JP2012166532A - タイヤ加硫方法および装置 - Google Patents
タイヤ加硫方法および装置 Download PDFInfo
- Publication number
- JP2012166532A JP2012166532A JP2011031637A JP2011031637A JP2012166532A JP 2012166532 A JP2012166532 A JP 2012166532A JP 2011031637 A JP2011031637 A JP 2011031637A JP 2011031637 A JP2011031637 A JP 2011031637A JP 2012166532 A JP2012166532 A JP 2012166532A
- Authority
- JP
- Japan
- Prior art keywords
- tire
- mold
- arc
- sipe blade
- segment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims description 9
- 238000004073 vulcanization Methods 0.000 claims abstract description 23
- 238000000465 moulding Methods 0.000 claims description 36
- 230000006835 compression Effects 0.000 claims description 14
- 238000007906 compression Methods 0.000 claims description 14
- 230000002093 peripheral effect Effects 0.000 claims description 5
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 claims 1
- 230000000149 penetrating effect Effects 0.000 claims 1
- 229910052717 sulfur Inorganic materials 0.000 claims 1
- 239000011593 sulfur Substances 0.000 claims 1
- 210000000988 bone and bone Anatomy 0.000 description 7
- 230000007547 defect Effects 0.000 description 6
- 239000011324 bead Substances 0.000 description 4
- 235000012489 doughnuts Nutrition 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000007873 sieving Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images

Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【課題】サイプブレード44のトレッド部Dからの引き抜き時に生じるゴムの欠落を効果的に抑制する。
【解決手段】サイプブレード44を弧状セグメント28に移動可能に支持させるとともに、加硫直後の閉型時にサイプブレード44を移動手段55により基端側に移動させて突出部44aを弧状セグメント28側に引き込むようにしたので、トレッド部Dのゴムの動きが弧状セグメント28により拘束された状態でサイプブレード44が弧状セグメント28側に引き込まれる。この結果、サイプブレード44がトレッド部Dを構成するゴムに付着していても、サイプブレード44は確実にゴムから引き離され、ゴム欠落が効果的に抑制される。
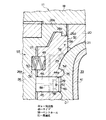
【選択図】図2
【解決手段】サイプブレード44を弧状セグメント28に移動可能に支持させるとともに、加硫直後の閉型時にサイプブレード44を移動手段55により基端側に移動させて突出部44aを弧状セグメント28側に引き込むようにしたので、トレッド部Dのゴムの動きが弧状セグメント28により拘束された状態でサイプブレード44が弧状セグメント28側に引き込まれる。この結果、サイプブレード44がトレッド部Dを構成するゴムに付着していても、サイプブレード44は確実にゴムから引き離され、ゴム欠落が効果的に抑制される。
【選択図】図2
Description
この発明は、下、上モールドおよび周方向に複数分割されたセクターモールドを用いてタイヤを加硫するようにしたタイヤ加硫方法および装置に関する。
従来のタイヤ加硫方法および装置としては、例えば以下の特許文献1に記載されているようなものが知られている。
前記特許文献1に記載のものは、上面に型付け面を有する下モールドと、昇降可能で下面に型付け面を有する上モールドと、下、上モールド間に設置され、周方向に並べて配置されるとともに、半径方向に同期移動可能で、内周面に型付け面を有する複数の弧状セグメントから構成されたセクターモールドと、基端側が各弧状セグメント内に挿入固定される一方、先端側が各弧状セグメントの型付け面から突出し、該型付け面から突出した突出部によりタイヤのトレッド部にサイプを形成するサイプブレードとを備え、前記上モールドが下降限まで下降する一方、セクターモールドの弧状セグメントが半径方向内側限まで同期移動して、下、上、セクターモールドが閉型したとき、内部に収納されたタイヤを加硫するようにしたものである。
そして、前述のようなタイヤに対する加硫が終了して下、上、セクターモールドを開型する場合には、上モールドおよびセクターモールドを構成する弧状セグメントをタイヤの外表面から離隔させるが、このとき、トレッド部内に押し込まれていたサイプブレードの突出部も弧状セグメントと一体となってタイヤから引き抜かれて離隔する。ここで、前記サイプブレードは、通常、等厚の薄肉プレートから構成されているため、トレッド部を構成するゴムとの付着力が強力であると、サイプの開口近傍に位置するゴムの一部がサイプブレードに引き摺られてトレッド部外表面(踏面)から欠落し、外観不良が生じることがあるという課題があった。
特に、前記特許文献2に記載されたサイプブレードのように突出部の基端部にクロスベント(貫通孔)が形成されているときには、該クロスベントを流入したゴムからなるブリッジが前述したサイプブレードの引き抜き時にサイプブレードにより分断されるが、この分断と共に周囲のゴムも一緒に引きちぎられることがあるため、前述と同様のゴム欠落による外観不良がより顕著になってしまうのである。さらに、近年、氷雪路面における操縦安定性や排水性能等を向上させるため、サイプの最深部にサイプ幅より大径の円柱部を形成することがあるが、このような場合もサイプブレードがトレッド部から引き抜かれる際、サイプブレードの先端に設けられた円柱部がトレッド部のゴムに引っ掛かって、前述と同様のゴム欠落による外観不良がより顕著となるのである。
この発明は、サイプブレードのトレッド部からの引き抜き時に生じるゴムの欠落を効果的に抑制することができるタイヤ加硫方法および装置を提供することを目的とする。
このような目的は、第1に、下面に型付け面を有する昇降可能な上モールドを下降限まで下降させる一方、周方向に並べて配置され、内周面に型付け面を有する複数の弧状セグメントを半径方向内側限まで同期移動させることで、上面に型付け面を有する下モールド、および、前記上モールド、並びに、サイプブレードの基端側が挿入され、先端側が型付け面から突出している複数の前記弧状セグメントから構成されたセクターモールドを閉型させ、これら下、上、セクターモールド内にタイヤを収納する工程と、下、上、セクターモールドの各型付け面によりタイヤに対して型付けを行うとともに、サイプブレードの突出部によりタイヤのトレッド部にサイプを形成しながら、これら下、上、セクターモールドによりタイヤを加硫する工程と、加硫直後の閉型時にサイプブレードを移動手段によって基端側に向かって移動させ、該サイプブレードの突出部を弧状セグメント側に引き込む工程とを備えたタイヤ加硫方法により、達成することができる。
第2に、上面に型付け面を有する下モールドと、昇降可能で下面に型付け面を有する上モールドと、下、上モールド間に設置され、周方向に並べて配置されるとともに、半径方向に同期移動可能で、内周面に型付け面を有する複数の弧状セグメントから構成されたセクターモールドと、基端側が各弧状セグメント内に挿入される一方、先端側が各弧状セグメントの型付け面から突出し、該型付け面から突出した突出部によりタイヤのトレッド部にサイプを形成するサイプブレードとを備え、前記上モールドが下降限まで下降する一方、セクターモールドの弧状セグメントが半径方向内側限まで同期移動して、下、上、セクターモールドが閉型したとき、内部に収納されたタイヤを加硫するようにしたタイヤ加硫装置において、前記サイプブレードを弧状セグメントに移動可能に支持させるとともに、加硫直後の閉型時にサイプブレードを基端側に移動させて該サイプブレードの突出部を弧状セグメント側に引き込む移動手段を設けたタイヤ加硫装置により、達成することができる。
この発明においては、サイプブレードを弧状セグメントに移動可能に支持させるとともに、加硫直後の閉型時にサイプブレードを移動手段により基端側に移動させて該サイプブレードの突出部を弧状セグメント側に引き込むようにしたので、トレッド部のゴムの動きがセクターモールド(弧状セグメント)により拘束された状態でサイプブレードが弧状セグメント側に引き込まれることとなり、この結果、サイプブレードがトレッド部を構成するゴムに付着していても、サイプブレードの先行する単独移動により、前記突出部は前記ゴムに殆ど変形を与えることなく確実に引き離され、トレッド部外表面におけるゴム欠落による外観不良が効果的に抑制される。
また、請求項3に記載のように構成すれば、簡単な構造でありながら複数のサイプブレードを一括して同時に弧状セグメント側に引き込むことができる。また、請求項4に記載のように構成すれば、簡単な構造でありながら確実にサイプブレードを弧状セグメント側に引き込むことができる。また、本願発明は請求項5に記載のようなサイプブレードを有するタイヤ加硫装置に好適である。
以下、この発明の実施形態1を図面に基づいて説明する。
図1、2において、11は不動の下基台12を有するタイヤ加硫装置であり、このタイヤ加硫装置11の下基台12の平坦な上面には下モールド13が固定され、この下モールド13はその上面に未加硫タイヤTの下側サイドウォール部Sを主に型付けする、この実施形態では下側ビード部Bも同時に型付けする、型付け面14を有する。15は下基台12の上方に設置された上基台であり、この上基台15には図示していない垂直なシリンダのピストンロッドの下端が連結されている。この結果、前記シリンダが作動すると、上基台15は昇降し、下基台12に対して離隔、接近する。
図1、2において、11は不動の下基台12を有するタイヤ加硫装置であり、このタイヤ加硫装置11の下基台12の平坦な上面には下モールド13が固定され、この下モールド13はその上面に未加硫タイヤTの下側サイドウォール部Sを主に型付けする、この実施形態では下側ビード部Bも同時に型付けする、型付け面14を有する。15は下基台12の上方に設置された上基台であり、この上基台15には図示していない垂直なシリンダのピストンロッドの下端が連結されている。この結果、前記シリンダが作動すると、上基台15は昇降し、下基台12に対して離隔、接近する。
18は上基台15の直下に設置された円板状の上部プレートであり、この上部プレート18は前記上基台15に取り付けられた垂直に延びるシリンダのピストンロッド19の下端に取り付けられている。この結果、前記シリンダが作動すると、ピストンロッド19、上部プレート18は上基台15と別個に下基台12と上基台15との間で昇降することができる。この上部プレート18の下面には該上部プレート18と一体となって昇降することができる上モールド20が固定され、この上モールド20はその下面に未加硫タイヤTの上側サイドウォール部Sを主に型付けする、この実施形態では上側ビード部Bも同時に型付けする、型付け面21を有する。22は上部プレート18を半径方向外側から囲むよう設置されたアウターリングであり、このアウターリング22の上端は前記上基台15の半径方向外端部下面に固定されている。また、このアウターリング22は下部内周に下基台12に向かって拡開している円錐面の一部からなる傾斜面22aを有する。
25は下基台12と上基台15との間でアウターリング22の半径方向内側に設置された複数、例えば9個の弧状を呈するスライダーであり、これらのスライダー25は周方向に並べて配置されるとともに、上端部が上モールド20より半径方向外側の上部プレート18に半径方向に移動可能に支持されている。各スライダー25の内周には支持体としての弧状を呈するホルダー26がそれぞれ固定され、これら複数のホルダー26の内周には周方向に連続して延びる周溝27が形成されている。28は各ホルダー26の周溝27内に半径方向に移動可能に収納された複数(スライダー25と同数)の弧状セグメントであり、これらの弧状セグメント28はその内周面に未加硫タイヤTのトレッド部Dを主に型付けする型付け面29を有する。
このように複数の弧状セグメント28はスライダー25にホルダー26を介して支持されているので、該弧状セグメント28は前記スライダー25と同様に、下基台12と上基台15との間に設置されるとともに、周方向に並べて配置されることになる。前述した複数の弧状セグメント28は全体としてセクターモールド32を構成する。また、前記各スライダー25の外周には前記アウターリング22の傾斜面22aと同一勾配で円錐面の一部からなる傾斜面25aが形成されるとともに、これら傾斜面22a、25a同士はあり継手によって連結されながら摺動可能に係合している。この結果、上部プレート18が上基台15に対して接近離隔し、これらの間の間隔が変化すると、複数の弧状セグメント28はホルダー26、スライダー25を介して上部プレート18に支持されながら前記傾斜面22a、25aの楔作用によって半径方向に同期移動することができる。
そして、前記上モールド20が下降限まで下降する一方、前記スライダー25、ホルダー26、弧状セグメント28がアウターリング22により半径方向内側限まで同期移動すると、これらスライダー25、ホルダー26、弧状セグメント28は周方向両端が互いに密着して連続リング状となるが、このとき、連続リング状のセクターモールド32は上モールド20および下モールド13に密着するため、これら下、上モールド13、20およびセクターモールド32は閉型し、内部に加硫を施す未加硫タイヤTが収納されるドーナツ状の加硫空間33が形成される。なお、前記弧状セグメント28(セクターモールド32)には型付け面29から半径方向内側に向かって突出する周方向に延びた複数の主骨34が形成されており、これら主骨34によりトレッド部Dには周方向に延びる複数の主溝35が形成される。なお、前記弧状セグメント28(セクターモールド32)の型付け面29には前記主骨34に交差し周方向に離れた複数の横骨が形成されていることがあり、この場合には、該横骨によって主溝35に交差する横溝がトレッド部Dに形成される。
37は下基台12の中央部に挿入された上下方向に延びるバグ本体であり、このバグ本体37は加硫済みタイヤの取り出し時に、図示していない流体シリンダによって上昇される。このバグ本体37の上端部には下クランプリング38が取り付けられ、この下クランプリング38は下、上モールド13、20間に位置するとともに、バグ本体37が下降したとき、下モールド13の内端部に当接することで、該下モールド13を下基台12に押し付ける。前記バグ本体37内には該バグ本体37と同軸のセンターポスト39が摺動可能に挿入され、このセンターポスト39は図示していないシリンダによってバグ本体37と別個に昇降する。
このセンターポスト39の上端には上クランプリング40が取り付けられ、この上クランプリング40は上モールド20と下クランプリング38との間に位置するとともに、センターポスト39の上昇によって上モールド20の内端部に当接することができる。41は下端部が下クランプリング38に、上端部が上クランプリング40にそれぞれ気密状態で挟持された屈曲可能な加硫ブラダであり、この加硫ブラダ41は、内部に高温、高圧の加硫媒体が供給されると、未加硫タイヤT内でドーナツ状に膨張し、該未加硫タイヤTを閉型された下、上、セクターモールド13、20、32(弧状セグメント28)の型付け面14、21、29に押し付けながら加硫して加硫済タイヤとする。
44は各弧状セグメント28に設けられ等厚の薄肉プレートからなる複数のサイプブレードであり、これらのサイプブレード44の基端側は弧状セグメント28に形成された半径方向に延びる貫通したスリット45に摺動可能に挿入され、この結果、これらサイプブレード44は弧状セグメント28に半径方向に移動可能に支持されることになる。また、これらサイプブレード44の基端は弧状セグメント28より半径方向外側に位置するホルダー26の連結部26aの内周に連結され、一方、前記サイプブレード44の先端側は各弧状セグメント28の型付け面29から半径方向内側に向かって突出している。そして、前記型付け面29から突出しているサイプブレード44の突出部44aは、閉型時に未加硫タイヤTのトレッド部Dに押し込まれ、トレッド部Dの陸部、例えば、主溝35の両側に画成されたリブ、または、主溝35および横溝により画成されたブロックの外表面に、接地時に閉じる程度の幅狭であるサイプ46を形成する。
ここで、前記弧状セグメント28は前述のように弧状を呈しているので、該弧状セグメント28の周方向両端部に連結されているサイプブレード44は弧状セグメント28の移動方向に延びていることになり、この結果、前述したサイプブレード44の延在方向である半径方向とは、接線方向側ではなく、むしろ半径方向側であるという意味である。なお、この実施形態では前記サイプブレード44をタイヤ幅方向に延在させることで、成形されるサイプ46をタイヤ幅方向に延在させるようにしたが、この発明においては、該サイプブレード44を周方向に延在させたり、あるいは、タイヤ幅方向に対して90度未満の所定角度で傾斜させてもよい。また、この実施形態では前記サイプブレード44を平板状とすることで、成形されるサイプ46の開口を直線状としたが、この発明においては、サイプブレード44を少なくとも1箇所で折り曲げることで、サイプ46の開口を屈曲させるようにしてもよい。
前記各弧状セグメント28の外周面と該弧状セグメント28に対応するホルダー26の内周面には複数の円柱状をした同軸である凹み49、50がそれぞれ形成され、対向する凹み49、50内には該凹み49、50の底面に両端が当接する圧縮スプリング51が収納されている。この結果、前述の各弧状セグメント28と、該弧状セグメント28に対応するホルダー26との間に介装された複数の圧縮スプリング51は、弧状セグメント28とホルダー26とが互いに離隔するよう付勢、即ち、弧状セグメント28を半径方向内側(未加硫タイヤT側)に、ホルダー26を半径方向外側(スライダー25側)に付勢する。なお、この発明においては、前記圧縮スプリング51の代わりに皿ばね、空気ばね、ゴムブロックを用いてもよく、弧状セグメント28とホルダー26とを互いに離隔するよう付勢することができれば、どのようなものでもよい。
そして、前述のような加硫直後にアウターリング22が上昇してスライダー25、ホルダー26が半径方向外側に若干量移動するときには、前記圧縮スプリング51は弧状セグメント28を半径方向内側に向かって付勢しながら、即ち、該弧状セグメント28を加硫済タイヤのトレッド部Dに押付けながら伸長するため、下、上、セクターモールド13、20、32は閉型を維持する一方、サイプブレード44はホルダー26と一体となって該サイプブレード44の基端側(半径方向外側)に移動し、この結果、該サイプブレード44の突出部44aは弧状セグメント28側に引き込まれサイプ46から若干量引き抜かれる。
前述した複数の圧縮スプリング51は全体として、各ホルダー26を半径方向外側に同期移動させる駆動機構52を構成し、この駆動機構52は圧縮スプリング51が加硫直後に弧状セグメント28を半径方向内側に付勢しながら伸長することで、閉型を維持しつつサイプブレード44の突出部44aを加硫済タイヤのトレッド部Dから引き抜くことができる。前述のように駆動機構52を複数の圧縮スプリング51から構成すれば、簡単な構造でありながら確実にサイプブレード44を弧状セグメント28側に引き込む(変位させる)ことができる。
また、前述の各弧状セグメント28に支持された全てのサイプブレード44の基端が連結されている複数のホルダー26と、各ホルダー26を半径方向外側に同期移動させる駆動機構52とは全体として、加硫直後の閉型時にサイプブレード44を基端側に移動させて該サイプブレード44の突出部44aを弧状セグメント28側に引き込む移動手段55を構成する。このように移動手段55をホルダー26と駆動機構52とから構成するようにすれば、簡単な構造でありながら複数のサイプブレード44を一括して同時に弧状セグメント28側に引き込む(平行移動させる)ことができる。なお、この発明においては、前記ホルダー26と弧状セグメント28との間に、サイプブレード44の基端が連結されるとともに、駆動機構により半径方向に同期移動される別部材を設け、この別部材を本願発明における支持体としてもよい。
そして、この実施形態では、前述のようにサイプブレード44を弧状セグメント28に移動可能に支持させるとともに、加硫直後の閉型時にサイプブレード44を移動手段55により基端側に移動させて該サイプブレード44の突出部44aを弧状セグメント28側に引き込むようにしたので、トレッド部Dのゴムの動きがセクターモールド32(弧状セグメント28)により拘束された状態でサイプブレード44が弧状セグメント28側に引き込まれることとなり、この結果、サイプブレード44がトレッド部Dを構成するゴムに付着していても、サイプブレード44の先行する単独移動により、前記突出部44aはゴムに殆ど変形を与えることなく確実に引き離され、これにより、トレッド部D外表面におけるゴム欠落による外観不良が効果的に抑制される。
また、前記ホルダー26は連結部26aの上端および下端から半径方向内側に向かって延びる延在部26bおよび延在部26cを有し、これら延在部26bおよび延在部26cの半径方向内端にはそれぞれ、下方および上方に向かって突出するストッパー26dおよびストッパー26eが設けられている。そして、ホルダー26が加硫時の位置から半径方向外側に所定量だけ移動すると、前記ストッパー26dおよびストッパー26eは各弧状セグメント28の上端および下端に形成された段差28aおよび段差28bにそれぞれ当接し、これにより、前記ホルダー26の弧状セグメント28に対する半径方向外側(離隔方向)への相対的な移動限が規定される。なお、この発明においては、ストッパー26d、26eを省略する一方、圧縮スプリング51の内端を凹み49の底面に、その外端を凹み50の底面に固定することで、前述の移動限を規定するようにしてもよい。
58は各弧状セグメント28に形成されたほぼ半径方向に延びる複数のベントホールであり、これらのベントホール58の半径方向内端は弧状セグメント28の型付け面29に開口している。59は各弧状セグメント28に形成されるとともに、前記ベントホール58の半径方向外端に接続されている排出通路であり、この排出通路59は、閉型時および加硫時に、未加硫タイヤTと弧状セグメント28(セクターモールド32)との間に残留している空気がベントホール58に流入すると、該ベントホール58に流入した空気をセクターモールド32の外部に導いて排出し、前記トレッド部Dにおける肌荒れ、ゴム欠け等のベアーを防止する。
ここで、前述した加硫の初期にサイプブレード44の突出部44aが未加硫タイヤTのトレッド部Dに押し込まれると、該突出部44aが前述した残留空気の流れを遮断してベントホール58への流入を阻害し、前述したベアーが生じることがあるため、通常、突出部44aの基端部には該サイプブレード44の厚さ方向に(タイヤ周方向に延びて)貫通する貫通孔61(いわゆるクロスベント)が形成されており、この結果、該貫通孔61を通じて前述の残留空気はベントホール58に問題なく導かれて排出される。なお、前記ベントホール58、排出通路59と同様のベントホール、排出通路は、通常、下、上モールド13、20にも形成されている。
そして、このようなベントホール58には加硫時、トレッド部Dを構成するゴムが流入して充満し、隣接するリブ、ブロック等の陸部を橋渡しする円柱状のブリッジを形成するが、このようなブリッジは前述したサイプブレード44のトレッド部Dからの引き抜き時にサイプブレード44により分断されるため、この分断と共に周囲のゴムも、特に、トレッド部Dを構成するゴムが低ロス系のゴムであるときには、一緒に引きちぎられて、トレッド部Dの外表面まで及ぶゴム欠落が生じるおそれがある。しかしながら、前述のようにトレッド部Dのゴムがセクターモールド32(弧状セグメント28)により動きが拘束された状態でサイプブレード44を弧状セグメント28側に引き込む(トレッド部Dから突出部44aを引き抜く)ようにしたので、前記ブリッジのみが分断され、周囲のゴムが引きちぎられる事態を抑制することができ、外観不良を効果的に抑制することができる。このようなことから、この実施形態は前述のような貫通孔61が形成されたサイプブレード44を有するタイヤ加硫装置11に好適である。
なお、この発明においては、各支持体を周方向に複数分割されたピースから構成し、これらピースにサイプブレードの基端を連結するようにしてもよい。このようにすれば、サイプブレードの先端側を弧状セグメントの型付け面に対して法線方向に突出させる(サイプをトレッド部外表面に対して法線方向に容易に延在させる)ことができる。また、この発明においては、各サイプブレードに移動手段としてのアクチュエータをそれぞれ連結し、該アクチュエータによりサイプブレードの突出部を同期して弧状セグメント側に引き込むようにしてもよい。さらに、この実施形態は先端にサイプブレードの肉厚より大径の円柱部を形成することで、サイプの最深部にサイプ幅より大径の円柱部を形成するサイプブレードを備えたタイヤ加硫装置に適用することもできる。
次に、前記実施形態1の作用について説明する。
未加硫タイヤTをタイヤ加硫装置11により加硫する場合には、まず、未加硫タイヤTをタイヤ加硫装置11に搬入して円筒状をした加硫ブラダ41の外側に嵌合した後、下降させて該未加硫タイヤTを下モールド13上に載置し、その下側サイドウォール部S、ビード部Bを型付け面14に接触させる。次に、センターポスト39、上クランプリング40を下降させながら加硫ブラダ41内に低圧流体を供給して該加硫ブラダ41をドーナツ状に膨張させ未加硫タイヤT内に侵入させる。
未加硫タイヤTをタイヤ加硫装置11により加硫する場合には、まず、未加硫タイヤTをタイヤ加硫装置11に搬入して円筒状をした加硫ブラダ41の外側に嵌合した後、下降させて該未加硫タイヤTを下モールド13上に載置し、その下側サイドウォール部S、ビード部Bを型付け面14に接触させる。次に、センターポスト39、上クランプリング40を下降させながら加硫ブラダ41内に低圧流体を供給して該加硫ブラダ41をドーナツ状に膨張させ未加硫タイヤT内に侵入させる。
次に、上基台15、アウターリング22、上部プレート18、上モールド20、スライダー25、ホルダー26、セクターモールド32を一体的に下降させ、上モールド20を未加硫タイヤTに接近させる。そして、この上基台15の下降途中において、セクターモールド32が下降限に到達し、スライダー25の下端が下基台12の上面に当接するとともに、上モールド20が上クランプリング40および未加硫タイヤTの上側サイドウォール部S、ビード部Bに当接すると、上部プレート18、上モールド20、スライダー25、ホルダー26、セクターモールド32(弧状セグメント28)の下降が停止する。
このようにして上モールド20、セクターモールド32は下降を停止するが、この後も上基台15、アウターリング22は継続して下降するため、スライダー25、ホルダー26、弧状セグメント28は上部プレート18に支持されながら、前記傾斜面22a、25aの楔作用によって押され半径方向内側に同期移動する。このとき、上部プレート18はシリンダのピストンロッド19が引っ込むことで同一位置を保持し、一方、ホルダー26と弧状セグメント28とは、図2に示すように、圧縮スプリング51の付勢力によりストッパー26d、26eが段差28a、28bにそれぞれ当接する位置まで離隔移動して停止している。
そして、前述した弧状セグメント28の半径方向内側への移動により、該弧状セグメント28が下、上モールド13、20および未加硫タイヤTのトレッド部Dに当接すると、該弧状セグメント28の半径方向内側への移動は停止するが、このような当接後も前記上基台15、アウターリング22は継続して下降するため、スライダー25、ホルダー26は圧縮スプリング51を圧縮しながら半径方向内側に移動する。そして、このようなスライダー25、ホルダー26の移動は、ホルダー26が下、上モールド13、20および弧状セグメント28に当接すると、停止する。これにより、下、上モールド13、20およびセクターモールド32は閉型し、加硫空間33に未加硫タイヤTが収納される。その後、加硫ブラダ41内に高温、高圧の加硫媒体を供給し、未加硫タイヤTを下、上、セクターモールド13、20、32の型付け面14、21、29に押し付けて型付けしながら加硫し、加硫済タイヤとする。
このとき、セクターモールド32(弧状セグメント28)の主骨34(場合によっては、加えて横骨)およびサイプブレード44の突出部44aが未加硫タイヤTのトレッド部Dに押し込まれ、該トレッド部Dに主溝35(横溝)が、また、トレッド部Dの陸部には突出部44aによってサイプ46が形成されるが、このような主溝35(横溝)、サイプ46の形成途中において、トレッド部Dとセクターモールド32(弧状セグメント28)との間に残留した空気は貫通孔61を通じてベントホール58、排出通路59に導かれた後、外部に排出される。その後、突出部44a全体がトレッド部Dに押し込まれると、該突出部44aの基端部に形成された貫通孔61にトレッド部Dを構成するゴムが流入して充満し、隣接するリブ、ブロック等の陸部を橋渡しする円柱状のブリッジが形成される。
そして、前述のような加硫直後に上部プレート18を静止させたまま上基台15、アウターリング22を上昇させ、傾斜面22a、25aの楔作用によりスライダー25、ホルダー26を半径方向外側に向かって移動させる。このとき、圧縮スプリング51は弧状セグメント28を半径方向内側に向かって付勢しながら、即ち、該弧状セグメント28を加硫済タイヤのトレッド部Dに押付けながら伸長するため、下、上、セクターモールド13、20、32は閉型を維持する一方、サイプブレード44はホルダー26と一体となって該サイプブレード44の基端側(半径方向外側)に移動し、この結果、該サイプブレード44の突出部44aは弧状セグメント28側に引き込まれサイプ46から若干量引き抜かれる。
このようにトレッド部Dのゴムがセクターモールド32(弧状セグメント28)により動きが拘束された状態でサイプブレード44が弧状セグメント28側に引き込まれるため、サイプブレード44がトレッド部Dを構成するゴムに付着していても、サイプブレード44の先行する単独移動により、前記突出部44aはゴムに殆ど変形を与えることなく確実に引き離され、トレッド部D外表面におけるゴム欠落による外観不良が効果的に抑制される。このとき、サイプブレード44の貫通孔61を充満するゴムにより成形されたブリッジは、前述したサイプブレード44の移動により分断されるため、この分断と共に周囲のゴムも一緒に引きちぎられトレッド部Dの外表面まで及ぶゴム欠落が生じるおそれがあるが、前述のようにトレッド部Dのゴムの動きをセクターモールド32(弧状セグメント28)により拘束した状態でサイプブレード44を弧状セグメント28側に引き込む(トレッド部Dから突出部44aを引き抜く)ようにしたので、前記ブリッジのみが分断され、これにより、周囲のゴムが引きちぎられる事態を抑制することができ、外観不良を効果的に抑制することができる。
そして、前記スライダー25、ホルダー26の半径方向外側への移動の途中で、ホルダー26のストッパー26d、26eが弧状セグメント28の段差28a、28bに当接するが、このような当接後は弧状セグメント28もスライダー25、ホルダー26と一体となって半径方向外側へ移動するようになり、弧状セグメント28が加硫済タイヤのトレッド部Dから離脱する。そして、スライダー25、ホルダー26、弧状セグメント28が半径方向外側限まで移動すると、上基台15、アウターリング22、上部プレート18、上モールド20、スライダー25、ホルダー26、セクターモールド32は一体的に上昇し、これにより、下、上、セクターモールド13、20、32は開型される。その後、センターポスト39、上クランプリング40が上昇して加硫ブラダ41が円筒状に変形すると、図示していないローダにより加硫済タイヤがタイヤ加硫装置11から搬出される。
この発明は、下、上モールドおよび周方向に複数分割されたセクターモールドを用いてタイヤを加硫する産業分野に適用できる。
11…タイヤ加硫装置 13…下モールド
14…型付け面 20…上モールド
21…型付け面 26…支持体
28…弧状セグメント 29…型付け面
32…セクターモールド 44…サイプブレード
44a…突出部 46…サイプ
51…圧縮スプリング 52…駆動機構
55…移動手段 58…ベントホール
61…貫通孔 D…トレッド部
14…型付け面 20…上モールド
21…型付け面 26…支持体
28…弧状セグメント 29…型付け面
32…セクターモールド 44…サイプブレード
44a…突出部 46…サイプ
51…圧縮スプリング 52…駆動機構
55…移動手段 58…ベントホール
61…貫通孔 D…トレッド部
Claims (5)
- 下面に型付け面を有する昇降可能な上モールドを下降限まで下降させる一方、周方向に並べて配置され、内周面に型付け面を有する複数の弧状セグメントを半径方向内側限まで同期移動させることで、上面に型付け面を有する下モールド、および、前記上モールド、並びに、サイプブレードの基端側が挿入され、先端側が型付け面から突出している複数の前記弧状セグメントから構成されたセクターモールドを閉型させ、これら下、上、セクターモールド内にタイヤを収納する工程と、下、上、セクターモールドの各型付け面によりタイヤに対して型付けを行うとともに、サイプブレードの突出部によりタイヤのトレッド部にサイプを形成しながら、これら下、上、セクターモールドによりタイヤを加硫する工程と、加硫直後の閉型時にサイプブレードを移動手段によって基端側に向かって移動させ、該サイプブレードの突出部を弧状セグメント側に引き込む工程とを備えたことを特徴とするタイヤ加硫方法。
- 上面に型付け面を有する下モールドと、昇降可能で下面に型付け面を有する上モールドと、下、上モールド間に設置され、周方向に並べて配置されるとともに、半径方向に同期移動可能で、内周面に型付け面を有する複数の弧状セグメントから構成されたセクターモールドと、基端側が各弧状セグメント内に挿入される一方、先端側が各弧状セグメントの型付け面から突出し、該型付け面から突出した突出部によりタイヤのトレッド部にサイプを形成するサイプブレードとを備え、前記上モールドが下降限まで下降する一方、セクターモールドの弧状セグメントが半径方向内側限まで同期移動して、下、上、セクターモールドが閉型したとき、内部に収納されたタイヤを加硫するようにしたタイヤ加硫装置において、前記サイプブレードを弧状セグメントに移動可能に支持させるとともに、加硫直後の閉型時にサイプブレードを基端側に移動させて該サイプブレードの突出部を弧状セグメント側に引き込む移動手段を設けたことを特徴とするタイヤ加硫装置。
- 前記移動手段は、各弧状セグメントに支持された全てのサイプブレードの基端が連結されている複数の支持体と、各支持体を半径方向外側に同期移動させる駆動機構とからなる請求項2記載のタイヤ加硫装置。
- 前記駆動機構は、各弧状セグメントと、該弧状セグメントに対応する支持体との間に介装された複数の圧縮スプリングを有し、該圧縮スプリングが加硫直後に弧状セグメントを半径方向内側に付勢しながら伸長することで、閉型を維持しつつサイプブレードの突出部をトレッド部から引き抜くようにした請求項3記載のタイヤ加硫装置。
- 前記サイプブレードは、その突出部の基端部に厚さ方向に貫通する貫通孔が形成され、該貫通孔を通じてタイヤとセクターモールドとの間に残留する空気を弧状セグメントに形成されたベントホールに導くようにした請求項2〜4のいずれかに記載のタイヤ加硫装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011031637A JP2012166532A (ja) | 2011-02-17 | 2011-02-17 | タイヤ加硫方法および装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011031637A JP2012166532A (ja) | 2011-02-17 | 2011-02-17 | タイヤ加硫方法および装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012166532A true JP2012166532A (ja) | 2012-09-06 |
Family
ID=46971156
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011031637A Withdrawn JP2012166532A (ja) | 2011-02-17 | 2011-02-17 | タイヤ加硫方法および装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012166532A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015054506A (ja) * | 2013-09-13 | 2015-03-23 | 東洋ゴム工業株式会社 | タイヤ成型用金型及びタイヤ成型方法 |
| CN110481073A (zh) * | 2019-08-21 | 2019-11-22 | 青岛森麒麟轮胎股份有限公司 | 防溢胶装置 |
| CN118876299A (zh) * | 2024-09-29 | 2024-11-01 | 宁波乔士橡塑有限公司 | 商用车驻车增强型隔膜生产装置及工艺 |
-
2011
- 2011-02-17 JP JP2011031637A patent/JP2012166532A/ja not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015054506A (ja) * | 2013-09-13 | 2015-03-23 | 東洋ゴム工業株式会社 | タイヤ成型用金型及びタイヤ成型方法 |
| CN110481073A (zh) * | 2019-08-21 | 2019-11-22 | 青岛森麒麟轮胎股份有限公司 | 防溢胶装置 |
| CN118876299A (zh) * | 2024-09-29 | 2024-11-01 | 宁波乔士橡塑有限公司 | 商用车驻车增强型隔膜生产装置及工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101687376A (zh) | 用于硫化和模制车辆轮胎的方法和设备 | |
| JP2012166532A (ja) | タイヤ加硫方法および装置 | |
| JP6673665B2 (ja) | タイヤ加硫金型、タイヤ加硫装置及びタイヤの製造方法 | |
| JP6734923B2 (ja) | タイヤ加硫装置 | |
| JP4345898B2 (ja) | 空気入りタイヤの加硫装置および方法 | |
| CN112930254B (zh) | 轮胎硫化装置 | |
| JP2010058396A (ja) | 空気ばね用ダイアフラムの製造方法および空気ばね用ダイアフラム | |
| JP2010023324A (ja) | タイヤ加硫用金型及び空気入りタイヤの製造方法 | |
| EP2202041A1 (en) | Tire mold and method of molding an internal groove in a tire shoulder | |
| US10730257B2 (en) | Tire vulcanization mold, tire vulcanization device, and tire production method | |
| JP2001096538A (ja) | 大型タイヤの加硫方法および装置 | |
| JPH1076527A (ja) | タイヤ加硫用金型および該タイヤ加硫用金型により製造されたタイヤ | |
| JP5786465B2 (ja) | タイヤ製造装置およびそれに用いるタイヤ加硫成形用ブラダー | |
| CN101541518A (zh) | 用于硫化和模制车辆轮胎的装置 | |
| CN101600551B (zh) | 轮胎成形用双组合模具及使用该轮胎成形用双组合模具的轮胎的制造方法 | |
| JP2009184276A (ja) | タイヤ加硫方法およびタイヤ加硫金型 | |
| JP4998987B2 (ja) | タイヤ加硫成型装置及び加硫成型方法 | |
| JP5026094B2 (ja) | タイヤ加硫用金型 | |
| JP6604402B1 (ja) | タイヤ加硫装置および方法 | |
| JP2002307441A (ja) | タイヤ加硫用金型およびタイヤの加硫方法 | |
| JP2008265046A (ja) | タイヤ加硫成型装置及び加硫成型方法 | |
| JP2015116738A (ja) | 空気入りタイヤの製造方法および加硫装置 | |
| JP2012166770A (ja) | タイヤおよび該タイヤの加硫装置 | |
| US9975304B2 (en) | Tire manufacturing method | |
| KR101490021B1 (ko) | 타이어 가황용 블래더 제조장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |