JP2012157887A - 金型構造 - Google Patents
金型構造 Download PDFInfo
- Publication number
- JP2012157887A JP2012157887A JP2011019118A JP2011019118A JP2012157887A JP 2012157887 A JP2012157887 A JP 2012157887A JP 2011019118 A JP2011019118 A JP 2011019118A JP 2011019118 A JP2011019118 A JP 2011019118A JP 2012157887 A JP2012157887 A JP 2012157887A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- die
- cast iron
- cavity
- gap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005266 casting Methods 0.000 claims abstract description 31
- 229910052751 metal Inorganic materials 0.000 claims abstract description 22
- 239000002184 metal Substances 0.000 claims abstract description 22
- 238000007667 floating Methods 0.000 claims abstract description 12
- 229910001018 Cast iron Inorganic materials 0.000 claims description 54
- 238000013022 venting Methods 0.000 claims 1
- 238000005339 levitation Methods 0.000 abstract description 22
- 238000007872 degassing Methods 0.000 description 13
- 230000000694 effects Effects 0.000 description 11
- 238000003825 pressing Methods 0.000 description 11
- 238000000034 method Methods 0.000 description 9
- 229910000881 Cu alloy Inorganic materials 0.000 description 8
- 229910001315 Tool steel Inorganic materials 0.000 description 8
- 238000001816 cooling Methods 0.000 description 5
- 239000012530 fluid Substances 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 229910001141 Ductile iron Inorganic materials 0.000 description 4
- 229910001069 Ti alloy Inorganic materials 0.000 description 3
- 238000004512 die casting Methods 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910001060 Gray iron Inorganic materials 0.000 description 1
- 229910001296 Malleable iron Inorganic materials 0.000 description 1
- ZTXONRUJVYXVTJ-UHFFFAOYSA-N chromium copper Chemical compound [Cr][Cu][Cr] ZTXONRUJVYXVTJ-UHFFFAOYSA-N 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- -1 ferrous metals Chemical class 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images









Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
【解決手段】本金型構造は、鋳造用の金型構造2であって、互いに近接・離反可能とされる上型5及び下型6と、上型及び下型との間でキャビティCを形成し、該キャビティ内に注湯される溶湯を加圧し得るように上型及び下型の間で上下方向に移動可能とされる中間型7と、下型に対して中間型を浮上させる浮上手段(浮上用シリンダ3)と、を備える。
【選択図】図1
Description
1.鋳造用の金型構造であって、
互いに近接・離反可能とされる上型及び下型と、
前記上型及び前記下型との間でキャビティを形成し、該キャビティ内に注湯される溶湯を加圧し得るように該上型及び該下型の間で上下方向に移動可能とされる中間型と、
前記下型に対して前記中間型を浮上させる浮上手段と、を備えることを特徴とする金型構造。
2.鋳鉄鋳造用である上記1.記載の金型構造。
3.前記中間型は、前記下型に上下方向に移動自在に嵌合され、
前記中間型と前記下型との嵌合部位にはガス抜き用の隙間が形成されており、該隙間の間隔(s2)は0.1〜0.4mmである上記1.又は2.に記載の金型構造。
4.前記下型及び前記中間型のうちの一方の型には上下方向に延びるガイドピンが設けられ、他方の型には該ガイドピンを上下方向に案内する案内孔が設けられている上記1.乃至3.のいずれか一項に記載の金型構造。
また、鋳鉄鋳造用である場合は、鋳造品としての鋳鉄品の内部巣がつぶされ緻密で均一な組織とされて高強度化を図ることができる。
また、前記中間型が、前記下型に上下方向に移動自在に嵌合され、前記中間型と前記下型との嵌合部位にはガス抜き用の隙間が形成されており、該隙間の間隔(s2)は0.1〜0.4mmである場合は、隙間間隔(s2)が0.1mm以上であるため、金型の熱膨張を好適に吸収しつつガス抜き効果により鋳造品の表面性状を向上させ得るとともに、下型に対する中間型の嵌合性を向上させることができる。また、隙間間隔(s2)が0.4mm以下であるため、バリ発生を抑制することができる。
さらに、前記下型及び前記中間型のうちの一方の型にはガイドピンが設けられ、他方の型には案内孔が設けられている場合は、下型に対して中間型が上下方向に移動するときにガイドピンが案内孔に案内されるので、中間型の平面方向の位置決め精度を向上させることができる。
本実施形態1.に係る金型構造は、鋳造用の金型構造であって、互いに近接・離反可能とされる上型(5)及び下型(6)と、これら上型及び下型との間でキャビティ(C)を形成し、このキャビティ内に注湯される溶湯を加圧し得るように上型及び下型の間で上下方向に移動可能とされる中間型(7)と、下型に対して中間型を浮上させる浮上手段(3)と、を備えることを特徴とする(例えば、図1等参照)。
本実施形態2.に係る鋳造方法は、上記実施形態1.に係る金型構造を用いる鋳造方法であって、上型、下型及び中間型により形成されるキャビティ内に鋳鉄溶湯を注湯する工程と、その注湯中又は注湯完了後に上型及び下型を近接させて、中間型を上下方向に移動させてキャビティ内の鋳鉄溶湯を加圧する工程と、を備えることを特徴とする。
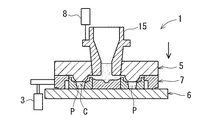
本実施例に係る金型構造1は、図1及び図2に示すように、上型5及び下型6と、これら上型5及び下型6との間でキャビティCを形成する中間型7(「シールドブロック」とも呼ばれる。)と、下型6に対して中間型7を浮上させる浮上用シリンダ3(本発明に係る「浮上手段」として例示する。)と、を備えている。また、この金型構造は、予熱用ヒータ4(図5参照)及び押圧用シリンダ8(図6参照)を更に備えている。
次に、上記構成の金型構造1の鋳造作用について説明する。図5に示すように、型開き状態の上型5及び下型6の間に予熱用ヒータ4を挿入して、予熱用ヒータ4により上型5、下型6及び中間型7が予熱される。次に、図6に示すように、下型6に対して上型5を近接させて上型5、下型6及び浮上用シリンダ3により浮上状態の中間型7の間にキャビティCを形成する。この状態で、上型5の中心孔を介して中間型7上に湯口型15を載置し、湯口型15を押圧用シリンダ8で上型5に押圧して浮き上がりを防止する。次いで、取鍋11を用いて鋳鉄溶湯をキャビティC内に注湯する。この注湯温度は約1250〜1300℃とされ、鋳鉄溶湯はキャビティC内に充填されて半凝固状態となる。
以上より、本実施例の金型構造1によると、上型5、下型6及び浮上用シリンダ3により浮上状態とされた中間型7により形成されるキャビティC内に鋳鉄溶湯が注湯され、その注湯中又は注湯完了後に浮上用シリンダ3の浮上力に抗して上型5及び下型6が近接され、中間型7の下方移動に伴ってキャビティC内の鋳鉄溶湯の全体が加圧される。この加圧による鋳鉄溶湯の急冷効果により、高温の鋳鉄鋳造に際して、鋳鉄品の内部巣がつぶされ緻密で均一な組織とされて高強度化を図ることができる。また、従来のように加圧ピンを用いてキャビティ内の鋳鉄溶湯を部分的に加圧して鋳造するものに比べて、キャビティ内の鋳鉄溶湯全体を加圧するため、欠陥がなく且つ高強度な鋳鉄品Pを安定的に量産することができる。特に、本実施例では、浮上用シリンダ3の浮上力に抗して上型5及び下型6を近接させ中間型7を上下方向に移動させてキャビティC内の鋳鉄溶湯を4.5MPaの加圧力で加圧するようにしたので、極めて小さな加圧力で良質な鋳鉄品Pを得ることができる。これに対して、アルミダイキャストでは、通常、30〜200Mpaの大きな加圧力を必要としており、ホットチャンバ−ダイカストと称するものでも、通常、7〜40MPaの加圧力を必要とする。
Claims (4)
- 鋳造用の金型構造であって、
互いに近接・離反可能とされる上型及び下型と、
前記上型及び前記下型との間でキャビティを形成し、該キャビティ内に注湯される溶湯を加圧し得るように該上型及び該下型の間で上下方向に移動可能とされる中間型と、
前記下型に対して前記中間型を浮上させる浮上手段と、を備えることを特徴とする金型構造。 - 鋳鉄鋳造用である請求項1記載の金型構造。
- 前記中間型は、前記下型に上下方向に移動自在に嵌合され、
前記中間型と前記下型との嵌合部位にはガス抜き用の隙間が形成されており、該隙間の間隔(s2)は0.1〜0.4mmである請求項1又は2に記載の金型構造。 - 前記下型及び前記中間型のうちの一方の型には上下方向に延びるガイドピンが設けられ、他方の型には該ガイドピンを上下方向に案内する案内孔が設けられている請求項1乃至3のいずれか一項に記載の金型構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011019118A JP5713709B2 (ja) | 2011-01-31 | 2011-01-31 | 鋳鉄鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011019118A JP5713709B2 (ja) | 2011-01-31 | 2011-01-31 | 鋳鉄鋳造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012157887A true JP2012157887A (ja) | 2012-08-23 |
| JP5713709B2 JP5713709B2 (ja) | 2015-05-07 |
Family
ID=46838870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011019118A Active JP5713709B2 (ja) | 2011-01-31 | 2011-01-31 | 鋳鉄鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5713709B2 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6427143U (ja) * | 1987-08-06 | 1989-02-16 | ||
| JP2000210756A (ja) * | 1999-01-21 | 2000-08-02 | Aisin Takaoka Ltd | 溶湯材凝固成形法及びこれに使用できる装置 |
| JP2002059252A (ja) * | 1999-10-22 | 2002-02-26 | Matsumoto Seisakusho:Kk | Mg合金精密圧力成形法及びその成形装置並びにそれにより作製されたMg合金成形品 |
| JP2002120259A (ja) * | 2000-10-17 | 2002-04-23 | Ube Ind Ltd | 射出成形用金型装置及び射出成形方法 |
| JP2002178125A (ja) * | 2000-12-08 | 2002-06-25 | Ahresty Corp | 真空ダイカスト用金型 |
| JP2006239722A (ja) * | 2005-03-02 | 2006-09-14 | Matsuoka Tekkosho:Kk | チルベント |
| JP2006297433A (ja) * | 2005-04-19 | 2006-11-02 | Kyocera Chemical Corp | マグネシウム合金の成形方法およびマグネシウム合金用成形金型 |
-
2011
- 2011-01-31 JP JP2011019118A patent/JP5713709B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6427143U (ja) * | 1987-08-06 | 1989-02-16 | ||
| JP2000210756A (ja) * | 1999-01-21 | 2000-08-02 | Aisin Takaoka Ltd | 溶湯材凝固成形法及びこれに使用できる装置 |
| JP2002059252A (ja) * | 1999-10-22 | 2002-02-26 | Matsumoto Seisakusho:Kk | Mg合金精密圧力成形法及びその成形装置並びにそれにより作製されたMg合金成形品 |
| JP2002120259A (ja) * | 2000-10-17 | 2002-04-23 | Ube Ind Ltd | 射出成形用金型装置及び射出成形方法 |
| JP2002178125A (ja) * | 2000-12-08 | 2002-06-25 | Ahresty Corp | 真空ダイカスト用金型 |
| JP2006239722A (ja) * | 2005-03-02 | 2006-09-14 | Matsuoka Tekkosho:Kk | チルベント |
| JP2006297433A (ja) * | 2005-04-19 | 2006-11-02 | Kyocera Chemical Corp | マグネシウム合金の成形方法およびマグネシウム合金用成形金型 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5713709B2 (ja) | 2015-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102076446A (zh) | 用于流变铸造的锻造装置和锻造方法 | |
| JP5756643B2 (ja) | 球状黒鉛鋳鉄の低温鋳造方法及び低温鋳造装置 | |
| CN108080601A (zh) | 一种低压增压铸造机用低压充型高压凝固的铸造装置与铸造方法 | |
| CN103862024A (zh) | 铝-铝复合活塞及其制备方法 | |
| CN104195448A (zh) | 铸造用合金材料及用其铸造海洋平台大齿轮箱铸件的工艺 | |
| CN107470583A (zh) | 高铁制动盘的半固态流变挤压铸造模具和铸造方法 | |
| JP5339764B2 (ja) | 鋳造方法 | |
| US534665A (en) | Method of casting projectiles | |
| CN107199443A (zh) | 一种非调质钢连杆毛坯的铸锻成形复合工艺方法 | |
| CN103691887B (zh) | 一种铸态使用的高锰钢衬板的铸造工艺 | |
| CN108296468A (zh) | 一种调压增压铸造机用低压充型高压凝固的铸造装置与铸造方法 | |
| CN115106501B (zh) | 一种实型铸造机床床身铸造工艺 | |
| JP5713709B2 (ja) | 鋳鉄鋳造方法 | |
| CN205869404U (zh) | 一种铸造轮毂的模具 | |
| CN106735094B (zh) | 双金属制动鼓的制造方法 | |
| CN106077574B (zh) | 钢质内冷活塞的制造方法及其模具 | |
| JP5210979B2 (ja) | 内燃機関用ピストンの製造方法、このピストン製造装置及びこの製造装置によって製造されたピストン | |
| CN108393465B (zh) | 一种轧辊辊套挤压振动铸造装置及轧辊辊套生产装置 | |
| JP2012096248A (ja) | 車両用ホイールの低圧鋳造装置 | |
| CN104815974B (zh) | 一种液态金属模锻成型装置及其使用方法 | |
| CN105583374A (zh) | 一种大型铝合金封闭机匣的研制方法 | |
| CN108421965A (zh) | 一种轧辊辊套挤压振动铸造生产方法 | |
| JP4508150B2 (ja) | 鋳造用金型及びその冷却方法 | |
| CN108359912B (zh) | 一种轧辊辊套一体化生产方法 | |
| CN106493339A (zh) | 一种用卧式挤压铸造机生产铝合金弹簧座的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20121109 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140120 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140311 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140414 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140626 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150227 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150310 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5713709 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |