JP2012166251A - プレス成形における割れ予測方法およびプレス部品の製造方法 - Google Patents
プレス成形における割れ予測方法およびプレス部品の製造方法 Download PDFInfo
- Publication number
- JP2012166251A JP2012166251A JP2011030601A JP2011030601A JP2012166251A JP 2012166251 A JP2012166251 A JP 2012166251A JP 2011030601 A JP2011030601 A JP 2011030601A JP 2011030601 A JP2011030601 A JP 2011030601A JP 2012166251 A JP2012166251 A JP 2012166251A
- Authority
- JP
- Japan
- Prior art keywords
- crack
- press
- metal plate
- strain
- limit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/80—Technologies aiming to reduce greenhouse gasses emissions common to all road transportation technologies
- Y02T10/82—Elements for improving aerodynamics
Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
【解決手段】予めプレス成形する金属板の表面に割れが発生する限界表面ひずみを求めておき、有限要素法を用いて上記金属板を所望の部品形状にプレス成形するシミュレーションを行い、いずれかの要素の表面ひずみが上記金属板の限界表面ひずみ以上となるときに割れが発生すると予測する第1の割れ予測と、予めプレス成形する金属板の成形限界線図を求めておき、有限要素法を用いて上記金属板を所望の部品形状にプレス成形するシミュレーションを行い、いずれかの要素の板厚中心における最大主ひずみと最小主ひずみのプロットが上記成形限界線図の成形限界線以上となったときに割れが発生すると予測する第2の割れ予測とを実施し、上記2種類の割れ予測のうちの割れに厳しい方の予測を基に割れの発生を予測する。
【選択図】図4
Description
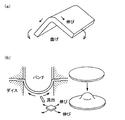
発明者らは、高強度の薄鋼板を対象としたプレス成形の研究を行っていた際、鋼板の引張強さTSが980MPa級あるいは1180MPa級と高強度化、硬質化するのに伴い、プレス成形において、くびれ(ネッキング)を起こすことなく破断に至るケースが多く見られることに気付いた。この現象を、図3を用いて説明すると、例えば、球頭パンチを用いて低強度で軟質な鋼板を張出し成形する場合には、一般に、図3(a)に示したように局部的にくびれが発生し、そのくびれ部の板厚減少量が大きくなって割れに至るのが普通である。しかし、上述した引張強さが980MPa級や1180MPa級のように高強度化、硬質化した鋼板では、図3(b)に示したように、鋼板表面からクラックが発生して、一気に割れに至ることがあることがわかった。
本発明は、上記の新規知見に基づきなされたものである。
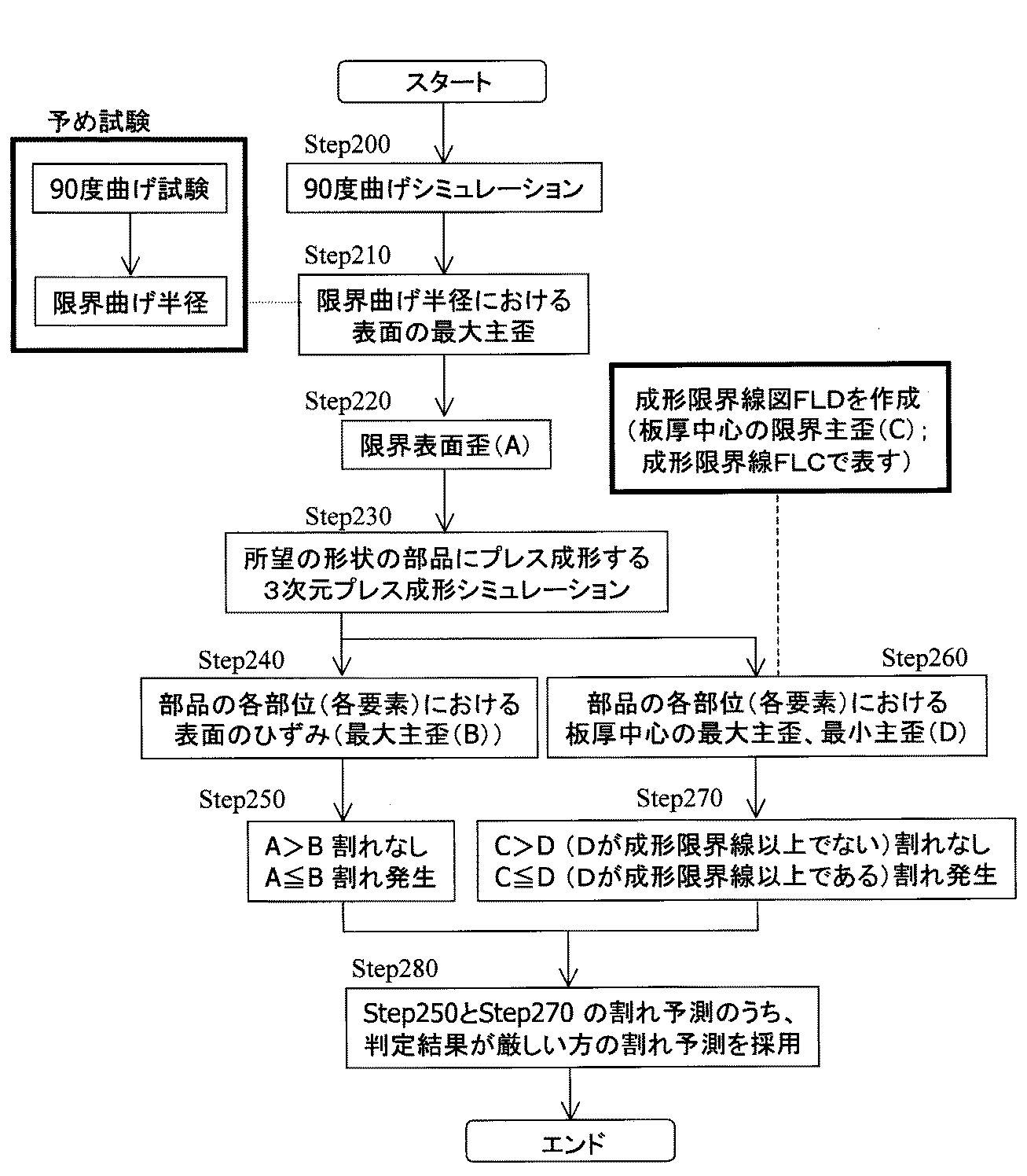
図4に、本発明の割れ予測方法の一実施形態のフローを示す。
まず、本発明においては、曲げ性支配の割れ発生予測を行う必要がある。
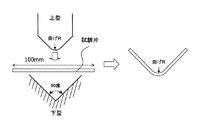
そのためには、曲げ変形により鋼板の表面に割れが発生する限界表面ひずみを、予め何らかの試験により求めておくことが必要である。ここで、上記試験としては、図5(a)に示したような曲げ試験や、図5(b)に示したような球頭パンチや、図示されていない楕円球頭パンチを用いた張出し試験などがあるが、その他の試験方法を用いてもよい。また、上記曲げ試験は、90度曲げ(V曲げ)や180度曲げ(U曲げ)など、いずれの曲げ角度を用いてもよい。
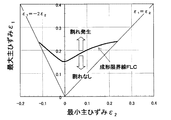
そのためには、鋼板に割れが発生する際の板厚中心における成形限界(最大主ひずみと最小主ひずみ)を表した成形限界線図(FLD)を予め求めておくことが必要である。このFLDを求める方法には、球頭パンチを用いる中島法や、円頭パンチを用いるMarciniak法等があるが、いずれを用いてもよい。
例えば、図6に示したように、予め被成形材である鋼板の90度曲げ試験を行い、割れが発生する限界曲げ半径を求める。次いで、有限要素法を用いたシミュレーションで、上記90度曲げ試験で割れが発生した位置の表面の最大主ひずみを求め、これを限界表面ひずみとする。次いで、有限要素法を用いて鋼板を所望の部品形状にプレス成形するシミュレーションを行い、分割した各要素の表面の最大主ひずみを求め、各要素の表面の最大主ひずみと上記鋼板の限界表面ひずみとを対比し、いずれかの要素の表面の最大主ひずみが上記限界表面ひずみ以上となるときに、曲げ性支配の割れが発生すると予測する。
その後、上述した延性支配の割れ予測を行い、曲げ性支配の割れ予測と延性支配の割れ予測のうちで、割れに対して厳しい方の予測を用いて、割れの発生を予測する。
また、鋼板Aより曲げ性の良い鋼板Bでは、図12(b)に示すように、FLDによる割れ予測では、下死点から10mmの位置まで金型を下降させたときに割れが発生すると予測され、一方、限界表面ひずみによる割れ予測では、下死点から9mmの位置まで金型を下降させたときに割れが発生すると予測されており、鋼板Aとは逆に、FLDを用いた割れ予測の方が、実際にプレス成形における割れ発生時の金型位置(下死点から11mm)を精度よく予測している。
また、さらに曲げ性の良い鋼板Cでは、図12(c)に示すように、FLDによる割れ予測では、下死点から8mmの位置まで金型を下降させたときに割れが発生すると予測され、一方、限界表面ひずみによる割れ予測では、下死点まで金型を下降させても割れが発生しないと予測されており、やはり鋼板Aとは逆に、FLDを用いた割れ予測の方が、実際にプレス成形における割れ発生時の金型位置(下死点から9mm)を精度よく予測している。
2:プレス金型の下型
3:被成形材(金属板、鋼板)
4:メッシュ分割
5:要素
Claims (4)
- 予めプレス成形する金属板の表面に割れが発生する限界表面ひずみを求めておき、
次いで、有限要素法を用いて上記金属板を所望の部品形状にプレス成形するシミュレーションを行い、いずれかの要素の表面ひずみが上記金属板の限界表面ひずみ以上となるときに割れが発生すると予測する第1の割れ予測と、
予めプレス成形する金属板の成形限界線図を求めておき、
次いで、有限要素法を用いて上記金属板を所望の部品形状にプレス成形するシミュレーションを行い、いずれかの要素の板厚中心における最大主ひずみと最小主ひずみのプロットが上記成形限界線図の成形限界線以上となったときに割れが発生すると予測する第2の割れ予測とを実施し、
上記2種類の割れ予測のうちの判定結果が厳しい方の予測を基に割れの発生を予測することを特徴とするプレス成形における割れ予測方法。 - 上記限界表面ひずみを、曲げ試験を用いて求めることを特徴とする請求項1に記載のプレス成形における割れ予測方法。
- 予めプレス成形する金属板の曲げ試験を行って割れが発生する限界曲げ半径を求めておき、
次いで、有限要素法を用いて上記曲げ試験をシミュレーションして限界曲げ半径に対応する金属板表面の最大主ひずみを求めて、これを限界表面ひずみとし、
次いで、有限要素法を用いて上記金属板を所望の部品形状にプレス成形するシミュレーションを行い、いずれかの要素の表面の最大主ひずみが上記金属板の限界表面ひずみ以上となるときに割れが発生すると予測する第1の割れ予測を実施することを特徴とする請求項1または2に記載のプレス成形における割れ予測方法。 - 請求項1〜3のいずれか1項に記載の方法でプレス成形における割れ発生の有無を予測し、割れが発生しない条件で金属板をプレス成形することを特徴とするプレス部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011030601A JP5630311B2 (ja) | 2011-02-16 | 2011-02-16 | プレス成形における割れ予測方法およびプレス部品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011030601A JP5630311B2 (ja) | 2011-02-16 | 2011-02-16 | プレス成形における割れ予測方法およびプレス部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012166251A true JP2012166251A (ja) | 2012-09-06 |
| JP5630311B2 JP5630311B2 (ja) | 2014-11-26 |
Family
ID=46970935
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011030601A Active JP5630311B2 (ja) | 2011-02-16 | 2011-02-16 | プレス成形における割れ予測方法およびプレス部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5630311B2 (ja) |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103267689A (zh) * | 2013-05-07 | 2013-08-28 | 桂林电子科技大学 | 一种管材液压胀形成形极限图的构建方法及测试装置 |
| JP2014226688A (ja) * | 2013-05-22 | 2014-12-08 | 新日鐵住金株式会社 | 薄板の割れ評価方法 |
| JP2014226689A (ja) * | 2013-05-22 | 2014-12-08 | 新日鐵住金株式会社 | 薄板の割れ評価方法 |
| WO2014208697A1 (ja) * | 2013-06-26 | 2014-12-31 | 新日鐵住金株式会社 | 金属板の曲げ破断判定方法、プログラム及び記憶媒体 |
| JP2015205309A (ja) * | 2014-04-21 | 2015-11-19 | 新日鐵住金株式会社 | プレス成形性の評価方法、装置、プログラム及びコンピュータ読み取り可能な記憶媒体 |
| JP2016212863A (ja) * | 2015-05-06 | 2016-12-15 | リバーモア ソフトウェア テクノロジー コーポレーション | 金属くびれ破損の発生が予想される構造の時間進行数値シミュレーションを行う方法およびシステム |
| KR20170130555A (ko) * | 2015-05-08 | 2017-11-28 | 제이에프이 스틸 가부시키가이샤 | 전단 에지의 성형 가부 평가 방법 |
| CN108704993A (zh) * | 2018-05-16 | 2018-10-26 | 湖南大学 | 一种汽车覆盖件拉延模具研配压料面设计的方法 |
| JP2019038005A (ja) * | 2017-08-24 | 2019-03-14 | 株式会社キーレックス | プレス成形体の成形時における割れ発生有無の事前予測方法 |
| WO2019064922A1 (ja) * | 2017-09-26 | 2019-04-04 | Jfeスチール株式会社 | 変形限界の評価方法、割れ予測方法及びプレス金型の設計方法 |
| JP2020040111A (ja) * | 2018-09-13 | 2020-03-19 | Jfeスチール株式会社 | 変形限界の評価方法、割れの予測方法及びプレス金型の設計方法 |
| CN113453818A (zh) * | 2019-02-26 | 2021-09-28 | 杰富意钢铁株式会社 | 弯曲裂纹评估方法、弯曲裂纹评估系统以及冲压成形部件的制造方法 |
| JPWO2020204059A1 (ja) * | 2019-04-01 | 2021-11-25 | 日本製鉄株式会社 | 鋼材の破断予測方法、破断予測装置、プログラム及び記録媒体 |
| JP2022041464A (ja) * | 2020-09-01 | 2022-03-11 | ダイハツ工業株式会社 | プレス加工解析ソフトの評価方法 |
| CN115488213A (zh) * | 2022-09-19 | 2022-12-20 | 首钢集团有限公司 | 一种板材成形性能的预测方法 |
| CN116337560A (zh) * | 2023-02-07 | 2023-06-27 | 江苏科技大学 | 一种测试管材成形极限路径的加载方法及其测试模具 |
| WO2024062822A1 (ja) * | 2022-09-22 | 2024-03-28 | Jfeスチール株式会社 | プレス成形割れ判定方法、装置及びプログラム、並びにプレス成形品の製造方法 |
| JP7464176B1 (ja) | 2022-09-22 | 2024-04-09 | Jfeスチール株式会社 | プレス成形割れ判定方法、装置及びプログラム、並びにプレス成形品の製造方法 |
| JP7556084B1 (ja) | 2023-03-23 | 2024-09-25 | Jfeスチール株式会社 | プレス成形解析における破断判定方法、装置及びプログラム、並びにプレス成形品の製造方法 |
| JP7722533B1 (ja) * | 2024-07-31 | 2025-08-13 | Jfeスチール株式会社 | プレス成形品の製造方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019017136A1 (ja) * | 2017-07-20 | 2019-01-24 | Jfeスチール株式会社 | 金属板のせん断加工面での変形限界の評価方法、割れ予測方法およびプレス金型の設計方法 |
| CN109870362B (zh) * | 2019-03-04 | 2020-04-03 | 燕山大学 | 一种高强铝合金板材的断裂成形极限图建立方法及系统 |
| KR20250040993A (ko) * | 2022-08-24 | 2025-03-25 | 제이에프이 스틸 가부시키가이샤 | 프레스 성형 해석 방법, 프레스 성형품의 프레스 성형 균열 판정 방법, 프레스 성형품의 제조 방법, 프레스 성형 해석 장치, 프레스 성형 해석 프로그램 |
| JP7647800B2 (ja) | 2022-08-24 | 2025-03-18 | Jfeスチール株式会社 | プレス成形解析方法、プレス成形品のプレス成形割れ判定方法、プレス成形品の製造方法、プレス成形解析装置、プレス成形解析プログラム |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004148363A (ja) * | 2002-10-30 | 2004-05-27 | Mitsubishi Heavy Ind Ltd | 板体の仕様決定方法および板体の製造方法 |
| JP2009061477A (ja) * | 2007-09-07 | 2009-03-26 | Nippon Steel Corp | 薄板プレス成形シミュレーションにおける伸びフランジ割れの推定方法 |
| US20090177417A1 (en) * | 2006-02-01 | 2009-07-09 | Shigeru Yonemura | Fracture prediction method, device, a program arrangement and computer-accessible medium therefor |
| JP2009172609A (ja) * | 2008-01-21 | 2009-08-06 | Nippon Steel Corp | 伸びフランジ割れの評価方法 |
-
2011
- 2011-02-16 JP JP2011030601A patent/JP5630311B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004148363A (ja) * | 2002-10-30 | 2004-05-27 | Mitsubishi Heavy Ind Ltd | 板体の仕様決定方法および板体の製造方法 |
| US20090177417A1 (en) * | 2006-02-01 | 2009-07-09 | Shigeru Yonemura | Fracture prediction method, device, a program arrangement and computer-accessible medium therefor |
| JP2009061477A (ja) * | 2007-09-07 | 2009-03-26 | Nippon Steel Corp | 薄板プレス成形シミュレーションにおける伸びフランジ割れの推定方法 |
| JP2009172609A (ja) * | 2008-01-21 | 2009-08-06 | Nippon Steel Corp | 伸びフランジ割れの評価方法 |
Cited By (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103267689A (zh) * | 2013-05-07 | 2013-08-28 | 桂林电子科技大学 | 一种管材液压胀形成形极限图的构建方法及测试装置 |
| JP2014226688A (ja) * | 2013-05-22 | 2014-12-08 | 新日鐵住金株式会社 | 薄板の割れ評価方法 |
| JP2014226689A (ja) * | 2013-05-22 | 2014-12-08 | 新日鐵住金株式会社 | 薄板の割れ評価方法 |
| US9874504B2 (en) | 2013-06-26 | 2018-01-23 | Nippon Steel & Sumitomo Metal Corporation | Metal sheet bending fracture determination method and recording medium |
| CN105283874A (zh) * | 2013-06-26 | 2016-01-27 | 新日铁住金株式会社 | 金属板的弯曲断裂判定方法、程序及存储介质 |
| JPWO2014208697A1 (ja) * | 2013-06-26 | 2017-02-23 | 新日鐵住金株式会社 | 金属板の曲げ破断判定方法、プログラム及び記憶媒体 |
| KR101840918B1 (ko) * | 2013-06-26 | 2018-03-21 | 신닛테츠스미킨 카부시키카이샤 | 금속판의 굽힘 파단 판정 방법 및 기억 매체 |
| WO2014208697A1 (ja) * | 2013-06-26 | 2014-12-31 | 新日鐵住金株式会社 | 金属板の曲げ破断判定方法、プログラム及び記憶媒体 |
| CN105283874B (zh) * | 2013-06-26 | 2019-03-08 | 新日铁住金株式会社 | 金属板的弯曲断裂判定方法 |
| JP2015205309A (ja) * | 2014-04-21 | 2015-11-19 | 新日鐵住金株式会社 | プレス成形性の評価方法、装置、プログラム及びコンピュータ読み取り可能な記憶媒体 |
| JP2016212863A (ja) * | 2015-05-06 | 2016-12-15 | リバーモア ソフトウェア テクノロジー コーポレーション | 金属くびれ破損の発生が予想される構造の時間進行数値シミュレーションを行う方法およびシステム |
| KR20170130555A (ko) * | 2015-05-08 | 2017-11-28 | 제이에프이 스틸 가부시키가이샤 | 전단 에지의 성형 가부 평가 방법 |
| KR101993545B1 (ko) | 2015-05-08 | 2019-06-26 | 제이에프이 스틸 가부시키가이샤 | 전단 에지의 성형 가부 평가 방법 |
| JP2019038005A (ja) * | 2017-08-24 | 2019-03-14 | 株式会社キーレックス | プレス成形体の成形時における割れ発生有無の事前予測方法 |
| CN111163875A (zh) * | 2017-09-26 | 2020-05-15 | 杰富意钢铁株式会社 | 变形极限的评价方法、破裂预测方法及冲压模具的设计方法 |
| US11590591B2 (en) | 2017-09-26 | 2023-02-28 | Jfe Steel Corporation | Press die designing method using an index value obtained from two stress gradients in sheet thickness direction and gradient of surface stress distribution in direction |
| JPWO2019064922A1 (ja) * | 2017-09-26 | 2020-01-16 | Jfeスチール株式会社 | 変形限界の評価方法、割れ予測方法及びプレス金型の設計方法 |
| EP3689491A4 (en) * | 2017-09-26 | 2020-11-25 | JFE Steel Corporation | DEFORMATION LIMIT EVALUATION PROCESS, CRACK PREDICTION PROCESS, AND PRESS MATRIX DESIGN PROCESS |
| CN111163875B (zh) * | 2017-09-26 | 2021-09-07 | 杰富意钢铁株式会社 | 变形极限的评价方法、破裂预测方法及冲压模具的设计方法 |
| WO2019064922A1 (ja) * | 2017-09-26 | 2019-04-04 | Jfeスチール株式会社 | 変形限界の評価方法、割れ予測方法及びプレス金型の設計方法 |
| CN108704993A (zh) * | 2018-05-16 | 2018-10-26 | 湖南大学 | 一种汽车覆盖件拉延模具研配压料面设计的方法 |
| JP2020040111A (ja) * | 2018-09-13 | 2020-03-19 | Jfeスチール株式会社 | 変形限界の評価方法、割れの予測方法及びプレス金型の設計方法 |
| US12017265B2 (en) | 2019-02-26 | 2024-06-25 | Jfe Steel Corporation | Method for evaluating bending crack, system for evaluating bending crack, and method for manufacturing press-formed component |
| CN113453818A (zh) * | 2019-02-26 | 2021-09-28 | 杰富意钢铁株式会社 | 弯曲裂纹评估方法、弯曲裂纹评估系统以及冲压成形部件的制造方法 |
| CN113453818B (zh) * | 2019-02-26 | 2023-11-28 | 杰富意钢铁株式会社 | 弯曲裂纹评估方法、其系统以及冲压成形部件的制造方法 |
| JP7052918B2 (ja) | 2019-04-01 | 2022-04-12 | 日本製鉄株式会社 | 鋼材の破断予測方法、破断予測装置、プログラム及び記録媒体 |
| JPWO2020204059A1 (ja) * | 2019-04-01 | 2021-11-25 | 日本製鉄株式会社 | 鋼材の破断予測方法、破断予測装置、プログラム及び記録媒体 |
| JP2022041464A (ja) * | 2020-09-01 | 2022-03-11 | ダイハツ工業株式会社 | プレス加工解析ソフトの評価方法 |
| JP7501984B2 (ja) | 2020-09-01 | 2024-06-18 | ダイハツ工業株式会社 | プレス加工解析ソフトの評価方法 |
| CN115488213A (zh) * | 2022-09-19 | 2022-12-20 | 首钢集团有限公司 | 一种板材成形性能的预测方法 |
| WO2024062822A1 (ja) * | 2022-09-22 | 2024-03-28 | Jfeスチール株式会社 | プレス成形割れ判定方法、装置及びプログラム、並びにプレス成形品の製造方法 |
| JP7464176B1 (ja) | 2022-09-22 | 2024-04-09 | Jfeスチール株式会社 | プレス成形割れ判定方法、装置及びプログラム、並びにプレス成形品の製造方法 |
| JP2024054822A (ja) * | 2022-09-22 | 2024-04-17 | Jfeスチール株式会社 | プレス成形割れ判定方法、装置及びプログラム、並びにプレス成形品の製造方法 |
| CN116337560A (zh) * | 2023-02-07 | 2023-06-27 | 江苏科技大学 | 一种测试管材成形极限路径的加载方法及其测试模具 |
| JP7556084B1 (ja) | 2023-03-23 | 2024-09-25 | Jfeスチール株式会社 | プレス成形解析における破断判定方法、装置及びプログラム、並びにプレス成形品の製造方法 |
| WO2024195516A1 (ja) * | 2023-03-23 | 2024-09-26 | Jfeスチール株式会社 | プレス成形解析における破断判定方法、装置及びプログラム、並びにプレス成形品の製造方法 |
| JP2024135476A (ja) * | 2023-03-23 | 2024-10-04 | Jfeスチール株式会社 | プレス成形解析における破断判定方法、装置及びプログラム、並びにプレス成形品の製造方法 |
| JP7722533B1 (ja) * | 2024-07-31 | 2025-08-13 | Jfeスチール株式会社 | プレス成形品の製造方法 |
| WO2026028519A1 (ja) * | 2024-07-31 | 2026-02-05 | Jfeスチール株式会社 | プレス成形品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5630311B2 (ja) | 2014-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5630311B2 (ja) | プレス成形における割れ予測方法およびプレス部品の製造方法 | |
| JP5630312B2 (ja) | プレス成形における成形限界線図の作成方法、割れ予測方法およびプレス部品の製造方法 | |
| CN104220185B (zh) | 冲压成形的成形极限线图的制成方法、破裂预测方法及冲压零件的制造方法 | |
| JP6558515B2 (ja) | 金属板のせん断加工面での変形限界の評価方法、割れ予測方法およびプレス金型の設計方法 | |
| KR101539559B1 (ko) | 프레스 성형용 금형 설계 방법, 프레스 성형용 금형 | |
| KR102271009B1 (ko) | 금속판의 전단 가공면에서의 변형 한계의 평가 방법, 깨짐 예측 방법 및 프레스 금형의 설계 방법 | |
| JP2020040111A (ja) | 変形限界の評価方法、割れの予測方法及びプレス金型の設計方法 | |
| WO2013157062A1 (ja) | プレス成形における割れ予測方法およびプレス部品の製造方法 | |
| JP2012011458A (ja) | プレス成形シミュレーションにおける割れ判定方法およびそれを用いたプレス成形部品の製造方法 | |
| JP6202059B2 (ja) | プレス成形方法 | |
| JP5381606B2 (ja) | フランジ割れ分析方法 | |
| JP2024031803A (ja) | プレス成形解析方法、プレス成形品のプレス成形割れ判定方法、プレス成形品の製造方法、プレス成形解析装置、プレス成形解析プログラム | |
| JP2014241129A (ja) | スプリングバック量評価方法 | |
| JP2014226689A (ja) | 薄板の割れ評価方法 | |
| JP6060814B2 (ja) | 薄板の割れ評価方法 | |
| JP2019038005A (ja) | プレス成形体の成形時における割れ発生有無の事前予測方法 | |
| JP2013128957A (ja) | プレス成形用金属板 | |
| JP7556373B2 (ja) | 成形シミュレーション用の摩擦係数決定方法、成形シミュレーション方法、プレス部品の設計方法、金型の製造方法、プレス成形部品の製造方法、摩擦係数決定プログラム、及び成形シミュレーション用のプログラム | |
| JP7509107B2 (ja) | プレス成形用金属板の伸びフランジ成形性能試験方法 | |
| CN116765223A (zh) | 一种大型槽台一体化复杂金属薄壁件刚柔复合成形方法 | |
| Kim et al. | Development of Piercing Technology for CVJ Cage with Thick and Uneven Piercing Holes | |
| Qiu et al. | The study on multi-factor coupling numerical simulation for vehicle cover panel stamping forming |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130823 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140529 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140603 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140909 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140922 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5630311 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |