JP2012162823A - 凸状の立体模様を有する不織布シート - Google Patents
凸状の立体模様を有する不織布シート Download PDFInfo
- Publication number
- JP2012162823A JP2012162823A JP2011023979A JP2011023979A JP2012162823A JP 2012162823 A JP2012162823 A JP 2012162823A JP 2011023979 A JP2011023979 A JP 2011023979A JP 2011023979 A JP2011023979 A JP 2011023979A JP 2012162823 A JP2012162823 A JP 2012162823A
- Authority
- JP
- Japan
- Prior art keywords
- nonwoven fabric
- convex
- fiber
- fabric sheet
- linear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Nonwoven Fabrics (AREA)
Abstract
【課題】高い液体透過性を有し、人体からの排出液のより効率的な処理が可能で、また、排出液の逆戻りを改良し、皮膚への接触面積を低下させることにより、皮膚への快適性を改良した、生理用品、生理ナプキン、おりものシート、紙おむつおよびその他の吸収性物品に使用される表面シートを提供する。
【解決手段】熱接着性合成繊維を主成分とし、目付けが15〜150g/m2であるエアレイド不織布からなり、片面に複数の凸状部を有し、他方の面が平面状であり、凸状部と陥没部の目付けの比が1.2〜30/1であり、凸状部と陥没部の表面積の比が1/0.05〜10である、凸状の立体模様を有する不織布シート。
【選択図】なし
【解決手段】熱接着性合成繊維を主成分とし、目付けが15〜150g/m2であるエアレイド不織布からなり、片面に複数の凸状部を有し、他方の面が平面状であり、凸状部と陥没部の目付けの比が1.2〜30/1であり、凸状部と陥没部の表面積の比が1/0.05〜10である、凸状の立体模様を有する不織布シート。
【選択図】なし
Description
本発明は、生理用品、生理ナプキン、おりものシート、紙オムツおよびその他の吸収性物品などに使用される不織布シートに関する。
人体から排出される液体、例えば尿、経血などを吸収する多種の吸収性物品が知られている。一般に、吸収性物品は、液透過性のトップシート、液不透過性のバックシート、そしてトップシートとバックシートとの間に配置された吸収体を備えている。このような吸収性物品は、使い捨ての紙おむつや生理用ナプキンに代表されるものであり、人体からの排出物、つまり尿や経血やおりものといったものをできるだけ多く、速やかに横漏れなく吸収、保持し得ること、さらにその形態は薄く、かつ軽いといった性能が要求される。
これらの性能を満足させるためには、着用者から排出された液体がトップシートを通過して吸収層に吸収保持される過程の迅速な液体の搬送と拡散性の改良が不可欠である。なぜなら、一般的な吸収性物品において、人体からの排出物、つまり尿や経血といったものは液透過性のトップシートのほぼ同じ部分に滴下、または流入が繰り返される。このため、吸収層の一定部分に吸収が集中してしまうことになり、その部分の吸収が飽和しやすくなる。また、滴下された液体のトップシート表面での拡散は縦横比がほぼ同一であり、製品の構造上、長手方向に拡散する前に横方向からの飽和が認められる。このように、吸収層の一部分しか使用されない状態にもかかわらず、トップシートからオーバーフロー、すなわち横漏れを起こしやすい状態になってしまい、結果として吸収層を厚くしたり、幅方向を広げたりするなどしないと吸収量を確保できない吸収性物品となる。
ところで、特許文献1(特許第3609361号公報)には、「第1層と第2層とが所定パターンの接合部によって部分的に接合されており、該接合部間で第1層が三次元的立体形状をなし、第2層が、捲縮した潜在捲縮性繊維を含み且つカード法で形成された集合体からなり、第1層が熱収縮性を有しないか又は前記潜在捲縮性繊維の熱収縮温度以下で熱収縮しない繊維を含む集合体からなり、シートの50%伸張時の伸張回復率が50%以上であると共に通気性を有する立体シート材料」(同特許文献の請求項1)が提案されている。この立体シート材料は、平面方向へ伸張させた場合の回復性及び厚み方向へ圧縮させたときの圧縮変形性が十分で、使い捨て吸収性物品、清掃用及び対人用清浄ワイパーに有用であるとされるが、立体を形成する凸部を柔らかくしたときは、接触の圧で変形しやすい。また、加工工程でシート幅が縮減するため、凸部の高さの不揃いなど、品質安定性に弱点を有する。
また、特許文献2(特許第3611838号公報)には、「吸収性物品用の表面シートにおいて、第1層は、凹凸形状の凸部を形成している部分に、熱融着された繊維交絡点を有しており、第1層は、カードのウェブを用いて形成、第1層の見掛け厚み(t1)が0.1〜5mm、第2層の見掛け厚み(t2)が0.2〜3mm、第1及び第2層の見掛け厚みの比(t1/t2)が0.5〜8であり、第1層の繊維密度(d1)よりも第2層の繊維密度(d2)が高く、第1層の繊維密度(d1)が0.001〜0.05g/cm3であり、第2層の繊維密度(d2)が0.03〜0.2g/cm3である吸収物品用の表面シート」(同特許文献の請求項1)が提案されている。この表面シートは、表面シート上の経血の色が目立たず、肌側面が柔軟で、物理的刺激による痒みやカブレ、不快感等を防止でき、更には、着用者に優れた装着感(クッション感)を与えるとされるが、製造工程が複雑で、凸部の高さ制御が難しい。
さらに、特許文献3(特開2008−25081号公報)には、「第1繊維層と、一方の面側に積層配置される第2繊維層と、を備える多層不織布であって、前記第1繊維層における他方の面には、該多層不織布における厚さ方向に窪む複数の溝部と、前記厚さ方向に突出し前記複数の溝部それぞれに隣接すると共に前記溝部における目付よりも高い目付である複数の凸状部と、が形成され、前記第1繊維層における前記他方の面と同じ側に突出する形状である多層不織布」(同特許文献の請求項1)が提案されている。この多層不織布は、第1繊維層と、第1繊維層における一方の面側に積層配置される第2繊維層と、を備える多層不織布であって、第1繊維層及び第2繊維層が所定形状になるが、製造工程が複雑である。また、気体を噴きあててウェブの繊維を移動させるため、所定の部位での繊維量の制御が難しい。
さらに、特許文献4(特許第2800841号公報)には、「芯鞘型熱可塑性複合繊維の不織布であって、上層の繊維ウェブは、凸状部及び凹状部が形成され、高低差が0.5mmより大きく、凹状部の繊維集合密度が凸状部の繊維集合密度より低く、下層の繊維ウェブは、繊維集合密度が均一な不織布」(同特許文献の請求項1)が提案されている。この不織布は、高粘性体液の透過性に優れ、逆戻りを抑制するとともに、高粘性物を保持して低粘性物を吸収させ、吸収体の目詰まり対策に優れたものであるとされるが、製法が煩雑で、かつ形成されると凸状部の形状が不安定で、シート全体での性能のばらつきが発生する。
さらに、特許文献5(特開2009−215682号公報)には、「熱接着性合成繊維を主成分とし、目付けが15〜150g/m2であるエアレイド不織布からなり、片面に複数の陥没部を有し、陥没部と非陥没部の繊維密度の比が1/0.8〜1.2であり、陥没部と非陥没部の目付けの比が1/1.2〜20であり、陥没部と非陥没部の表面積の比が1/1.5〜10である、立体模様を有する不織布シート」(同特許文献の請求項1)が提案されており、吸収性物品などの用途に有用である。この不織布シートは、陥没部を主体とする不織布シートであり、本発明のような、凸状部を主体とする不織布シートとは構成がまったく異なるものである。
本発明は、高い液体透過性を有し、人体からの排出液のより効率的な処理が可能で、また、排出液の逆戻りを改良し、皮膚への接触面積を低下させることにより、皮膚への快適性を改良した、生理用品、生理ナプキン、紙おむつおよびその他の吸収性物品に使用される表面シートを提供することを目的とする。
本発明は、熱接着性合成繊維を主成分とし、目付けが15〜150g/m2であるエアレイド不織布からなり、片面に複数の凸状部を有し、他方の面が平面状であり、凸状部と陥没部の目付けの比が1.2〜30/1であり、凸状部と陥没部の表面積の比が1/0.05〜10である、凸状の立体模様を有する不織布シートに関する。
ここで、不織布シートの構成成分は、熱接着性合成繊維のみからなるものが好ましい。
また、凸状部の形状として、平面視して、3角形〜8角形のいずれか、あるいは円形、または楕円形が挙げられる。
さらに、凸状部の形状としては、平面視して、少なくともひとつの線状の連続体であり、その両側に陥没部を有するものも挙げられる。
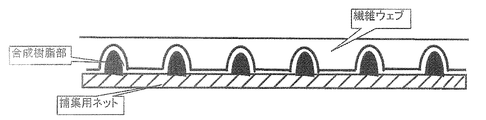
次に、本発明は、所定量の解繊された熱接着性合成繊維を主成分とする繊維を空気流に均一分散させながら搬送し、吐出部に設けた細孔から吹き出した該繊維を、下部に設置された金属またはプラスチックの繊維捕集用ネットであって、該ネット上には、合成樹脂や金属による連続したまたは部分的に連続した線状部を設けた繊維捕集用ネット上に落とし、該ネット下部で空気をサクションしながら、上記繊維を該ネット上に堆積させ、必要に応じて、この操作を複数回繰り返す、上記凸状の立体模様を有する不織布シートの製造方法に関する。
ここで、繊維を集積するネット面に作られた陥没部を形成する線状部は、好ましくは、その幅が1〜20mmで、その高さが0.5〜10mmである。
また、繊維を集積するネット面に作られたひとつの陥没部を形成する線状部の形状は、平面視して、3角形〜8角形のいずれか、あるいは円形または楕円形が挙げられる。
さらに、繊維を集積するネット面に作られた線状部の形状としては、平面視して、少なくともひとつの線状の連続体であり、その両側にも線状部を有するものも挙げられる。
さらに、線状部の少なくともひとつは、曲線であってもよい。
ここで、不織布シートの構成成分は、熱接着性合成繊維のみからなるものが好ましい。
また、凸状部の形状として、平面視して、3角形〜8角形のいずれか、あるいは円形、または楕円形が挙げられる。
さらに、凸状部の形状としては、平面視して、少なくともひとつの線状の連続体であり、その両側に陥没部を有するものも挙げられる。
次に、本発明は、所定量の解繊された熱接着性合成繊維を主成分とする繊維を空気流に均一分散させながら搬送し、吐出部に設けた細孔から吹き出した該繊維を、下部に設置された金属またはプラスチックの繊維捕集用ネットであって、該ネット上には、合成樹脂や金属による連続したまたは部分的に連続した線状部を設けた繊維捕集用ネット上に落とし、該ネット下部で空気をサクションしながら、上記繊維を該ネット上に堆積させ、必要に応じて、この操作を複数回繰り返す、上記凸状の立体模様を有する不織布シートの製造方法に関する。
ここで、繊維を集積するネット面に作られた陥没部を形成する線状部は、好ましくは、その幅が1〜20mmで、その高さが0.5〜10mmである。
また、繊維を集積するネット面に作られたひとつの陥没部を形成する線状部の形状は、平面視して、3角形〜8角形のいずれか、あるいは円形または楕円形が挙げられる。
さらに、繊維を集積するネット面に作られた線状部の形状としては、平面視して、少なくともひとつの線状の連続体であり、その両側にも線状部を有するものも挙げられる。
さらに、線状部の少なくともひとつは、曲線であってもよい。
本発明の不織布シートは、凸状部の面が皮膚との接触面積が小さいので、肌への刺激が小さく、排出された液体によるウエット感が小さく、ムレ感が小さい。しかも、肌と不織布シートの間には微小空間が多数存在するので、排出液体がもたらす高湿度感、ムレ感が改良されて快適性が高い。また、陥没部には、排出液体が一時的に保持され、また連続した陥没部により排出された液体が拡散する作用をなす。また、連続した空隙が形成されているため、空気の移動が発生し、湿度の低減に寄与する。一方、凸状部を有する面とは反対側の凸状部なしの面は、フラットなので、吸収層への液体の移行がスムースである。
以下、本発明の実施の形態を説明する。
本発明の不織布シートは、熱接着性合成繊維を主成分とし、目付が15〜150g/m2のエアレイド不織布から構成されている。
ここで、「主成分とする」とは、熱接着性合成繊維が70重量%以上、好ましくは85重量%以上であることを指称し、30重量%以下程度、後記する他の繊維やパルプが含まれていてもよい。
なお、本発明の不織布シートは、熱接着性合成繊維を主成分とするものであり、該熱接着性合成繊維100重量%使いのもののほか、例えば熱接着性合成繊維+パルプ繊維、あるいは、熱接着性合成繊維+パルプ繊維+ケミカルバインダーなどからなる一層以上のエアレイド不織布から構成されていてもよい。
特に、凸状部を有する面は、熱接着性合成繊維のみからなるものを用いることが好ましい。この熱接着性合成繊維は、親水性油剤を付着させているので、繊維自体が親水性となっており、液体が効率よく下部の平面層へ移行するため、肌に触れるとサラサラ感があり、また中間層となる吸収体に排出液体が迅速に移行することができる。一方、凸状部と反対の面には、排出液体の保持や吸収体への移行を促進するため、パルプ繊維が混合されていてもよい。
ここで、本発明における熱接着性合成繊維としては、熱で溶融し相互に結合するものであればどのようなものでもよく、この繊維間結合による網目状構造で不織布自体が固定される。このような熱接着性合成繊維としては、例えばポリオレフィン類、不飽和カルボン酸類でグラフト化されたポリオレフィン類や、ポリエステル類、ポリビニルアルコールなどが挙げられる。
本発明の不織布シートは、熱接着性合成繊維を主成分とし、目付が15〜150g/m2のエアレイド不織布から構成されている。
ここで、「主成分とする」とは、熱接着性合成繊維が70重量%以上、好ましくは85重量%以上であることを指称し、30重量%以下程度、後記する他の繊維やパルプが含まれていてもよい。
なお、本発明の不織布シートは、熱接着性合成繊維を主成分とするものであり、該熱接着性合成繊維100重量%使いのもののほか、例えば熱接着性合成繊維+パルプ繊維、あるいは、熱接着性合成繊維+パルプ繊維+ケミカルバインダーなどからなる一層以上のエアレイド不織布から構成されていてもよい。
特に、凸状部を有する面は、熱接着性合成繊維のみからなるものを用いることが好ましい。この熱接着性合成繊維は、親水性油剤を付着させているので、繊維自体が親水性となっており、液体が効率よく下部の平面層へ移行するため、肌に触れるとサラサラ感があり、また中間層となる吸収体に排出液体が迅速に移行することができる。一方、凸状部と反対の面には、排出液体の保持や吸収体への移行を促進するため、パルプ繊維が混合されていてもよい。
ここで、本発明における熱接着性合成繊維としては、熱で溶融し相互に結合するものであればどのようなものでもよく、この繊維間結合による網目状構造で不織布自体が固定される。このような熱接着性合成繊維としては、例えばポリオレフィン類、不飽和カルボン酸類でグラフト化されたポリオレフィン類や、ポリエステル類、ポリビニルアルコールなどが挙げられる。
このうち、ポリオレフィン系熱接着性合成繊維としては、芯鞘型や偏芯サイドバイサイド型や貼り合わせタイプのサイドバイサイド型の複合繊維が好適である。鞘あるいは繊維外周部を構成するポリオレフィンとしては、ポリエチレンやポリプロピレンが挙げられる。芯成分あるいは繊維内層部を構成するポリマーとしては、鞘より高融点であり、加熱接着処理温度で変化しないポリマーが好ましい。このような組み合わせとして、例えば、ポリエチレン/ポリプロピレン、ポリエチレン/ポリエステル、ポリプロピレン/ポリエステル、変性ポリエステル/ポリエステルなどが挙げられる。これらのポリマーは、本発明の作用・効果を阻害しない範囲で変性されていても差し支えがない。さらに、フィブリル状繊維であっても良い。例えば、三井化学株式会社のSWPなどが挙げられる。
熱接着性合成繊維は、細いと構成繊維の本数が多くなるので、脱落繊維が少なくなり、風合いや肌触りも柔らかくなる。太い場合は、繊維間の空隙が大きくなり、嵩高い不織布となるうえ、通気性もアップするので皮膚近傍の湿度アップが抑制されてムレ感が小さくなる効果もより期待できる。したがって、繊維の太さ(単糸繊度)は用途に応じて選択すればよいが、好ましい繊度は、0.5dt〜7dtであり、さらに、好ましくは、0.8dt〜6dtである。7dtを超えると、得られる不織布シートが硬くなり、肌触りが悪くなったり、皮膚への刺激が大きくなって好ましくない。一方、0.5dt未満では不織布の生産性に欠けるので実用的でない。
また、熱接着性合成繊維の長さは、1〜15mmが好ましい。繊維が短いと開繊性がよくなり、より均一な不織布となりやすいが、1mm未満になると粉末状に近づき、繊維間結合による網目構造が作りにくくなるばかりか、不織布としての強力が低くなり、実用性に欠けるので好ましくない。一方、15mmより長くなると不織布の強力は上がるが、不織布製造時の繊維の空気輸送において繊維どうしが絡まりやすくなり、繊維どうしが絡み合って繊維塊状欠点を増大させるので好ましくない。特に、好ましいのは、3〜10mmである。
本発明の不織布シートには、上記の熱接着性合成繊維のほかに、レーヨンなどの再生繊維、アセテートなどの半合成繊維、ポリエステル、ポリプロピレン、ポリアミド、ビニロンなどの合成繊維、SWPなどのフィブリル状繊維、パルプ、コットン、麻などの天然繊維などの他の繊維を含んでいてもよい。この場合、不織布シートにおける熱接着性合成繊維の割合は70〜100重量%が好ましく、さらに好ましくは85〜100重量%である。70重量%未満の場合は上記の他の繊維の脱落が生じる可能性が多くなるうえ、湿潤強力も低くなる場合があり、実用上の問題を生じる。
本発明の不織布シートを形成するこれらの繊維は、熱接着されており、この繊維間結合による網目状構造で該不織布シートが固定される。
本発明の不織布シートは、総目付が、15〜150g/m2、好ましくは20〜100g/m2である。15g/m2未満では、不織布強力が低下して、不織布製造工程性や商品としての取扱い性など実用上の問題を生じやすい。一方、150g/m2を超えると、シートが硬くなり、肌触りも悪化してやはり実用上の問題を生じる。
本発明の不織布シートは、総目付が、15〜150g/m2、好ましくは20〜100g/m2である。15g/m2未満では、不織布強力が低下して、不織布製造工程性や商品としての取扱い性など実用上の問題を生じやすい。一方、150g/m2を超えると、シートが硬くなり、肌触りも悪化してやはり実用上の問題を生じる。
本発明のこのような不織布シートは、エアレイド法によって製造される。エアレイド法で製造された不織布は、不織布を形成している繊維が、不織布の長手方向、幅方向および厚み方向にランダムに3次元配向されているので好ましい。
ここで、本発明に係るエアレイド法による不織布は、以下のようにして得ることができる。
すなわち、所定量の解繊された熱接着性合成繊維を主成分とする繊維を空気流に均一分散させながら搬送し、吐出部に設けた細孔から吹き出した該繊維を、下部に設置された金属またはプラスチックの繊維捕集用ネットであって、該ネット上には、合成樹脂や金属による連続したまたは部分的に連続した線状部を設けた繊維捕集用ネット上に落とし、該ネット下部で空気をサクションしながら、上記繊維を該ネット上に堆積させ、必要に応じて、この操作を複数回繰り返す。
例えば、第2回以降のウェブの堆積は、同様にして、上記堆積シートの上に堆積させる。
次に、この熱接着性合成繊維が充分その接着効果を発揮する温度に全体を加熱処理して、本発明の不織布を得ることができる。接着効果を十分発揮させるには、熱接着性合成繊維の接着成分の融点より15〜40℃高い温度での加熱処理が必要である。
すなわち、所定量の解繊された熱接着性合成繊維を主成分とする繊維を空気流に均一分散させながら搬送し、吐出部に設けた細孔から吹き出した該繊維を、下部に設置された金属またはプラスチックの繊維捕集用ネットであって、該ネット上には、合成樹脂や金属による連続したまたは部分的に連続した線状部を設けた繊維捕集用ネット上に落とし、該ネット下部で空気をサクションしながら、上記繊維を該ネット上に堆積させ、必要に応じて、この操作を複数回繰り返す。
例えば、第2回以降のウェブの堆積は、同様にして、上記堆積シートの上に堆積させる。
次に、この熱接着性合成繊維が充分その接着効果を発揮する温度に全体を加熱処理して、本発明の不織布を得ることができる。接着効果を十分発揮させるには、熱接着性合成繊維の接着成分の融点より15〜40℃高い温度での加熱処理が必要である。
なお、ケミカルバインダー樹脂を用いる場合には、堆積されたウェブ上に、各ウェブ形成ごとに、ホットメルト接着剤、ラテックス系接着剤、エマルジョン系接着剤、樹脂パウダー接着剤などのケミカルバインダー樹脂を散布、もしくは塗布すればよい。
ここで、これらのケミカルバインダー樹脂の成分としては、ポリオレフィン系、ポリ酢酸ビニル系、ポリアクリル酸エステル系、合成ゴム系、ポリウレタン系、エポキシ樹脂系、熱硬化型樹脂系などを挙げることができる。
これらのケミカルバインダー樹脂の使用量は、通常、固形分換算で、2〜20g/m2、好ましくは4〜10g/m2であり、合成繊維やパルプ繊維の結合や各層の剥離を生じない範囲で決められる。
ここで、これらのケミカルバインダー樹脂の成分としては、ポリオレフィン系、ポリ酢酸ビニル系、ポリアクリル酸エステル系、合成ゴム系、ポリウレタン系、エポキシ樹脂系、熱硬化型樹脂系などを挙げることができる。
これらのケミカルバインダー樹脂の使用量は、通常、固形分換算で、2〜20g/m2、好ましくは4〜10g/m2であり、合成繊維やパルプ繊維の結合や各層の剥離を生じない範囲で決められる。
また、本発明の不織布シートには、消臭剤、抗菌剤、芳香剤、保湿剤、着色剤、親水剤、撥水剤などの機能加工を付与することもできる。加工法としては、あらかじめそれらの機能を付与した繊維を混合したり、粉体状の剤を混合したり、液体状の剤をスプレーや含浸したりする方法が挙げられる。
このように、エアレイド法で製造された不織布は、不織布の流れ方向、幅方向および厚み方向へ繊維をランダムに3次元配向させることが可能である。そして、これらが熱接着するので、層間剥離を起こすことがない。また、エアレイド法で製造した不織布は、均一性が良好なので、性能のバラツキも少なくなる。
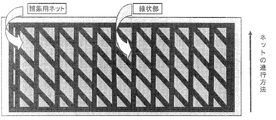
ここで、本発明に用いられる繊維捕集用ネットとしては、図1〜2にみられるように、通常のプラスチック製、または金属製の捕集用ネット上に、マス目状に、例えば紫外線硬化性樹脂をスクリーン印刷で印刷するか、あるいは、塗布し、次いで、紫外線を照射することにより、該樹脂を硬化させ、合成樹脂製の線状部(例えば、幅が1〜20mm、高さが0.5〜10mm)を形成させる。合成樹脂製の線状部の形成は、以上のような手段に限定されるものではなく、ポリエチレン、ポリプロピレンなどのオレフィン系樹脂、ポリエステルエラストマー樹脂、ナイロン樹脂、熱可塑性または硬化性のポリウレタン樹脂、エポキシ樹脂、ゴム系樹脂などを溶融状態で、または硬化剤を混合した液体状態で、直接、捕集用ネット上の所定の位置に吐出し、冷却固化、あるいは加熱硬化させたりしても良い。ポリ塩化ビニル系樹脂などのスラリー状の合成樹脂を用いることもできる。さらに、発泡剤をあらかじめ混ぜておいて発泡体として形成しても良い。
エアレイドウェブの繊維間結合を付与する熱処理において、熱接着性合成繊維の接着成分の融点よりも15〜40℃高い温度を加える必要があるので、これらの合成樹脂製の線状部を形成する樹脂は、この温度よりも高い耐熱温度のものが必要となる。耐熱温度は、140℃以上であり、好ましくは160℃以上である。
エアレイドウェブの繊維間結合を付与する熱処理において、熱接着性合成繊維の接着成分の融点よりも15〜40℃高い温度を加える必要があるので、これらの合成樹脂製の線状部を形成する樹脂は、この温度よりも高い耐熱温度のものが必要となる。耐熱温度は、140℃以上であり、好ましくは160℃以上である。
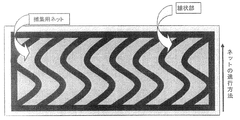
また、合成樹脂製の線状部の形成は、図2に示すようなほぼ正方形のマス目状のもののほか、図3〜図6に示されるような各種の線状であってもよい。また、線状部の形としては、そのほか3角形、長方形、5角形〜8角形などの多角形や、そのほか円形や楕円形であってもよい。また、線状部の両側が同様に線状部で構成される線状の連続体であってもよい(図2〜図6参照)。
なお、線状部が四角形の場合、正方形では一辺が1〜10mm、長方形の場合は短径が1〜10mm、長径が2〜15mm程度である。なお、線状部のサイズは、すなわち平面視した凸状部のサイズに対応する。
また、陥没部の大きさは、線状部の幅や高さに対応する大きさにより、適宜、設定される。
なお、線状部が四角形の場合、正方形では一辺が1〜10mm、長方形の場合は短径が1〜10mm、長径が2〜15mm程度である。なお、線状部のサイズは、すなわち平面視した凸状部のサイズに対応する。
また、陥没部の大きさは、線状部の幅や高さに対応する大きさにより、適宜、設定される。
本発明の不織布シートは、熱接着性合成繊維の接着成分の融点より15〜40℃高い温度でこの繊維ウェブを全体に加熱処理して得られるが、上記熱接着性合成繊維はやや熱収縮を生じることが多いので、凸状部や陥没部は加熱処理によってやや小さくなる傾向がある。従って、凸状部の高さや大きさ、あるいは陥没部の幅や深さを所望のものにするには、捕集用ネット上に形成するべき樹脂製の線状部の高さや大きさをあらかじめやや大きめに設定することが好ましい。例えば、好ましくは凸状部に対応する陥没部の深さと樹脂製の線状部の高さの比は1/1.02〜2.5の範囲である。これは、使用する熱接着性合成繊維の熱特性、加熱処理の方法、条件によって異なる。
なお、合成樹脂製の線状部の突起の形状は、平面視して、上記したように、ほぼ三角、四角などの多角形状、円形や楕円形のほか、曲線状、あるいは文字や何らかのマーク、ロゴを表すものであってもよい。
なお、合成樹脂製の線状部の突起の形状は、平面視して、上記したように、ほぼ三角、四角などの多角形状、円形や楕円形のほか、曲線状、あるいは文字や何らかのマーク、ロゴを表すものであってもよい。
このような線状部を有する繊維捕集用ネットを用いて、エアレイド法により、繊維ウェブを堆積させると、例えば図1に示すように、合成樹脂製の線状部の部分は空気流が非透過であるので、繊維ウェブが透過性のネット側に流れ、すなわちマス目などの線状部で囲繞される空気流の透過域にウェブが堆積されて凸状部を形成しつつ、堆積する繊維ウェブの上部が平面状で、合成樹脂製の線状部の突起に対応する陥没部が形成され、かつ繊維ウェブの密度としてはネットの陥没部に当る部分がやや高い傾向を有する、平面状の繊維ウェブが得られる。
さらに、例えば、この上に、1層あるいは2層の上記したような繊維ウェブを形成すれば、二層、あるいは三層の繊維ウェブが得られる。この際、使用する繊維の太さや繊維の種類を変更することにより、凸状部の頂点から底面の平端部までの領域で、繊維ウェブの密度を制御することができる。
次に、熱接着性合成繊維の接着成分の融点より15〜40℃高い温度でこの繊維ウェブを全体に加熱処理して、本発明の不織布シートを得ることができる。
さらに、例えば、この上に、1層あるいは2層の上記したような繊維ウェブを形成すれば、二層、あるいは三層の繊維ウェブが得られる。この際、使用する繊維の太さや繊維の種類を変更することにより、凸状部の頂点から底面の平端部までの領域で、繊維ウェブの密度を制御することができる。
次に、熱接着性合成繊維の接着成分の融点より15〜40℃高い温度でこの繊維ウェブを全体に加熱処理して、本発明の不織布シートを得ることができる。
本発明におけるエアレイド法では、例えば図1に示すように、合成樹脂製の平面視してマス目状の線状部で形成された各空間部にウェブが堆積し、さらに各線状部の先端部を超えてウェブを堆積させると、同図の不織布シートが形成される。したがって、線状部が陥没部となり、線状部と線状部との各間が凸状部となる(図面で下面側)。凸状部とは反対側の上面側は、フラットとなっている・
以上のようにして得られる本発明の不織布シートは、凸状部(合成樹脂製の線状部で囲まれた部分に堆積されたウェブ)と陥没部(合成樹脂製の線状部を形成する突起に相当する)との繊維密度の比が0.9〜8/1、好ましくは1.0〜5/1であり、凸状部と陥没部の表面積の比が1/0.05〜10、好ましくは1/0.1〜5である。
本発明の不織布シートは、吸収性物品の表面シートに用いると、凸状部の面にあっては、皮膚との接触面積が小さいので、肌への刺激が小さく、排出された液体によるウエット感が小さく、ムレ感が小さくなる。一方、陥没部の面は、吸収層への液体の移行がスムースである。
なお、密度比を上記範囲内にするには、エアレイドシートを形成するにあたり、紡出風量とネット下部の空気サクション量を適宜適正化すれば良い。
本発明の不織布シートは、吸収性物品の表面シートに用いると、凸状部の面にあっては、皮膚との接触面積が小さいので、肌への刺激が小さく、排出された液体によるウエット感が小さく、ムレ感が小さくなる。一方、陥没部の面は、吸収層への液体の移行がスムースである。
なお、密度比を上記範囲内にするには、エアレイドシートを形成するにあたり、紡出風量とネット下部の空気サクション量を適宜適正化すれば良い。
また、本発明の不織布シートは、捕集用ネットの陥没部(線状部に囲まれた部分)に空気流が流れ易くなっているため随伴する繊維量が増える傾向にあり、陥没部に相当する目付は、結果的に凸状部に較べて小さいものとなる。その結果、凸状部と陥没部の目付の比は、上記のように、0.9〜8/1、好ましくは1.0〜5/1である。この目付の比をこの数値範囲内にするには、陥没部に相当する樹脂製の線状部の高さや幅、および全体シート目付けを調整することにより達成される。凸状部と陥没部の目付けは、それぞれ小さいポンチで打抜いて実測すれば良い。
さらに、凸状部と陥没部の表面積の比は、上記したように、1/0.05〜10、好ましくは1/0.1〜5である。1/10未満では、陥没部同士が接近しすぎてシート強力が低下し、実用的でなく、一方1/0.05を超えると、凸状部により得られる性能上の特徴が得られがたい。この表面積の比をこの数値範囲にするには、線状部の設計を適正化すればよい。
以上の本発明の不織布シートは、例えば図1に示すように、片面(捕集用ネット側)に複数の凸状部を有し、該凸状部のサイズは、四角形における長径や短径、円形の直径、あるいは楕円状の短径もしくは長径が0.5〜10mm、好ましくは1〜8mm、高さが0.5〜10mm、好ましくは1〜5mm程度である。凸状部の径(短径もしくは長径、または直径)が0.5mm未満では、陥没部の空間の形成が不十分でなり実用的でなく、一方、10mmを超えると、凸状部によって得られる効果が小さく、また肌に対する接触面積が大きくなり、不快感が増大する。また、凸状部の高さが0.5mm未満では、やはり凸状部によって得られる効果が小さく、一方、10mmを超えると、対応する陥没部を形成する線状部の高さが高くなりすぎるので、つぶれや破損などの問題が生じやすく、生産上の問題を生じる。
上記凸状部のサイズは、上記合成樹脂製の線状部のサイズを変更したり、繊維ウェブの熱処理条件を変えることにより、容易に調整することができる。
上記凸状部のサイズは、上記合成樹脂製の線状部のサイズを変更したり、繊維ウェブの熱処理条件を変えることにより、容易に調整することができる。
なお、本発明の不織布シートは、多数の凸状部が存在するゾーンがシート全面の50面積%以上であれば、シート全面に存在していなくてもよい。例えば、多数の凸状部が存在するゾーンと、全く凸状部が存在しないゾーンとがタテ、ヨコ、斜めなどの交互のストライプ状に共存してもよく、あるいは多数の凸状部が存在するゾーンが円形、角形などのパターン状であってもよい。
さらに、本発明の趣旨の範囲であれば、凸状部が一定形状でなくても構わなく、文字、あるいは何らかのパターンやロゴを表していても良い。
さらに、本発明の趣旨の範囲であれば、凸状部が一定形状でなくても構わなく、文字、あるいは何らかのパターンやロゴを表していても良い。
かくて、本発明の不織布シートは、不織布シート上に凸状部が複数形成された立体模様を有し、吸収性物品の表面シートに有用な凸状の立体模様を有する不織布シートが得られる。
本発明のシートは、生理用品、生理ナプキン、おりものシート、紙おむつなどのほか、食品から発生する血液などの液体を吸収する食品トレイのドリップ吸収体、あるいは対人、対物などに使用されるドライ状、またはウエット状のワイパーなどにも好適である。
本発明のシートは、生理用品、生理ナプキン、おりものシート、紙おむつなどのほか、食品から発生する血液などの液体を吸収する食品トレイのドリップ吸収体、あるいは対人、対物などに使用されるドライ状、またはウエット状のワイパーなどにも好適である。
以下、実施例を挙げて、本発明をさらに具体的に説明する。
実施例1
図2に示されているような形状となるよう、ポリエチレンテレフタレート(PET)製の捕集用ネットに、市販の2液混合型エポキシ樹脂(コニシ(株)製、ボンド・クイック5#16123)を用いてマス目状の線状部を形成した。この線状部のサイズは、一マスのサイズがタテ、ヨコとも3.5mm、高さが2.0mmであった。この上に、鞘PE(ポリエチレン)/芯PETからなる熱接着性複合繊維(帝人ファイバー(株)製、1.7dt×5mm)を12g/m2となるよう、エアレイド法で形成した。さらにこの上に、鞘PE/芯PETの熱接着性複合繊維(帝人ファイバー(株)製、2.2dt×5mm)を12g/m2となるよう、エアレイド法で形成した。次いで、この24g/m2のエアレイド2層ウェブを、熱オーブンを用いて145℃で加熱し繊維間結合を生じさせて、凸状部と陥没部を片面に有し、凸状部の厚さ(不織布シートの全体の厚さに相当する)が2.3mmである、片面に凸状の立体模様を有する不織布シートを得た。陥没部と凸状部との面積の比は、1/1.9であった。
得られたシートの陥没部と凸状部を小さいポンチで打抜いて実測したところ、凸状部と陥没部の繊維密度の比は1.05/1であり、目付けの比が7.5/1であった。表面積の比は、凸状部のタテ・ヨコ径と個数から面積比を計算したところ、凸状部と陥没部の比が1/1.5であった。
さらに、凸状部の数平均(n=40)の、タテ径、ヨコ径はいずれも3.4mm、高さは2.0mmであった。
市販の生理用品の表面シートを剥がしてからこのシートに取替えて用いたところ、経血はすばやく吸収でき、且つ逆戻りしにくいものであった。しかも、肌のサラッとした感じは良好で、肌触りも良く、有用であった。
実施例1
図2に示されているような形状となるよう、ポリエチレンテレフタレート(PET)製の捕集用ネットに、市販の2液混合型エポキシ樹脂(コニシ(株)製、ボンド・クイック5#16123)を用いてマス目状の線状部を形成した。この線状部のサイズは、一マスのサイズがタテ、ヨコとも3.5mm、高さが2.0mmであった。この上に、鞘PE(ポリエチレン)/芯PETからなる熱接着性複合繊維(帝人ファイバー(株)製、1.7dt×5mm)を12g/m2となるよう、エアレイド法で形成した。さらにこの上に、鞘PE/芯PETの熱接着性複合繊維(帝人ファイバー(株)製、2.2dt×5mm)を12g/m2となるよう、エアレイド法で形成した。次いで、この24g/m2のエアレイド2層ウェブを、熱オーブンを用いて145℃で加熱し繊維間結合を生じさせて、凸状部と陥没部を片面に有し、凸状部の厚さ(不織布シートの全体の厚さに相当する)が2.3mmである、片面に凸状の立体模様を有する不織布シートを得た。陥没部と凸状部との面積の比は、1/1.9であった。
得られたシートの陥没部と凸状部を小さいポンチで打抜いて実測したところ、凸状部と陥没部の繊維密度の比は1.05/1であり、目付けの比が7.5/1であった。表面積の比は、凸状部のタテ・ヨコ径と個数から面積比を計算したところ、凸状部と陥没部の比が1/1.5であった。
さらに、凸状部の数平均(n=40)の、タテ径、ヨコ径はいずれも3.4mm、高さは2.0mmであった。
市販の生理用品の表面シートを剥がしてからこのシートに取替えて用いたところ、経血はすばやく吸収でき、且つ逆戻りしにくいものであった。しかも、肌のサラッとした感じは良好で、肌触りも良く、有用であった。
実施例2
実施例1と同様に形成したエアレイドウェブの上に、さらに熱接着性複合繊維と粉砕パルプを60/40重量%の比で混合したものをエアレイド法で25g/m2となるよう形成し、熱オーブンを用いて、145℃で加熱して、全体目付け49g/m2、厚さ2.7mmの3層の積層一体化複合エアレイドシートを形成した。陥没部と線状部とのサイズの比は、1/1.1であった。パルプとの混合層の熱接着性複合繊維としては、鞘が変性PE/芯PP(ポリプロピレン)(チッソポリプロ繊維(株)製、インタック、1.7dt×5mm)を用いた。
得られたシートの凸状部と陥没部を小さいポンチで打抜いて実測したところ、凸状部と陥没部の繊維密度の比は1.1/1であり、目付けの比が8.0/1であった。表面積の比は、陥没部の直径と個数から面積比を計算したところ、凸状部と陥没部の表面積比が1/1.9であった。
さらに、凸状部の数平均(n=40)のタテ径、ヨコ径はいずれも3.4mm、高さは1.9mmあった。
合繊100%の凸状部を有する面を、肌に接するようにして、おりものシートとして着用したところ、パルプ混合層がおりものの液体吸収体としての役割があるので、すばやい液体吸収性を有し、かつ逆戻りも感じられず、肌触りのよいおりものシートであった。
実施例1と同様に形成したエアレイドウェブの上に、さらに熱接着性複合繊維と粉砕パルプを60/40重量%の比で混合したものをエアレイド法で25g/m2となるよう形成し、熱オーブンを用いて、145℃で加熱して、全体目付け49g/m2、厚さ2.7mmの3層の積層一体化複合エアレイドシートを形成した。陥没部と線状部とのサイズの比は、1/1.1であった。パルプとの混合層の熱接着性複合繊維としては、鞘が変性PE/芯PP(ポリプロピレン)(チッソポリプロ繊維(株)製、インタック、1.7dt×5mm)を用いた。
得られたシートの凸状部と陥没部を小さいポンチで打抜いて実測したところ、凸状部と陥没部の繊維密度の比は1.1/1であり、目付けの比が8.0/1であった。表面積の比は、陥没部の直径と個数から面積比を計算したところ、凸状部と陥没部の表面積比が1/1.9であった。
さらに、凸状部の数平均(n=40)のタテ径、ヨコ径はいずれも3.4mm、高さは1.9mmあった。
合繊100%の凸状部を有する面を、肌に接するようにして、おりものシートとして着用したところ、パルプ混合層がおりものの液体吸収体としての役割があるので、すばやい液体吸収性を有し、かつ逆戻りも感じられず、肌触りのよいおりものシートであった。
比較例1
エアレイド捕集用ネットとして、線状部を形成しないものを用い、その他の条件は実施例1に同じとした。両面ともにフラットな、厚さ1.1mmのシートが得られた。
実施例1と同様に市販の生理用品から表面シートを剥がして取り替えて用いたところ、陥没部が無いので肌にまとわりつく感触があって、サラッとした感じは小さかった。
エアレイド捕集用ネットとして、線状部を形成しないものを用い、その他の条件は実施例1に同じとした。両面ともにフラットな、厚さ1.1mmのシートが得られた。
実施例1と同様に市販の生理用品から表面シートを剥がして取り替えて用いたところ、陥没部が無いので肌にまとわりつく感触があって、サラッとした感じは小さかった。
本発明の凸状の立体模様を有する不織布シートは、生理用品、生理ナプキン、おりものシート、紙おむつおよびその他の吸収性物品に使用される表面シートとして有用である。また、本発明の不織布シートは、そのほか食品から発生する血液などの液体を吸収する食品トレイのドリップ吸収体、食品包装シート、あるいは対人、対物などに使用されるドライ状、またはウエット状のワイパーなどにも利用することができる。
Claims (9)
- 熱接着性合成繊維を主成分とし、目付けが15〜150g/m2であるエアレイド不織布からなり、片面に複数の凸状部を有し、他方の面が平面状であり、凸状部と陥没部の目付けの比が1.2〜30/1であり、凸状部と陥没部の表面積の比が1/0.05〜10である、凸状の立体模様を有する不織布シート。
- 不織布シートの構成成分が、熱接着性合成繊維のみからなる請求項1に記載の凸状の立体模様を有する不織布シート。
- 凸状部の形状が、平面視して、3角形〜8角形のいずれか、あるいは円形、または楕円形である請求項1または2に記載の凸状の立体模様を有する不織布シート。
- 凸状部の形状が、平面視して、少なくともひとつの線状の連続体であり、その両側に陥没部を有する請求項1または2に記載の凸状の立体模様を有する不織布シート。
- 所定量の解繊された熱接着性合成繊維を主成分とする繊維を空気流に均一分散させながら搬送し、吐出部に設けた細孔から吹き出した該繊維を、下部に設置された金属またはプラスチックの繊維捕集用ネットであって、該ネット上には、合成樹脂や金属による連続したまたは部分的に連続した線状部を設けた繊維捕集用ネット上に落とし、該ネット下部で空気をサクションしながら、上記繊維を該ネット上に堆積させ、必要に応じて、この操作を複数回繰り返す、請求項1〜4いずれかに記載の凸状の立体模様を有する不織布シートの製造方法。
- 繊維を集積するネット面に作られた陥没部を形成する線状部の幅が1〜20mmで、線状部の高さが0.5〜10mmである、請求項5に記載の凸状の立体模様を有する不織布シートの製造方法。
- 繊維を集積するネット面に作られたひとつの陥没部を形成する線状部の形状が、平面視して、3角形〜8角形のいずれか、あるいは円形または楕円形である請求項5または6に記載の凸状の立体模様を有する不織布シートの製造方法。
- 繊維を集積するネット面に作られた線状部の形状が、平面視して、少なくともひとつの線状の連続体であり、その両側にも線状部を有する請求項5または6に記載の凸状の立体模様を有する不織布シートの製造方法。
- 線状部の少なくともひとつが曲線である請求項5〜8いずれかに記載の凸状の立体模様を有する不織布シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011023979A JP2012162823A (ja) | 2011-02-07 | 2011-02-07 | 凸状の立体模様を有する不織布シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011023979A JP2012162823A (ja) | 2011-02-07 | 2011-02-07 | 凸状の立体模様を有する不織布シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012162823A true JP2012162823A (ja) | 2012-08-30 |
Family
ID=46842475
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011023979A Pending JP2012162823A (ja) | 2011-02-07 | 2011-02-07 | 凸状の立体模様を有する不織布シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012162823A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020056119A (ja) * | 2018-09-28 | 2020-04-09 | 金星製紙株式会社 | エアレイド不織布及びその製法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001070215A (ja) * | 1999-07-08 | 2001-03-21 | Kao Corp | スポンジ様洗浄用シート |
| JP2008025082A (ja) * | 2006-06-23 | 2008-02-07 | Uni Charm Corp | 不織布 |
-
2011
- 2011-02-07 JP JP2011023979A patent/JP2012162823A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001070215A (ja) * | 1999-07-08 | 2001-03-21 | Kao Corp | スポンジ様洗浄用シート |
| JP2008025082A (ja) * | 2006-06-23 | 2008-02-07 | Uni Charm Corp | 不織布 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020056119A (ja) * | 2018-09-28 | 2020-04-09 | 金星製紙株式会社 | エアレイド不織布及びその製法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12156797B2 (en) | Absorbent article with dual core | |
| RU2655241C2 (ru) | Гидроспутанные волокнистые структуры | |
| JP5189901B2 (ja) | 吸収性物品 | |
| JP5520304B2 (ja) | 物理的または熱的変形を生じさせることなく穿孔された不織布ウェブを製造する方法及びその不織布ウェブを含む吸収性物品 | |
| RU2472480C2 (ru) | Гигиеническая прокладка с выступами на внешней стороне и изогнутыми рельефными каналами | |
| CN1229091C (zh) | 用于吸收制品的顶层 | |
| JP5113146B2 (ja) | 生理用ナプキン | |
| EP2901992B1 (en) | Multi-layer absorbent material | |
| JP2021115383A (ja) | 吸収性物品 | |
| SE513169C2 (sv) | Sätt att tillverka ett hålgjort höljesskikt till ett absorberande alster,ett sådant tillverkat material samt ett absorberande alster med ett sådant höljesskikt | |
| CN104769173A (zh) | 具有中空凸起的流体缠结层压纤网以及制造其的工艺和设备 | |
| JP2008025080A (ja) | 不織布 | |
| JP2015066290A (ja) | 吸収性物品 | |
| KR102315690B1 (ko) | 흡수체 및 위생용품 | |
| JPH11256462A (ja) | 繊維材料層の製造方法 | |
| RU2713963C1 (ru) | Многослойный нетканый материал, способ его изготовления, впитывающее изделие и потовпитывающий лист | |
| JP2011062227A (ja) | 吸収性物品 | |
| JP5024833B2 (ja) | 立体模様を有する不織布シート | |
| CN100392165C (zh) | 无纺布 | |
| JP5067808B2 (ja) | 有孔不織布シートおよびその製造方法 | |
| JPH0288058A (ja) | 衛生用品の表面材 | |
| JP4605653B2 (ja) | 表面材およびそれを用いた吸収性物品 | |
| JP5572043B2 (ja) | 吸収性物品の表面シート | |
| JP2012162823A (ja) | 凸状の立体模様を有する不織布シート | |
| CN111344449B (zh) | 吸收性制品组成部分 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140205 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141224 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150422 |