JP2012159059A - 内燃機関とその製造方法 - Google Patents
内燃機関とその製造方法 Download PDFInfo
- Publication number
- JP2012159059A JP2012159059A JP2011020948A JP2011020948A JP2012159059A JP 2012159059 A JP2012159059 A JP 2012159059A JP 2011020948 A JP2011020948 A JP 2011020948A JP 2011020948 A JP2011020948 A JP 2011020948A JP 2012159059 A JP2012159059 A JP 2012159059A
- Authority
- JP
- Japan
- Prior art keywords
- spark plug
- internal combustion
- combustion engine
- film
- cylinder head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/10—Internal combustion engine [ICE] based vehicles
- Y02T10/12—Improving ICE efficiencies
Landscapes
- Combustion Methods Of Internal-Combustion Engines (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
Abstract
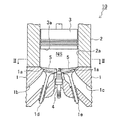
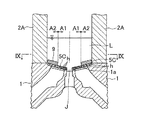
【解決手段】シリンダヘッド1の底面1aとシリンダブロック2のボア2aと該ボア2a内を摺動するピストン3の頂面3aとから燃焼室NSが構成され、シリンダヘッド1の底面1aから点火プラグ4が燃焼室に臨む内燃機関10であって、少なくともシリンダヘッド1の底面1aには遮熱膜5が形成されており、この遮熱膜5による断熱性能は、点火プラグ近傍が最も高く、点火プラグから遠ざかるにつれて断熱性能が漸次低減するものである。
【選択図】図1
Description
遮熱膜の表面の粗度が大きくなるにつれてその伝熱面積が大きくなり、放熱性能が高められることから断熱性能は低減する。
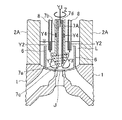
まず、第1のステップとして、図5,6で示すように、シリンダヘッドの底面1aの上に筒状治具2Aを配設して容器を形成し、容器を構成する治具壁面2Aaとシリンダヘッドの底面1aからなる容器内に酸性電解液Lを収容して底面1aを陽極とし、該酸性電解液L内に不図示の陰極を形成する。
図7で示す製造方法は、第1の実施の形態の製造方法(第1、第2のステップ)とその内容は同じものであるが、適用する治具7Aが改良された製造方法となっている。
まず、第1のステップとして、図8で示すように、陽極酸化処理をおこなうことによって外側に開放された多数の気孔h、…を有した遮熱膜5Cをシリンダヘッドの底面1a表面に形成する。
以上、本発明の実施の形態を図面を用いて詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更等があっても、それらは本発明に含まれるものである。
Claims (11)
- シリンダヘッドの底面とシリンダブロックのボアと該ボア内を摺動するピストンの頂面とから燃焼室が構成され、シリンダヘッドの底面から点火プラグが燃焼室に臨む内燃機関であって、
少なくともシリンダヘッドの底面には遮熱膜が形成されており、
前記遮熱膜による断熱性能は点火プラグ近傍が最も高く、点火プラグから遠ざかるにつれて断熱性能が漸次低減する内燃機関。 - 点火プラグ近傍の遮熱膜の膜厚が最も厚く、点火プラグから遠ざかるにつれて遮熱膜の膜厚が薄くなっている請求項1に記載の内燃機関。
- 点火プラグ近傍の遮熱膜の表面の粗度が最も小さく、点火プラグから遠ざかるにつれて遮熱膜の表面の粗度が大きくなっている請求項1に記載の内燃機関。
- 前記遮熱膜の内部には気孔が形成されており、
点火プラグ近傍の遮熱膜の気孔率が最も大きく、点火プラグから遠ざかるにつれて遮熱膜の気孔率が小さくなっている請求項1に記載の内燃機関。 - 前記ピストンの頂面にも別途の遮熱膜が形成されており、
前記別途の遮熱膜による断熱性能は点火プラグに対応する領域が最も高く、点火プラグから遠ざかるにつれて断熱性能が漸次低減する請求項1〜4のいずれかに記載の内燃機関。 - 前記遮熱膜がアルマイト被膜である請求項1〜5のいずれかに記載の内燃機関。
- シリンダヘッドの底面とシリンダブロックのボアと該ボア内を摺動するピストンの頂面とから燃焼室が構成され、シリンダヘッドの底面から点火プラグが燃焼室に臨む内燃機関の製造方法であって、
シリンダヘッドの底面の上に筒状治具を配して容器を形成し、該容器内に酸性電解液を収容して該底面を陽極とし、該酸性電解液内に陰極を形成し、さらにシリンダヘッドの底面を点火プラグに対応する領域と点火プラグから離れた領域で画成する遮蔽板を酸性電解液内に設け、点火プラグに対応する領域においては、点火プラグ取付け箇所の近傍に酸性電解液を流れ込ませて外部へ排出する排出機構を設け、外部から前記容器内に酸性電解液を注入する注入機構を設ける第1のステップ、
陽極と陰極間に電圧を印加して陽極酸化処理をおこない、かつ、排出機構による酸性電解液の排出と注入機構による酸性電解液の注入をおこなって点火プラグに対応する領域において酸性電解液を循環させることにより、点火プラグ近傍の遮熱膜の膜厚が最も厚く、点火プラグから遠ざかるにつれて遮熱膜の膜厚が薄くなっている遮熱膜であって、点火プラグ近傍の断熱性能が最も高く、点火プラグから遠ざかるにつれて断熱性能が漸次低減する遮熱膜を有する内燃機関を製造する第2のステップ、からなる内燃機関の製造方法。 - 前記排出機構は、点火プラグに向って凸形状のテーパー面を有し、凸形状の先端から内部に延びる排出路を具備する治具と、吸引源と、から構成されており、点火プラグに対応する領域において、前記凸形状の先端が点火プラグ位置に位置付けられ、テーパー面の外側から凸形状の先端に向かって酸性電解液の流入速度が高くなるように調整されている請求項7に記載の内燃機関の製造方法。
- 前記治具がコイル状管路を内蔵するとともに回転自在となっており、
コイル状管路内を冷却液が循環して治具が冷却されながら回転する請求項8に記載の内燃機関の製造方法。 - シリンダヘッドの底面とシリンダブロックのボアと該ボア内を摺動するピストンの頂面とから燃焼室が構成され、シリンダヘッドの底面から点火プラグが燃焼室に臨む内燃機関の製造方法であって、
シリンダヘッドの底面の上に筒状治具を配して容器を形成し、該容器内に酸性電解液を収容して該底面を陽極とし、該酸性電解液内に陰極を形成し、陽極と陰極間に電圧を印加して陽極酸化処理をおこなうことにより、外側に開放された多数の気孔を有した遮熱膜を形成する第1のステップ、
シリンダヘッドの底面を点火プラグに対応する領域と点火プラグから離れた領域に分け、点火プラグから離れた領域の遮熱膜にはその表面にマスキングをおこない、前記点火プラグに対応する領域の遮熱膜に対して沸騰水または水蒸気による封孔処理、もしくは孔を具備しない薄膜でのコーティング処理、もしくは双方の処理を施す第2のステップ、からなる内燃機関の製造方法。 - 前記遮熱膜がアルマイト被膜である請求項7〜10のいずれかに記載の内燃機関の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011020948A JP5673160B2 (ja) | 2011-02-02 | 2011-02-02 | 内燃機関とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011020948A JP5673160B2 (ja) | 2011-02-02 | 2011-02-02 | 内燃機関とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012159059A true JP2012159059A (ja) | 2012-08-23 |
| JP5673160B2 JP5673160B2 (ja) | 2015-02-18 |
Family
ID=46839789
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011020948A Expired - Fee Related JP5673160B2 (ja) | 2011-02-02 | 2011-02-02 | 内燃機関とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5673160B2 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016037660A (ja) * | 2014-08-11 | 2016-03-22 | トヨタ自動車株式会社 | 直噴式エンジンのピストンの製造方法 |
| WO2016056161A1 (en) | 2014-10-07 | 2016-04-14 | Toyota Jidosha Kabushiki Kaisha | Internal combustion engine |
| JP2016180351A (ja) * | 2015-03-24 | 2016-10-13 | マツダ株式会社 | 金属製基材上に樹脂含有皮膜を有するワークの加工方法 |
| DE102016122322A1 (de) | 2016-01-21 | 2017-07-27 | Toyota Jidosha Kabushiki Kaisha | Herstellverfahren für einen Zylinderkopf |
| CN106984505A (zh) * | 2016-01-21 | 2017-07-28 | 丰田自动车株式会社 | 气缸盖的制造方法 |
| JP2018087562A (ja) * | 2016-11-18 | 2018-06-07 | 本田技研工業株式会社 | 内燃機関 |
| JP2018112161A (ja) * | 2017-01-13 | 2018-07-19 | 三菱重工業株式会社 | 副室式ガスエンジン |
| JP2019124187A (ja) * | 2018-01-18 | 2019-07-25 | トヨタ自動車株式会社 | 圧縮自着火式内燃機関 |
| US11022027B2 (en) | 2016-11-18 | 2021-06-01 | Honda Motor Co., Ltd. | Internal combustion engine with reduced engine knocking |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5728147U (ja) * | 1980-07-25 | 1982-02-15 | ||
| JPS61132757A (ja) * | 1984-11-30 | 1986-06-20 | Suzuki Motor Co Ltd | セラミツクス溶射ピストン |
| JP2010159768A (ja) * | 2010-03-30 | 2010-07-22 | Toyota Motor Corp | シリンダライナの製造方法 |
| JP2010249008A (ja) * | 2009-04-15 | 2010-11-04 | Toyota Motor Corp | エンジン燃焼室構造 |
-
2011
- 2011-02-02 JP JP2011020948A patent/JP5673160B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5728147U (ja) * | 1980-07-25 | 1982-02-15 | ||
| JPS61132757A (ja) * | 1984-11-30 | 1986-06-20 | Suzuki Motor Co Ltd | セラミツクス溶射ピストン |
| JP2010249008A (ja) * | 2009-04-15 | 2010-11-04 | Toyota Motor Corp | エンジン燃焼室構造 |
| JP2010159768A (ja) * | 2010-03-30 | 2010-07-22 | Toyota Motor Corp | シリンダライナの製造方法 |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016037660A (ja) * | 2014-08-11 | 2016-03-22 | トヨタ自動車株式会社 | 直噴式エンジンのピストンの製造方法 |
| US10309293B2 (en) | 2014-10-07 | 2019-06-04 | Toyota Jidosha Kabushiki Kaisha | Internal combustion engine |
| WO2016056161A1 (en) | 2014-10-07 | 2016-04-14 | Toyota Jidosha Kabushiki Kaisha | Internal combustion engine |
| JP2016075226A (ja) * | 2014-10-07 | 2016-05-12 | トヨタ自動車株式会社 | 内燃機関 |
| CN106795831A (zh) * | 2014-10-07 | 2017-05-31 | 丰田自动车株式会社 | 内燃发动机 |
| JP2016180351A (ja) * | 2015-03-24 | 2016-10-13 | マツダ株式会社 | 金属製基材上に樹脂含有皮膜を有するワークの加工方法 |
| DE102016122434B4 (de) * | 2016-01-21 | 2020-02-13 | Toyota Jidosha Kabushiki Kaisha | Maskierungselement zur Verwendung in einem Herstellungsverfahren für einen Zylinderkopf |
| US10252323B2 (en) | 2016-01-21 | 2019-04-09 | Toyota Jidosha Kabushiki Kaisha | Manufacturing method for cylinder head |
| CN106984505A (zh) * | 2016-01-21 | 2017-07-28 | 丰田自动车株式会社 | 气缸盖的制造方法 |
| DE102016122322A1 (de) | 2016-01-21 | 2017-07-27 | Toyota Jidosha Kabushiki Kaisha | Herstellverfahren für einen Zylinderkopf |
| US10654096B2 (en) | 2016-01-21 | 2020-05-19 | Toyota Jidosha Kabushiki Kaisha | Manufacturing method for cylinder head |
| DE102016122322B4 (de) | 2016-01-21 | 2020-07-09 | Toyota Jidosha Kabushiki Kaisha | Herstellverfahren für einen Zylinderkopf |
| JP2018087562A (ja) * | 2016-11-18 | 2018-06-07 | 本田技研工業株式会社 | 内燃機関 |
| US11022027B2 (en) | 2016-11-18 | 2021-06-01 | Honda Motor Co., Ltd. | Internal combustion engine with reduced engine knocking |
| JP2018112161A (ja) * | 2017-01-13 | 2018-07-19 | 三菱重工業株式会社 | 副室式ガスエンジン |
| JP2019124187A (ja) * | 2018-01-18 | 2019-07-25 | トヨタ自動車株式会社 | 圧縮自着火式内燃機関 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5673160B2 (ja) | 2015-02-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5673160B2 (ja) | 内燃機関とその製造方法 | |
| CN103080386B (zh) | 内燃发动机和制造内燃发动机的方法 | |
| JP5617785B2 (ja) | 内燃機関 | |
| JP6927057B2 (ja) | 圧縮自着火式内燃機関 | |
| JP2013024142A (ja) | ピストン | |
| JP6070631B2 (ja) | 内燃機関のピストン | |
| JP2013014830A (ja) | エンジンバルブの製造方法 | |
| JP6446973B2 (ja) | 内燃機関 | |
| KR101837263B1 (ko) | 내연 기관의 피스톤, 당해 피스톤을 구비하는 내연 기관 및 당해 피스톤의 제조 방법 | |
| JP2013067823A (ja) | ピストン | |
| JP2014088863A (ja) | 内燃機関 | |
| JP2010203334A (ja) | 内燃機関のピストン | |
| JP7063246B2 (ja) | 内燃機関 | |
| JP2014105619A (ja) | ピストン | |
| JP2012117399A (ja) | シリンダブロックの冷却構造、およびシリンダブロックの冷却構造の製造方法 | |
| JP2020051390A (ja) | 内燃機関のシリンダの構造 | |
| US11118532B2 (en) | Spark-ignited internal combustion engine | |
| JP2023011773A (ja) | 内燃機関のピストンの製造方法 | |
| JP2012112332A (ja) | 内燃機関のシリンダブロック | |
| JP7678980B2 (ja) | 内燃機関用ピストン及びその製造方法 | |
| JP2014080891A (ja) | ポペットバルブ | |
| JP2017061722A (ja) | 金属酸化物被膜、ピストン、及び、金属酸化物被膜の製造方法 | |
| JP2013204443A (ja) | 内燃機関とその製造方法 | |
| JP5392289B2 (ja) | ピストン構造 | |
| JP2012017654A (ja) | 内燃機関 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131022 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140605 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140610 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140626 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141215 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5673160 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |