JP2012155192A - 光ファイバコネクタ及びその製造方法 - Google Patents
光ファイバコネクタ及びその製造方法 Download PDFInfo
- Publication number
- JP2012155192A JP2012155192A JP2011015241A JP2011015241A JP2012155192A JP 2012155192 A JP2012155192 A JP 2012155192A JP 2011015241 A JP2011015241 A JP 2011015241A JP 2011015241 A JP2011015241 A JP 2011015241A JP 2012155192 A JP2012155192 A JP 2012155192A
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- optical
- core pattern
- substrate
- clad layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000013307 optical fiber Substances 0.000 title claims abstract description 210
- 238000000034 method Methods 0.000 title claims abstract description 34
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 28
- 230000003287 optical effect Effects 0.000 claims abstract description 161
- 239000000758 substrate Substances 0.000 claims abstract description 82
- 239000000853 adhesive Substances 0.000 claims abstract description 62
- 239000000835 fiber Substances 0.000 claims abstract description 58
- 230000008054 signal transmission Effects 0.000 claims abstract description 53
- 239000010410 layer Substances 0.000 claims description 153
- 238000005253 cladding Methods 0.000 claims description 65
- 230000001070 adhesive effect Effects 0.000 claims description 61
- 239000000463 material Substances 0.000 claims description 24
- 239000012790 adhesive layer Substances 0.000 claims description 19
- 238000005530 etching Methods 0.000 claims description 14
- 238000006243 chemical reaction Methods 0.000 claims description 12
- 239000012779 reinforcing material Substances 0.000 claims description 2
- 230000007261 regionalization Effects 0.000 claims 1
- 239000010408 film Substances 0.000 description 85
- 229920005989 resin Polymers 0.000 description 53
- 239000011347 resin Substances 0.000 description 53
- 239000012792 core layer Substances 0.000 description 25
- 229910052751 metal Inorganic materials 0.000 description 16
- 239000002184 metal Substances 0.000 description 16
- 239000002966 varnish Substances 0.000 description 12
- 230000015572 biosynthetic process Effects 0.000 description 11
- 239000000243 solution Substances 0.000 description 10
- 238000010030 laminating Methods 0.000 description 8
- 229920001721 polyimide Polymers 0.000 description 8
- 239000011342 resin composition Substances 0.000 description 8
- 230000005540 biological transmission Effects 0.000 description 7
- 239000011521 glass Substances 0.000 description 7
- 230000001681 protective effect Effects 0.000 description 7
- 229920002799 BoPET Polymers 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 6
- 238000000576 coating method Methods 0.000 description 6
- 239000004642 Polyimide Substances 0.000 description 5
- 239000010931 gold Substances 0.000 description 5
- 238000007747 plating Methods 0.000 description 5
- -1 polyethylene terephthalate Polymers 0.000 description 5
- LLHKCFNBLRBOGN-UHFFFAOYSA-N propylene glycol methyl ether acetate Chemical compound COCC(C)OC(C)=O LLHKCFNBLRBOGN-UHFFFAOYSA-N 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- 239000007864 aqueous solution Substances 0.000 description 4
- 238000004891 communication Methods 0.000 description 4
- 239000011889 copper foil Substances 0.000 description 4
- 230000008878 coupling Effects 0.000 description 4
- 238000010168 coupling process Methods 0.000 description 4
- 238000005859 coupling reaction Methods 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000009429 electrical wiring Methods 0.000 description 4
- 239000002985 plastic film Substances 0.000 description 4
- 229920006255 plastic film Polymers 0.000 description 4
- BWHMMNNQKKPAPP-UHFFFAOYSA-L potassium carbonate Chemical compound [K+].[K+].[O-]C([O-])=O BWHMMNNQKKPAPP-UHFFFAOYSA-L 0.000 description 4
- 229920001187 thermosetting polymer Polymers 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- GJKGAPPUXSSCFI-UHFFFAOYSA-N 2-Hydroxy-4'-(2-hydroxyethoxy)-2-methylpropiophenone Chemical compound CC(C)(O)C(=O)C1=CC=C(OCCO)C=C1 GJKGAPPUXSSCFI-UHFFFAOYSA-N 0.000 description 3
- 241001050985 Disco Species 0.000 description 3
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 229920005601 base polymer Polymers 0.000 description 3
- 238000001723 curing Methods 0.000 description 3
- 229910052737 gold Inorganic materials 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 239000010703 silicon Substances 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- LPEKGGXMPWTOCB-UHFFFAOYSA-N 8beta-(2,3-epoxy-2-methylbutyryloxy)-14-acetoxytithifolin Natural products COC(=O)C(C)O LPEKGGXMPWTOCB-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004962 Polyamide-imide Substances 0.000 description 2
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 2
- 229920001646 UPILEX Polymers 0.000 description 2
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000007872 degassing Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- ODQWQRRAPPTVAG-GZTJUZNOSA-N doxepin Chemical compound C1OC2=CC=CC=C2C(=C/CCN(C)C)/C2=CC=CC=C21 ODQWQRRAPPTVAG-GZTJUZNOSA-N 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 238000009499 grossing Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000003999 initiator Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229940057867 methyl lactate Drugs 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- KJFMBFZCATUALV-UHFFFAOYSA-N phenolphthalein Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)C2=CC=CC=C2C(=O)O1 KJFMBFZCATUALV-UHFFFAOYSA-N 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 229920000058 polyacrylate Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920002312 polyamide-imide Polymers 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229910000027 potassium carbonate Inorganic materials 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000011085 pressure filtration Methods 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 238000007740 vapor deposition Methods 0.000 description 2
- WYGWHHGCAGTUCH-UHFFFAOYSA-N 2-[(2-cyano-4-methylpentan-2-yl)diazenyl]-2,4-dimethylpentanenitrile Chemical compound CC(C)CC(C)(C#N)N=NC(C)(C#N)CC(C)C WYGWHHGCAGTUCH-UHFFFAOYSA-N 0.000 description 1
- YCPMSWJCWKUXRH-UHFFFAOYSA-N 2-[4-[9-[4-(2-prop-2-enoyloxyethoxy)phenyl]fluoren-9-yl]phenoxy]ethyl prop-2-enoate Chemical compound C1=CC(OCCOC(=O)C=C)=CC=C1C1(C=2C=CC(OCCOC(=O)C=C)=CC=2)C2=CC=CC=C2C2=CC=CC=C21 YCPMSWJCWKUXRH-UHFFFAOYSA-N 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- WOBHKFSMXKNTIM-UHFFFAOYSA-N Hydroxyethyl methacrylate Chemical compound CC(=C)C(=O)OCCO WOBHKFSMXKNTIM-UHFFFAOYSA-N 0.000 description 1
- 229910021578 Iron(III) chloride Inorganic materials 0.000 description 1
- 229920000106 Liquid crystal polymer Polymers 0.000 description 1
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920006361 Polyflon Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- IFBMOBFQBJZBMV-UHFFFAOYSA-N [phenyl-(2,4,6-trimethylbenzoyl)phosphanyl]-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(C=1C=CC=CC=1)C(=O)C1=C(C)C=C(C)C=C1C IFBMOBFQBJZBMV-UHFFFAOYSA-N 0.000 description 1
- GUCYFKSBFREPBC-UHFFFAOYSA-N [phenyl-(2,4,6-trimethylbenzoyl)phosphoryl]-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C(=O)C1=C(C)C=C(C)C=C1C GUCYFKSBFREPBC-UHFFFAOYSA-N 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000012787 coverlay film Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 125000003827 glycol group Chemical group 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- 230000010365 information processing Effects 0.000 description 1
- RBTARNINKXHZNM-UHFFFAOYSA-K iron trichloride Chemical compound Cl[Fe](Cl)Cl RBTARNINKXHZNM-UHFFFAOYSA-K 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005065 mining Methods 0.000 description 1
- WHIVNJATOVLWBW-UHFFFAOYSA-N n-butan-2-ylidenehydroxylamine Chemical compound CCC(C)=NO WHIVNJATOVLWBW-UHFFFAOYSA-N 0.000 description 1
- 238000006386 neutralization reaction Methods 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 239000013034 phenoxy resin Substances 0.000 description 1
- 229920006287 phenoxy resin Polymers 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 238000000016 photochemical curing Methods 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001955 polyphenylene ether Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- XTFKWYDMKGAZKK-UHFFFAOYSA-N potassium;gold(1+);dicyanide Chemical compound [K+].[Au+].N#[C-].N#[C-] XTFKWYDMKGAZKK-UHFFFAOYSA-N 0.000 description 1
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical compound C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- 239000013638 trimer Substances 0.000 description 1
Images





Landscapes
- Optical Couplings Of Light Guides (AREA)
- Optical Integrated Circuits (AREA)
- Mechanical Coupling Of Light Guides (AREA)
Abstract
【解決手段】基板上に、光ファイバを固定するための溝を有するファイバガイド用コアパターンが形成された光ファイバガイド部材と、第1下部クラッド層上に光信号伝達用コアパターンが形成され、該光信号伝達用コアパターン上に上部クラッド層が形成された光導波路とが並設された光ファイバコネクタであって、前記光ファイバガイド部材が接着剤導入スリットを有し、かつ前記光ファイバが、前記光導波路の光信号伝達用コアパターンに光信号を伝達可能な位置に接合するように、前記光ファイバガイド部材と前記光導波路が並設されてなる光ファイバコネクタである。
【選択図】図3
Description
また、情報容量の増大に伴い、幹線やアクセス系といった通信分野のみならず、ルータやサーバ内の情報処理にも光信号を用いる光インターコネクション技術の開発が進められている。具体的には、ルータやサーバ装置内のボード間あるいはボード内の短距離信号伝送に光を用いるために、光伝送路として、光ファイバに比べ、配線の自由度が高く、かつ高密度化が可能な光導波路が用いられている。
そして、この光導波路と光ファイバとを接合する方法として、例えば、特許文献2に記載されるような光ファイバコネクタが挙げられる。
しかしながら、このような、光ファイバコネクタにおいては、光ファイバ搭載溝をダイシングによって切削加工する必要があるため作業効率が悪く、また、光導波路コアは溝の切削工程とは別の工程においてフォトリソグラフィ及びエッチングで作製するため、光ファイバの位置ずれが生じることがあった。さらに、上記の方法ではシリコンウエハなどの寸法安定性の良い硬い基板上に形成しないと、より大きな光ファイバの位置ずれが生じた。
また、特許文献3に記載の光導波路が形成された導波路基板と、光ファイバがキャリアされた光コネクタをそれぞれ別のホルダに装着し、各ホルダの端面同志を固着するような光ファイバと光導波路の接続方法があるが、接続までの工程数が多く煩雑であった。
すなわち、本発明は、
(1)基板上に、光ファイバを固定するための溝を有するファイバガイド用コアパターンが形成された光ファイバガイド部材と、
第1下部クラッド層上に光信号伝達用コアパターンが形成され、該光信号伝達用コアパターン上に上部クラッド層が形成された光導波路とが並設された光ファイバコネクタであって、
前記光ファイバガイド部材が接着剤導入スリットを有し、かつ前記光ファイバが、前記光導波路の光信号伝達用コアパターンに光信号を伝達可能な位置に接合するように、前記光ファイバガイド部材と前記光導波路が並設されてなる光ファイバコネクタ、
(2)前記接着剤導入スリットが基板側から設けられる(1)に記載の光ファイバコネクタ、
(3)前記光ファイバガイド部材が、ファイバガイド用コアパターンを覆う蓋材を有し、該蓋材側から前記接着剤導入スリットが設けられる(1)に記載の光ファイバコネクタ、
(4)前記光信号伝達用コアパターンが、前記基板上に形成された第1下部クラッド層上に形成され、前記ファイバガイド用コアパターンが、前記基板上に形成された(1)〜(3)のいずれかに記載の光ファイバコネクタ、
(5)前記基板が接着層を有し、該接着層上に第1下部クラッド層及び前記ファイバガイド用コアパターンが形成された(1)〜(4)のいずれかに記載の光ファイバコネクタ、
(6)前記接着層が、第2下部クラッド層である(1)〜(5)のいずれかに記載の光ファイバコネクタ、
(7)前記光ファイバコネクタの前記光導波路が、光路変換ミラー付きの光導波路であり、前記蓋材が光路変換ミラーの補強材としての機能を有する(1)〜(6)のいずれかに記載の光ファイバコネクタ、
(8)前記基板が、電気配線板である(1)〜(7)のいずれかに記載の光ファイバコネクタ、
(9)基板上に第1下部クラッド層形成用フィルムを積層し、該第1下部クラッド層形成用フィルムをエッチングによって、光ファイバを固定するための溝を形成する部位の第1下部クラッド層形成用フィルムを除去する工程、該第1下部クラッド層及び前工程によって第1下部クラッド層形成用フィルムが除去された基板上に、コア形成用フィルムを積層し、エッチングによって、ファイバガイド用コアパターンと光信号伝達用コアパターンを一括形成する工程、及び光ファイバガイド部材の基板側から接着剤導入スリットを設ける工程を順に有する光ファイバコネクタの製造方法、
(10)基板上に第1下部クラッド層形成用フィルムを積層し、該第1下部クラッド層形成用フィルムをエッチングによって、光ファイバを固定するための溝を形成する部位の第1下部クラッド層形成用フィルムを除去する工程、該第1下部クラッド層及び前工程によって第1下部クラッド層形成用フィルムが除去された基板上に、コア形成用フィルムを積層し、エッチングによって、ファイバガイド用コアパターンと光信号伝達用コアパターンを一括形成する工程、少なくとも該ファイバガイド用コアパターンを覆う蓋材を形成する工程、及び該蓋材側から接着剤導入スリットを設ける工程を有する光ファイバコネクタの製造方法、
(11)前記ファイバガイド用コアパターンと光信号伝達用コアパターンを一括形成する工程の後に、前記ファイバガイド用コアパターンと前記光信号伝達用コアパターン形成面側から、上部クラッド層形成用フィルムを積層し、エッチングによって、光ファイバを固定するための溝部分の上部クラッド層形成用フィルムを除去する工程を有する(9)又は(10)に記載の光ファイバコネクタの製造方法、及び
(12)前記接着剤導入スリットをダイシングソーによって形成する(9)〜(11)のいずれかに記載の光ファイバコネクタの製造方法、
を提供するものである。
本発明の光ファイバコネクタは、基板1上に光ファイバを固定するための溝8(以下「ファイバ溝」と記載する場合がある。)を有するファイバガイド用コアパターン5が形成された光ファイバガイド部材10と、第1下部クラッド層3上に光信号伝達用コアパターン4が形成され、該光信号伝達用コアパターン上に上部クラッド層6が形成された光導波路20とが並設された構造を有する(図3(f)参照)。
なお、本発明において、ファイバガイド用コアパターン5は、光ファイバ30を固定するためのものであって、光信号伝達用のコアとして機能するものではない。
また、使用する光ファイバに制限はないが、以下「光ファイバの直径」と表記した場合、光ファイバのクラッド外径もしくは光ファイバの被覆外径を表すこととする。
さらに、上記光ファイバガイド部材10におけるファイバガイド用コアパターン5上には、上部クラッド層を有することが好ましい。該上部クラッド層を有することで、本発明の光ファイバコネクタの平坦性が向上する。
この際、図2に示すX方向の位置合わせはファイバガイド用コアパターン5により行い、図1及び2に示すZ方向の位置合わせは、蓋材7を有する場合には、基板1及び蓋材7の相対的位置を調整することにより行うことができる。また、蓋材7を用いない場合、例えば、ガラスブロック等でファイバを押し込む場合には、基板1とガラスブロック等との相対的位置を調整することにより行うことができる。
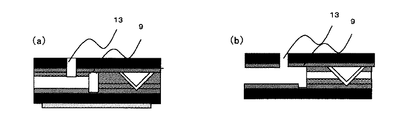
次に、図4に示す態様(以下「第2の態様」と称する。)では、接着剤導入スリット13を、光導波路端面を切削するように蓋材7側から設けるものである。
また、図5に示す態様(以下「第3の態様」と称する。)では、接着剤導入スリット13を、光導波路端面から離れた位置に、基板1側から設けるものである。
さらに、図6に示す態様(以下「第4の態様」と称する。)では、接着剤導入スリット13を、光導波路端面から離れた位置に、蓋材7側から設けるものである。
なお、スリットを設ける方法としては特に限定されず、例えばダイシングソーによって切削することで形成することができる。
また、第1の態様及び第4の態様では、接着剤導入スリット13が電気配線板103側にあるために、光ファイバの接着と素子の実装とが同一面側で行えるという利点があり好ましい。
また、第2の態様及び第3の態様では、接着剤導入スリット13が蓋材7側にあるために、溢れた接着剤が、素子の実装端子を侵すことがないため、作業性が良く行えるという利点があり好ましい。
(下部クラッド層及び上部クラッド層)
以下、本発明で使用される下部クラッド層(第1下部クラッド層、第2下部クラッド層)201、3及び上部クラッド層6について説明する。下部クラッド層201、3及び上部クラッド層6としては、クラッド層形成用樹脂又はクラッド層形成用樹脂フィルムを用いることができる。
塗布による場合には、その方法は限定されず、クラッド層形成用樹脂組成物を常法により塗布すればよい。
また、ラミネートに用いるクラッド層形成用樹脂フィルムは、例えば、クラッド層形成用樹脂組成物を溶媒に溶解して、キャリアフィルムに塗布し、溶媒を除去することにより容易に製造することができる。
具体例として、光ファイバの直径80μm、光ファイバのコア径50μmの光ファイバを用いたときの好ましい下部クラッド層3の厚みを示す。まず、光導波路のコア径は、光ファイバから光信号伝達用コアパターンへ光信号が伝搬してくる場合、光ファイバのコア径に外接する正方形が光損失なく伝搬できる。この場合、光導波路のコアは50μm×50μm(コア高さ;50μm)となる。上記の式に当てはめると最適な下部クラッド層3の厚みは15μmとなる。また、上記と同一の光ファイバを用いて、光ファイバから光信号伝達用コアパターンへ光信号が伝搬してくる場合、光ファイバのコア径に内接する正方形が光損失なく伝搬できる。この場合、光導波路のコアは40μm×40μm(コア高さ;40μm)となる。上記の式に当てはめると最適な下部クラッド層3の厚みは20μmとなる。
また、光導波路20において、光信号伝達用コアパターン4を埋め込むための上部クラッド層6の厚みは、コアパターン4の厚さ以上にすることが好ましいが、基板1表面から上部クラッド層上面までの高さが光ファイバの直径以下になるように適宜調整すればよい。
本発明においては、下部クラッド層201、3に積層するコア層、光信号伝達用コアパターン4、及びファイバガイド用コアパターン5の形成方法は特に限定されず、例えば、コア層形成用樹脂の塗布又はコア層形成用樹脂フィルムのラミネートによりコア層を形成し、エッチングによりコアパターンを形成すればよい。
本発明においては、光導波路20と光ファイバガイド部材10において、それぞれコア層を形成した後、同時にエッチングして光信号伝達用コアパターン4とファイバガイド用コアパターン5を同時に形成することにより、効率よく光ファイバコネクタを製造することができる。
また、光信号伝達用コアパターンの硬化後の厚みは、光ファイバから光信号伝達用コアパターンへ光を伝達する場合は、光ファイバのコア径以上になれば光の損失が少なく、光信号伝達用コアパターンから光ファイバへ光を伝達する場合は、光信号伝達用コアパターンの厚さと幅からなる矩形が、光ファイバのコア径の内側になるように調整するとさらによい。
基板1の材質としては、特に制限はなく、例えば、ガラスエポキシ樹脂基板、セラミック基板、ガラス基板、シリコン基板、プラスチック基板、金属基板、樹脂層付き基板、金属層付き基板、プラスチックフィルム、樹脂層付きプラスチックフィルム、金属層付きプラスチックフィルム、電気配線板などが挙げられる。
基板1として柔軟性及び強靭性のある基材、例えば、前記クラッド層形成用樹脂フィルム及びコア層形成用樹脂フィルムのキャリアフィルムを基板として用いることで、フレキシブルな光ファイバコネクタとしてもよい。
また、電気配線板は特に限定されるものではないが、金属配線103がFR−4上に形成された電気配線板でもよく、金属配線103がポリイミドやポリアミドフィルム上に形成されたフレキシブル配線板であってもよい。なお、金属配線103は金属層102から形成することができる。
本発明の光ファイバコネクタは、その好ましい態様として、上記図1〜6に示すように、蓋材7を有する。このような、蓋材7を有する態様では、溝8の深さ及び幅のいずれもが、光ファイバガイド部材の溝に固定される光ファイバ30の直径以上であることが肝要である。すなわち、溝の深さが光ファイバの直径よりも大きく、かつ溝の幅が光ファイバの直径よりも大きいことを要する。この条件を満足することにより、光ファイバを溝と蓋材により形成される空間に容易に差し込むことができる。そして、このように光ファイバを差し込んだ状態で、該光ファイバが、光導波路の光信号伝達用コアパターン4に光信号を伝達可能な位置に接合するように、光ファイバガイド部材10と光導波路20が並設されている。
特に、柔軟性及び強靭性のある蓋材7として、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル、ポリエチレン、ポリプロピレン、ポリアミド、ポリカーボネート、ポリフェニレンエーテル、ポリエーテルサルファイド、ポリアリレート、液晶ポリマー、ポリスルホン、ポリエーテルスルホン、ポリエーテルエーテルケトン、ポリエーテルイミド、ポリアミドイミド、ポリイミドなどが好適に挙げられる。これらのうち、耐熱性、寸法安定性の観点から、ポリアミドイミド、ポリイミドが特に好ましい。
蓋材7の厚さとしては、板の反りや寸法安定性により、適宜変更し得るが、好ましくは10μm〜10.0mmである。また、蓋材7に形成する接着層の厚さとしては、通常、0.1μm〜50μmが好適な範囲であるが、0.1μm〜20μmがより好ましい。接着層の厚さが20μm以下であると、溝8への接着剤の流れ込みが抑制されるためである。
さらに、本発明における光導波路は光路変換ミラー11を有することが好ましく、その場合には、該蓋材7が光路変換ミラー11の補強板を兼ね備えていることが好ましい。
上記接着剤導入スリットに用いられる接着剤としては、光ファイバと光ファイバガイド部材を接着し得るものであれば特に制限はないが、光学用接着剤、光路結合用接着剤、光学部品用シール材、透明接着剤、屈折率整合材兼接着剤、クラッド層形成用樹脂ワニス、コア層形成用樹脂ワニスなどの光硬化型接着剤、熱硬化型接着剤、光熱硬化型の接着剤、2液混合硬化型の接着剤が挙げられ、これらのうち、基板1や蓋材7が、硬化させるための電磁波を透過しない場合には、熱硬化型の接着剤又は、2液混合硬化型の接着剤が好ましい。
本発明の製造方法は、以下の3つの工程を順に有することを特徴とする。すなわち、
(1)基板上に第1下部クラッド層形成用フィルムを積層し、該第1下部クラッド層形成用フィルムをエッチングによって、光ファイバを固定するための溝を形成する部位の第1下部クラッド層形成用フィルムを除去する工程、
(2)該第1下部クラッド層及び上記(1)の工程によって第1下部クラッド層形成用フィルムが除去された基板上に、コア形成用フィルムを積層し、エッチングによって、ファイバガイド用コアパターンと光信号伝達用コアパターンを一括形成する工程、及び
(3)光ファイバガイド部材の基板側から接着剤導入スリットを設ける工程を順に有する光ファイバコネクタの製造方法である。
次に(2)の工程によって、光導波路においては、第1下部クラッド層上に光信号伝達用コアパターンを形成し、光ファイバガイド部材においては、基板上に光ファイバを固定するためのファイバガイド用コアパターンを形成する。
最後に、(3)の工程によって、光ファイバガイド部材の基板側から接着剤導入スリットを設けるものである。スリットを設ける方法としては特に制限はないが、ダイシングソーによって切削する方法が簡便で好ましい。
(4)少なくとも該ファイバガイド用コアパターンを覆う蓋材を形成する工程、及び(5)該蓋材側から接着剤導入スリットを設ける工程を有する光ファイバコネクタの製造方法である。
上記(4)の工程において、蓋材の形成方法は蓋材の材質に応じて適宜決定されるが、ロールラミネータ、真空ラミネータなどを用いて形成することが好ましい。
また、(5)の工程は、上記(3)の工程と同様である。
この工程によって、光導波路においては、上部クラッド層が形成され、高い光伝達効率が達成される。一方、光ファイバガイド部材においては、溝を確保するために、その部分のクラッド層がエッチングによって除去されるものである。ここで、ファイバガイド用コアパターン上の上部クラッド層は、エッチングによって除去してもよいし、残してもよいが、平坦性を確保するために、ファイバガイド用コアパターン上の上部クラッド層は残すことが好ましい。なお、溝8部分の上部クラッド層形成用樹脂フィルムをエッチング除去する工程において、除去部分が、ファイバガイド用コアパターン上にかかっていてもよい。
スリット溝9を設ける工程によって、後述するように、光ファイバと光導波路を接続する光導波路端面が平滑化される。また、スリットの深さを上記のようにすることによって、光ファイバが良好に実装できる。
接着層2の種類としては特に限定されないが、両面テープ、UVまたは熱硬化性接着剤、プリプレグ、ビルドアップ材、電気配線板製造用途に使用される種々の接着剤が好適に挙げられる。光信号が基板1を透過する場合には、光信号波長において透明であればよくその際には、基板1と接着力のあるクラッド層形成用樹脂フィルムやコア層形成用樹脂フィルムを用いて接着層2とするのが好ましい。
実施例1
[クラッド層形成用樹脂フィルムの作製]
[(A)ベースポリマー;(メタ)アクリルポリマー(A−1)の作製]
撹拌機、冷却管、ガス導入管、滴下ろうと、及び温度計を備えたフラスコに、プロピレングリコールモノメチルエーテルアセテート46質量部及び乳酸メチル23質量部を秤量し、窒素ガスを導入しながら撹拌を行った。液温を65℃に上昇させ、メチルメタクリレート47質量部、ブチルアクリレート33質量部、2−ヒドロキシエチルメタクリレート16質量部、メタクリル酸14質量部、2,2’−アゾビス(2,4−ジメチルバレロニトリル)3質量部、プロピレングリコールモノメチルエーテルアセテート46質量部、及び乳酸メチル23質量部の混合物を3時間かけて滴下後、65℃で3時間撹拌し、さらに95℃で1時間撹拌を続けて、(メタ)アクリルポリマー(A−1)溶液(固形分45質量%)を得た。
[重量平均分子量の測定]
(A−1)の重量平均分子量(標準ポリスチレン換算)をGPC(東ソー(株)製「SD−8022」、「DP−8020」、及び「RI−8020」)を用いて測定した結果、3.9×104であった。なお、カラムは日立化成工業(株)製「Gelpack GL−A150−S」及び「Gelpack GL−A160−S」を使用した。
[酸価の測定]
(A−1)の酸価を測定した結果、79mgKOH/gであった。なお、酸価は(A−1)溶液を中和するのに要した0.1mol/L水酸化カリウム水溶液量から算出した。このとき、指示薬として添加したフェノールフタレインが無色からピンク色に変色した点を中和点とした。
[クラッド層形成用樹脂ワニスAの調合]
(A)ベースポリマーとして、前記A−1溶液(固形分45質量%)84質量部(固形分38質量部)、(B)光硬化成分として、ポリエステル骨格を有するウレタン(メタ)アクリレート(新中村化学工業(株)製「U−200AX」)33質量部、及びポリプロピレングリコール骨格を有するウレタン(メタ)アクリレート(新中村化学工業(株)製「UA−4200」)15質量部、(C)熱硬化成分として、ヘキサメチレンジイソシアネートのイソシアヌレート型三量体をメチルエチルケトンオキシムで保護した多官能ブロックイソシアネート溶液(固形分75質量%)(住化バイエルウレタン(株)製「スミジュールBL3175」)20質量部(固形分15質量部)、(D)光重合開始剤として、1−[4−(2−ヒドロキシエトキシ)フェニル]−2−ヒドロキシ−2−メチル−1−プロパン−1−オン(チバ・ジャパン(株)製「イルガキュア2959」)1質量部、ビス(2,4,6−トリメチルベンゾイル)フェニルホスフィンオキシド(チバ・ジャパン(株)製「イルガキュア819」)1質量部、及び希釈用有機溶剤としてプロピレングリコールモノメチルエーテルアセテート23質量部を攪拌しながら混合した。孔径2μmのポリフロンフィルタ(アドバンテック東洋(株)製「PF020」)を用いて加圧濾過後、減圧脱泡し、クラッド層形成用樹脂ワニスを得た。
上記で得られたクラッド層形成用樹脂ワニスAを、PETフィルム(東洋紡績(株)製「コスモシャインA4100」、厚み50μm)の非処理面上に、塗工機(マルチコーターTM−MC、株式会社ヒラノテクシード製)を用いて塗布し、100℃で20分乾燥後、保護フィルムとして表面離型処理PETフィルム(帝人デュポンフィルム(株)製「ピューレックスA31」、厚み25μm)を貼付け、クラッド層形成用樹脂フィルムを得た。このとき樹脂層の厚みは、塗工機のギャップを調節することで任意に調整可能であり、本実施例では使用した第1下部クラッド層及び第2下部クラッド層(接着層)の厚みに付いては、実施例中に記載する。また、第1下部クラッド層及び第2下部クラッド層の硬化後の膜厚と塗工後の膜厚は同一であった。本実施例で用いた上部クラッド層形成用樹脂フィルムの膜厚についても実施例中に記載する。実施例中に記載する上部クラッド層形成用樹脂フィルムの膜厚は塗工後の膜厚とする。
(A)ベースポリマーとして、フェノキシ樹脂(商品名:フェノトートYP−70、東都化成(株)製)26質量部、(B)光重合性化合物として、9,9−ビス[4−(2−アクリロイルオキシエトキシ)フェニル]フルオレン(商品名:A−BPEF、新中村化学工業(株)製)36質量部、及びビスフェノールA型エポキシアクリレート(商品名:EA−1020、新中村化学工業(株)製)36質量部、(C)光重合開始剤として、ビス(2,4,6−トリメチルベンゾイル)フェニルフォスフィンオキサイド(商品名:イルガキュア819、チバ・ジャパン(株)製)1質量部、及び1−[4−(2−ヒドロキシエトキシ)フェニル]−2−ヒドロキシ−2−メチル−1−プロパン−1−オン(商品名:イルガキュア2959、チバ・ジャパン(株)社製)1質量部、有機溶剤としてプロピレングリコールモノメチルエーテルアセテート40質量部を用いたこと以外は上記クラッド層形成用樹脂ワニスAの製造例と同様の方法及び条件でコア層形成用樹脂ワニスBを調合した。その後、上記クラッド層形成用樹脂ワニスAの製造例と同様の方法及び条件で加圧濾過し、さらに減圧脱泡した。
上記で得られたコア層形成用樹脂ワニスBを、PETフィルム(商品名:コスモシャインA1517、東洋紡績(株)製、厚さ:16μm)の非処理面上に、上記製造例と同様な方法で塗布乾燥し、次いで保護フィルムとして離型PETフィルム(商品名:ピューレックスA31、帝人デュポンフィルム(株)製、厚さ:25μm)を離型面が樹脂側になるように貼り付け、コア層形成用樹脂フィルムを得た。このとき樹脂層の厚みは、塗工機のギャップを調節することで任意に調整可能であり、本実施例では使用したコア層形成用樹脂フィルム厚みに付いては、以下の各実施例中に記載する。実施例中に記載するコア層形成用樹脂フィルムの膜厚は塗工後の膜厚とする。
(サブトラクティブ法による電気配線形成)
金属層102として片面銅箔付きのポリイミドフィルム101((ポリイミド;ユーピレックスVT(宇部日東化成(株)製)、厚み;25μm)、(銅箔;NA−DFF(三井金属鉱業(株)製))、厚み;9μm)(図1(a)−1、図2(c)−1参照)の銅箔面に感光性ドライフィルムレジスト(商品名:フォテック、日立化成工業(株)製、厚さ:25μm)をロールラミネータ(日立化成テクノプラント(株)製、HLM−1500)を用い圧力0.4MPa、温度110℃、ラミネート速度0.4m/minの条件で貼り、次いで紫外線露光機((株)オーク製作所製、EXM−1172)にて感光性ドライフィルムレジスト側から幅50μmのネガ型フォトマスクを介し、紫外線(波長365nm)を120mJ/cm2照射し、未露光部分の感光性ドライフィルムレジストを35℃の0.1〜5重量%炭酸ナトリウムの希薄溶液で除去した。その後、塩化第二鉄溶液を用いて、感光性ドライフィルムレジストが除去されむき出しになった部分の銅箔をエッチングにより除去し、35℃の1〜10重量%水酸化ナトリウム水溶液を用いて、露光部分の感光性ドライフィルムレジストを除去し、L(ライン幅)/S(間隙幅)=60/65μmの電気配線103を形成しフレキシブル配線板を得た。
その後、フレキシブル配線板を、脱脂、ソフトエッチング、酸洗浄し、無電解Niめっき用増感剤(商品名:SA−100、日立化成工業(株)製)に25℃で5分間浸漬後水洗し、83℃の無電解Niめっき液(奥野製薬(株)製、ICPニコロンGM−SD溶液、pH4.6)に8分間浸漬して3μmのNi被膜を形成し、その後、純水にて洗浄を実施した。
次に、置換金めっき液(100mL;HGS−500及び1.5g;シアン化金カリウム/Lで建浴)(商品名:HGS−500、日立化成工業(株)製、)に85℃で8分間浸漬し、Ni被膜上に0.06μmの置換金被膜を形成した。これにより、カバーレイフィルムのない電気配線103部分が、Ni及びAuのめっきに被覆されたフレキシブル配線板を得た(図1(a)−2、図2(c)−2参照)。
接着層2として上記で得られた10μm厚のクラッド層形成用樹脂フィルムを大きさ100×100mmに裁断し、保護フィルムである離型PETフィルム(ピューレックスA31)を剥離し、上記で形成したフレキシブル配線板のポリイミド面に、平板型ラミネータとして真空加圧式ラミネータ((株)名機製作所製、MVLP−500)を用い、500Pa以下に真空引きした後、圧力0.4MPa、温度100℃、加圧時間30秒の条件にて加熱圧着して、第2下部クラッド層201付きの電気配線板を形成した。紫外線露光機((株)オーク製作所製、EXM−1172)にてキャリアフィルム側から紫外線(波長365nm)を4J/cm2照射し、次いでキャリアフィルムを剥離し、170℃で1時間加熱処理することにより、厚さ10μmの第2下部クラッド層201付きの基板1を形成した(図1(a)−3、図2(c)−3参照)。
上記で得られた15μm厚の下部クラッド層形成用樹脂フィルムを大きさ100×100μmに裁断し、保護フィルムを剥離して、第2下部クラッド層201面側に上記と同様の条件で、真空ラミネータによって積層した。95μm×3.0mm×4本の非露光部を有したネガ型フォトマスクを介し、紫外線露光機((株)オーク製作所製、EXM−1172)にてキャリアフィルム側から紫外線(波長365nm)を250mJ/cm2照射した。その後、キャリアフィルムを剥離し、現像液(1%炭酸カリウム水溶液)を用いて、第1下部クラッド層3をエッチングした。続いて、水洗浄し、170℃で1時間加熱乾燥及び硬化し、光ファイバ溝形成部分に95μm×3.0mmの開口部を形成した第1下部クラッド層3付きの基板1を作製した(図1(a)−4、図2(c)−4、図2(d)−4参照)。これにより、光導波路20形成部分には、第1下部クラッド層3が形成され、光ファイバを搭載する溝8部分には、第1下部クラッド層3が無い状態となっている。
次に、上記の第1下部クラッド層3面にロールラミネータ(日立化成テクノプラント(株)製、HLM−1500)を用い圧力0.4MPa、温度50℃、ラミネート速度0.2m/minの条件で、保護フィルムを剥離した50μm厚の上記コア層形成用樹脂フィルムをラミネートし、次いで上記の真空加圧式ラミネータ(株式会社名機製作所製、MVLP−500)を用い、500Pa以下に真空引きした後、圧力0.4MPa、温度70℃、加圧時間30秒の条件にて加熱圧着した。その後、光信号伝達用コアパターン幅50μm(光ファイバ接続部分のパターンピッチ;125μm、光路変換ミラー形成部(光ファイバ接続部分より5mm地点)のパターンピッチ;250μm、4本)、ファイバガイド用コアパターン幅40μm(ファイバ溝ピッチ;125μm、4本、両端のファイバガイド用コアパターンのみ150μm)のネガ型フォトマスクを介し、光信号伝達用コアパターン4が第1下部クラッド層3上に、ファイバガイド用コアパターン5によって形成される溝8が基板1(第2下部クラッド層201)上に形成されるように位置合わせをし、上記紫外線露光機にて紫外線(波長365nm)を700mJ/cm2照射し、次いで80℃で5分間露光後加熱を行った。その後、キャリアフィルムであるPETフィルムを剥離し、現像液(プロピレングリコールモノメチルエーテルアセテート/N,N−ジメチルアセトアミド=8/2、質量比)を用いて、コアパターンをエッチングした。続いて、洗浄液(イソプロパノール)を用いて洗浄し、100℃で10分間加熱乾燥し、光信号伝達用コアパターン4及びファイバガイド用コアパターン5を形成し、同時に85μm幅の溝8が形成された。なお、ファイバガイド用コアパターン5における各パターンの大きさは、光ファイバを溝8に固定した際に、光ファイバが光信号伝達用コアパターン4に光信号を送受可能な位置に接合するように設計されている(図1(a)−5、図1(b)−5、図2(c)−5、図2(d)−5、図2(e)参照)。
以上のようにして、125μmピッチ、ファイバ径80μm、4チャンネル用の光ファイバコネクタを作製した。
得られた光ファイバコネクタにおいて、ファイバガイド用コアパターン5の溝8の横幅は85μm、ファイバガイド用コアパターン5の高さ(第2下部クラッド層201表面からの高さ)は64μm、基板面から上部クラッド層上面までの高さは85.5μm、光信号伝達用コアパターン4の厚みは50μmであった(図1(a)−6、図1(b)−6、図2(c)−6、図2(d)−6、図3(f)参照)。
得られた光導波路20の上部クラッド層6側からダイシングソー(DAC552、(株)ディスコ社製)を用いて45°の光路変換ミラー11を形成した(図1(a)−7、図1(b)−7参照)。次いでミラー形成部分を開口させたメタルマスクをミラー付きの光ファイバコネクタに設置し、蒸着装置(RE−0025、ファースト技研製)を用いて蒸着金属層12としてAuを0.5μm蒸着させた(図1(a)−8、図1(b)−8、参照)。
ポリイミドフィルム(ユーピレックスRN(宇部日東化成(株)製)、厚み;25μm)上に蓋材の接着層701として上記で得られた10μm厚のクラッド層形成用樹脂フィルムの保護フィルムを剥離して、上記と同様の条件で、真空ラミネータによって積層し、接着層701付きの蓋材7を形成した。次に、蓋材7に積層したクラッド層形成用樹脂フィルムのキャリアフィルムを剥離し、上記の光ファイバコネクタの上部クラッド層6形成面側から、上記と同様の条件で、真空ラミネータによって加熱圧着した。次いで、180℃、1時間加熱硬化し、蓋材7付きの光ファイバコネクタを形成した。
光ファイバ搭載用の溝8の基板1(第2下部クラッド層201)表面から蓋材7の底面(蓋材の接着層701の底面)までの高さは、82μmであった(図1(a)−9、(b)−9、(c)−7及び(d)−7参照)。
得られた光導波路20の光ファイバ接続端面を平滑化するためにダイシングソー(DAC552、(株)ディスコ社製)を用いて40μm幅のスリット溝9を兼用する接着剤導入スリット13を形成した(図1(a)−10、図1(b)−10参照)。併せて、ファイバーガイドコアに対して平行に基板を切断し(光導波路端面から3mm地点)、基板端面にファイバ溝が現れるように外形加工を行った。
以上のようにして得られた光ファイバコネクタの接着剤導入スリット13から上記のコア層形成用樹脂ワニスを滴下し、溝8及び蓋材7で形成された空間部に、125μmピッチ、4チャンネルの光ファイバ30(コア径;50μm、クラッド径;80μm)を差し込み、180℃、1時間加熱硬化したところ、光導波路20の光信号伝達用コアパターン5の光伝達面に接合し、光ファイバ30から光信号を伝達することが可能であり、かつ、光ファイバ30が位置ずれすることもなかった。
実施例1において、蓋材7側からスリット溝9を兼用する接着剤導入スリット13を形成した以外は同様の方法で光ファイバコネクタを作製した(図4(a)、図4(b)参照)。
以上のようにして得られた光ファイバコネクタの接着剤導入スリット13から上記のコア層形成用樹脂ワニスを滴下し、溝8及び蓋材7で形成された空間部に、125μmピッチ、4チャンネルの光ファイバ30(コア径;50μm、クラッド径;80μm)を差し込み、180℃、1時間加熱硬化したところ、光導波路20の光信号伝達用コアパターン5の光伝達面に接合し、光ファイバ30から光信号を伝達することが可能であり、かつ、光ファイバ30が位置ずれすることもなかった。
実施例1において光路変換ミラー11及び蒸着金属層12形成後、光ファイバ接続端面を平滑化するためにダイシングソー(DAC552、株式会社ディスコ社製)を用いて40μm幅のスリット溝9を形成した。その後、実施例1と同様に蓋材7を形成し、スリット溝9より、200μm離れた溝8に基板1側から上記のダイシングソーを用いて接着剤導入スリット13を形成した。併せて、ファイバーガイドコアに対して平行に基板を切断し(光導波路端面から3mm地点)、基板端面にファイバ溝が現れるように外形加工を行った(図5(a)、図5(b)参照)。
以上のようにして得られた光ファイバコネクタの接着剤導入スリット13から上記のコア層形成用樹脂ワニスを滴下し、溝8及び蓋材7で形成された空間部に、125μmピッチ、4チャンネルの光ファイバ30(コア径;50μm、クラッド径;80μm)を差し込み、180℃、1時間加熱硬化したところ、光導波路20の光信号伝達用コアパターン5の光伝達面に接合し、光ファイバ30から光信号を伝達することが可能であり、かつ、光ファイバ30が位置ずれすることもなかった。
実施例3において接着剤導入スリット13を蓋材7側から形成したこと以外は同様の方法で、光ファイバコネクタを作製した(図6(a)、図6(b)参照)。
以上のようにして得られた光ファイバコネクタの接着剤導入スリット13から上記のコア層形成用樹脂ワニスを滴下し、溝8及び蓋材7で形成された空間部に、125μmピッチ、4チャンネルの光ファイバ30(コア径;50μm、クラッド径;80μm)を差し込み、180℃、1時間加熱硬化したところ、光導波路20の光信号伝達用コアパターン5の光伝達面に接合し、光ファイバ30から光信号を伝達することが可能であり、かつ、光ファイバ30が位置ずれすることもなかった。
このため、光ファイバ用の光電気変換基板等として有用である。
101.ポリイミドフィルム
102.金属層
103.金属配線,電気配線
2.接着層
201.下部クラッド層(第2下部クラッド層)
3.下部クラッド層(第1下部クラッド層)
4.光信号伝達用コアパターン
5.ファイバガイド用コアパターン
6.上部クラッド層
7.蓋材
8.溝(ファイバ溝)
9.スリット溝
10.光ファイバガイド部材
11.光路変換ミラー
12.蒸着金属層
13.接着剤導入スリット
20.光導波路
30.光ファイバ
Claims (12)
- 基板上に、光ファイバを固定するための溝を有するファイバガイド用コアパターンが形成された光ファイバガイド部材と、
第1下部クラッド層上に光信号伝達用コアパターンが形成され、該光信号伝達用コアパターン上に上部クラッド層が形成された光導波路とが並設された光ファイバコネクタであって、
前記光ファイバガイド部材が接着剤導入スリットを有し、かつ前記光ファイバが、前記光導波路の光信号伝達用コアパターンに光信号を伝達可能な位置に接合するように、前記光ファイバガイド部材と前記光導波路が並設されてなる光ファイバコネクタ。 - 前記接着剤導入スリットが基板側から設けられる請求項1に記載の光ファイバコネクタ。
- 前記光ファイバガイド部材が、ファイバガイド用コアパターンを覆う蓋材を有し、該蓋材側から前記接着剤導入スリットが設けられる請求項1に記載の光ファイバコネクタ。
- 前記光信号伝達用コアパターンが、前記基板上に形成された第1下部クラッド層上に形成され、前記ファイバガイド用コアパターンが、前記基板上に形成された請求項1〜3のいずれかに記載の光ファイバコネクタ。
- 前記基板が接着層を有し、該接着層上に第1下部クラッド層及び前記ファイバガイド用コアパターンが形成された請求項1〜4のいずれかに記載の光ファイバコネクタ。
- 前記接着層が、第2下部クラッド層である請求項1〜5のいずれかに記載の光ファイバコネクタ。
- 前記光ファイバコネクタの前記光導波路が、光路変換ミラー付きの光導波路であり、前記蓋材が光路変換ミラーの補強材としての機能を有する請求項1〜6のいずれかに記載の光ファイバコネクタ。
- 前記基板が、電気配線板である請求項1〜7のいずれかに記載の光ファイバコネクタ。
- 基板上に第1下部クラッド層形成用フィルムを積層し、該第1下部クラッド層形成用フィルムをエッチングによって、光ファイバを固定するための溝を形成する部位の第1下部クラッド層形成用フィルムを除去する工程、該第1下部クラッド層及び前工程によって第1下部クラッド層形成用フィルムが除去された基板上に、コア形成用フィルムを積層し、エッチングによって、ファイバガイド用コアパターンと光信号伝達用コアパターンを一括形成する工程、及び光ファイバガイド部材の基板側から接着剤導入スリットを設ける工程を順に有する光ファイバコネクタの製造方法。
- 基板上に第1下部クラッド層形成用フィルムを積層し、該第1下部クラッド層形成用フィルムをエッチングによって、光ファイバを固定するための溝を形成する部位の第1下部クラッド層形成用フィルムを除去する工程、該第1下部クラッド層及び前工程によって第1下部クラッド層形成用フィルムが除去された基板上に、コア形成用フィルムを積層し、エッチングによって、ファイバガイド用コアパターンと光信号伝達用コアパターンを一括形成する工程、少なくとも該ファイバガイド用コアパターンを覆う蓋材を形成する工程、及び該蓋材側から接着剤導入スリットを設ける工程を有する光ファイバコネクタの製造方法。
- 前記ファイバガイド用コアパターンと光信号伝達用コアパターンを一括形成する工程の後に、前記ファイバガイド用コアパターンと前記光信号伝達用コアパターン形成面側から、上部クラッド層形成用フィルムを積層し、エッチングによって、光ファイバを固定するための溝部分の上部クラッド層形成用フィルムを除去する工程を有する請求項9又は10に記載の光ファイバコネクタの製造方法。
- 前記接着剤導入スリットをダイシングソーによって形成する請求項9〜11のいずれかに記載の光ファイバコネクタの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011015241A JP5716416B2 (ja) | 2011-01-27 | 2011-01-27 | 光ファイバコネクタ及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011015241A JP5716416B2 (ja) | 2011-01-27 | 2011-01-27 | 光ファイバコネクタ及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012155192A true JP2012155192A (ja) | 2012-08-16 |
| JP5716416B2 JP5716416B2 (ja) | 2015-05-13 |
Family
ID=46836957
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011015241A Expired - Fee Related JP5716416B2 (ja) | 2011-01-27 | 2011-01-27 | 光ファイバコネクタ及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5716416B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014032255A (ja) * | 2012-08-01 | 2014-02-20 | Hitachi Chemical Co Ltd | 光ファイバコネクタ、その製造方法、光ファイバコネクタと光ファイバの接続方法、光ファイバコネクタと光ファイバとの組立体 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0990171A (ja) * | 1995-09-22 | 1997-04-04 | Nippon Telegr & Teleph Corp <Ntt> | 多芯マイクロキャピラリとこれを用いた光導波回路と光ファイバとの接続方法 |
| JP2001100055A (ja) * | 1999-09-30 | 2001-04-13 | Hitachi Ltd | 光導波路及び光導波路の製造方法 |
| JP2006184752A (ja) * | 2004-12-28 | 2006-07-13 | Hitachi Chem Co Ltd | パッケージ、光導波路基板搭載パッケージ及び光導波路パッケージ |
| JP2007178852A (ja) * | 2005-12-28 | 2007-07-12 | Hitachi Cable Ltd | 光配線基板及びこれを用いた光モジュール |
| JP2009198803A (ja) * | 2008-02-21 | 2009-09-03 | Sony Corp | 光モジュール及び光導波路 |
-
2011
- 2011-01-27 JP JP2011015241A patent/JP5716416B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0990171A (ja) * | 1995-09-22 | 1997-04-04 | Nippon Telegr & Teleph Corp <Ntt> | 多芯マイクロキャピラリとこれを用いた光導波回路と光ファイバとの接続方法 |
| JP2001100055A (ja) * | 1999-09-30 | 2001-04-13 | Hitachi Ltd | 光導波路及び光導波路の製造方法 |
| JP2006184752A (ja) * | 2004-12-28 | 2006-07-13 | Hitachi Chem Co Ltd | パッケージ、光導波路基板搭載パッケージ及び光導波路パッケージ |
| JP2007178852A (ja) * | 2005-12-28 | 2007-07-12 | Hitachi Cable Ltd | 光配線基板及びこれを用いた光モジュール |
| JP2009198803A (ja) * | 2008-02-21 | 2009-09-03 | Sony Corp | 光モジュール及び光導波路 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014032255A (ja) * | 2012-08-01 | 2014-02-20 | Hitachi Chemical Co Ltd | 光ファイバコネクタ、その製造方法、光ファイバコネクタと光ファイバの接続方法、光ファイバコネクタと光ファイバとの組立体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5716416B2 (ja) | 2015-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2014020730A1 (ja) | 光ファイバコネクタ、その製造方法、光ファイバコネクタと光ファイバの接続方法、光ファイバコネクタと光ファイバとの組立体 | |
| US20170010413A1 (en) | Optical waveguide and manufacturing method thereof | |
| JP5691493B2 (ja) | 光ファイバコネクタ及びその製造方法 | |
| WO2012070585A1 (ja) | 光導波路 | |
| JP5736743B2 (ja) | 光ファイバコネクタ及びその製造方法 | |
| JP5707998B2 (ja) | 光ファイバコネクタ、光ファイバ配線板及びそれらの製造方法 | |
| JP5966470B2 (ja) | 光導波路及びその製造方法 | |
| JP5691561B2 (ja) | 光ファイバコネクタ及びその製造方法 | |
| JP5707969B2 (ja) | ミラー付き光導波路及びその製造方法、ミラー付きフレキシブル導波路及びその製造方法、ミラー付き光ファイバコネクタ及びその製造方法 | |
| JP2014032255A (ja) | 光ファイバコネクタ、その製造方法、光ファイバコネクタと光ファイバの接続方法、光ファイバコネクタと光ファイバとの組立体 | |
| JP2012181266A (ja) | 光ファイバコネクタ及びその製造方法 | |
| JP5716416B2 (ja) | 光ファイバコネクタ及びその製造方法 | |
| JP5834926B2 (ja) | 光ファイバコネクタの製造方法 | |
| JP2012133236A (ja) | 光ファイバコネクタ及びその製造方法 | |
| JP5810532B2 (ja) | 光導波路基板及びその製造方法 | |
| JP2012128271A (ja) | 光ファイバコネクタ | |
| JP5776333B2 (ja) | 光ファイバコネクタ及びその製造方法 | |
| JPWO2014073707A1 (ja) | 光導波路、光導波路の製造方法、及び光モジュール | |
| JP5678699B2 (ja) | ミラー付き光ファイバコネクタ及びその製造方法 | |
| JP5870489B2 (ja) | 光導波路、光電気複合基板、光導波路の製造方法、及び光電気複合基板の製造方法 | |
| TWI574071B (zh) | 光纖連接器及其製造方法、光纖連接器和光纖的連接方法以及光纖連接器和光纖的組裝體 | |
| JP2012168267A (ja) | 光ファイバコネクタ及びその製造方法 | |
| JP2012150345A (ja) | 光ファイバ配線板及び光ファイバ電気配線複合基板 | |
| JP2015179283A (ja) | 光導波路、光電気複合基板、光導波路の製造方法、及び光電気複合基板の製造方法 | |
| JP2013205632A (ja) | 光ファイバコネクタ及び光ファイバ搭載方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131224 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140709 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140715 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140924 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150120 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150123 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150302 |
|
| LAPS | Cancellation because of no payment of annual fees |