JP2012157109A - マグネットワイヤの基板配線構造 - Google Patents
マグネットワイヤの基板配線構造 Download PDFInfo
- Publication number
- JP2012157109A JP2012157109A JP2011012432A JP2011012432A JP2012157109A JP 2012157109 A JP2012157109 A JP 2012157109A JP 2011012432 A JP2011012432 A JP 2011012432A JP 2011012432 A JP2011012432 A JP 2011012432A JP 2012157109 A JP2012157109 A JP 2012157109A
- Authority
- JP
- Japan
- Prior art keywords
- magnet wire
- magnet
- groove
- land
- wiring structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 78
- 238000004804 winding Methods 0.000 claims abstract description 19
- 230000002093 peripheral effect Effects 0.000 claims abstract description 16
- 238000007747 plating Methods 0.000 description 14
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 11
- 229910052802 copper Inorganic materials 0.000 description 11
- 239000010949 copper Substances 0.000 description 11
- 238000000034 method Methods 0.000 description 11
- 229910000679 solder Inorganic materials 0.000 description 11
- 230000008569 process Effects 0.000 description 10
- 238000005476 soldering Methods 0.000 description 10
- 230000004048 modification Effects 0.000 description 8
- 238000012986 modification Methods 0.000 description 8
- 230000007246 mechanism Effects 0.000 description 5
- 230000007935 neutral effect Effects 0.000 description 5
- 230000009467 reduction Effects 0.000 description 4
- 239000004020 conductor Substances 0.000 description 2
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
Images




Landscapes
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Abstract
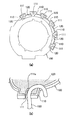
【解決手段】モータのステータ巻線からのマグネットワイヤを回路基板に接続する構造において、回路基板100の外周部に設けられた複数の鍔部110に形成され、内周面が銅めっきされたU字形状のサイドスルー溝部111及び回路基板表面にサイドスルー溝部111から連続して延設されたランド部120を設け、マグネットワイヤ150をサイドスルー溝部111に嵌め込み、マグネットワイヤ150の端末をランド部120に絡げ、サイドスルー溝部111とランド部120とを共にはんだ付けした構造を有している。
【選択図】図2
Description
モータのステータ巻線からのマグネットワイヤを回路基板に接続する構造において、
前記回路基板の外周部に設けられた複数の鍔部に形成され、内周面が銅めっきされたU字形状のサイドスルー溝部及び回路基板表面に前記サイドスルー溝部から連続して延設されたランド部を設け、
前記マグネットワイヤを前記サイドスルー溝部に嵌め込み、前記マグネットワイヤの端末を前記ランド部に絡げ、前記サイドスルー溝部と前記ランド部とを共にはんだ付けしたことを特徴としている。
前記サイドスルー溝部の端部に形成される開口部の開口方向と交差する方向に長孔を設け、複数の前記マグネットワイヤの端末を前記ランド部に絡げ、前記サイドスルー溝部と前記ランド部とをはんだ付けすることを特徴としている。
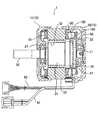
10 ケーシング
21,22 ベアリング
30 シャフト
31 マグネット保持部
32 メインマグネット
33 ステータスタック
35 巻線部
36 センサマグネット保持部
37 センサマグネット
50 センサホルダ
100 センサ基板(回路基板)
110 鍔部
111 サイドスルー溝部
111a めっき部
120 ランド部
150 マグネットワイヤ
190 ホールIC
200 回路基板
210 鍔部
220 サイドスルー溝部
221 開口部
222 長孔スルーホール
230 ランド部
251,252(250)マグネットワイヤ
Claims (2)
- モータのステータ巻線からのマグネットワイヤを回路基板に接続する構造において、
前記回路基板の外周部に設けられた複数の鍔部に形成され、内周面がめっきされたU字形状のサイドスルー溝部及び回路基板表面に前記サイドスルー溝部から連続して延設されたランド部を設け、
前記マグネットワイヤを前記サイドスルー溝部に嵌め込み、前記マグネットワイヤの端末を前記ランド部に絡げ、前記サイドスルー溝部と前記ランド部とを共にはんだ付けしたことを特徴とするマグネットワイヤの基板接続構造。 - 前記サイドスルー溝部の端部に形成される開口部の開口方向と交差する方向に長孔を設け、複数の前記マグネットワイヤの端末を前記ランド部に絡げ、前記サイドスルー溝部と前記ランド部とをはんだ付けすることを特徴とする請求項1のマグネットワイヤの基板接続構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011012432A JP2012157109A (ja) | 2011-01-25 | 2011-01-25 | マグネットワイヤの基板配線構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011012432A JP2012157109A (ja) | 2011-01-25 | 2011-01-25 | マグネットワイヤの基板配線構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012157109A true JP2012157109A (ja) | 2012-08-16 |
| JP2012157109A5 JP2012157109A5 (ja) | 2014-02-13 |
Family
ID=46838246
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011012432A Pending JP2012157109A (ja) | 2011-01-25 | 2011-01-25 | マグネットワイヤの基板配線構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012157109A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014187096A (ja) * | 2013-03-22 | 2014-10-02 | Toko Inc | 面実装インダクタおよびその製造方法 |
| JP2015061006A (ja) * | 2013-09-20 | 2015-03-30 | 東光株式会社 | コイル部品の製造方法 |
| DE102013019644B4 (de) | 2012-11-30 | 2018-07-12 | Fanuc Corporation | Stator einer elektrischen Drehmaschine umfassend ein Beschränkungselement zur Verhinderung einer Verformung von Spulenendabschnitten und Elektromotor, der einen solchen Stator umfasst |
| JP2020129900A (ja) * | 2019-02-08 | 2020-08-27 | 株式会社デンソー | ステータ |
| DE102020132144A1 (de) | 2020-12-03 | 2022-06-09 | Bühler Motor GmbH | Stator eines Elektromotors und Verfahren zu seiner Herstellung |
| WO2024247891A1 (ja) * | 2023-05-31 | 2024-12-05 | 工機ホールディングス株式会社 | 作業機 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0190275U (ja) * | 1987-12-04 | 1989-06-14 | ||
| JPH0660264U (ja) * | 1993-01-20 | 1994-08-19 | 株式会社安川電機 | 電動機の固定子 |
| JPH0879999A (ja) * | 1994-09-01 | 1996-03-22 | Sanwa Chem Kk | モールドモーター |
-
2011
- 2011-01-25 JP JP2011012432A patent/JP2012157109A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0190275U (ja) * | 1987-12-04 | 1989-06-14 | ||
| JPH0660264U (ja) * | 1993-01-20 | 1994-08-19 | 株式会社安川電機 | 電動機の固定子 |
| JPH0879999A (ja) * | 1994-09-01 | 1996-03-22 | Sanwa Chem Kk | モールドモーター |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013019644B4 (de) | 2012-11-30 | 2018-07-12 | Fanuc Corporation | Stator einer elektrischen Drehmaschine umfassend ein Beschränkungselement zur Verhinderung einer Verformung von Spulenendabschnitten und Elektromotor, der einen solchen Stator umfasst |
| JP2014187096A (ja) * | 2013-03-22 | 2014-10-02 | Toko Inc | 面実装インダクタおよびその製造方法 |
| JP2015061006A (ja) * | 2013-09-20 | 2015-03-30 | 東光株式会社 | コイル部品の製造方法 |
| JP2020129900A (ja) * | 2019-02-08 | 2020-08-27 | 株式会社デンソー | ステータ |
| JP7107239B2 (ja) | 2019-02-08 | 2022-07-27 | 株式会社デンソー | ステータ |
| DE102020132144A1 (de) | 2020-12-03 | 2022-06-09 | Bühler Motor GmbH | Stator eines Elektromotors und Verfahren zu seiner Herstellung |
| WO2024247891A1 (ja) * | 2023-05-31 | 2024-12-05 | 工機ホールディングス株式会社 | 作業機 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7830051B2 (en) | Resolver, manufacturing method thereof, and motor using the resolver | |
| US9419491B2 (en) | Motor connecting member and motor device | |
| JP5201302B1 (ja) | モータ制御ユニットおよびブラシレスモータ | |
| JP5290612B2 (ja) | ステータ、モータ及びステータの製造方法 | |
| JP2012157109A (ja) | マグネットワイヤの基板配線構造 | |
| JP6444930B2 (ja) | 巻線を圧着結線して構成される配線基板を備える電動機 | |
| JP6137552B2 (ja) | 回転電機 | |
| JP2014054051A (ja) | 回転電機駆動システム | |
| US20140183992A1 (en) | Motor and manufacturing method thereof | |
| JP5476005B2 (ja) | モータ | |
| CN103855836B (zh) | 定子的电力线连接构造 | |
| JP2017153198A (ja) | 回転電機 | |
| CN113439380B (zh) | 通过压合连接实现的定子连接端在pcb上的电接通 | |
| JP5319817B1 (ja) | 通電カシメした端子をコネクタ又は端子台にはんだ付けしたモータ構造 | |
| CN107508391B (zh) | 无刷直流电机、定子部件及其绕线方法 | |
| US20150171711A1 (en) | Motor having attached circuit device | |
| JP2009153360A (ja) | モーターコイル | |
| JP2019161716A (ja) | 回転電機のステータ | |
| KR20140050619A (ko) | 기판 내장형 모터 | |
| JP6334153B2 (ja) | 電動モータ | |
| JP2006121884A (ja) | モータ、モータの中性線締結部およびその締結方法 | |
| JP2005036746A (ja) | 磁気結合ポンプ | |
| JP4155441B2 (ja) | 結線基板 | |
| JP2012157116A (ja) | ブラシ付dcモータ | |
| CN215383707U (zh) | 电机结构、激光雷达及扫地机器人 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131219 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141117 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150311 |