JP2012164460A - 電線と端子の接続構造およびその製造方法 - Google Patents
電線と端子の接続構造およびその製造方法 Download PDFInfo
- Publication number
- JP2012164460A JP2012164460A JP2011022598A JP2011022598A JP2012164460A JP 2012164460 A JP2012164460 A JP 2012164460A JP 2011022598 A JP2011022598 A JP 2011022598A JP 2011022598 A JP2011022598 A JP 2011022598A JP 2012164460 A JP2012164460 A JP 2012164460A
- Authority
- JP
- Japan
- Prior art keywords
- electric wire
- terminal
- resin
- seal
- connection structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 34
- 238000000034 method Methods 0.000 title description 7
- 229920005989 resin Polymers 0.000 claims abstract description 134
- 239000011347 resin Substances 0.000 claims abstract description 134
- 239000004020 conductor Substances 0.000 claims abstract description 48
- 238000002844 melting Methods 0.000 claims abstract description 34
- 230000008018 melting Effects 0.000 claims abstract description 34
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 20
- 239000011810 insulating material Substances 0.000 claims abstract description 11
- 238000002788 crimping Methods 0.000 claims abstract description 7
- 238000007789 sealing Methods 0.000 claims description 14
- 238000009413 insulation Methods 0.000 claims description 12
- 238000010438 heat treatment Methods 0.000 description 22
- 238000003825 pressing Methods 0.000 description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 6
- 239000010949 copper Substances 0.000 description 6
- 230000013011 mating Effects 0.000 description 6
- -1 polypropylene Polymers 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 230000011218 segmentation Effects 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- JPVYNHNXODAKFH-UHFFFAOYSA-N Cu2+ Chemical compound [Cu+2] JPVYNHNXODAKFH-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 229910001431 copper ion Inorganic materials 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 239000000088 plastic resin Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000004078 waterproofing Methods 0.000 description 1
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/52—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/52—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases
- H01R13/5205—Sealing means between cable and housing, e.g. grommet
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/52—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases
- H01R13/5216—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases characterised by the sealing material, e.g. gels or resins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/533—Bases, cases made for use in extreme conditions, e.g. high temperature, radiation, vibration, corrosive environment, pressure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/70—Insulation of connections
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/20—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for assembling or disassembling contact members with insulating base, case or sleeve
- H01R43/24—Assembling by moulding on contact members
Landscapes
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Abstract
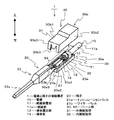
【解決手段】導体部14を絶縁材11aで覆った絶縁被覆部11と電線10の端部の絶縁材11aを除去された導体露出部12とを有する電線10と、導体露出部12に圧着される圧着部21bを備えて電線10に接続される端子20と、端子20から露出される導体露出部12を覆うシール部30と、を有してなる電線と端子の接続構造1において、シール部30は、該シール部30の外面側を形成し熱可塑性樹脂からなる外側樹脂部31と、外側樹脂部31に比して融点が低い熱可塑性樹脂からなり、該シール部30の内面側を形成する内側樹脂部32とを有してなり、導体露出部12に取り付け可能に分割されてなる。
【選択図】図1
Description
一方、自動車業界では、環境への配慮から、車両を軽量化することによって燃費を向上させることが重要な課題となっている。このため、銅に比して軽量なアルミニウムを芯線の材料として用いた電線が注目されている。
しかしながら、アルミニウムは水および銅イオンの存在下では、腐食し易いため、アルミニウムからなる芯線と銅からなる端子との接続部分に水が侵入すると腐食し易いという問題があった。
そこで、アルミニウムからなる芯線と銅からなる端子との接続部分を樹脂で覆うことによって、防水し、腐食を防ぐ電線と端子との接続構造が提案されている(例えば、特許文献1参照)。
この問題の解決策として、金型を用いた射出樹脂成形をすることによって樹脂の外形形状を均一化することも考えられるが、製造現場毎に射出成形機、金型等が必要となり、設備費用が増大し、結果的に製造コストが高くなってしまうという別の問題が発生してしまう。
の外面側を熱可塑性樹脂からなる前記外側樹脂部で形成し、前記シール部の内面側を前記外側樹脂部に比して融点が低い熱可塑性樹脂からなる前記内側樹脂部で形成し、前記導体露出部に取り付け可能に分割された前記シール部を形成し、前記シール部を前記導体露出部に取り付ける際、前記シール部に前記内側樹脂部の融点よりも高く、前記外側樹脂部の融点よりも低い温度の熱を付加することによって前記導体露出部と前記シール部とを接着させるので、分割された前記シール部を組み付けて加圧および加熱処理するだけで前記導体露出部に取り付けることができる。このため製造拠点で集約して製造することができ、しかも、前記内側樹脂部の融点よりも高く、前記外側樹脂部の融点よりも低い温度で、加熱することによって、加熱処理後も前記外側樹脂部の外形形状を維持できるので製造コストを抑えつつ、外形寸法精度を向上させることができる。
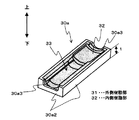
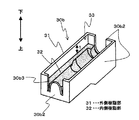
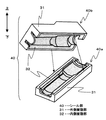
図1は、本発明の実施の形態にかかる電線と端子の接続構造1の分解斜視図である。図2は、本発明の実施の形態にかかる電線と端子の接続構造1の斜視図である。図3は、図1に示した第一の分割部30aを上側から視た拡大斜視図である。図4は、図1に示した第二の分割部30bを下側から視た拡大斜視図である。図5は、図1に示した電線と端子の接続構造1の要部拡大図である。なお、便宜上、図中矢印方向を上下方向としている。
電線と端子の接続構造1は、電線10と、端子20と、シール部30とを有する。
絶縁被覆部11は、アルミニウム材等の導体からなる複数の芯線13を束にした導体部14がポリプロピレン(polypropylene)等の絶縁材からなる絶縁部11aによって被覆されている部分である。なお、絶縁部11aは、ポリプロピレンに限定されず、その他の絶縁材を用いても構わない。
導体露出部12は、電線10の端部の絶縁部11aが除去されて、導体部14が露出されている部分である。
電線接続部21は、電線10が接続される部分である。この電線接続部21は、銅材等の導体からなるUまたはV字形状である。
また、電線接続部21は、インシュレーションバレル21aおよびワイヤーバレル21bを有する。
インシュレーションバレル21aは、クリンパおよびアンビル等によって電線10の絶縁被覆部11に圧着される圧着部である。
ワイヤーバレル21bは、電線10の絶縁部11aを除去することによって露出された導体部14にクリンパおよびアンビル等によって圧着される圧着部である。
相手端子接続部22は、電線接続部21と一体的に設けられた棒状部分22aを有してなる。この棒状部分22aは接続先となる相手コネクタの雌型端子と電気的に接続される。すなわち、相手端子接続部22は、雄型端子である。なお、この相手端子接続部22は、雄型端子に限らず、雌型端子であってもよい。
切り欠き部23は、上部に切り欠きを形成された箱型形状である。この切り欠き部23は、第1の切り欠き部23aおよび第2の切り欠き部23bを有する。第1の切り欠き部23aは、インシュレーションバレル21aと、ワイヤーバレル21bとの間に形成された切り欠き部である。第2の切り欠き部23bは、ワイヤーバレル21bと相手端子接続部22との間に形成された切り欠き部である。
ここで被シール部SAは、電線10の延在方向で、インシュレーションバレル21aの範囲と、インシュレーションバレル21aから電線10の端部とは逆方向に向けて伸びる側の絶縁被覆部11とを含む範囲と、ワイヤーバレル21bの範囲と、第1の切り欠き部23aの範囲と、第2の切り欠き部23bの一部の範囲とからなる。
また、シール部30は、外側樹脂部31と、内側樹脂部32とを有してなる。外側樹脂部31は、シール部30の外面側を形成する部分である。この外側樹脂部31は、熱可塑性樹脂からなり、例えばポリブチレンテレフタレート(polybutylene terephthalate)が用いられる。
内側樹脂部32は、シール部30の内面側を形成する部分である。この内側樹脂部32は、外側樹脂部31を形成する樹脂に比して融点が低い熱可塑性樹脂からなる。この内側樹脂部32は、外側樹脂部31として融点が二百数十℃であるポリブチレンテレフタレートが用いられる場合、融点が百数十℃のポリエチレン(polyethylene)等が用いられる。
第一の分割部30aは、図3に示すように、上面が開口され、底壁30a1および側壁30a2を有してなるほぼ箱形形状である。この第一の分割部30aは、電線10の延在方向で向かい合う各側壁30a2に、切り欠き30a3が形成されてなる。
第二の分割部30bは、図4に示すように、底面が開口され、上壁30b1および側壁30b2を有してなるほぼ箱形形状である。この第二の分割部30bは、電線10の延在方向で向かい合う各側壁30b2に、切り欠き30b3が形成されてなる。
被シール部収容部33は、被シール部SAが収容されるようになっている。この被シール部収容部33は、被シール部SAに密接するような形状になっている。より具体的には、内側樹脂部32が、シール部30と被シール部SAとが隙間なく接着されるように被シール部SAの形状に対応させて形成されている。
このため、第一の分割部30aと、第二の分割部30bとを組み付けた際、図5に示すように、第二の分割部30bの外側樹脂31が第一の分割部30aと第二の分割部30bの内側樹脂部32の合わせ目L1を覆うようになっている。
このため、第一の分割部30a側の被シール部収容部33に被シール部SAがセットされた後、第一の分割部30aに第二の分割部30bが組み合わされることによって、シール部30が被シール部SAを覆うようになっている。
この際、外側樹脂部31は溶融されないため、シール部30はその外形形状を変化させることがない。なお、シール部30と被シール部SAとが内側樹脂部32を接着層として隙間なく接着されるように、内側樹脂部32の厚さが設定される。このため、内側樹脂部32が溶融して外側樹脂部31の外面に溢れ出ることはない。なお、内側樹脂部32は、被シール部SAの隙間に充填される量を加味した寸法で設定される。
まず、作業者は、シール部30を作製する(図6(a)参照)。このシール部30は、第一の分割部30aと第二の分割部30bとに2分割されるようになっている。このようなシール部30を作製する際、それぞれ別の金型を用いた射出樹脂成形によって、第一の分割部30aと第二の分割部30bのそれぞれに対応した外側樹脂部31と、内側樹脂部32とを作製し、外側樹脂部31に内側樹脂部32を取りつけるようにする。この場合、外側樹脂31と内側樹脂32とに互いを係止させる図示しない係止構造を設けるとよい。
この冶具Tは、図示しないヒーター等の温度調節装置によって温度が調整される。この温度は、図示しない温調装置によって内側樹脂部32の融点よりも高く、外側樹脂部31の融点よりも低い温度に設定される。なお、シール部30の加圧および加熱処理は、これに限らず、その他の公知の加圧加熱手段を用いて行われてもよい。
このように、シール部30が加圧および加熱処理されることによって、内側樹脂部32が、被シール部SAと外側樹脂部31との間で溶融し、外側樹脂部31と被シール部SAとを接着させる接着剤として機能する。また、内側樹脂部32は、第一の分割部30aと第二の分割部30bとを接着させる接着剤としても機能している。なお、圧力値、昇圧速度、あるいは昇温速度等の処理条件は、適宜設定すればよい。
ここで、第二の分割部30bの外側樹脂部31が第一の分割部30aと第二の分割部30bの内側樹脂部32の合わせ目L1を覆うようになっているので、内側樹脂部32は溶融しても外側樹脂部32の外面に溢れ出ることを効果的に防止することができる。
次に、本発明の実施の形態にかかる電線と端子の接続構造1の変形例について説明する。図8は、本発明の実施の形態にかかる電線と端子の接続構造1の変形例の電線と端子の接続構造2の斜視図である。図9は、図8に示したシール部40の分解斜視図である。
この変形例の電線と端子の接続構造2は、シール部30に代わってシール部40を有してなる。なお、その他の構成は実施の形態と同様であり、実施の形態と同一構成部分には同一符号を付している。
このため、第二の分割部40bの外側樹脂31が第一の分割部40aと第二の分割部40bの内側樹脂部32の合わせ目L2を覆ってないが、外側樹脂部31が外形形状を形成するようになっている点では同様な構成といえる。
従って、実施の形態の電線と端子の接続構造1と同様に、シール部30が第一の分割部30aおよび第二の分割部30bを組み付けて加圧および加熱処理するだけで被シール部SAに取り付け可能となっている。このため製造拠点で集約して製造することができ、しかも、内側樹脂部32の融点よりも高く、外側樹脂部31の融点よりも低い温度で加熱することによって、加熱処理後も外側樹脂部31の外形形状を維持したままにできるので、製造コストを抑えつつ、外形寸法精度を向上させることができる。
10 電線
11 絶縁被覆部
11a 絶縁部
12 導体露出部
13 芯線
14 導体部
20 端子
21 電線接続部
21a インシュレーションバレル
21b ワイヤーバレル
22 相手端子接続部
22a 棒状部分
23 切り欠き部
23a 第1の切り欠き部
23b 第2の切り欠き部
30、40 シール部
30a、40a 第一の分割部
30a1 底壁
30a2 側壁
30a3 切り欠き
30b、40b 第二の分割部
30b1 上壁
30b2 側壁
30b3 切り欠き
31 外側樹脂部
32 内側樹脂部
33 被シール部収容部
SA 被シール部
T 冶具
L1、L2 合わせ目
Claims (4)
- 導体部を絶縁材で覆った絶縁被覆部と電線の端部の前記絶縁材を除去された導体露出部とを有する電線と、前記導体露出部に圧着される圧着部を備えて前記電線に接続される端子と、前記端子から露出される前記導体露出部を覆うシール部と、を有してなる電線と端子の接続構造において、
前記シール部は、
該シール部の外面側を形成し熱可塑性樹脂からなる外側樹脂部と、
前記外側樹脂部に比して融点が低い熱可塑性樹脂からなり、該シール部の内面側を形成する内側樹脂部と
を有してなり、
前記導体露出部に取り付け可能に分割されてなる
ことを特徴とする電線と端子の接続構造。 - 前記シール部は、
分割数が2分割であることを特徴とする請求項1に記載の電線と端子の接続構造。 - 前記シール部は、
前記外側樹脂部が分割による前記内側樹脂部の合わせ目を覆うように形成されてなることを特徴とする請求項1または2に記載の電線と端子の接続構造。 - 導体部を絶縁材で覆った絶縁被覆部と電線の端部の前記絶縁材を除去された導体露出部とを有する電線と、前記導体露出部に圧着される圧着部を備えて前記電線に接続される端子と、前記端子から露出される前記導体露出部を覆うシール部と、を有してなる電線と端子の接続構造の製造方法において、
前記シール部の外面側を熱可塑性樹脂からなる外側樹脂部で形成し、前記シール部の内面側を前記外側樹脂部に比して融点が低い熱可塑性樹脂からなる内側樹脂部で形成し、前記導体露出部に取り付け可能に分割された前記シール部を形成するシール部形成ステップと、
前記シール部を前記導体露出部に取り付ける際、前記シール部に前記内側樹脂部の融点よりも高く、前記外側樹脂部の融点よりも低い温度の熱を付加することによって前記導体露出部と前記シール部とを接着させるシール部接着ステップと
を含むことを特徴とする電線と端子の接続構造の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011022598A JP5710996B2 (ja) | 2011-02-04 | 2011-02-04 | 電線と端子の接続構造およびその製造方法 |
| KR1020137020076A KR101495461B1 (ko) | 2011-02-04 | 2012-02-03 | 전선과 단자 접속 구조 그리고 그 제조 방법 |
| US13/978,055 US9935392B2 (en) | 2011-02-04 | 2012-02-03 | Electric wire and terminal connecting construction and fabrication method thereof |
| PCT/JP2012/053030 WO2012105722A1 (en) | 2011-02-04 | 2012-02-03 | Electric Wire and Terminal Connecting Construction and Fabrication Method thereof |
| DE112012000659T DE112012000659T5 (de) | 2011-02-04 | 2012-02-03 | Elektrodraht-Anschluss-Verbindungsaufbau und Verfahren zum Herstellen desselben |
| CN201280007754.9A CN103339805B (zh) | 2011-02-04 | 2012-02-03 | 电线和端子连接构造及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011022598A JP5710996B2 (ja) | 2011-02-04 | 2011-02-04 | 電線と端子の接続構造およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012164460A true JP2012164460A (ja) | 2012-08-30 |
| JP5710996B2 JP5710996B2 (ja) | 2015-04-30 |
Family
ID=45774301
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011022598A Expired - Fee Related JP5710996B2 (ja) | 2011-02-04 | 2011-02-04 | 電線と端子の接続構造およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9935392B2 (ja) |
| JP (1) | JP5710996B2 (ja) |
| KR (1) | KR101495461B1 (ja) |
| CN (1) | CN103339805B (ja) |
| DE (1) | DE112012000659T5 (ja) |
| WO (1) | WO2012105722A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115513700A (zh) * | 2021-06-23 | 2022-12-23 | 矢崎总业株式会社 | 连接器装置和线束制造方法 |
| JP2024082071A (ja) * | 2022-12-07 | 2024-06-19 | 矢崎総業株式会社 | コネクタ |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5684583B2 (ja) | 2010-11-26 | 2015-03-11 | 矢崎総業株式会社 | 電線と端子の接続構造およびその製造方法 |
| JP6069025B2 (ja) * | 2013-02-22 | 2017-01-25 | 矢崎総業株式会社 | 防水コネクタ |
| JP2015090843A (ja) * | 2013-11-07 | 2015-05-11 | 矢崎総業株式会社 | コネクタの止水構造 |
| US9356438B2 (en) | 2014-02-27 | 2016-05-31 | Delphi Technologies, Inc. | Wire cable assembly having a terminal with an encapsulated wire end |
| JP6217464B2 (ja) * | 2014-03-06 | 2017-10-25 | 住友電気工業株式会社 | コネクタ付きケーブル |
| WO2016031798A1 (ja) * | 2014-08-25 | 2016-03-03 | 古河電気工業株式会社 | 端子付き電線、ワイヤハーネス構造体 |
| JP2017195137A (ja) * | 2016-04-22 | 2017-10-26 | 株式会社オートネットワーク技術研究所 | 端子付き被覆電線およびワイヤーハーネス |
| JP6419756B2 (ja) * | 2016-06-23 | 2018-11-07 | 株式会社芝浦電子 | 温度検出装置 |
| JP6856137B2 (ja) * | 2017-10-25 | 2021-04-07 | 株式会社オートネットワーク技術研究所 | 端子付き電線およびワイヤーハーネス |
| WO2019229976A1 (ja) * | 2018-06-01 | 2019-12-05 | 東芝三菱電機産業システム株式会社 | 絶縁カバー |
| JP2021140976A (ja) * | 2020-03-06 | 2021-09-16 | 住友電装株式会社 | 端子モジュール |
| JP7145189B2 (ja) * | 2020-10-07 | 2022-09-30 | 住友電装株式会社 | 配線部材 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02108253U (ja) * | 1988-10-07 | 1990-08-28 | ||
| JPH0531130U (ja) * | 1991-09-27 | 1993-04-23 | 株式会社ニチフ端子工業 | 密閉型電線接続端子 |
| JP2000285983A (ja) * | 1999-03-31 | 2000-10-13 | Sumitomo Wiring Syst Ltd | 自動車用アース端子の防水構造 |
| JP2003070144A (ja) * | 2001-08-23 | 2003-03-07 | Yazaki Corp | 絶縁電線分岐部の防水処理構造および防水処理方法 |
| JP2007250333A (ja) * | 2006-03-15 | 2007-09-27 | Sumitomo Wiring Syst Ltd | 端子金具の電線接続部における防水構造 |
| JP2010218780A (ja) * | 2009-03-16 | 2010-09-30 | Unitika Ltd | 電線、電線構造体、電線の製造方法、および電線構造体の製造方法 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3757031A (en) * | 1972-05-02 | 1973-09-04 | Thomas & Betts Corp | The like selectively closable protective enclosure for electrical splices and |
| US4863535A (en) * | 1987-12-09 | 1989-09-05 | Minnesota Mining And Manufacturing Company | Electrical environmental sealant and method |
| US4963700A (en) * | 1989-04-26 | 1990-10-16 | Minnesota Mining And Manufacturing Company | Closure arrangements for electrical splices |
| JPH0499364U (ja) * | 1990-07-13 | 1992-08-27 | ||
| US5594210A (en) | 1994-09-28 | 1997-01-14 | Yazaki Corporation | Waterproof protective cover |
| US5791936A (en) * | 1996-06-20 | 1998-08-11 | Yazaki Corporation | Protective cover for ground junction connector |
| US5984724A (en) * | 1998-04-07 | 1999-11-16 | Geo Space Corporation | Waterproof low temperature geophysical connector |
| JP2001167640A (ja) * | 1999-12-09 | 2001-06-22 | Yazaki Corp | 被覆電線の端末接続部およびその防水処理装置 |
| JP2003338334A (ja) * | 2002-05-20 | 2003-11-28 | Yazaki Corp | 雌端子およびその接続構造ならびにワイヤハーネス |
| JP4035656B2 (ja) * | 2002-12-18 | 2008-01-23 | 住友電装株式会社 | 防水コネクタ用ゴム栓 |
| CN100566040C (zh) * | 2005-09-30 | 2009-12-02 | 富士康(昆山)电脑接插件有限公司 | 线缆连接器组件 |
| JP4680231B2 (ja) | 2007-04-18 | 2011-05-11 | トヨタ自動車株式会社 | コネクタ |
| JP5379368B2 (ja) | 2007-10-02 | 2013-12-25 | 古河電気工業株式会社 | フレキシブルフラットハーネス及びスライドドアの給電装置 |
| JP5119940B2 (ja) | 2008-01-17 | 2013-01-16 | 住友電装株式会社 | コネクタ |
| JP5071288B2 (ja) * | 2008-07-22 | 2012-11-14 | 住友電装株式会社 | 端子金具および端子金具付き電線 |
| JP2010055930A (ja) | 2008-08-28 | 2010-03-11 | Yazaki Corp | 防水コネクタ |
| JP2010108829A (ja) | 2008-10-31 | 2010-05-13 | Furukawa Electric Co Ltd:The | 導体と端子の接続部および接続方法 |
| WO2010095697A1 (ja) | 2009-02-20 | 2010-08-26 | 矢崎総業株式会社 | 防水コネクタ |
| FR2946468B1 (fr) | 2009-06-05 | 2011-05-20 | Peugeot Citroen Automobiles Sa | Dispositif de liaison entre un connecteur electrique et un cable electrique coaxial blinde et connecteur electrique correspondant |
| US8360803B2 (en) * | 2009-09-18 | 2013-01-29 | Delphi Technologies, Inc. | Electrical terminal connection with molded seal |
| US8113890B2 (en) * | 2010-05-04 | 2012-02-14 | Tyco Electronics Corporation | Solar module connector and method of use |
| JP5333387B2 (ja) | 2010-09-06 | 2013-11-06 | ヤマハ株式会社 | 鍵盤楽器 |
| JP5882643B2 (ja) * | 2011-09-12 | 2016-03-09 | 矢崎総業株式会社 | コネクタ端子 |
-
2011
- 2011-02-04 JP JP2011022598A patent/JP5710996B2/ja not_active Expired - Fee Related
-
2012
- 2012-02-03 DE DE112012000659T patent/DE112012000659T5/de not_active Withdrawn
- 2012-02-03 CN CN201280007754.9A patent/CN103339805B/zh not_active Expired - Fee Related
- 2012-02-03 WO PCT/JP2012/053030 patent/WO2012105722A1/en not_active Ceased
- 2012-02-03 US US13/978,055 patent/US9935392B2/en not_active Expired - Fee Related
- 2012-02-03 KR KR1020137020076A patent/KR101495461B1/ko not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02108253U (ja) * | 1988-10-07 | 1990-08-28 | ||
| JPH0531130U (ja) * | 1991-09-27 | 1993-04-23 | 株式会社ニチフ端子工業 | 密閉型電線接続端子 |
| JP2000285983A (ja) * | 1999-03-31 | 2000-10-13 | Sumitomo Wiring Syst Ltd | 自動車用アース端子の防水構造 |
| JP2003070144A (ja) * | 2001-08-23 | 2003-03-07 | Yazaki Corp | 絶縁電線分岐部の防水処理構造および防水処理方法 |
| JP2007250333A (ja) * | 2006-03-15 | 2007-09-27 | Sumitomo Wiring Syst Ltd | 端子金具の電線接続部における防水構造 |
| JP2010218780A (ja) * | 2009-03-16 | 2010-09-30 | Unitika Ltd | 電線、電線構造体、電線の製造方法、および電線構造体の製造方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115513700A (zh) * | 2021-06-23 | 2022-12-23 | 矢崎总业株式会社 | 连接器装置和线束制造方法 |
| JP2023003339A (ja) * | 2021-06-23 | 2023-01-11 | 矢崎総業株式会社 | コネクタ装置およびワイヤハーネス製造方法 |
| JP7376537B2 (ja) | 2021-06-23 | 2023-11-08 | 矢崎総業株式会社 | コネクタ装置およびコネクタ装置の製造方法 |
| US12224513B2 (en) | 2021-06-23 | 2025-02-11 | Yazaki Corporation | Connector device and wire harness manufacturing method |
| CN115513700B (zh) * | 2021-06-23 | 2025-09-02 | 矢崎总业株式会社 | 连接器装置和线束制造方法 |
| JP2024082071A (ja) * | 2022-12-07 | 2024-06-19 | 矢崎総業株式会社 | コネクタ |
| JP7670663B2 (ja) | 2022-12-07 | 2025-04-30 | 矢崎総業株式会社 | コネクタ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5710996B2 (ja) | 2015-04-30 |
| KR20130109225A (ko) | 2013-10-07 |
| CN103339805B (zh) | 2016-10-05 |
| KR101495461B1 (ko) | 2015-02-24 |
| WO2012105722A1 (en) | 2012-08-09 |
| CN103339805A (zh) | 2013-10-02 |
| US20130303019A1 (en) | 2013-11-14 |
| DE112012000659T5 (de) | 2013-10-31 |
| US9935392B2 (en) | 2018-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5710996B2 (ja) | 電線と端子の接続構造およびその製造方法 | |
| JP5882643B2 (ja) | コネクタ端子 | |
| US20150111442A1 (en) | Terminal-provided wire, method for manufacturing same and jig | |
| US8664528B2 (en) | Wire harness and method for making the same | |
| WO2011001840A1 (ja) | コネクタの一体成形方法、およびコネクタ | |
| US20140235117A1 (en) | Structure and method for connection of connector terminal | |
| CN105284007A (zh) | 包覆电线的末端构造 | |
| CN102082361B (zh) | 线束及其制造方法 | |
| KR20130085437A (ko) | 커넥터 단자의 전선접속구조 및 그 제조방법 | |
| JP2018078022A (ja) | コネクタ | |
| CN104428951A (zh) | 附接被覆电线的连接器端子和使附接被覆电线的连接器端子防水的方法 | |
| JP6390447B2 (ja) | 防水構造ケーブル、及び防水構造ケーブルの製造方法 | |
| KR101759049B1 (ko) | 플라스틱 사출 오버몰드 전도체 경로 구조 및 플라스틱 사출 오버몰드 전도체 경로 구조를 제조하기 위한 방법 | |
| US20180186036A1 (en) | Molded resin-equipped electric wire and molded resin-equipped electric wire production method | |
| JP5705042B2 (ja) | 端子、及び、端子のキャップ形成方法 | |
| JP2025020768A (ja) | 電気接続装置 | |
| JP6440673B2 (ja) | 端子及び端子付き電線の製造方法 | |
| JP6239245B2 (ja) | 端子及び端子付き電線の製造方法 | |
| JP6082621B2 (ja) | 端子付き電線及び端子付き電線の製造方法 | |
| JP6429432B2 (ja) | 端子及び端子付き電線の製造方法 | |
| JP6310582B2 (ja) | 端子付き電線及び端子付き電線の製造方法 | |
| JP2017183154A (ja) | 熱収縮チューブ付電線の製造方法 | |
| FR3018397A1 (fr) | Cadre de connexion et procede associe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141007 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150106 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150224 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150305 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5710996 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |