JP2012155125A - 液晶バックライト用光反射板及びその製造方法 - Google Patents
液晶バックライト用光反射板及びその製造方法 Download PDFInfo
- Publication number
- JP2012155125A JP2012155125A JP2011013832A JP2011013832A JP2012155125A JP 2012155125 A JP2012155125 A JP 2012155125A JP 2011013832 A JP2011013832 A JP 2011013832A JP 2011013832 A JP2011013832 A JP 2011013832A JP 2012155125 A JP2012155125 A JP 2012155125A
- Authority
- JP
- Japan
- Prior art keywords
- light
- liquid crystal
- thermoplastic resin
- wavelength
- crystal backlight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Optical Elements Other Than Lenses (AREA)
- Liquid Crystal (AREA)
- Planar Illumination Modules (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Abstract
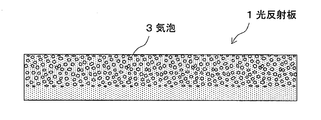
【解決手段】光源から発する光を反射させる液晶バックライト用光反射板であって、内部に平均気泡径10μm以下の複数の気泡を有し、JIS L 1015で規定される2波長法による白色度が90%以上であり、波長450nmの光の全反射率が95%以上であり、波長550nmの光の全反射率が95%以上であることを特徴とする熱可塑性樹脂発泡体からなることを特徴とする液晶バックライト用光反射板である。
【選択図】図1
Description
(1)光源から発する光を反射させる液晶バックライト用光反射板であって、内部に平均気泡径10μm以下の複数の気泡を有し、JIS L 1015で規定される2波長法による白色度が90%以上であり、波長450nmの光の全反射率が95%以上であり、波長550nmの光の全反射率が95%以上であることを特徴とする熱可塑性樹脂発泡体からなることを特徴とする液晶バックライト用光反射板。
(2)前記熱可塑性樹脂発泡体のMD(流れ方向)及びTD(幅方向)の曲げ強さ(JIS K 7171)がいずれも8MPa以上であることを特徴とする(1)に記載の液晶バックライト用光反射板。
(3)前記熱可塑性樹脂発泡体の曲げ強さのMD(流れ方向)/TD(幅方向)の比が0.8〜1.7であることを特徴とする(2)に記載の液晶バックライト用光反射板。
(4)熱可塑性樹脂からなる樹脂シートを加圧不活性ガス雰囲気中に保持して前記樹脂シートに不活性ガスを含有させる工程と、前記不活性ガスを含有させた前記樹脂シートを常圧下で加熱して発泡させる工程と、を備え、内部に平均気泡径10μm以下の複数の気泡を有し、JIS L 1015で規定される2波長法による白色度が90%以上であり、波長450nmの光の全反射率が95%以上であり、波長550nmの光の全反射率が95%以上であることを特徴とする熱可塑性樹脂発泡体からなる液晶バックライト用光反射板の製造方法。
〔光反射板〕
図1は、本発明に係る液晶バックライト用光反射板の断面模式図である。液晶バックライト用光反射板1は、内部に複数の微細な気泡3を有する熱可塑性樹脂発泡体からなる。
光反射板の熱可塑性樹脂の材質は、限定されるものではない。例えば、ポリエチレン、ポリプロピレン、ポリスチレン、ポリ塩化ビニル、ポリ塩化ビフェニル、ポリエチレンテレフタレート、ポリビニルアルコールなどの汎用樹脂、ポリカーボネート、ポリブチレンテレフタレート、ポリアミド、ポリアセタール、ポリフェニレンエーテル、超高分子量ポリエチレン、ポリサルフォン、ポリエーテルサルフォン、ポリフェニレンサルファイド、ポリアリレート、ポリアミドイミド、ポリエーテルイミド、ポリエーテルエーテルケトン、ポリイミド、ポリテトラフルオロエチレン、液晶ポリマー、フッ素樹脂などのエンジニアリングプラスチックス、またはこれらの共重合体もしくは混合物などが挙げられる。これらのうちでも、耐熱性、耐衝撃性などが良好であることから、ポリエステル、ポリカーボネート、ポリサルフォン、ポリエーテルサルフォン、ポリフェニレンサルファイド、ポリエーテルイミド、シクロポリオレフィンが好ましく、中でもポリエステルが特に好ましい。さらに、ポリエステルの中でも、ポリエチレンテレフタレートが特に好ましい。
光反射板の光反射率は、450nmおよび550のnm波長の光の全反射率が95%以上であることが好ましい。より好ましくは97%以上、さらに好ましくは100%以上である。なお、本明細書でいう光反射率とは、リファレンスの反射板に対する相対的な光反射率をいう。したがって、リファレンスの反射板と同等の光反射率の場合には光反射率が100%となり、リファレンスの反射板より光反射率が高い場合には100%を超える光反射率になり、リファレンスの反射板より光反射率が低い場合には100%を下回る光反射率になる。本発明では、リファレンスとして、酸化アルミニウムの微粉末を固めた白板を用いた。
光反射板の厚みは0.37mm以上0.80mm以下であることが好ましい。より好ましくは、0.40mm以上0.55mm以下とする。光反射板は、その厚みが0.37mm未満であると剛性が不足する場合があり、その場合には撓みが生じやすくなる。このため、光反射板として使用することが困難になる場合がある。また、光反射板の厚みを0.37mm以上とすれば、十分な剛性が得られる。一方、光反射板の厚みが0.80mmを超えると、現在市場で求められる薄肉化の要求に応えられなくなる。よって、光反射板の厚みは上記範囲とすることが好ましい。
光反射板の白色度は90%以上が好ましい。白色度が90%未満では画像が全体的に暗くなり、また、光反射する光に色が付き(黄色、赤色)、画面の色彩に影響する場合あるので好ましくない。白色度は、JIS L 1015で規定される2波長法により測定される。
光反射板の曲げ強さ(JIS K 7171)はMD方向とTD方向のいずれも8.0MPa以上が好ましく、9.0MPa以上がより好ましい。曲げ強さが8.0MPa未満だと液晶パネルへの設置の際の作業性が低下したり、設置状況によっては液晶パネルの輝度ムラが発生しやすくなったりする。
光反射板の流れ方向(MD)と幅方向(TD)の曲げ強さの比は0.8〜1.7が好ましい。特に好ましくは1.0〜1.7である。0.8より小さい場合や、1.7を超える場合は、流れ方向と幅方向の曲げ強さが大きく異なるため、光反射板が反りやすくなる。この反りにより、液晶パネルへの設置の際の作業性が低下し、液晶パネルの輝度ムラが発生しやすくなる。
本発明の熱可塑性樹脂発泡体は、平均気泡径が10μm以下であることが好ましい。平均気泡径が10μmを超えると反射が不均一かつ全反射率が95%未満となり、十分な反射が得られない。10μm以下であれば面内に均一に反射でき、全反射率が95%以上となる。平均気泡径は、より好ましくは8μm以下、さらに好ましくは5μm以下である。平均気泡径は、ASTM D3576−77に準じて求めた。すなわち、熱可塑性樹脂発泡体の断面のSEM写真を撮影し、SEM写真上に水平方向と垂直方向に直線を引き、直線が横切る気泡の弦の長さtを平均した。写真の倍率をMとして、下記式に代入して平均気泡径dを求めた。
d=t/(0.616×M)
本発明において、熱可塑性樹脂発泡体のかさ比重が大きくなる、つまり発泡倍率が小さくなると、結果として気泡率の低下による反射率の低下や成形性の低下、軽量化効果の減少につながるので、得られた熱可塑性樹脂発泡体のかさ比重は0.7以下であることが好ましい。上記かさ比重は、より好ましくは、0.65以下、さらに好ましくは0.5以下である。なお、熱可塑性樹脂発泡体のかさ比重は0.05以上であることが好ましい。かさ比重は水中置換法により測定できる。
なお、本発明に係る光反射板は、図2に示すように、表面に未発泡のスキン層5を有してもよい。このスキン層5は、微細な気泡3がほとんど分布せず、表面に気泡が露出していない、密で平坦な、厚さが0μmを超える熱可塑性樹脂の層である。なお、スキン層5の表面にごく少数の気泡が露出する場合もあるが、気泡が露出している箇所の面積は全面の1割以下であり、通常は1%以下である。スキン層5は、光反射板1の両面にあっても良いし、光を反射させる片面のみにあっても良い。
光反射板が形成される発泡前の熱可塑性樹脂中には、特性に影響を及ぼさない範囲で、種々の添加剤を添加することが可能である。その添加剤としては、結晶化核剤、結晶化促進剤、気泡化核剤、酸化防止剤、帯電防止剤、紫外線防止剤、光安定剤、蛍光増白剤、顔料、染料、相溶化剤、滑剤、強化剤、難燃剤、架橋剤、架橋助剤、可塑剤、増粘剤、減粘剤などが挙げられる。または、光反射板に上記添加剤を含有する樹脂シートを積層してもよいし、上記添加剤を含有する塗料をコーティングしてもよい。
特に、本発明においては、熱可塑性ポリエステル樹脂100重量部に対し、ポリエステル系エラストマーを0.1〜10重量部を添加してもよい。ポリエステル系エラストマーの添加量が0.1重量部未満であると、得られる発泡体の気泡径が大きくなる傾向があり、分散も不均一となる傾向にある。ポリエステル系エラストマーの添加量が10重量部を超えると、コストの面で不利である。上記添加量は、より好ましくは1〜5重量部、さらに好ましくは1〜3重量部である。
次に、本発明の光反射板の製造方法に係る好ましい一実施形態を以下に説明する。
まず熱可塑性樹脂シートを用意し、加圧した不活性ガス雰囲気中に、その熱可塑性樹脂シートを保持することで、シート中に不活性ガスを含浸させ、熱可塑性樹脂を結晶化させる。この工程は特に限定されないが、量産性を考慮すると、上記熱可塑性樹脂シートのロールを用意し、それを加圧した不活性ガス雰囲気中に保持して熱可塑性樹脂シート中に不活性ガスを含浸させる方法が好ましい。
次に、不活性ガスを含侵させた上記熱可塑性樹脂シートを加熱して発泡させ、その内部に気泡を形成する。この発泡方法は、特に限定されないが、量産性を考慮すると、例えば、不活性ガスを含浸させた上記熱可塑性樹脂シートを常圧(例えば大気圧)下で、ガラス転移点以上融点未満の温度で加熱して発泡させ、その内部に気泡を形成する。この工程は、例えば、熱風を連続的に供給する熱風循環式発泡炉を用いて行う。
ポリエチレンテレフタレート(ユニチカ社製:SA1206グレード)100重量部にポリエステル系エラストマー(三菱化学製:プリマロイB1942Nグレード)2重量部を加え、二軸押出機で混合・混錬してからTダイで押し出し、0.5mm厚み×300mm幅×60mの長さで巻き取り、ロールA(図示せず)を作製した。次に、セパレータとして160μm厚み×290mm幅×60m長さ、目付量55g/m2のオレフィン系不織布(日本バイリーン社製:FT300グレード)のロールB(図示せず)を用意した。そして、ロールAのポリエチレンテレフタレートにロールBのセパレータを重ねて巻取ることで新たにロールC(図示せず)を作製した。
その後、上記ロールCを圧力容器に入れ、その圧力容器内を炭酸ガスで6MPaに加圧し、ポリエチレンテレフタレートシート中に炭酸ガスを浸透させた。ポリエチレンテレフタレートシートへの炭酸ガスの浸透時間は72時間とした。
次に、圧力容器からロールCを取り出し、セパレータを取り除きながら炭酸ガスが浸透したポリエチレンテレフタレートシートだけを220℃に設定した熱風循環式発泡炉に発泡時間が1分となるように連続的に供給して発泡させた。得られた発泡させた熱可塑性樹脂発泡体の厚みは0.70mm、気泡の平均径は約1μmであった。
なお、押出工程にてロールAを作製する際、押し出しラインの速度調整によりTダイから押し出したフィルムのMD方向の樹脂の配向性を変えてTD方向とMD方向の差を調整した。また、発泡工程にて、熱風循環式発泡炉の温度と時間を変えることで、発泡密度を調整し、曲げ強度を変えた。
(実施例6)
実施例1と同様に厚み0.70mmの熱可塑性樹脂発泡体を作った後、熱プレスして0.55mm厚とした後、平均粒径50μmのポリメタクリル酸メチル(PMMA)でビーズコートした。ビーズコートした後の平均厚みは0.58mm
、気泡の平均径は約1μmであった。
(実施例7)
0.2mm厚み×300mm幅×60mの長さで巻き取った以外は実施例1と同様で、厚み0.32mmの熱可塑性樹脂発泡体を作った。気泡の平均径は約1μmであった。
ポリプロピレンとして、住友化学(株)製のFSX81E4を二軸押出機に供給して300℃で溶融・混練後、押出し、5mm長にペレタイズした。次に、このポリプロピレンを一軸押出機に供給して220℃で溶融・混練し、200℃に加熱されたTダイから押出し、加熱された金属ドラムに巻き付け、シート状に成形した。得られた未延伸シートを135℃に保たれたオーブンに通してフィルム温度を125℃とした後、120℃に保ち周速差を設けたロール間に通し、長手方向(MD)に5倍延伸して100℃に冷却する。引き続きこの縦延伸フィルムの両端をクリップで把持しつつテンターに導入して155℃で予熱し、145℃で横方向(幅方向TD)に10倍延伸した。なお、比較例1,2は、延伸フィルムであり、発泡体ではない。
(比較例3)
0.125mmの透明なPETフィルム(帝人テトロンフィルム)と0.188mmの白濁したPETフィルム(帝人テトロンフィルム)の間に接着層を介して積層し、表面にガラスビーズコートした。
得られた熱可塑性樹脂発泡体の各種特性の測定および評価は以下の通りとした。
光反射率の測定は次のように行った。光反射率は分光光度計(例えば、日立ハイテクノロジーズ社製U−4100)により450nmと550nmの波長で測定した。なお、ここでいう光反射率とは、酸化アルミニウムの微粉末を固めた白板の拡散反射率を100%として、その反射率に対する相対値である。したがって、酸化アルミニウム表面よりも光反射率が高くなる場合には、100%を超える光反射率になる。このように得られた光反射率を光の全反射率とした。
前述のように求めた450nm及び550nmにおける光反射率をそれぞれB%、G%としたとき、白色度(%)=4B−3Gで求める。
剛性の測定は次のように行った。まず、試験片を40mm×100mmに形成し、その試験片をJIS K 7171(1994)の5.1.3項に基づいた支持台に静置し、同項に記載の圧子で試験片中央部に0.5Nの荷重をかけた。そのときの中央部たわみを測定した。試験装置には万能試験機(例えば、東洋精機製作所社製ストログラフR−3)を用いた。
発泡後の300mm幅×60mの長さで巻き取りロールを所定の大きさにカットした後、反り、曲がりにくさなどの取り扱い性について調べた。取り扱いやすいを◎、取り扱いに問題なしを○、取り扱いにくいを×とした。

3………気泡
5………スキン層
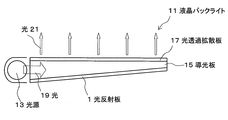
11………エッジライト方式の液晶バックライト
13………光源
15………導光板
17………光透過拡散板
19、21………光
Claims (4)
- 光源から発する光を反射させる液晶バックライト用光反射板であって、
内部に平均気泡径10μm以下の複数の気泡を有し、
JIS L 1015で規定される2波長法による白色度が90%以上であり、
波長450nmの光の全反射率が95%以上であり、
波長550nmの光の全反射率が95%以上である
ことを特徴とする熱可塑性樹脂発泡体からなることを特徴とする液晶バックライト用光反射板。 - 前記熱可塑性樹脂発泡体のMD(流れ方向)及びTD(幅方向)の曲げ強さ(JIS K 7171)がいずれも8MPa以上であることを特徴とする請求項1に記載の液晶バックライト用光反射板。
- 前記熱可塑性樹脂発泡体の曲げ強さのMD(流れ方向)/TD(幅方向)の比が0.8〜1.7であることを特徴とする請求項2に記載の液晶バックライト用光反射板。
- 熱可塑性樹脂からなる樹脂シートを加圧不活性ガス雰囲気中に保持して前記樹脂シートに不活性ガスを含有させる工程と、
前記不活性ガスを含有させた前記樹脂シートを常圧下で加熱して発泡させる工程と、
を備え、
内部に平均気泡径10μm以下の複数の気泡を有し、
JIS L 1015で規定される2波長法による白色度が90%以上であり、
波長450nmの光の全反射率が95%以上であり、
波長550nmの光の全反射率が95%以上である
ことを特徴とする熱可塑性樹脂発泡体からなる液晶バックライト用光反射板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011013832A JP2012155125A (ja) | 2011-01-26 | 2011-01-26 | 液晶バックライト用光反射板及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011013832A JP2012155125A (ja) | 2011-01-26 | 2011-01-26 | 液晶バックライト用光反射板及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012155125A true JP2012155125A (ja) | 2012-08-16 |
Family
ID=46836911
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011013832A Pending JP2012155125A (ja) | 2011-01-26 | 2011-01-26 | 液晶バックライト用光反射板及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012155125A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109597242A (zh) * | 2018-11-12 | 2019-04-09 | 深圳市华星光电半导体显示技术有限公司 | 一种柔性直下式背光源及其显示装置 |
| CN114815392A (zh) * | 2022-05-20 | 2022-07-29 | 深圳创维-Rgb电子有限公司 | 显示装置 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6456590A (en) * | 1987-08-28 | 1989-03-03 | Toray Industries | Optical recording medium |
| JP2002050222A (ja) * | 2000-08-04 | 2002-02-15 | Toray Ind Inc | 面光源反射板用白色フィルム |
| JP2002105232A (ja) * | 2000-09-27 | 2002-04-10 | Toray Ind Inc | 白色ポリエステルフィルム |
| JP2003253065A (ja) * | 2002-02-28 | 2003-09-10 | Sumitomo Chem Co Ltd | 発泡成形用プロピレン系樹脂組成物、発泡シートおよびその製造方法 |
| WO2006068009A1 (ja) * | 2004-12-24 | 2006-06-29 | The Furukawa Electric Co., Ltd | 熱可塑性樹脂発泡体 |
| JP2007261071A (ja) * | 2006-03-28 | 2007-10-11 | Sekisui Plastics Co Ltd | 光反射体及びその製造方法 |
| JP2007298678A (ja) * | 2006-04-28 | 2007-11-15 | Toyobo Co Ltd | 反射部材用支持体フィルム |
| JP2008088213A (ja) * | 2006-09-29 | 2008-04-17 | Asahi Kasei Chemicals Corp | ポリエステル発泡シート及びその製造方法 |
| JP2009209171A (ja) * | 2008-02-29 | 2009-09-17 | Furukawa Electric Co Ltd:The | ポリエステル系樹脂発泡体およびそれを用いた光反射板 |
| JP2009244749A (ja) * | 2008-03-31 | 2009-10-22 | Furukawa Electric Co Ltd:The | 光反射板 |
| JP2010134413A (ja) * | 2008-10-31 | 2010-06-17 | Stanley Electric Co Ltd | 導光発光機能付き反射シート及びこれを用いた液晶用バックライト |
| JP2010254930A (ja) * | 2009-04-28 | 2010-11-11 | Furukawa Electric Co Ltd:The | 発泡成形体およびその製造方法 |
| JP2010270238A (ja) * | 2009-05-22 | 2010-12-02 | Toyobo Co Ltd | 発泡成型体用樹脂組成物、発泡成型体用樹脂シート、及び発泡成型体 |
| JP2012135952A (ja) * | 2010-12-27 | 2012-07-19 | Toray Ind Inc | 白色ポリエステルフィルム |
-
2011
- 2011-01-26 JP JP2011013832A patent/JP2012155125A/ja active Pending
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6456590A (en) * | 1987-08-28 | 1989-03-03 | Toray Industries | Optical recording medium |
| JP2002050222A (ja) * | 2000-08-04 | 2002-02-15 | Toray Ind Inc | 面光源反射板用白色フィルム |
| JP2002105232A (ja) * | 2000-09-27 | 2002-04-10 | Toray Ind Inc | 白色ポリエステルフィルム |
| JP2003253065A (ja) * | 2002-02-28 | 2003-09-10 | Sumitomo Chem Co Ltd | 発泡成形用プロピレン系樹脂組成物、発泡シートおよびその製造方法 |
| WO2006068009A1 (ja) * | 2004-12-24 | 2006-06-29 | The Furukawa Electric Co., Ltd | 熱可塑性樹脂発泡体 |
| JP2007261071A (ja) * | 2006-03-28 | 2007-10-11 | Sekisui Plastics Co Ltd | 光反射体及びその製造方法 |
| JP2007298678A (ja) * | 2006-04-28 | 2007-11-15 | Toyobo Co Ltd | 反射部材用支持体フィルム |
| JP2008088213A (ja) * | 2006-09-29 | 2008-04-17 | Asahi Kasei Chemicals Corp | ポリエステル発泡シート及びその製造方法 |
| JP2009209171A (ja) * | 2008-02-29 | 2009-09-17 | Furukawa Electric Co Ltd:The | ポリエステル系樹脂発泡体およびそれを用いた光反射板 |
| JP2009244749A (ja) * | 2008-03-31 | 2009-10-22 | Furukawa Electric Co Ltd:The | 光反射板 |
| JP2010134413A (ja) * | 2008-10-31 | 2010-06-17 | Stanley Electric Co Ltd | 導光発光機能付き反射シート及びこれを用いた液晶用バックライト |
| JP2010254930A (ja) * | 2009-04-28 | 2010-11-11 | Furukawa Electric Co Ltd:The | 発泡成形体およびその製造方法 |
| JP2010270238A (ja) * | 2009-05-22 | 2010-12-02 | Toyobo Co Ltd | 発泡成型体用樹脂組成物、発泡成型体用樹脂シート、及び発泡成型体 |
| JP2012135952A (ja) * | 2010-12-27 | 2012-07-19 | Toray Ind Inc | 白色ポリエステルフィルム |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109597242A (zh) * | 2018-11-12 | 2019-04-09 | 深圳市华星光电半导体显示技术有限公司 | 一种柔性直下式背光源及其显示装置 |
| CN114815392A (zh) * | 2022-05-20 | 2022-07-29 | 深圳创维-Rgb电子有限公司 | 显示装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014002267A (ja) | 発泡シート、並びに、これを用いた光反射板及びバックライトパネル | |
| JP5469290B1 (ja) | エッジライト型バックライト用光反射板、液晶ディスプレイ用バックライト、及びエッジライト型バックライト用光反射板の製造方法 | |
| JP2006045259A (ja) | 発泡シート、その製造方法および製造装置 | |
| JP5117757B2 (ja) | ポリオレフィン系樹脂発泡体を含む光反射部材、およびその製造方法 | |
| KR102078451B1 (ko) | 백색 폴리에스테르 필름 및 이를 이용한 반사 시트 | |
| KR101234998B1 (ko) | 열가소성 수지 발포체 | |
| KR101506832B1 (ko) | 반사판, 및 백라이트 패널 | |
| JP2004309804A (ja) | 光反射体 | |
| KR101276461B1 (ko) | 열 가소성 수지 발포체 | |
| JP2012155125A (ja) | 液晶バックライト用光反射板及びその製造方法 | |
| KR101589397B1 (ko) | 발포 시트 | |
| JP4999041B2 (ja) | ポリカーボネート発泡体 | |
| JP5184183B2 (ja) | 光反射板の製造方法 | |
| JP5367290B2 (ja) | 熱可塑性樹脂発泡体 | |
| JP2006095944A (ja) | 熱可塑性樹脂発泡体 | |
| JP2014237267A (ja) | 発泡シート、光反射板、バックライトパネル、及び発泡シートを作製するための樹脂シート、並びに発泡シートの製造方法 | |
| JP2012212000A (ja) | 光反射板及びバックライトユニット | |
| JP2004101600A (ja) | 光反射フィルムおよびその製造方法 | |
| JP4532346B2 (ja) | 面光源装置 | |
| JP2007131220A (ja) | 自動車内装材用基材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140430 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140430 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140619 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140819 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141216 |