JP2012159466A - 金属組織計測方法および金属組織計測装置 - Google Patents
金属組織計測方法および金属組織計測装置 Download PDFInfo
- Publication number
- JP2012159466A JP2012159466A JP2011020936A JP2011020936A JP2012159466A JP 2012159466 A JP2012159466 A JP 2012159466A JP 2011020936 A JP2011020936 A JP 2011020936A JP 2011020936 A JP2011020936 A JP 2011020936A JP 2012159466 A JP2012159466 A JP 2012159466A
- Authority
- JP
- Japan
- Prior art keywords
- measured
- backscattered
- fine
- crystal grains
- ultrasonic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Abstract
【解決手段】超音波プローブから被測定材としての金属に対して超音波を送信し、内部からの後方散乱波を計測することにより被測定材内の結晶とは異なる微細粒、または微細構造および結晶粒を計測するために、送信する前記超音波の被測定部での中心波長が、前記結晶粒の平均粒径の5倍以下であり、かつ、微細粒の平均粒径の5倍以上である超音波を用いて後方散乱波を計測し、計測した前記後方散乱波から結晶粒による後方散乱波成分を取り除き、微細粒による後方散乱波成分を抽出し、抽出した前記微細粒による後方散乱波成分から、微細粒の体積密度、数密度、及び平均粒径のうちの少なくとも一つを求める。
【選択図】図1
Description

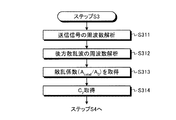
図3は、ステップS3の後方散乱波から微細粒による後方散乱波成分を抽出する処理を詳述した例1のフローチャートである。ステップS311の処理では、上記のステップS1で取得した送信信号の情報に基づいて、周波数解析を行って周波数fごとの強度A0を取得する処理を行なう。次いで、ステップS312の処理では、ステップS2で取得した後方散乱波の情報に基づいて、周波数解析を行って周波数fごとの強度Atotalを取得する処理を行なう。次に、ステップS313の処理では、ステップS311およびステップS312の結果に基づいて、周波数fごとの散乱係数(Atotal/A0)を取得する処理を行なう。そして、ステップS314の処理では、式(8)に基づいて、C2を算出する処理を行なう。これにより、ステップS3の微細粒による後方散乱波成分を抽出する処理は完了し、金属組織計測処理はステップS4の処理に移行する。
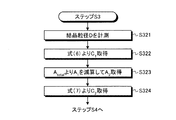
図4は、ステップS3の後方散乱波から微細粒による後方散乱波成分を抽出する処理を詳述した例2のフローチャートである。ステップS321の処理では、結晶粒径Dを計測する処理を行なう。たとえば、特許文献1に記載の方法を適用して結晶粒径Dを計測する。次いで、ステップS322の処理では、ステップS321で計測した結晶粒径Dに基づいてC1を算出する処理を行なう。次に、ステップS323の処理では、ステップS1で取得した送信信号の強度A0と、ステップS322で算出したC1に基づいて、式(6)よりA1を取得し、ステップS2で取得した後方散乱波の強度AtotalからA1を減算することにより、微細粒による後方散乱波の強度A2を取得する処理を行なう。このステップS323の処理においては、周波数解析はとくに行なう必要はない。その後、ステップS324の処理では、式(7)に基づいて、C2を算出する処理を行なう。これにより、ステップS3の微細粒による後方散乱波成分を抽出する処理は完了し、金属組織計測処理はステップS4の処理に移行する。
図5は、ステップS3の後方散乱波から微細粒による後方散乱波成分を抽出する処理を詳述した例3のフローチャートである。この例3は、結晶粒径Dによる後方散乱波への影響が予測できる場合に適用される。たとえば、製造条件などにより予測できる場合や、測定対象の結晶粒径がほぼ一定で測定が不要な場合などがこれに相当し、C1あるいは結晶粒からの後方散乱波の強度A1を取得可能である。
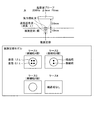
つぎに、上述した実施の形態に対応する実施例について説明する。図6に示す構成の2次元モデルにより、金属組織計測処理のシミュレーションを行なった。図6に示すように、超音波プローブ1として、超音波ビームを集束させる一探触子を用い、被測定材としての鋼の内部に、被測定部として、結晶粒を想定した直径λの球体1個の内部に、微細粒を想定した直径0.1λの球体を配置した2次元モデルについて、シミュレーションを実施した。結晶粒での反射率は10%、微細粒での反射率は100%とし、微細粒の配置条件をかえた以下の4つのケースについて、市販品の超音波伝搬FEMシミュレーションソフトを用いてシミュレーションを実施した。すなわち、ケース1では微細粒を4つ配置、ケース2では微細粒を2つ配置、ケース3では結晶粒のみで微細粒は配置なし、ケース4は結晶粒自体を配置なしとした。
2 超音波送信部
3 超音波受信部
4 散乱波成分抽出部
5 評価値算出部
10 金属組織計測装置
Claims (4)
- 超音波プローブから被測定材としての金属に対して超音波を送信し、内部からの後方散乱波を計測することにより被測定材内の結晶粒とは異なる微細粒、または微細構造および結晶粒を計測する金属組織計測方法であって、
送信する前記超音波の被測定部での中心波長が、前記結晶粒の平均粒径の5倍以下であり、かつ、微細粒の平均粒径の5倍以上である超音波を用いて後方散乱波を計測する計測ステップと、
計測した前記後方散乱波から結晶粒による後方散乱波成分を取り除き、微細粒による後方散乱波成分を抽出する抽出ステップと、
抽出した前記微細粒による後方散乱波成分から、微細粒の体積密度、数密度、及び平均粒径のうちの少なくとも一つを求める評価ステップと、
を含むことを特徴とする金属組織計測方法。 - 前記抽出ステップは、計測した前記後方散乱波を周波数解析し、周波数に依存しない結晶粒による後方散乱波成分を取り除くことによって、周波数に依存する微細粒による後方散乱波成分を抽出するステップを含むことを特徴とする請求項1に記載の金属組織計測方法。
- 前記抽出ステップは、被測定部での中心波長が前記結晶粒の平均粒径の5倍以上である超音波を送信し、結晶粒の平均粒径を測定することにより、結晶粒による後方散乱波成分を特定するステップを含むことを特徴とする請求項1または2に記載の金属組織計測方法。
- 超音波プローブから被測定材としての金属に対して超音波を送信し、内部からの後方散乱波を計測することにより被測定材内の結晶粒とは異なる微細粒、または微細構造および結晶粒を計測する金属組織計測装置であって、
送信する前記超音波の被測定部での中心波長が、前記結晶粒の平均粒径の5倍以下であり、かつ、微細粒の平均粒径の5倍以上である超音波を用いて後方散乱波を計測する計測手段と、
計測した前記後方散乱波から結晶粒による後方散乱波成分を取り除き、微細粒による後方散乱波成分を抽出する抽出手段と、
抽出した前記微細粒による後方散乱波成分から、微細粒の体積密度、数密度、及び平均粒径のうちの少なくとも一つを求める評価手段と、
を備えることを特徴とする金属組織計測装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011020936A JP5633404B2 (ja) | 2011-02-02 | 2011-02-02 | 金属組織計測方法および金属組織計測装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011020936A JP5633404B2 (ja) | 2011-02-02 | 2011-02-02 | 金属組織計測方法および金属組織計測装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012159466A true JP2012159466A (ja) | 2012-08-23 |
| JP5633404B2 JP5633404B2 (ja) | 2014-12-03 |
Family
ID=46840113
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011020936A Active JP5633404B2 (ja) | 2011-02-02 | 2011-02-02 | 金属組織計測方法および金属組織計測装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5633404B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014149169A (ja) * | 2013-01-31 | 2014-08-21 | Mitsubishi Heavy Ind Ltd | 中性子吸収物質含有量の判断方法 |
| JP2019184432A (ja) * | 2018-04-11 | 2019-10-24 | 株式会社アーステクニカ | 高マンガン鋳鋼の非破壊検査方法 |
| JP2020094811A (ja) * | 2018-12-10 | 2020-06-18 | 大同特殊鋼株式会社 | 被検査材の組織検査方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53126993A (en) * | 1977-04-12 | 1978-11-06 | Nippon Steel Corp | Simultaneous assessment method of ratios of casting structure and effective crystal grains by ultrasonic waves |
| JPS6188140A (ja) * | 1985-10-11 | 1986-05-06 | Hitachi Ltd | 音響球面レンズ |
| JPH0875713A (ja) * | 1994-07-04 | 1996-03-22 | Nkk Corp | 超音波による被検体の結晶粒径測定方法及び装置並びにそれを利用した熱処理方法及び装置 |
| JP2961833B2 (ja) * | 1990-08-13 | 1999-10-12 | 石川島播磨重工業株式会社 | 結晶粒度測定方法 |
| JP2973759B2 (ja) * | 1993-01-07 | 1999-11-08 | 日本鋼管株式会社 | 結晶粒度の測定装置 |
| JP2001183351A (ja) * | 1999-12-22 | 2001-07-06 | Daido Steel Co Ltd | 金属管の接合品質の検査方法 |
| WO2007148655A1 (ja) * | 2006-06-20 | 2007-12-27 | Toshiba Mitsubishi-Electric Industrial Systems Corporation | 組織材質測定装置及び組織材質測定方法 |
-
2011
- 2011-02-02 JP JP2011020936A patent/JP5633404B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53126993A (en) * | 1977-04-12 | 1978-11-06 | Nippon Steel Corp | Simultaneous assessment method of ratios of casting structure and effective crystal grains by ultrasonic waves |
| JPS6188140A (ja) * | 1985-10-11 | 1986-05-06 | Hitachi Ltd | 音響球面レンズ |
| JP2961833B2 (ja) * | 1990-08-13 | 1999-10-12 | 石川島播磨重工業株式会社 | 結晶粒度測定方法 |
| JP2973759B2 (ja) * | 1993-01-07 | 1999-11-08 | 日本鋼管株式会社 | 結晶粒度の測定装置 |
| JPH0875713A (ja) * | 1994-07-04 | 1996-03-22 | Nkk Corp | 超音波による被検体の結晶粒径測定方法及び装置並びにそれを利用した熱処理方法及び装置 |
| JP2001183351A (ja) * | 1999-12-22 | 2001-07-06 | Daido Steel Co Ltd | 金属管の接合品質の検査方法 |
| WO2007148655A1 (ja) * | 2006-06-20 | 2007-12-27 | Toshiba Mitsubishi-Electric Industrial Systems Corporation | 組織材質測定装置及び組織材質測定方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014149169A (ja) * | 2013-01-31 | 2014-08-21 | Mitsubishi Heavy Ind Ltd | 中性子吸収物質含有量の判断方法 |
| JP2019184432A (ja) * | 2018-04-11 | 2019-10-24 | 株式会社アーステクニカ | 高マンガン鋳鋼の非破壊検査方法 |
| JP7072432B2 (ja) | 2018-04-11 | 2022-05-20 | 株式会社アーステクニカ | 高マンガン鋳鋼の非破壊検査方法 |
| JP2020094811A (ja) * | 2018-12-10 | 2020-06-18 | 大同特殊鋼株式会社 | 被検査材の組織検査方法 |
| JP7196581B2 (ja) | 2018-12-10 | 2022-12-27 | 大同特殊鋼株式会社 | 被検査材の組織検査方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5633404B2 (ja) | 2014-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Zhang et al. | The use of ultrasonic arrays to characterize crack-like defects | |
| Howard et al. | Detectability of corrosion damage with circumferential guided waves in reflection and transmission | |
| Quaegebeur et al. | Correlation-based imaging technique using ultrasonic transmit–receive array for non-destructive evaluation | |
| US6532821B2 (en) | Apparatus and method for evaluating the physical properties of a sample using ultrasonics | |
| Zhang et al. | Effects of array transducer inconsistencies on total focusing method imaging performance | |
| RU2615208C1 (ru) | Способ и устройство для оценки величин дефектов посредством saft (способа фокусировки синтезированной апертуры) | |
| US20100121584A1 (en) | Method and apparatus for ultrasonic characterization of scale-dependent bulk material heterogeneities | |
| Mayworm et al. | A metrological approach to the time of flight diffraction method (ToFD) | |
| CN107941907B (zh) | 一种基于有效超声背散射信号提取多晶材料的晶粒平均尺寸的方法 | |
| JP6342498B2 (ja) | 超音波プローブ収集からの信号を処理するための方法、対応するコンピュータ・プログラムおよび超音波プローブ・デバイス | |
| Van Pamel et al. | Numerical simulations of ultrasonic array imaging of highly scattering materials | |
| KR20120117207A (ko) | 자동 빔 집속 장치 및 이를 이용한 비파괴 검사 방법 | |
| Brath et al. | Phased array imaging of complex-geometry composite components | |
| EP2985600B1 (en) | Ultrasound examination method and device | |
| Metwally et al. | Weld inspection by focused adjoint method | |
| Zhang et al. | The application of the factorization method to the subsurface imaging of surface-breaking cracks | |
| JP5633404B2 (ja) | 金属組織計測方法および金属組織計測装置 | |
| RU2538069C2 (ru) | Способ и устройство определения направленности дефекта, имеющегося внутри механического конструктивного элемента | |
| Wang et al. | Metallic material microstructure grain size measurements from backscattering signals in ultrasonic array data sets | |
| Gauthier et al. | Ultrasonic multi-view data merging using the vector coherence factor | |
| Velichko | Quantification of the effect of multiple scattering on array imaging performance | |
| Lane et al. | The inspection of anisotropic single-crystal components using a 2-D ultrasonic array | |
| Kolkoori et al. | Quantitative simulation of ultrasonic time of flight diffraction technique in 2D geometries using Huygens–Fresnel diffraction model: theory and experimental comparison | |
| JP3732491B2 (ja) | 縦波と横波回折波による超音波探傷方法及び装置 | |
| Rinkevich et al. | Laser detection of elastic waves diffraction by the crack’s edge |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130823 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140916 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140929 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5633404 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |