JP2012165522A - コルゲートチューブ及びコルゲートチューブの製造方法 - Google Patents
コルゲートチューブ及びコルゲートチューブの製造方法 Download PDFInfo
- Publication number
- JP2012165522A JP2012165522A JP2011022771A JP2011022771A JP2012165522A JP 2012165522 A JP2012165522 A JP 2012165522A JP 2011022771 A JP2011022771 A JP 2011022771A JP 2011022771 A JP2011022771 A JP 2011022771A JP 2012165522 A JP2012165522 A JP 2012165522A
- Authority
- JP
- Japan
- Prior art keywords
- tube
- tube body
- axial direction
- main body
- corrugated tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 6
- 238000005452 bending Methods 0.000 claims abstract description 12
- 238000000071 blow moulding Methods 0.000 claims abstract description 7
- 239000000463 material Substances 0.000 claims description 7
- 230000002093 peripheral effect Effects 0.000 description 8
- 238000000034 method Methods 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
Images





Landscapes
- Details Of Indoor Wiring (AREA)
Abstract
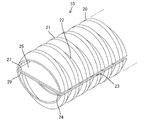
【解決手段】コルゲートチューブ10は、軸線方向に延びて弾性的に屈曲可能な略円筒状のチューブ本体20を備える。チューブ本体20には、軸線方向の全長に亘ってスリット23が形成されている。チューブ本体20は、スリット23の幅を広げる向きに拡開可能とされている。チューブ本体20には、軸線方向に沿って折り畳まれた形態の突条部25が設けられている。突条部25は、チューブ本体20においてスリット23とは径方向反対側の位置に配置されている。
【選択図】図1
Description
チューブ本体には軸線方向に沿って折り畳まれた形態の突条部が設けられているから、チューブ本体が突条部の突出方向へ屈曲するのが規制される一方、チューブ本体が突条部の突出方向と直交する方向へ屈曲するのが許容される。したがって、コルゲートチューブの屈曲方向が所定方向に規定される。この場合、突条部が軸線方向に折り畳まれた形態とされるため、ブロー成型を行うことが可能となる。
突条部がチューブ本体の径方向内側へ突出する形態とされているため、突条部と外部異物との干渉が回避される。
チューブ本体の内部空間が突条部を介して2室に仕切られているため、各部屋毎に異なる種類の電線を挿入して配索することが可能となる。
ブロー成型によってチューブ本体が形成されるため、成型性に優れる。また、チューブ本体の外周面にテープを巻き付ける等することで、チューブ本体の回曲状態を確実に保持できる。
本発明の実施形態1を図1ないし図7によって説明する。実施形態1に係るコルゲートチューブ10は、自動車におけるスライドドア部、スライドシート部、ドアミラー部、及びチルト式ステアリング部等の図示しない可動部に好適に使用されるものであって、軸線方向に延びて弾性的に屈曲可能(湾曲変形可能)な円筒状(円管状)のチューブ本体20を備えている。
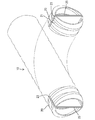
まず、周知のブロー成型によって図3に示すチューブ本体母材33を形成する。チューブ本体母材33は、軸線方向に沿った折返部24と、折返部24から両側方へ拡開する一対の半割体34とからなる。第1、第2片部27、29は、両半割体34において折返部24から直線状に延びる一対の直線部35で構成され、チューブ本体20の外周部分は、両半割体34において両直線部35の延出端から半円弧状に延びる一対の半円弧部36で構成される。そして、両直線部35の延出端は、第1、第2屈曲部26、28となり、折返部24とともに薄肉に形成されている。
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)チューブ本体の回曲状態を保持する保持部材として、テープの代わりに周知のクリップが用いられてもよい。
20…チューブ本体
24…折返部
25…突条部
33…チューブ本体母材
34…半割体
Claims (4)
- 軸線方向に延びて弾性的に屈曲可能な略円筒状のチューブ本体を備えたコルゲートチューブであって、
前記チューブ本体には、前記軸線方向に沿って折り畳まれた形態の突条部が設けられていることを特徴とするコルゲートチューブ。 - 前記突条部が、前記チューブ本体の径方向内側へ突出する形態とされている請求項1記載のコルゲートチューブ。
- 前記チューブ本体の内部空間が、前記突条部を介して2室に仕切られている請求項2記載のコルゲートチューブ。
- 請求項1ないし3のいずれか1項記載のコルゲートチューブを製造する方法であって、
前記軸線方向に沿った折返部から一対の半割体が拡開する形態のチューブ本体母材をブロー成型し、次いで、前記折返部を介して両半割体を互いに近づける向きに屈曲させることにより、前記突条部を形成し、さらに前記両半割体を円筒状に回曲して前記チューブ本体を形成することを特徴とするコルゲートチューブの製造方法
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011022771A JP5716429B2 (ja) | 2011-02-04 | 2011-02-04 | コルゲートチューブ及びコルゲートチューブの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011022771A JP5716429B2 (ja) | 2011-02-04 | 2011-02-04 | コルゲートチューブ及びコルゲートチューブの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012165522A true JP2012165522A (ja) | 2012-08-30 |
| JP5716429B2 JP5716429B2 (ja) | 2015-05-13 |
Family
ID=46844344
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011022771A Expired - Fee Related JP5716429B2 (ja) | 2011-02-04 | 2011-02-04 | コルゲートチューブ及びコルゲートチューブの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5716429B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0562119U (ja) * | 1992-01-21 | 1993-08-13 | 矢崎総業株式会社 | 電線保護用チューブ |
| JPH07130234A (ja) * | 1993-11-04 | 1995-05-19 | Sumitomo Wiring Syst Ltd | ワイヤハーネス用結束具 |
| JPH11275730A (ja) * | 1998-03-20 | 1999-10-08 | Sumitomo Wiring Syst Ltd | コルゲートチューブ |
| JPH11285128A (ja) * | 1998-03-27 | 1999-10-15 | Sumitomo Wiring Syst Ltd | ワイヤハーネス用外装材 |
| JP2007115456A (ja) * | 2005-10-19 | 2007-05-10 | Yazaki Corp | ワイヤーハーネスの製造方法、ワイヤーハーネス、サブハーネス |
-
2011
- 2011-02-04 JP JP2011022771A patent/JP5716429B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0562119U (ja) * | 1992-01-21 | 1993-08-13 | 矢崎総業株式会社 | 電線保護用チューブ |
| JPH07130234A (ja) * | 1993-11-04 | 1995-05-19 | Sumitomo Wiring Syst Ltd | ワイヤハーネス用結束具 |
| JPH11275730A (ja) * | 1998-03-20 | 1999-10-08 | Sumitomo Wiring Syst Ltd | コルゲートチューブ |
| JPH11285128A (ja) * | 1998-03-27 | 1999-10-15 | Sumitomo Wiring Syst Ltd | ワイヤハーネス用外装材 |
| JP2007115456A (ja) * | 2005-10-19 | 2007-05-10 | Yazaki Corp | ワイヤーハーネスの製造方法、ワイヤーハーネス、サブハーネス |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5716429B2 (ja) | 2015-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5831137B2 (ja) | 経路維持部材付コルゲートチューブ及びワイヤーハーネス | |
| JP5668617B2 (ja) | 経路維持部材付コルゲートチューブ及びワイヤーハーネス | |
| WO2015186489A1 (ja) | コルゲートチューブ及びスライドドア用ワイヤーハーネス | |
| CN103636088B (zh) | 带有路径维持构件的波纹管以及线束 | |
| WO2015080028A1 (ja) | 外装部材及びワイヤハーネス | |
| WO2015053197A1 (ja) | コルゲートチューブならびにワイヤーハーネスおよびその製造方法 | |
| JP2014241666A (ja) | コルゲートクランプおよびコルゲートクランプ付きワイヤーハーネス | |
| JP5716429B2 (ja) | コルゲートチューブ及びコルゲートチューブの製造方法 | |
| JP2013247760A (ja) | ワイヤハーネス用のクランプ | |
| JP5835050B2 (ja) | ロック付コルゲートチューブ | |
| JP2019087432A (ja) | ワイヤハーネス | |
| JP6428284B2 (ja) | ワイヤハーネス配索構造 | |
| JP2015162955A (ja) | コルゲートチューブ及び電線モジュール | |
| JP6574686B2 (ja) | コルゲートチューブ保持具、及び、保持具付きコルゲートチューブ | |
| JP7231481B2 (ja) | ワイヤーハーネス保持具 | |
| JP5928318B2 (ja) | コルゲートチューブおよびコルゲートチューブの取付方法 | |
| JP5675327B2 (ja) | 保護管固定構造 | |
| JP2018019503A (ja) | ワイヤハーネスの曲げ規制部材 | |
| JP5799943B2 (ja) | コルゲートチューブ装着具 | |
| JP7625990B2 (ja) | プロテクタ、及びワイヤハーネス | |
| JP6194838B2 (ja) | コルゲートチューブ及び電線モジュール | |
| JP2007215279A (ja) | ハーネス保護チューブとそれを用いた給電構造 | |
| JP5703773B2 (ja) | ワイヤハーネス | |
| JP2015154574A (ja) | ワイヤハーネス用の外装材 | |
| WO2013099357A1 (ja) | ロック付コルゲートチューブ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141209 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150123 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150302 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5716429 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |