとともに、外輪がブーツの他方の開口部の内径面に接合され、かつ、第1軸受の外輪と一方の開口部との接合、および第2軸受の外輪と他方の開口部との接合の少なくとも一方の接合は、接合面間において物理的相互作用を生じさせることにより接合一体化されるものである。
本発明の等速自在継手によれば、等速自在継手が作動角を取って回転すると、ブーツも共に回転しようとするが、軸受を介してブーツが固定されているため、軸受の回転トルク(回転抵抗)は小さいので、ブーツ変形による剛性が抵抗になって軸受が回転し、ブーツは回転しないか、等速自在継手よりも遅い回転数に留まる。また、蛇腹部における隣接する山部同士が干渉した場合、その発生する摩擦による回転抵抗によって、ブーツは回転せず、摩耗を防止することができる。そして、ブーツ変形による剛性が抵抗となり、あるいは蛇腹部干渉の摩擦による回転抵抗を受けるためにブーツは回転を止めようとし、屈曲疲労を受けなくなる。
しかも、第1軸受の外輪と一方の開口部との接合や第2軸受の外輪と他方の開口部との接合は、接合面間において物理的相互作用を生じさせるものである。このため、ブーツバンドを必要としない。ここで、物理的相互作用を生じる接合は、ブーツの接合部位を加熱して溶融させて軸受の外輪外面に接合する方法や、軸受の外輪外面をブーツ材料が溶融する温度まで加熱してブーツの接合部位を接合する方法などがある。
前記ブーツがレーザー透過性を持つ熱可塑性エラストマーからなり、各軸受の外輪の外径面を円筒面形状部とするとともに、ブーツの両開口部の内径面を円筒面形状部とし、ブーツの開口部への外径側からのレーザー光照射による軸受の外輪外径面の加熱で、ブーツの開口部を軸受の外輪外径面に衝合状態で接合一体化するのが好ましい。
レーザー光を照射して、軸受の外輪外径面を加熱する。この加熱によって、等速自在継手用ブーツの樹脂材料内部から熱分解されたガスが膨らみ、樹脂内部に気泡を発生する。この時、マイクロサイズ領域ではあるが、気泡発生に伴う爆発的な圧力が接合部にかかり、接合部の金属材料及び樹脂材料の温度が高くなっていることと相まって、気泡周辺部の樹脂材料と金属材料が、アンカー効果などの物理的な接合又は金属酸化物を通じた化学的な接合を可能にする条件を満たし接合する。さらに、樹脂材料が冷え固まる際には、気泡の温度も減少するため、気泡内部の圧力が低下し、吸着力が発生する。特に、加熱源としてレーザー光を用いることによって、局所的な急激な冷却が可能となり、気泡発生にともなう圧力・吸着力を増加させることができ、金属材料と樹脂材料の接合を促進させることができる。
すなわち、レーザー溶着接合法は、金属とプラスチックとを重ねて、そこにレーザー光を照射するだけで接合できる手法である。原理は、プラスチックのレーザー透過性や金属でも局所的に十分に過熱できるレーザー光の高パワー密度を利用し、プラスチック側、金属側のどちらかからレーザー光を照射し、金属材料と接している境界部のプラスチックを選択的に、溶融させて分解温度以上に急速に加熱し、その分解によって泡を発生させる。泡周辺部の高温の融液と金属表面に対して、高温・高圧の条件が実現され、ミクロンオーダーで接合(ファンデルワールス力)された接合部が得られる。このため、レーザー溶着接合法は、金属材料と樹脂材料とを、樹脂材料表面側からレーザー光を照射することで生じる物理的相互作用により、接合するものである。ここで、物理的相互作用とは分子間(引)力といわれるもので、あらゆる分子の間の引き合う力(ファンデルワールス力)をいい、二次結合力ともいう。
外径側からのレーザー光照射による軸受の外輪外径面の加熱で、この外輪外径面の表面温度をブーツ材料の溶解・分解温度よりも高くするのが好ましい。このような温度とすることによって、樹脂内部における気泡の発生が安定する。
レーザー光として半導体レーザー又はファイバーレーザーを使用することができ、既存のレーザー照射装置を用いることができる。また、レーザーの照射方式を連続式とすることができる。レーザーのスポットが直径2mm以上の円形であっても、長辺が2mm以上の矩形形状であってもよい。
前記軸受に、玉軸受、ころ軸受、及び滑り軸受のいずれかを用いることができる。また、等速自在継手としては、角度変位のみを許容する固定式であっても、角度変位および軸方向変位を許容する摺動式であってもよい。継手回転状態において、規制手段にてブーツの回転を規制するものであってもよい。
本発明の等速自在継手では、ブーツは、軸受を介して等速自在継手に装着するので回転しないため、摩耗を防止することができるとともに、屈曲疲労を受けなくなる。しかも、ブーツが回転しない構造を取ることにより、ブーツおよびブーツ内に存在するグリース(潤滑剤)に遠心力が掛からないため、ブーツの耐触れ回り性や耐膨張性が向上する。また、回転しないことにより、ブーツ性能への制約が少なくなって、ブーツ形状の自由度が従来の設計よりも増す利点がある。
ブーツバンドを省略することができ、等速自在継手への組み付け時の部品点数を減少させることができる。このため、ブーツの組み付け性の向上を図ることができて、低コスト化を達成できる。このようにブーツバンドを用いないことにより、ブーツと軸受との接合部位の大径化を防止できる。また、軸受の外輪外径面においても、従来のブーツ取付構造で設けられていた環状突起等を必要としない。このため、既存の軸受をそのまま使用することができ、製造コストの低減を達成できる。
また、各軸受がシール構造を備えたものであり、継手内部のグリースや軸受内のグリースが外部へ漏洩するのを防止することができるとともに、埃や水などの異物が外部から侵入するのを防止することができる。
物理的相互作用を生じさせる方法として、ブーツの開口部の外径側からレーザー光を照射する方法があり、このように、レーザー光を照射するものでは、この樹脂材料に対してレーザー光を照射することによって、レーザー光が透過して軸受の外輪の表面を加熱することができ、短時間に効率よく接合できる。特に、軸受の外輪の表面温度を樹脂材料の溶解・分解温度よりも高くすることによって、樹脂内部における気泡の発生が安定し、安定した接合力を発揮できる。
また、レーザー光を照射する際に使用するレーザー光照射装置を既存のものを用いることができ、コストの低減を図ることができる。また、レーザーの照射方式を連続式とすることができ、効率のよいレーザー照射を行うことができる。レーザーのスポットが直径2mm以上の円形であっても、長辺が2mm以上の矩形形状であってもよく、軸受の外輪の表面の加熱が安定する。
使用する軸受として、玉軸受、ころ軸受、滑り軸受等の種々のものを用いることができ、しかもこれらの軸受は既存のものでよく、設計の自由度が大きくなるとともに、低コスト化を図ることができる。また、等速自在継手としては、固定式であっても、摺動式であってもよく、本発明の構成の適用範囲は広い。
継手回転状態において、規制手段にてブーツの回転を規制するものであれば、ブーツが回転することを安定して防止でき、耐摩耗性、耐疲労性、耐触れ廻り性、及び耐膨張性により優れたものとなる。
以下、本発明の実施形態を図面に従って説明する。
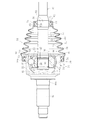
図1に本発明に係る等速自在継手を示し、この等速自在継手は、バーフィールド型の固定式等速自在継手であって、内径面31にトラック溝32が形成された外側継手部材33と、外径面34にトラック溝35が形成された内側継手部材36と、外側継手部材33のトラック溝32と内側継手部材36のトラック溝35との間に介在されるトルク伝達部材としてのボール37と、このボール37を収容するポケット38を有するとともに外側継手部材33と内側継手部材36との間に介装されるケージ39とを備える。
また、外側継手部材33は、内径面31にトラック溝32が形成されたマウス部40と、マウス部40の底壁40aから突設されるステム部41とからなる。内側継手部材36の軸心孔には、雌スプライン42が形成され、内側継手部材36の軸心孔にシャフト43の端部が嵌入される。シャフト43の端部には雄スプライン44が形成され、シャフト43の端部が内側継手部材36の軸心孔に嵌入された際に、雌スプライン42と雄スプライン44とが嵌合する。なお、雄スプライン44の端部には周方向溝46が形成され、この周方向溝46に止め輪47が嵌着されている。これによって、シャフト43の抜け止めが構成される。
外側継手部材33の開口部がブーツ50にて塞がれている。ブーツ50は、一方の開口部を構成する大径部50aと、他方の開口部を構成する小径部50bと、大径部50aと小径部50bとを連結する蛇腹部50cとを備える。蛇腹部50cは、山部51と谷部52とが交互に形成されてなる。そして、ブーツ50の大径部50aが、第1軸受61を介して外側継手部材33の開口部に外嵌された状態で装着される。また、ブーツ50の小径部50bが、第2軸受62を介してシャフト43のブーツ装着部56に外嵌された状態で装着される。
ブーツ50は熱可塑性ポリエステルエラストマーからなる。熱可塑性ポリエステルエラストマーは、高融点結晶性ポリエステル重合体セグメント(a)と低融点重合体セグメント(b)からなるポリエステルブロック共重合体を主体とするものである。
熱可塑性ポリエステルエラストマーを構成するポリエステルブロック共重合体の高融点結晶性ポリエステル重合体セグメント(a)は、芳香族ジカルボン酸またはそのエステル形成性誘導体と脂肪族ジオールから形成されるポリエステルであり、好ましくはテレフタル酸および/またはジメチルテレフタレートと1,4−ブタンジオールから誘導されるポリブチレンテレフタレートである。この他に、イソフタル酸、フタル酸、ナフタレン−2,6−ジカルボン酸、あるいはこれらのエステル形成性誘導体などのジカルボン酸成分と、分子量300以下のジオール、例えば、エチレングリコール、トリメチレングリコール、ペンタメチレングリコール、ヘキサメチレングリコール、ネオペンチルグリコール、デカメチレングリコールなどの脂肪族ジオール、1,4−シクロヘキサンジメタノール、トリシクロデカンジメチロールなどの脂環式ジオール、ビス(p−ヒドロキシ)ジフェニル、ビス(p−ヒドロキシフェニル)プロパン、4,4’−ジヒドロキシ−p−タ−フェニル、4,4’−ジヒドロキシ−p−クオーターフェニルなどの芳香族ジオールなどから誘導されるポリエステル、あるいはこれらのジカルボン酸成分およびジオール成分を2種以上併用した共重合ポリエステルであっても良い。また、アジピン酸やセバシン酸などの脂肪族ジカルボン酸を共重合しても良い。さらに、3官能以上の多官能カルボン酸成分、多官能オキシ酸成分および多官能ヒドロキシ成分などを5モル%以下の範囲で共重合することも可能である。
熱可塑性ポリエステルエラストマーを構成するポリエステルブロック共重合体の低融点重合体セグメント(b)は、脂肪族ポリエーテルおよび/または脂肪族ポリエステルである。脂肪族ポリエーテルとしては、ポリ(エチレンオキシド)グリコール、ポリ(プロピレンオキシド)グリコール、ポリ(テトラメチレンオキシド)グリコール、ポリ(ヘキサメチレンオキシド)グリコール、エチレンオキシドとプロピレンオキシドの共重合体、ポリ(プロピレンオキシド)グリコールのエチレンオキシド付加重合体、エチレンオキシドとテトラヒドロフランの共重合体などが挙げられる。また、脂肪族ポリエステルとしては、ポリカプロラクトン、ポリエナントラクトン、ポリカプリロラクトン、ポリブチレンアジペート、ポリエチレンアジペートなどが挙げられる。これらの脂肪族ポリエーテルおよび/または脂肪族ポリエステルのなかで、得られるポリエステルブロック共重合体の弾性特性からポリ(テトラメチレンオキシド)グリコール、ポリ(プロピレンオキシド)グリコールのエチレンオキシド付加物、ポリカプロラクトン、ポリブチレンアジペート、ポリエチレンアジペートなどが好ましい。また、これらの低融点重合体セグメントの数平均分子量としては共重合された状態において300〜6000程度であることが好ましい。ポリエステルブロック共重合体における低融点重合体セグメント(b)の共重合量は、好ましくは10〜80重量%、更に好ましくは15〜75重量%である。
このブーツ50の製造方法としては、特に限定されるものではないが、例えば、押出ブロー、射出ブロー、プレスブロー等のブロー成形法や射出成形法などがある。また、熱可塑性ポリエステルエラストマーに、酸化防止剤、耐光剤、耐加水分解防止剤、カーボンブラック、顔料、染料等の着色剤、難燃剤等を任意に含有させることができる。
第1軸受61および第2軸受62は、転動体としてボール74を使用したシール付玉軸受(シール構造を備えた軸受)である。玉軸受は、図3(a)に示すように、外周面に内側転走面72aが形成された内輪72と、その内輪72の外側に配置され、内周面に外側転走面73aが形成された外輪73と、内輪72の内側転走面72aと外輪73の外側転走面73aとの間に転動自在に介在された複数のボール(玉)74と、内輪72と外輪73との間に配され、各ボール74を円周方向等間隔に保持する保持器75と、内輪72と外輪73間の軸方向両側に配され、その内輪72と外輪73間に形成された環状空間77を密封するシール部材76とで主要部が構成されている。このシール部材76により密封された環状空間77にグリース等の潤滑剤を封入することにより、保持器75のポケット75a内でボール74がスムーズに転動するようにしている。
外輪73の内周面に形成されたシール取付溝78にシール部材76の外周部が嵌合状態に固定される。内輪72はシール部材76の内周部に対応する位置に、円周溝からなるシール溝79が形成され、シール部材76の内周側端に形成されたシールリップが内輪72のシール溝79に摺接する。
ところで、図1に示すように、外側継手部材33のマウス部40の開口部外径面が円筒面形状部80とされ、この円筒面形状部80に第1軸受61が外嵌固定されている。この場合、第1軸受61の内輪72の円筒面72bが圧入固定される。
また、シャフト43のブーツ装着部56の外径面は円筒面形状部82とされ、この円筒面形状部82に第2軸受62が外嵌固定されている。この場合、第2軸受62の内輪72の円筒面72bが圧入固定される。
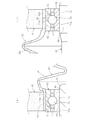
そして、図2(a)に示すように、ブーツ50の大径部50aの内径面17と第1軸受61の外輪73の外径面73bとが接合されるとともに、図2(b)に示すように、ブーツ50の小径部50bの内径面18と第2軸受62の外輪73の外径面73bとが接合される。次にこれらの接合方法を説明する。
この際、レーザー光照射装置(図示省略)を用いることになる。レーザー光照射装置は、放電ランプや半導体レーザー等の励起源を備え、その先端部から図2(a)に示すようにブーツ50の大径部50aに向けて所定パワーのレーザー光85を照射し、図2(b)に示すようにブーツ50の小径部50bに向けて所定パワーのレーザー光85を照射するものである。レーザー光照射装置としては、例えば、半導体励起によるYAGレーザー(発振器方式:連続照射、波長1.08μm)(ロフィン・バーゼルジャパン(株)社製)を用いることができる。なお、レーザー光照射装置としてはこれに限るものではなく、近赤外線レーザーである半導体レーザー、ファイバーレーザーを使用することが可能である。
すなわち、図2(a)(b)に示すように、大径部50aを、第1軸受61の外輪外径面73bに外嵌した衝合状態とし、小径部50bを、第2軸受62の外輪外径面73bに外嵌した衝合状態とする。これらの状態では、大径部50aと第1軸受61との締代、小径部50bと第2軸受62との締代をそれぞれ例えば0.05mm以上1.2mm以下とする。これらの状態で、レーザー光85を照射する。
この場合、大径部50aを介して第1軸受61の接合範囲(被照射領域)H1(図2(a)参照)を照射し、小径部50bを介して第2軸受62の接合範囲(被照射領域)H2(図2(b)参照)を照射することになる。この照射条件としては、レーザー出力2000W以下、ビームのフォーカス位置から外した位置を軸受61、62の外輪表面に照射することで、ビーム径(スポット径)の拡大を図る。ビームが円形であれば、ビーム径を2mm以上とし、ビームが矩形であれば、その長辺を2mm以上とするのが好ましい。
照射に際しては、レーザー光照射装置側を移動させても、軸受61,62側(つまり、外側継手部材33およびシャフト43側)を移動させても、レーザー光照射装置側及び軸受61,62側を移動させてもよい。この実施形態では、レーザー光照射装置側を固定して、軸受61,62側を例えば、30rpmで回転させてレーザー光を照射した。このため、ブーツ50の大径部50aと第1軸受61との全周接合、及びブーツ50の小径部50bと第2軸受62との全周接合を行うことになる。レーザー光の照射方式を連続式とするのが好ましいが、間欠的(パルス的)に照射するものであってもよい。なお、照射するレーザー光のパワーは任意に調整可能なものが好ましい。
レーザー光85を照射すれば、接合範囲(被照射領域)H1(H2)が加熱され、この範囲H1(H2)が樹脂材料の溶解・分解温度よりも高く(熱可塑性ポリエステルエラストマーの溶解・分解温度よりも高い400℃以上)なる。これによって、この範囲H1(H2)に対応する樹脂材料内部から熱分解されたガスが膨らみ、樹脂内部に気泡を発生させる程度まで加熱する。この時、マイクロサイズ領域ではあるが、気泡発生に伴う爆発的な圧力が接合部にかかり、接合部の金属材料及び樹脂材料の温度が高くなっていることと相まって、気泡周辺部の樹脂材料と金属材料が、アンカー効果などの物理的な接合又は金属酸化物を通じた化学的な接合を可能にする条件を満たし接合する。さらに、樹脂材料が冷え固まる際には、気泡の温度も減少するため、気泡内部の圧力が低下し、吸着力が発生する。特に、加熱源としてレーザー光を用いることによって、局所的な急激な冷却が可能となり、気泡発生にともなう圧力・吸着力を増加させることができる。このため、金属材料である軸受61,62の外輪73、73と樹脂材料である大径部50a及び小径部50bの接合を促進させることができ、ブーツ50の大径部50a及び小径部50bと軸受61,62の外輪73、73とは安定した接合力で、接合することになる。
すなわち、このようなレーザー光を用いたレーザー溶着接合法は、金属とプラスチックとを重ねて、そこにレーザー光を照射するだけで接合できる手法である。原理は、プラスチックのレーザー透過性や金属でも局所的に十分に過熱できるレーザー光の高パワー密度を利用し、プラスチック側、金属側のどちらかからレーザー光を照射し、金属材料と接している境界部のプラスチックを選択的に、溶融させて分解温度以上に急速に加熱し、その分解によって泡を発生させる。泡周辺部の高温の融液と金属表面に対して、高温・高圧の条件が実現され、ミクロンオーダーで接合(ファンデルワールス力)される。このため、レーザー溶着接合法は、金属材料と樹脂材料とを、樹脂材料表面側からレーザー光を照射することで生じる物理的相互作用により、接合するものである。ここで、物理的相互作用とは分子間(引)力といわれるもので、あらゆる分子の間の引き合う力(ファンデルワールス力)をいい、二次結合力ともいう。
本発明では、等速自在継手が作動角を取って回転すると、ブーツも共に回転しようとするが、軸受61,62を介してブーツ50が固定されているため、軸受61,62の回転トルク(回転抵抗)は小さいので、ブーツ変形による剛性が抵抗になって軸受が回転し、ブーツ50は回転しないか、等速自在継手よりも遅い回転数に留まる。また、蛇腹部50cにおける隣接する山部51同士が干渉した場合、その発生する摩擦による回転抵抗によって、ブーツ50は回転せず、摩耗を防止することができる。そして、ブーツ変形による剛性が抵抗となり、あるいは蛇腹部干渉の摩擦による回転抵抗を受けるためにブーツ50は回転を止めようとし、屈曲疲労を受けなくなる。
すなわち、ブーツ50を軸受61,62を介して装着することによって、ブーツ50の摩耗を防止することができるとともに、屈曲疲労を受けなくなる。しかも、ブーツ50が回転しない構造を取ることにより、ブーツ50およびブーツ50内に存在するグリース(潤滑剤)に遠心力が掛からないため、ブーツ50の耐触れ回り性や耐膨張性が向上する。また、回転しないことにより、ブーツ性能への制約が少なくなって、ブーツ形状の自由度が従来の設計よりも増す利点がある。
しかも、第1軸受61の外輪73と一方の開口部(大径部50a)との接合や第2軸受62の外輪73と他方の開口部(小径部50b)との接合は、接合面間において物理的相互作用を生じさせるものである。このため、ブーツバンドを必要としない。
このように、ブーツバンドを省略することができ、等速自在継手への組み付け時の部品点数を減少させることができる。このため、ブーツ50の組み付け性の向上を図ることができて、低コスト化を達成できる。また、ブーツバンドを用いないことにより、ブーツ50と軸受61,62との接合部位の大径化を防止できる。さらに、軸受61,62の外輪73,73の外径面73b、73bにおいても、従来のブーツ取付構造で設けられていた環状突起等を必要としない。このため、既存の軸受をそのまま使用することができ、製造コストの低減を達成できる。
物理的相互作用を生じさせる方法として、この実施形態では、ブーツ50の開口部(50a,50b)の外径側からレーザー光85を照射する方法であり、このように、レーザー光85を照射するものでは、レーザー光85として半導体レーザー又はファイバーレーザーを使用することができるので、既存のレーザー照射装置を用いることができ、コスト低減を図ることができる。また、レーザー光85の照射方式を連続式とすることができる。このように連続式とすることによって、高精度かつ高強度な接合部を形成でき、効率のよいレーザー照射を行うことができる。また、レーザー光85のスポットが直径2mm以上の円形であっても、長辺が2mm以上の矩形形状であってもよく、軸受61,62の外輪73,73の加熱が安定する。
使用する樹脂がレーザー透過性の熱可塑性エラストマーであるのが好ましい。このようにレーザー透過性のものを使用すれば、この樹脂に対してレーザー光85を照射することによって、レーザー光85が透過して軸受61,62の外輪73,73を加熱することができ、短時間に効率よく接合できる。特に、軸受61,62の外輪73,73の表面温度を樹脂材料の溶解・分解温度よりも高くすることによって、樹脂内部における気泡の発生が安定し、安定した接合力を発揮できる。
また、軸受61、62がシール構造を備えたものであり、継手内部のグリースや軸受61、62内のグリースが外部へ漏洩するのを防止することができるとともに、埃や水などの異物が外部から侵入するのを防止することができる。
軸受61,62の外輪73,73とブーツ50の開口部50a,50bの締代を0.05mm以上1.2mm以下とするのが好ましい。このような締代とすることによって、接合時に、最適な高温・高圧の条件を実現することができる。また、レーザー光85を照射する際に、図示省略のクランプ機構等により接合部に対して加圧力を付加してもよい。このように、クランプ機構等により加圧力を付加すれば、締代を、前記のように設定することなく、最適な高温・高圧の条件で接合できる。
軸受61、62を用いることによって、ブーツ50は回転しないか、外側継手部材33の回転よりも遅い回転数となる。更にブーツ50を回転させない精度を向上するために、この等速自在継手とは独立した周辺部位(固定部位)にこのブーツ50を固定する、又は固定に近い状態で連結するようにしてもよい。
このように、周辺部位(固定部位)にブーツ50を固定する等によって、回転させない精度の向上を図ることができ、耐摩耗性、耐疲労性、耐触れ廻り性、及び耐膨張性により優れたものとなる。
なお、ブーツ設計で注意しなければならない点は、常用作動角域において、ブーツ蛇腹部50cがシャフト43と干渉しない設計を取ることにある。回転しているシャフト43に停止またはほぼ停止しているブーツ50の谷部52が常に接触すると、通常のシール構造のものよりもブーツ内面の摩耗が進行することになる。ここで常用作動角域とは、定常的に使用される角度域を指す。例えば、自動車用ドライブシャフトのアウトボード側(車輪側)に使用される等速自在継手の場合において、ハンドルを大きく切って転舵する状況は、それに該当しない。
ところで、第1軸受61や第2軸受62としては、図3(b)に示すようなころ軸受であってもよい。ころ軸受は、内輪92と、外輪93と、内輪92と外輪93との間の円筒ころ94と、円筒ころ94を周方向に沿って所定ピッチで配設される円筒ころ94を保持する保持器95とを備えたものである。この場合、外輪93が鍔ありタイプであり、内輪92が鍔なしタイプであったが、外輪93が鍔なしタイプで、内輪92が鍔ありタイプであっても、外輪93及び内輪92が鍔ありタイプであってもよい。
また、外輪93の内径面にはシール取付溝96が設けられ、弾性シール材97がこのシール取付溝96に嵌着されている。そして、弾性シール材97 のリップ部97aが内輪92の外径面に接触している。
さらに、第1軸受61や第2軸受62としては、図3(c)に示すような滑り軸受であってもよい。この滑り軸受は、円筒形の外輪101の内周面に円筒形の内輪100を嵌合状に組み付けられたものである。この場合、例えば、外輪101を金属製とし、内輪100を樹脂製等とすることができる。
図3(b)に示すころ軸受であっても、図3(c)に示す滑り軸受であっても、ブーツ50をこのような軸受を介して装着することによって、ブーツ50の摩耗を防止することができるとともに、屈曲疲労を受けなくなる。しかも、ブーツ50が回転しない構造を取ることにより、ブーツ50およびブーツ50内に存在するグリース(潤滑剤)に遠心力が掛からないため、ブーツ50の耐触れ回り性や耐膨張性が向上する。
また、図3(b)に示すころ軸受であっても、図3(c)に示す滑り軸受であっても、軸受61,62の外輪93,101とブーツ50の開口部50a,50bの接合面間において物理的相互作用を生じさせることにより接合一体化することができる。この際、ブーツの開口部への外径側からのレーザー光照射による軸受61,62の外輪93,101の外径面93b,101bの加熱で、ブーツ50の開口部(大径部50a及び小径部50b)を外輪93,101の外径面93b,101bに衝合状態で接合一体化することができる。なお、この場合も、第1軸受61の内輪92、100の内径面(円筒面)92b、100bが外側継手部材33のマウス部40の円筒面形状部80に圧入固定されるとともに、第2軸受62の内輪92、100の内径面(円筒面)92b、100bがシャフト43のブーツ装着部56の円筒面形状部82に圧入固定される。
このため、図3(b)に示すころ軸受や図3(c)に示す滑り軸受等を用いても、図3(a)に示す玉軸受を用いた等速自在継手と同様の作用効果を奏する。
、
また、前記実施形態では、等速自在継手として、トラック溝32,35の溝底が円弧部からなるバーフィールド型の固定式等速自在継手であったが、トラック溝の溝底が円弧部とストレート部を有するアンダーカットフリー型の固定式等速自在継手であってもよい。そして、トリポード型、ダブルオフセット型、クロスグルーブ型等の摺動式等速自在継手にも適用できる。更には、等速性に乏しい構造の固定式、摺動式の自在継手であってもよい。
また、前記実施形態では、等速自在継手として、トラック溝32,35の溝底が円弧部からなるバーフィールド型の固定式等速自在継手であったが、トラック溝の溝底が円弧部とストレート部を有するアンダーカットフリー型の固定式等速自在継手であってもよい。そして、トリポード型、ダブルオフセット型、クロスグルーブ型等の摺動式等速自在継手にも適用できる。更には、等速性に乏しい構造の固定式、摺動式の自在継手であってもよい。
以上、本発明の実施形態につき説明したが、本発明は前記実施形態に限定されることなく種々の変形が可能である。例えば、第1軸受61及び第2軸受62には、シール付軸受を採用する必要があり、図例のように、シール機構(シール構造)として、軸方向両端部側に設けるのが好ましいが、軸方向端部の一方のみであってもよい。但し、一方のみに設ける場合、継手外部からの異物の継手内部への侵入及び継手内部から継手外部へのグリースの流出等を防止することを考慮すれば、継手内部に対して外部側となる方に設けることが必要である。また、軸方向両端部側にシール構造を設ければ、継手内部のグリースが軸受内のグリースと混合することを防止できると共に、外部へのグリース漏洩も二重に防止する効果が得られるが、一方のみに設ける場合は、継手内部内のグリースと軸受内のグリースは、混合しても問題が無いものを選択することが必要である。もっとも、同じグリースを選択すれば、混合したとしても、グリースとして劣化したり機能を発揮できなくなったりするおそれがない。
第1軸受61と第2軸受62とを同一種類の軸受を用いても、第1軸受61と第2軸受62とを相違する種類の軸受を用いてもよい。また、物理的相互作用による接合一体化方法として、前記実施形態では、レーザー光を用いたが、このようなレーザー光を用いることなく、他の加熱手段で、軸受61,62の外輪表面、またはブーツ50の開口部50a,50bの内径面を加熱するものであってもよい。すなわち、物理的相互作用を生じる接合方法として、レーザー光を用いたものであっても、他の加熱手段を用いたものであってもよく、ブーツ50の接合部位を加熱して溶融させて軸受61、62の外輪73,73の外径面73b,73bに接合でき、軸受61、62の外輪73,73の外径面73b,73bをブーツ材料が溶融する温度まで加熱してブーツ50の接合部位を接合できるものであればよい。
図1に示す等速自在継手において、トルク伝達部材としてのボール37の数としては、3個から10個等の種々の数を選択できる。
また、第1軸受61の内輪72と外側継手部材33との接合、第2軸受62の内輪72とシャフト43との接合は、圧入のみであっても、圧入に加え溶接や接着等の接合手段を用いても、圧入せずに溶接や接着等の接合手段のみであってもよい。
33 外側継手部材
36 内側継手部材
37 トルク伝達ボール
50 ブーツ
50a 大径部
50b 小径部
56 ブーツ装着部
61,62 軸受
72b 円筒面
80 円筒面形状部
82 円筒面形状部
85 レーザー光
36 内側継手部材
37 トルク伝達ボール
50 ブーツ
50a 大径部
50b 小径部
56 ブーツ装着部
61,62 軸受
72b 円筒面
80 円筒面形状部
82 円筒面形状部
85 レーザー光
Claims (11)
- 外側継手部材と、内側継手部材と、前記外側継手部材と前記内側継手部材との間に介在されるトルク伝達部材とを備え、一方の開口部が外側継手部材の開口部に第1軸受を介して装着され、他方の開口部が内側継手部材に連結されるシャフトに第2軸受を介して装着されるブーツにて継手内部が密封される等速自在継手であって、
第1軸受および第2軸受はシール構造を備えた軸受であり、第1軸受は、内輪が外側継手部材の開口部外径面に固着されるとともに、外輪がブーツの一方の開口部の内径面に接合され、第2軸受は、内輪がシャフトのブーツ装着部に固着されるとともに、外輪がブーツの他方の開口部の内径面に接合され、かつ、第1軸受の外輪と一方の開口部との接合、および第2軸受の外輪と他方の開口部との接合の少なくとも一方の接合は、接合面間において物理的相互作用を生じさせることにより接合一体化されるものであることを特徴とする等速自在継手。 - 前記ブーツがレーザー透過性を持つ熱可塑性エラストマーからなり、各軸受の外輪の外径面を円筒面形状部とするとともに、ブーツの両開口部の内径面を円筒面形状部とし、ブーツの開口部への外径側からのレーザー光照射による軸受の外輪外径面の加熱で、ブーツの開口部を軸受の外輪外径面に衝合状態で接合一体化したことを特徴とする請求項1に記載の等速自在継手。
- 外径側からのレーザー光照射による軸受の外輪外径面の加熱で、この外輪外径面の表面温度をブーツ材料の溶解・分解温度よりも高くすることを特徴とする請求項2に記載の等速自在継手。
- レーザー光として半導体レーザー又はファイバーレーザーを使用したことを特徴とする請求項2又は請求項3に記載の等速自在継手。
- レーザー光の照射方式を連続式としたことを特徴とする請求項2〜請求項4のいずれか1項に記載の等速自在継手。
- レーザー光のスポットが直径2mm以上の円形であることを特徴とする請求項2〜請求項5のいずれか1項に記載の等速自在継手。
- レーザー光のスポットがその長辺が2mm以上の矩形形状であることを特徴とする請求項2〜請求項5のいずれか1項に記載の等速自在継手。
- 前記軸受に、玉軸受、ころ軸受、及び滑り軸受のいずれかを用いることを特徴とする請求項1〜請求項7のいずれか1項に記載の等速自在継手。
- 角度変位のみを許容する固定式であることを特徴とする請求項1〜請求項8のいずれか1項に記載の等速自在継手。
- 角度変位および軸方向変位を許容する摺動式であることを特徴とする請求項1〜請求項8のいずれか1項に記載の等速自在継手。
- 継手回転状態において、規制手段にてブーツの回転を規制することを特徴とする請求項1〜請求項10のいずれか1項に記載の等速自在継手。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011012117A JP2012154372A (ja) | 2011-01-24 | 2011-01-24 | 等速自在継手 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011012117A JP2012154372A (ja) | 2011-01-24 | 2011-01-24 | 等速自在継手 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012154372A true JP2012154372A (ja) | 2012-08-16 |
Family
ID=46836312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011012117A Pending JP2012154372A (ja) | 2011-01-24 | 2011-01-24 | 等速自在継手 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012154372A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20240038411A (ko) * | 2022-09-16 | 2024-03-25 | 현대위아 주식회사 | 통합형 드라이브 액슬 조립체 |
| KR20240147044A (ko) * | 2023-03-31 | 2024-10-08 | 주식회사 티앤지 | 이중 체결 구조의 볼 조인트 구조체 및 이를 갖는 브이 스테이 조립체 |
-
2011
- 2011-01-24 JP JP2011012117A patent/JP2012154372A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20240038411A (ko) * | 2022-09-16 | 2024-03-25 | 현대위아 주식회사 | 통합형 드라이브 액슬 조립체 |
| KR102802983B1 (ko) * | 2022-09-16 | 2025-04-30 | 현대위아 주식회사 | 통합형 드라이브 액슬 조립체 |
| KR20240147044A (ko) * | 2023-03-31 | 2024-10-08 | 주식회사 티앤지 | 이중 체결 구조의 볼 조인트 구조체 및 이를 갖는 브이 스테이 조립체 |
| KR102822646B1 (ko) * | 2023-03-31 | 2025-06-19 | (주)티앤지 | 이중 체결 구조의 볼 조인트 구조체 및 이를 갖는 브이 스테이 조립체 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6608151B2 (ja) | 軸受用保持器および軸受 | |
| US20100308594A1 (en) | Bearing structure and wind turbine generator | |
| CN203297366U (zh) | 车轮支承用滚动轴承组件 | |
| JP2012154372A (ja) | 等速自在継手 | |
| JP5352874B2 (ja) | 等速自在継手の製造方法 | |
| AU2008331343A1 (en) | Bearing structure and wind power generator | |
| JP2008281139A (ja) | 円すいころ軸受 | |
| JP2010048375A (ja) | 等速自在継手用ブーツの取付構造 | |
| JP2010230049A (ja) | ブーツ取付構造 | |
| JP2010230047A (ja) | ブーツ取付構造 | |
| JP2010230048A (ja) | ブーツ取付構造 | |
| JP2001032904A (ja) | 一方向クラッチと軸受との組立体 | |
| JP2010230046A (ja) | ブーツ取付構造 | |
| JP2010071319A (ja) | 等速自在継手用ブーツの取付構造 | |
| JP2010038251A (ja) | 転がり軸受装置 | |
| JP2010071318A (ja) | 等速自在継手用ブーツの取付構造 | |
| JP2010242777A (ja) | 等速自在継手用ブーツ | |
| JP5730731B2 (ja) | ブーツ取付構造 | |
| JP4527581B2 (ja) | ブーツ付き等速自在継手 | |
| JP2018096444A (ja) | 転がり軸受ユニット | |
| JP2011208775A (ja) | ブーツ取付構造 | |
| JP2003097667A (ja) | ボールねじ装置 | |
| JP2014043891A (ja) | 等速ジョイント用樹脂ブーツ | |
| KR101794748B1 (ko) | 축류팬 | |
| JP2006266412A (ja) | 等速自在継手および等速自在継手用ブーツ |