JP2012154679A - 欠陥マーキング装置 - Google Patents
欠陥マーキング装置 Download PDFInfo
- Publication number
- JP2012154679A JP2012154679A JP2011012020A JP2011012020A JP2012154679A JP 2012154679 A JP2012154679 A JP 2012154679A JP 2011012020 A JP2011012020 A JP 2011012020A JP 2011012020 A JP2011012020 A JP 2011012020A JP 2012154679 A JP2012154679 A JP 2012154679A
- Authority
- JP
- Japan
- Prior art keywords
- marking
- sheet
- product
- head
- defect
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000007547 defect Effects 0.000 title claims abstract description 40
- 230000002950 deficient Effects 0.000 claims abstract description 44
- 238000001514 detection method Methods 0.000 claims description 12
- 238000013016 damping Methods 0.000 claims description 4
- 239000013013 elastic material Substances 0.000 claims description 4
- 239000000463 material Substances 0.000 claims description 4
- 230000007423 decrease Effects 0.000 claims description 2
- 239000000047 product Substances 0.000 description 51
- 230000007246 mechanism Effects 0.000 description 11
- 238000005562 fading Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000000116 mitigating effect Effects 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229920002284 Cellulose triacetate Polymers 0.000 description 1
- 229920000106 Liquid crystal polymer Polymers 0.000 description 1
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 231100000241 scar Toxicity 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images

Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
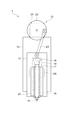
【解決手段】欠陥マーキング装置1では、長さ方向に搬送されるシート状製品Sの欠陥部分がCCDカメラ4によって検出されると、欠陥部分のシート状製品Sにおける幅方向及び長さ方向の位置が画像処理部5によって検出され、ヘッド制御部6がマーキングヘッド7を制御して欠陥部分への打点を行うようになっている。ここで、欠陥マーキング装置1では、マーキングヘッド7の打点動作の駆動源として、回転角度を制御可能な駆動モータ21が設けられている。これにより、マーキングヘッド7による打点の精度を十分に確保できるので、欠陥部分の周囲でシート状製品Sを大きな面積で除去する必要がなくなり、シート状製品Sの歩留まりを向上させることが可能となる。
【選択図】図1
Description
以下、本発明の実施例について説明する。
Claims (7)
- 長さ方向に搬送されるシート状製品の欠陥部分をマーキングヘッドによる打点によってマーキングする欠陥マーキング装置であって、
前記シート状製品の欠陥部分を検出する欠陥検出部と、
前記欠陥部分の前記シート状製品における幅方向及び長さ方向の位置を検出する位置検出部と、
前記位置検出部による検出結果に基づいて前記マーキングヘッドの打点動作を制御する打点制御部と、を備え、
前記マーキングヘッドの前記打点動作の駆動源として、回転角度を制御可能な第1のモータが設けられていることを特徴とする欠陥マーキング装置。 - 前記打点制御部は、打点直前の前記マーキングヘッドの動作速度が徐々に減速するように前記モータを制御することを特徴とする請求項1記載の欠陥マーキング装置。
- 前記シート状製品の幅方向に対する前記マーキングヘッドの移動を制御する移動制御部を更に備え、
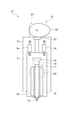
前記マーキングヘッドの前記移動の駆動源として、回転角度を制御可能な第2のモータが設けられていることを特徴とする請求項1又は2記載の欠陥マーキング装置。 - 前記マーキングヘッドは、インクを用いたマーキングペンと、前記第1のモータの駆動を前記シート状製品に対する前記マーキングペンの前進・後退動作に変えるリンク部とを有していることを特徴とする請求項1〜3のいずれか一項記載の欠陥マーキング装置。
- 前記マーキングペンには、弾性材料又は減衰材料からなる衝撃緩和部が取り付けられていることを特徴とする請求項4記載の欠陥マーキング装置。
- 前記マーキングペンを保温する保温部を更に備えたことを特徴とする請求項5記載の欠陥マーキング装置。
- 前記マーキングヘッドが前記シート状製品の搬送方向に沿って複数配置されていることを特徴とする請求項1〜6のいずれか一項記載の欠陥マーキング装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011012020A JP2012154679A (ja) | 2011-01-24 | 2011-01-24 | 欠陥マーキング装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011012020A JP2012154679A (ja) | 2011-01-24 | 2011-01-24 | 欠陥マーキング装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012154679A true JP2012154679A (ja) | 2012-08-16 |
Family
ID=46836571
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011012020A Pending JP2012154679A (ja) | 2011-01-24 | 2011-01-24 | 欠陥マーキング装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012154679A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015059804A (ja) * | 2013-09-18 | 2015-03-30 | 株式会社メック | 欠陥検査システム、及びマーキング方法 |
| JP2015064224A (ja) * | 2013-09-24 | 2015-04-09 | 株式会社メック | 欠陥検査システム、及びマーキング方法 |
| CN109444266A (zh) * | 2018-12-19 | 2019-03-08 | 杭州戬威机电科技有限公司 | 一种风力发电机扇叶检测设备 |
| CN110303799A (zh) * | 2019-08-05 | 2019-10-08 | 淮安杰鼎唐科技有限公司 | 自动打点装置和自动打点检测设备 |
| TWI693150B (zh) * | 2016-06-08 | 2020-05-11 | 南韓商三星Sdi股份有限公司 | 用來處理薄膜的裝置以及方法 |
| CN112485264A (zh) * | 2020-11-26 | 2021-03-12 | 恒大新能源技术(深圳)有限公司 | 在线打标装置及缺陷检测设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09304295A (ja) * | 1996-05-09 | 1997-11-28 | Sekisui Chem Co Ltd | シート状製品の欠点マーキング装置 |
| JP2002183946A (ja) * | 2000-12-19 | 2002-06-28 | Kubota Corp | グライド欠陥分析装置 |
| JP2002292853A (ja) * | 2001-03-29 | 2002-10-09 | Tomoegawa Paper Co Ltd | マーキングシステム、マーキング方法およびマーキング装置 |
| JP2002350731A (ja) * | 2001-05-24 | 2002-12-04 | Lasertec Corp | 欠陥観察方法及び欠陥観察装置 |
-
2011
- 2011-01-24 JP JP2011012020A patent/JP2012154679A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09304295A (ja) * | 1996-05-09 | 1997-11-28 | Sekisui Chem Co Ltd | シート状製品の欠点マーキング装置 |
| JP2002183946A (ja) * | 2000-12-19 | 2002-06-28 | Kubota Corp | グライド欠陥分析装置 |
| JP2002292853A (ja) * | 2001-03-29 | 2002-10-09 | Tomoegawa Paper Co Ltd | マーキングシステム、マーキング方法およびマーキング装置 |
| JP2002350731A (ja) * | 2001-05-24 | 2002-12-04 | Lasertec Corp | 欠陥観察方法及び欠陥観察装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015059804A (ja) * | 2013-09-18 | 2015-03-30 | 株式会社メック | 欠陥検査システム、及びマーキング方法 |
| JP2015064224A (ja) * | 2013-09-24 | 2015-04-09 | 株式会社メック | 欠陥検査システム、及びマーキング方法 |
| TWI693150B (zh) * | 2016-06-08 | 2020-05-11 | 南韓商三星Sdi股份有限公司 | 用來處理薄膜的裝置以及方法 |
| CN109444266A (zh) * | 2018-12-19 | 2019-03-08 | 杭州戬威机电科技有限公司 | 一种风力发电机扇叶检测设备 |
| CN109444266B (zh) * | 2018-12-19 | 2024-05-10 | 杭州戬威机电科技有限公司 | 一种风力发电机扇叶检测设备 |
| CN110303799A (zh) * | 2019-08-05 | 2019-10-08 | 淮安杰鼎唐科技有限公司 | 自动打点装置和自动打点检测设备 |
| CN112485264A (zh) * | 2020-11-26 | 2021-03-12 | 恒大新能源技术(深圳)有限公司 | 在线打标装置及缺陷检测设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012154679A (ja) | 欠陥マーキング装置 | |
| CN108944084B (zh) | 印刷装置 | |
| EP3257674B1 (en) | Image recording device, and image recording method | |
| KR101701566B1 (ko) | 패널로부터 편광 필름을 박리하기 위한 박리바, 이를 이용한 박리 장치 및 박리 방법 | |
| US20110229239A1 (en) | Printing Apparatus and Method of Printing | |
| CN111448404B (zh) | 滚珠丝杠单元的诊断系统及马达控制系统 | |
| KR101167502B1 (ko) | 스크라이브 장치 | |
| US11376875B2 (en) | Printing apparatus, control method of printing apparatus, and storage medium | |
| CN103608275A (zh) | 介质传送装置 | |
| US9487031B2 (en) | Recording device and method for suppressing contact between pressing member and recording unit | |
| US20130068814A1 (en) | Web conveying device, printing apparatus, and tension control method | |
| KR20120001682A (ko) | 판상물의 반송량 검출 장치 및 반송량 검출 방법, 및 판상물의 절선 가공 장치 및 절선 가공 방법 | |
| US10019793B2 (en) | Test system and test method | |
| JP6562000B2 (ja) | 搬送ベルトの張力調整方法、搬送装置及びインクジェット記録装置 | |
| US10773515B2 (en) | Image recording apparatus | |
| EP2756957A1 (en) | Recordng apparatus and recording method | |
| EP2857335A1 (en) | Recording apparatus and recording method | |
| JP2016000482A (ja) | キャリッジ装置 | |
| US9682578B2 (en) | Recording apparatus, method for transporting recording medium, and method for notifying information of remaining amount of recording medium | |
| CN103249687A (zh) | 板状物的搬运量检测装置、切断装置、搬运量检测方法、切割线加工装置及切割线加工方法 | |
| JP5418983B2 (ja) | 矩形板状物の割れ検査方法及び検査装置 | |
| JP2014188382A (ja) | 塗工装置および塗工膜形成システム | |
| JPWO2019171419A1 (ja) | スクリーン印刷機 | |
| JP2014210382A (ja) | 記録媒体搬送装置及び画像形成装置 | |
| KR20130055172A (ko) | 기판 정렬 유닛, 이를 포함하는 기판 처리 장치 및 이를 이용하는 기판 정렬 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131129 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140127 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140805 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141029 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20141107 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20150206 |