JP2012163077A - 金属ボディの製造方法、金属ボディおよび燃料供給ポンプ - Google Patents
金属ボディの製造方法、金属ボディおよび燃料供給ポンプ Download PDFInfo
- Publication number
- JP2012163077A JP2012163077A JP2011025849A JP2011025849A JP2012163077A JP 2012163077 A JP2012163077 A JP 2012163077A JP 2011025849 A JP2011025849 A JP 2011025849A JP 2011025849 A JP2011025849 A JP 2011025849A JP 2012163077 A JP2012163077 A JP 2012163077A
- Authority
- JP
- Japan
- Prior art keywords
- press
- metal body
- space
- manufacturing
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M59/00—Pumps specially adapted for fuel-injection and not provided for in groups F02M39/00 -F02M57/00, e.g. rotary cylinder-block type of pumps
- F02M59/44—Details, components parts, or accessories not provided for in, or of interest apart from, the apparatus of groups F02M59/02 - F02M59/42; Pumps having transducers, e.g. to measure displacement of pump rack or piston
- F02M59/445—Selection of particular materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B53/00—Component parts, details or accessories not provided for in, or of interest apart from, groups F04B1/00 - F04B23/00 or F04B39/00 - F04B47/00
- F04B53/16—Casings; Cylinders; Cylinder liners or heads; Fluid connections
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/03—Fuel-injection apparatus having means for reducing or avoiding stress, e.g. the stress caused by mechanical force, by fluid pressure or by temperature variations
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/90—Selection of particular materials
- F02M2200/9053—Metals
- F02M2200/9061—Special treatments for modifying the properties of metals used for fuel injection apparatus, e.g. modifying mechanical or electromagnetic properties
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Fuel-Injection Apparatus (AREA)
Abstract
【解決手段】金属ボディ1の耐圧付与工程は、圧入治具33を第1空間13に圧入する圧入工程と、圧入治具33を圧入した状態の金属ボディ1を熱処理する熱処理工程と、熱処理工程の後に、金属ボディ1から圧入治具33を引き抜く引き抜き工程とを有する。圧入、熱処理工程によって、開口縁15を含む非圧接面部37に圧接面部36の金属組織を回り込ませて非圧接面部37を圧縮状態にすることができるので、熱処理工程の後に、金属ボディ1から圧入治具33を引き抜くことで非圧接面部37に圧縮残留応力を付与することができる。このため、開口縁15の耐圧性を高めることができる。
【選択図】図3
Description
ここで、金属ボディ101は、筒状の第1空間103と、第1空間103の側壁面に開口して第1空間103に接続する筒状の第2空間104とを備え、第1空間103に対する第2空間104の開口縁105が凸をなしている(例えば、特許文献1参照)。
まず、浸炭処理と熱処理とを金属ボディ101に施して金属ボディ101の硬度を高める方法が考えられる。また、開口縁105にR付けや面取り等の加工を施して開口縁105の凸を緩和し、開口縁105を応力集中しにくい形状にする方法が考えられる。さらに、金属ボディ101の素材として高級鋼を採用したり、表面粗さを高めたりする方法も考えられる。
請求項1の手段によれば、金属ボディは、筒状の第1空間と、第1空間の側壁面に開口して第1空間に接続する筒状の第2空間とを備え、第1空間に対する第2空間の開口縁が凸をなす。
また、金属ボディの製造方法は、開口縁の耐圧性を高める耐圧付与工程を備え、耐圧付与工程は、金属ボディの剛性と同等以上の剛性を有する圧入治具を、第1空間および第2空間の少なくとも一方の空間に圧入する圧入工程と、圧入治具を圧入した状態の金属ボディを熱処理する熱処理工程と、熱処理工程の後に、金属ボディから圧入治具を引き抜く引き抜き工程とを有する。
まず、圧入治具の圧入を受けた空間を形成する側壁面の内、圧入治具表面の圧接を受ける部分(以下、圧接面部と呼ぶ。)は拡げられて引っ張られる。
以上により、筒状の第1空間と、第1空間の側壁面に開口して第1空間に接続する筒状の第2空間とを備え、第1空間に対する第2空間の開口縁が凸をなしている金属ボディにおいて、開口縁の耐圧性を高めることができる。
請求項2の手段によれば、熱処理工程では浸炭処理を同時に行う。
これにより、第1、第2空間を形成する側壁面の内、非圧接面部は浸炭処理により硬化する。このため、開口縁の硬度を高めてさらに耐圧性を高めることができる。
請求項3の手段によれば、開口縁には、第1空間および第2空間への流体の流出入の繰り返しに対する耐圧性を高める必要がある耐圧要求部が存在し、耐圧要求部は、圧入治具が金属ボディに圧入された状態でも第1空間および第2空間に露出している。
これにより、耐圧要求部の形成面を確実に非圧接面部に含めることができるので、耐圧要求部の耐圧性を確実に高めることができる。
請求項4の手段によれば、圧入治具は、金属ボディに直接圧接する直接体と、金属ボディに直接圧接せずに直接体に圧接する間接体とからなる。
これにより、金属ボディに直接体を装着しておき、金属ボディに装着した直接体に対して間接体を圧入したり、直接体から間接体を引き抜いたりすることができる。このため、金属ボディを傷付けることなく、圧入治具の圧入および引き抜きを行うことができる。
請求項5の手段によれば、圧入治具の表面には、金属ボディに圧入された状態で第1空間および第2空間の少なくとも一方に露出している露出面が存在する。
これにより、熱処理に伴い圧入治具に生じる膨張を露出面で逃すことができる。このため、熱処理中に、圧入治具の膨張によって金属ボディに過大な応力が発生するのを防止することができる。
請求項6の手段によれば、圧入治具は中空を有する。
これにより、熱処理に伴い圧入治具に生じる膨張を、中空を形成する表面で均等に逃すことができる。このため、圧入治具の膨張によって金属ボディに過大な応力が発生するのを、より確実に防止することができる。
請求項7の手段によれば、圧入治具は金属が素材である。
金属は加熱による膨張量が大きいので、金属を素材とする圧入治具を利用することで、熱処理を過剰に施したり、圧入代を過大に設けたりしなくても、圧接面部を充分に拡げて引っ張ることができるとともに、非圧接面部に金属組織を充分に回り込ませて圧縮状態とすることができる。このため、熱処理を過剰に施したり、圧入代を過大に設けたりしなくても、非圧接面部に充分な圧縮残留応力を付与することができる。
請求項8の手段によれば、圧入治具はセラミックが素材である。
セラミックは加熱による膨張量が小さいので、セラミックを素材とする圧入治具を利用することで、熱処理中に、圧入治具の膨張によって金属ボディに過大な応力が発生するのを防止することができる。
また、金属ボディの素材と圧入治具の素材とが異なることにより、金属ボディに対する圧入治具の滑りがよくなるので、圧入治具の圧入および引き抜きをより容易に行うことができる。
請求項9の手段によれば、金属ボディは、請求項1ないし請求項8の内のいずれか1つに記載の製造方法により製造されたものである。
この手段は、金属ボディが請求項1〜請求項8の内のいずれか1つに記載の製造方法により製造されたものであることを示すものである。
請求項10の手段によれば、燃料供給ポンプは、請求項9に記載の金属ボディを部品の1つとして設けられ、内燃機関に燃料を供給するものである。そして、金属ボディは、内燃機関に供給すべき燃料が吸入されて流入したり、加圧されて流出したりする加圧室を形成する。
これにより、加圧室への燃料の吸入および加圧室からの燃料の吐出の繰り返しに対して、充分な耐圧性を有する金属ボディを、燃料供給ポンプの部品として利用することができる。
また、実施形態1の金属ボディの製造方法は、開口縁の耐圧性を高める耐圧付与工程を備え、耐圧付与工程は、金属ボディの剛性と同等以上の剛性を有する圧入治具を、第1空間および第2空間の少なくとも一方の空間に圧入する圧入工程と、圧入治具を圧入した状態の金属ボディを熱処理する熱処理工程と、熱処理工程の後に、金属ボディから圧入治具を引き抜く引き抜き工程とを有する。
また、開口縁には、第1空間および第2空間への流体の流出入の繰り返しに対する耐圧性を高める必要がある耐圧要求部が存在し、耐圧要求部は、圧入治具が金属ボディに圧入された状態でも第1空間および第2空間に露出している。
また、圧入治具の表面には、金属ボディに圧入された状態で第1空間および第2空間の少なくとも一方に露出している露出面が存在する。
さらに、圧入治具は金属が素材である。
実施形態3の金属ボディの製造方法によれば、圧入治具は中空を有する。
実施形態4の金属ボディの製造方法によれば、圧入治具はセラミックが素材である。
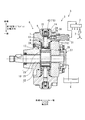
実施例1の製造方法により製造される金属ボディ1の構成を、図1および図2を利用して説明する。
金属ボディ1は、例えば、コモンレール2等の蓄圧容器を介して内燃機関(図示せず)に高圧の燃料を供給する燃料供給ポンプ3の1つの部品であり、プランジャ4を摺動自在に支持して燃料の加圧室5を形成するシリンダヘッドとして利用され、燃料供給ポンプ3において、加圧室5の燃料を加圧して吐出する高圧ポンプ6を構成する。
第1空間13には、プランジャ4が軸方向に摺動自在に支持されて収容され、第1空間13の軸心とプランジャ4の軸心とは略一致している。そして、第1空間13の一部は、プランジャ4により液密的に区画されて加圧室5をなす。
したがって、金属ボディ1の開口縁15は、耐圧性を高めた上で燃料供給ポンプ3の部品として利用されている。
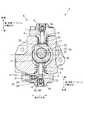
実施例1の金属ボディ1の製造方法を、図3および図4を用いて説明する。
まず、金属ボディ1の製造方法は、開口縁15の耐圧性を高める耐圧付与工程を備え、耐圧付与工程は、金属ボディ1の剛性と同等以上の剛性を有する圧入治具33を第1空間13に圧入する圧入工程と、圧入治具33を圧入した状態の金属ボディ1を熱処理する熱処理工程と、熱処理工程の後に、金属ボディ1から圧入治具33を引き抜く引き抜き工程とを有する。
ここで、圧入治具33は金属を素材として略円柱状に設けられ、圧入治具33の外周部の一部は、圧入時に軸方向に平行となるように面取りされて平坦面34を形成している。また、平坦面34を除く円筒面状の外周面が、金属ボディ1に圧接する圧接面35をなす。そして、圧入治具33は、平坦面34が開口縁15と径方向に対向するように第1空間13に圧入され、第1空間13の内、開口縁15の周辺は圧入治具33により占有されることなく、空間として残る。
このため、開口縁15は、圧入治具33が金属ボディ1に圧入されても第1空間13および第2空間14に露出した状態となる。また、平坦面34は、圧入治具33が金属ボディ1に圧入された状態で第1空間13に露出している露出面38となる。
すなわち、プランジャ4が軸方向他端側に移動して加圧室5の燃料圧が増圧されると、第1、第2空間13、14を形成する両方の側壁面は、増圧した燃料により拡げられて引っ張られる。
そして、熱処理工程の後、引き抜き工程で、圧入治具33が第1空間13から引き抜かれる。なお、圧入治具33において、平坦面34と圧接面35とが交差する接続部43はR付けされており、圧入治具33の引き抜き時に、接続部43による側壁面の傷付けが緩和されている。
実施例1の金属ボディ1は、円筒状の第1空間13と、第1空間13の側壁面に開口して第1空間13に接続する円筒状の第2空間14とを備え、第1空間13に対する第2空間14の開口縁15が凸をなす。
また、金属ボディ1の製造方法は、開口縁15の耐圧性を高める耐圧付与工程を備え、耐圧付与工程は、金属ボディ1の剛性と同等以上の剛性を有する圧入治具33を、第1空間13に圧入する圧入工程と、圧入治具33を圧入した状態の金属ボディ1を熱処理する熱処理工程と、熱処理工程の後に、金属ボディ1から圧入治具33を引き抜く引き抜き工程とを有する。
ここで、開口縁15の耐圧性を高めることができるメカニズムは明確ではないが、以下のように推察する。
以上により、金属ボディ1において、開口縁15の耐圧性を高めることができる。
これにより、非圧接面部37は浸炭処理によっても硬化する。このため、開口縁15の硬度を高めてさらに耐圧性を高めることができる。
これにより、耐圧要求部である一端、他端近傍部41、42を確実に非圧接面部37に含めることができるので、耐圧要求部としての一端、他端近傍部41、42の耐圧性を確実に高めることができる。
これにより、熱処理に伴い圧入治具33に生じる膨張を、平坦面34で逃すことができる。このため、熱処理中に、圧入治具33の膨張によって金属ボディ1に過大な応力が発生するのを防止することができる。
金属は加熱による膨張量が大きいので、金属を素材とする圧入治具33を利用することで、熱処理を過剰に施したり、圧入治具33を過大に設けたりしなくても、圧接面部36を充分に拡げて引っ張ることができるとともに、非圧接面部37に金属組織を充分に回り込ませて圧縮状態とすることができる。このため、熱処理を過剰に施したり、圧入治具33を過大に設けたりしなくても、非圧接面部37に充分な圧縮残留応力を付与することができる。
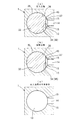
実施例2の金属ボディ1の製造方法によれば、圧入治具33は、図5に示すように、金属ボディ1に直接圧接する2つの同形の直接体45a、45bと、金属ボディ1に直接圧接せずに直接体45a、45bに圧接する1つの間接体46とからなる。
間接体46は、円柱状に設けられており、円筒面状の外周面が被圧接面48に圧接する圧接面49をなす。
そして、熱処理工程の後、直接体45a、45bから間接体46を引き抜くことで圧入状態を解除して、金属ボディ1から圧入治具33を全て取り除く。
実施例2の金属ボディ1の製造方法によれば、圧入治具33は、金属ボディ1に直接圧接する2つの同形の直接体45a、45bと、金属ボディ1に直接圧接せずに直接体45a、45bに圧接する1つの間接体46とからなる。
これにより、金属ボディ1に直接体45a、45bを装着しておき、金属ボディ1に装着した直接体45a、45bに対して間接体46を圧入したり、直接体45a、45bから間接体46を引き抜いたりすることができる。このため、金属ボディ1を傷付けることなく、圧入治具33の圧入および引き抜きを行うことができる。
実施例3の金属ボディ1の製造方法によれば、圧入治具33は、図6に示すように、互いに平行であり、かつ、圧入時に軸方向に平行となる2つの平坦面51a、51bを有し、さらに、圧入時に第1空間13と同軸をなす円筒状の中空52を形成する円筒面52aを有する。そして、圧入治具33は、例えば、平坦面51aが開口縁15と径方向に対向するように、金属ボディ1に圧入される。
なお、圧接面部36に対する圧接面35は、平坦面51aの周方向一端側と平坦面51bの周方向他端側との間、および、平坦面51aの周方向他端側と平坦面51bの周方向一端側との間に設けられている。
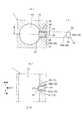
実施例4の金属ボディ1の製造方法によれば、圧入工程では、図7に示すように、第2空間14に圧入治具33を圧入する。
ここで、圧入治具33は、円柱体を外周部の2箇所において面取りすることで設けられている。そして、外周部の面取りによって、互いに平行であって圧入時に第2空間14の軸方向に平行となる2つの平坦面54a、54bが設けられている。また、平坦面54a、54bを除く円筒状の外周面は、金属ボディ1に対する圧接面35をなす。
実施例5の金属ボディ1の製造方法によれば、圧入治具33は、セラミックが素材である。
セラミックは加熱による膨張量が小さいので、セラミックを素材とする圧入治具33を利用することで、熱処理中に、圧入治具33の膨張によって金属ボディ1に過大な応力が発生するのを防止することができる。
また、金属ボディ1の素材と圧入治具33の素材とが異なることにより、金属ボディ1に対する圧入治具33の滑りがよくなるので、圧入治具33の圧入および引き抜きをより容易に行うことができる。
金属ボディ1に対する耐圧付与工程の態様は、実施例1〜5に限定されず、種々の変形例を考えることができる。
例えば、実施例1〜5の耐圧付与工程では、第1空間13または第2空間14の一方の空間にのみ圧入治具33を圧入していたが、第1、第2空間13、14の両方の空間に圧入治具33を圧入してもよい。
なお、圧入治具33を直接体45と間接体46とに分割する構成、圧入治具33に中空を設けて中空を形成する表面により圧入治具33の膨張を逃す構成、および、セラミックを素材として圧入治具33を設ける構成等は、適宜、組み合わせて採用することができる。
さらに、実施例1〜5において金属ボディ1が部品として組み込まれた機器は燃料供給ポンプ3であったが、コモンレール2やインジェクタ7の部品として金属ボディ1を利用してもよい。
3 燃料供給ポンプ
5 加圧室
13 第1空間
14 第2空間
15 開口縁
33 圧入治具
34 平坦面(露出面)
38 露出面
41 一端近傍部(耐圧要求部)
42 他端近傍部(耐圧要求部)
45a、45b 直接体
46 間接体
47a〜47d 平坦面(露出面)
51a、51b 平坦面(露出面)
52 中空
54a、54b 平坦面(露出面)
Claims (10)
- 筒状の第1空間と、この第1空間の側壁面に開口して前記第1空間に接続する筒状の第2空間とを備え、前記第1空間に対する前記第2空間の開口縁が凸をなす金属ボディの製造方法において、
前記製造方法は、前記開口縁の耐圧性を高める耐圧付与工程を備え、
この耐圧付与工程は、
前記金属ボディの剛性と同等以上の剛性を有する圧入治具を、前記第1空間および前記第2空間の少なくとも一方の空間に圧入する圧入工程と、
前記圧入治具を圧入した状態の前記金属ボディを熱処理する熱処理工程と、
この熱処理工程の後に、前記金属ボディから前記圧入治具を引き抜く引き抜き工程とを有することを特徴とする金属ボディの製造方法。 - 請求項1に記載の金属ボディの製造方法において、
前記熱処理工程では浸炭処理を同時に行うことを特徴とする金属ボディの製造方法。 - 請求項2に記載の金属ボディの製造方法において、
前記開口縁には、前記第1空間および前記第2空間への流体の流出入の繰り返しに対する耐圧性を高める必要がある耐圧要求部が存在し、
前記耐圧要求部は、前記圧入治具が前記金属ボディに圧入された状態でも前記第1空間および前記第2空間に露出していることを特徴とする金属ボディの製造方法。 - 請求項1ないし請求項3の内のいずれか1つに記載の金属ボディの製造方法において、
前記圧入治具は、前記金属ボディに直接圧接する直接体と、前記金属ボディに直接圧接せずに前記直接体に圧接する間接体とからなることを特徴とする金属ボディの製造方法。 - 請求項1ないし請求項4の内のいずれか1つに記載の金属ボディの製造方法において、
前記圧入治具の表面には、前記金属ボディに圧入された状態で前記第1空間および前記第2空間の少なくとも一方に露出している露出面が存在することを特徴とする金属ボディの製造方法。 - 請求項1ないし請求項3の内のいずれか1つに記載の金属ボディの製造方法において、
前記圧入治具は中空を有することを特徴とする金属ボディの製造方法。 - 請求項1ないし請求項6の内のいずれか1つに記載の金属ボディの製造方法において、
前記圧入治具は金属が素材であることを特徴とする金属ボディの製造方法。 - 請求項1ないし請求項6の内のいずれか1つに記載の金属ボディの製造方法において、
前記圧入治具はセラミックが素材であることを特徴とする金属ボディの製造方法。 - 請求項1ないし請求項8の内のいずれか1つに記載の製造方法により製造された金属ボディ。
- 請求項9に記載の金属ボディを部品の1つとして設けられ、内燃機関に燃料を供給する燃料供給ポンプであり、
前記金属ボディは、前記内燃機関に供給すべき燃料が吸入されて流入したり、加圧されて流出したりする加圧室を形成することを特徴とする燃料供給ポンプ。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011025849A JP5533717B2 (ja) | 2011-02-09 | 2011-02-09 | 金属ボディの製造方法、金属ボディおよび燃料供給ポンプ |
| DE102012100943.0A DE102012100943B4 (de) | 2011-02-09 | 2012-02-06 | Verfahren zur Herstellung eines Metallkörpers für eine Kraftstoffpumpe |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011025849A JP5533717B2 (ja) | 2011-02-09 | 2011-02-09 | 金属ボディの製造方法、金属ボディおよび燃料供給ポンプ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012163077A true JP2012163077A (ja) | 2012-08-30 |
| JP5533717B2 JP5533717B2 (ja) | 2014-06-25 |
Family
ID=46547170
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011025849A Expired - Fee Related JP5533717B2 (ja) | 2011-02-09 | 2011-02-09 | 金属ボディの製造方法、金属ボディおよび燃料供給ポンプ |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5533717B2 (ja) |
| DE (1) | DE102012100943B4 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000240531A (ja) * | 1998-12-25 | 2000-09-05 | Denso Corp | 燃料噴射ポンプ |
| JP2006118510A (ja) * | 1997-03-03 | 2006-05-11 | Usui Kokusai Sangyo Kaisha Ltd | コモンレールおよびその製造方法 |
| JP2010159725A (ja) * | 2009-01-09 | 2010-07-22 | Denso Corp | 蓄圧器およびその製造方法 |
| JP2012132319A (ja) * | 2010-12-20 | 2012-07-12 | Denso Corp | 燃料供給ポンプ |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2322920B (en) | 1997-03-03 | 2002-02-27 | Usui Kokusi Sangyo Kaisha Ltd | Common rail and method of manufacturing the same |
-
2011
- 2011-02-09 JP JP2011025849A patent/JP5533717B2/ja not_active Expired - Fee Related
-
2012
- 2012-02-06 DE DE102012100943.0A patent/DE102012100943B4/de not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006118510A (ja) * | 1997-03-03 | 2006-05-11 | Usui Kokusai Sangyo Kaisha Ltd | コモンレールおよびその製造方法 |
| JP2000240531A (ja) * | 1998-12-25 | 2000-09-05 | Denso Corp | 燃料噴射ポンプ |
| JP2010159725A (ja) * | 2009-01-09 | 2010-07-22 | Denso Corp | 蓄圧器およびその製造方法 |
| JP2012132319A (ja) * | 2010-12-20 | 2012-07-12 | Denso Corp | 燃料供給ポンプ |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102012100943A1 (de) | 2012-08-09 |
| JP5533717B2 (ja) | 2014-06-25 |
| DE102012100943B4 (de) | 2022-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5491621B2 (ja) | 高圧ポンプ | |
| JP5497883B2 (ja) | 高圧ポンプ及びタペットアセンブリ | |
| EP2184490B1 (en) | Valve assembly for fuel pump | |
| US9151290B2 (en) | Fuel supply pump and manufacturing method of housing of the same | |
| JP6441934B2 (ja) | ポンプ要素 | |
| JP5533717B2 (ja) | 金属ボディの製造方法、金属ボディおよび燃料供給ポンプ | |
| JP5796501B2 (ja) | サプライポンプ | |
| JP2009236041A (ja) | 燃料ポンプのローラリフタ構造 | |
| JP5278163B2 (ja) | 燃料ポンプ用パルセーションダンパ | |
| US20240247628A1 (en) | Fuel pump | |
| JP2010229898A (ja) | 燃料供給ポンプ | |
| EP2167817B1 (en) | A high-pressure pump for supplying fuel to an internal-combustion engine. | |
| JP5040928B2 (ja) | 蓄圧器およびその製造方法 | |
| JP5529681B2 (ja) | 定残圧弁 | |
| JP5633387B2 (ja) | 燃料供給ポンプ | |
| CN106232980A (zh) | 燃料泵 | |
| JP2012172638A (ja) | 燃料供給ポンプ | |
| JP2010196687A (ja) | 高圧ポンプ | |
| JP2013167163A (ja) | 燃料供給ポンプ | |
| EP3807516B1 (en) | Fuel pump and driveshaft assembly therefor | |
| WO2019185531A1 (en) | Method for manufacturing a head-piece of a pumping unit for feeding fuel, preferably diesel fuel, to an internal combustion engine | |
| JP6369337B2 (ja) | 高圧ポンプ及びその製造方法 | |
| DE102012202717A1 (de) | Hochdruckpumpe | |
| US9651013B2 (en) | Low leakage seat valve guide | |
| JP2010106761A (ja) | 燃料供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120713 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130820 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130918 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140401 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5533717 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140414 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |