JP2012166794A - 集積包装方法及び当該方法を用いた集積包装体 - Google Patents
集積包装方法及び当該方法を用いた集積包装体 Download PDFInfo
- Publication number
- JP2012166794A JP2012166794A JP2011027097A JP2011027097A JP2012166794A JP 2012166794 A JP2012166794 A JP 2012166794A JP 2011027097 A JP2011027097 A JP 2011027097A JP 2011027097 A JP2011027097 A JP 2011027097A JP 2012166794 A JP2012166794 A JP 2012166794A
- Authority
- JP
- Japan
- Prior art keywords
- film
- cleavage
- zigzag
- packaged
- integrated packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 62
- 238000000034 method Methods 0.000 title claims abstract description 44
- 239000012785 packaging film Substances 0.000 claims abstract description 11
- 229920006280 packaging film Polymers 0.000 claims abstract description 11
- 238000003776 cleavage reaction Methods 0.000 claims description 68
- 230000007017 scission Effects 0.000 claims description 68
- 239000004033 plastic Substances 0.000 claims description 12
- 229920003023 plastic Polymers 0.000 claims description 12
- 238000009825 accumulation Methods 0.000 claims description 6
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 239000010408 film Substances 0.000 description 73
- 235000013305 food Nutrition 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 6
- 210000003811 finger Anatomy 0.000 description 6
- 229920006300 shrink film Polymers 0.000 description 6
- 238000004049 embossing Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 229920006257 Heat-shrinkable film Polymers 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 235000013361 beverage Nutrition 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- -1 polyethylene Polymers 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920004943 Delrin® Polymers 0.000 description 1
- 229920005177 Duracon® POM Polymers 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 244000052616 bacterial pathogen Species 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 235000013351 cheese Nutrition 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- UFRKOOWSQGXVKV-UHFFFAOYSA-N ethene;ethenol Chemical compound C=C.OC=C UFRKOOWSQGXVKV-UHFFFAOYSA-N 0.000 description 1
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 210000004247 hand Anatomy 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 235000012149 noodles Nutrition 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 235000021485 packed food Nutrition 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 210000003813 thumb Anatomy 0.000 description 1
Images











Landscapes
- Packages (AREA)
- Wrappers (AREA)
Abstract
【課題】熱収縮性を有するフィルムによる集積包装体において、手指で容易に開裂、開封することができ、しかも個別に必要個数だけ取り出せるように、集積包装体を開封することができる集積包装方法、及び当該方法により包装された集積包装体、当該方法に用いる包装用フィルムを提供する。
【解決手段】並置された複数個の被包装物1を熱収縮性を有するフィルム2Bで集積包装する方法において、前記フィルムとして、V字様凹部がジグザグとなるように配置してなるジグザグ列を2列以上並列した開裂帯3、3’を有するフィルムを使用し、前記開裂帯が前記被包装物の間に位置するように前記フィルムで包装した状態で、前記フィルムを熱収縮している。
【選択図】図1
【解決手段】並置された複数個の被包装物1を熱収縮性を有するフィルム2Bで集積包装する方法において、前記フィルムとして、V字様凹部がジグザグとなるように配置してなるジグザグ列を2列以上並列した開裂帯3、3’を有するフィルムを使用し、前記開裂帯が前記被包装物の間に位置するように前記フィルムで包装した状態で、前記フィルムを熱収縮している。
【選択図】図1
Description
本発明は、ペットボトルや缶等の被包装物を、複数個まとめて包装(集積包装)した状態を保持したままで被包装物を個々に取り出せるように、易開裂性のフィルムを用いて集積包装する方法、及び当該方法を用いた集積包装体、当該方法に用いられるフィルムに関する。
ペットボトル等のプラスチック製容器、金属缶、瓶などの容器入り飲料、カップ麺等のプラスチック製容器入り食品、電池などの被包装物を複数個まとめて、熱収縮フィルムを用いて包装する方法(集積包装方法)がある。例えば、図12は、6本のアルミ缶入り飲料21を、シュリンクフィルム22で集積包装してなる集積包装体を示している。また、集積包装状態を安定化させるために、被包装物全体を包み込んで包装(オーバーラップ包装)する場合もある。
このような集積包装体から被包装物を取り出す場合、包装用フィルムを破断して開封する必要がある。例えば、図12の場合には、隣接するアルミ缶との間に位置するフィルム部分(例えば矢印A部分)を、鋏などを用いて切断して、開封している。オーバーラップ包装の場合では、切断始端となる縁部がないことから、先端が尖った道具などを用いて、切断始端となる穴などをあけ、そこを起点として破断する方法が一般的である。上記いずれの場合も、購入者にとっては道具を要する開封作業が面倒であることから、道具を用いなくても開封できる集積包装方法が望まれている。
道具を用いずに破断、開封できる集積包装方法としては、例えば、切断起点となる部分、すなわち、隣接したアルミ缶の間に、Vノッチ(例えば、図12中の23)や切り込みをいれておく方法がある。Vノッチや切り込みをシュリンク包装後に入れるのは、包装現場において面倒であり、製品の製造コストアップの要因となる。
このような事情下、道具などを用いることなく開封、破断できる包装用フィルム、すなわち易破断フィルム、易開封フィルムが求められている。フィルム自体に易破断性を付与する手段としては、ミシン目が一般的である。例えば、特開2006−44797号公報(特許文献1)に、隣接する被包装体の間隙部分を通るように、ミシン目を形成したオーバーラップ包装方法が開示されている。ここで用いられているフィルムには、目(孔)サイズ0.1〜0.8mm、目ピッチ0.5〜3.0mm(段落番号0027)のミシン目が、厚み10〜30μmの薄いフィルム(包材)に、1〜3mm程度の狭い間隔で、複数本、並列的に形成されている。このようなミシン目は、同文献の図2に示すように、ミシン目部分を指で押すことにより、フィルムを破断できるとしている。
しかしながら、シュリンクフィルムの場合、その樹脂特性から、一般に柔らかくて伸びやすいため、例えば、隣接する被包装物間の間隙に指を押し込むようにして包装フィルムを破断しようとしても、フィルムが伸びてしまい、ミシン目から開封起点を得ることは容易でないというのが現状である。
指で押すことで、開封起点を容易に形成できるように、ミシン目のサイズを大きくしたり、ミシン目の空孔数を増大したり、ミシン目を複数形成するなどの工夫がなされている。また、特開2007−62797号公報(特許文献2)では、ミシン目による易開封性を改良したポリエチレン系フィルムとして、フィルムのメルトフローレート、密度を所定範囲内としたシュリンクフィルムが提案されている。ここに開示されているシュリンクフィルムは、集積包装体に施されるミシン目穴サイズを小さくするとともに、指の押圧力によるフィルムの伸びを低減することで、応力集中による易開封性が高められると説明されている。
さらに、集積包装ではないが、ペットボトル等のプラスチック製ボトルの胴部に貼り付けられるラベルとして、2列のミシン目(剥離線)で構成される剥離帯を設けたシュリンクフィルムが、特開2006−276515号公報(特許文献3)に開示されている。これは、同文献3の図1、図5に示されている通り、所定間隔をあけた2つの剥離帯で囲まれる部分を切り取ることで、ラベルを剥がすことができるというものである。ここでの剥離線を構成しているミシン目は、剥離線方向に延びる長形状の孔で(図2)、孔の長さ0.4〜0.5mm、ピッチ0.5〜0.6mm(表2、表3、表4)である。
ところで、近年、集積包装体において、単なる易破断性、易開封性だけでなく、必要に応じて、個別に被包装物を順次取り出せるように開封できることが要望されている。
この点、特許文献3のように、剥離帯を設ける方法では、剥離帯の切り取りにより包装フィルムが取り除かれることになるので、被包装物の一部を包装された状態で保持し続けることはできない。さらに、剥離帯を設けたフィルムを用いる包装方法や、Vノッチや切り込みを入れた集積包装方法は、切断起点が必要となることから、被包装物全体を被包するオーバーラップ包装には適用できない。
この点、特許文献3のように、剥離帯を設ける方法では、剥離帯の切り取りにより包装フィルムが取り除かれることになるので、被包装物の一部を包装された状態で保持し続けることはできない。さらに、剥離帯を設けたフィルムを用いる包装方法や、Vノッチや切り込みを入れた集積包装方法は、切断起点が必要となることから、被包装物全体を被包するオーバーラップ包装には適用できない。
また、特許文献2に示す方法では、上述のように、ミシン目のところで、フィルムが伸びてしまうため、十分な押し代が必要である。そして、1回の破断により、フィルムが伸びてしまっているため、破断後も集積包装状態を保持することは困難であり、たとえ集積包装状態を保持できたとしても、残っているミシン目で、2回目の破断を行うことは困難である。
本発明は、以上のような事情に鑑みてなされたものであり、その目的は、熱収縮性を有するフィルムによる集積包装体において、手指で容易に開裂、開封することができ、しかも個別に必要個数だけ取り出せるように、集積包装体を開封することができる集積包装方法、及び当該方法により包装された集積包装体、当該方法に用いる包装用フィルムを提供することにある。
本発明の集積包装方法は、並置された複数個の被包装物を熱収縮性を有するフィルムで集積包装する方法において、前記フィルムとして、V字様凹部がジグザグとなるように配置してなるジグザグ列を2列以上並列した開裂帯を有するフィルムを使用し、前記開裂帯が前記被包装物の間に位置するように前記フィルムで包装した状態で、前記フィルムを熱収縮していることを特徴とする。
前記複数のジグザグ線は、平行に配列されていてもよいし、線対象となるように配列されていてもよい。
前記開裂帯は、前記フィルムの長手方向に沿って設けられていることが好ましく、前記凹部は、未貫通孔であることが好ましい。
本発明の集積包装方法は、プラスチックボトル又は金属缶の集積包装方法として好適である。好適な態様としては、6個の被包装物を起立状態で2本ずつ3列並べた被包装物集合体を、前記開裂帯を2本有するフィルムで集積包装する方法であって、前記開裂帯が周方向となる前記フィルムの円筒状物を作成する工程;前記被包装物の列と列との間に前記2本の開裂帯が夫々位置するように、前記フィルムの円筒状物で被包する工程;及び前記フィルムを熱収縮する工程を含む方法が挙げられる。
本発明の集積包装体は、並置された複数個の被包装物を並列して、熱収縮性を有するフィルムでひとまとめに集積包装された集積包装体であって、前記被包装物と隣接する被包装物との間の少なくとも1つに、隣接する被包装物同士を分離する方向に前記フィルムを開裂できる開裂帯が前記フィルムに設けられていて、前記開裂帯は、V字型を形成する2つの細長形状の凹部をジグザグに配置してなるジグザグ列を2列以上並列したものである。
上記本発明の集積包装方法に用いられる本発明の集積包装用フィルムは、熱収縮性を有する帯状フィルムにおいて、該帯状フィルムの長手方向に、V字様凹部がジグザグとなるように配置してなるジグザグ列を2列以上並列した、幅5〜18mmの開裂帯が、前記帯状フィルムの長手方向に沿って設けられている。
本発明の集積包装方法によれば、集積包装体の包装用フィルムを、手指で容易に開裂、開封することができ、しかも個別に必要個数だけを取り出せるように、集積包装体を開封することができるので、複数の被包装物をまとめ買いする購入者にとって、保存に便利な集積包装体を提供できる。
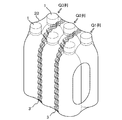
本発明の集積包装体の一実施態様を図1に示し、この集積包装に用いるフィルムを図2に示す。
図1は、6本のペットボトル(プラスチック製容器)1を起立状態で2本づつ3列(Q1列、Q2列、Q3列という)並列したものを集積包装した集積包装体を示している。包装に用いられているフィルム2Bは、図2に示すフィルム2が熱収縮したものである。
フィルム2には、帯状フィルムの長手方向に、開裂帯3、3’が設けられている。このようなフィルム2を、図3に示すように、開裂帯3、3’が周方向となる円筒状とし(「円筒状フィルム2A」とする)、被包装物であるプラスチック製ボトル列の間、すなわちQ1列とQ2列の間に開裂帯3、Q2列とQ3列との間に開裂帯3’が夫々配置されるように被包した後、熱風、スチーム等で、円筒状フィルム2Aを熱収縮させると、収縮したフィルム2Bで被包装物がまとめて包装された集積包装体(図1)を得ることができる。
使用する包装用フィルム2は、熱収縮性を有するプラスチックフィルムであればよく、例えば、ポリエチレンフィルム、ポリプロピレンフィルム、ポリ塩化ビニルフィルム、ポリ塩化ビニリデンフィルム、ポリエステルフィルム、ポリスチレンフィルム、さらに被包装物が食品の場合には、これらをポリビニルアルコール系フィルムやEVOH等のガスバリヤ性フィルムで積層した積層フィルムなどが挙げられる。これらのフィルムは延伸されたものであることが好ましく、一軸延伸、二軸延伸いずれであってもよい。
本発明で使用するフィルム2の厚みは、特に限定せず、フィルム2の材質、特性、被包装物の種類、重量などに応じて、必要とされる強度確保との関係により、適宜決められるが、具体的には、10μm〜200μmが好ましく、より好ましくは15〜150μm、さらに好ましくは30μm〜100μm、もっとも好ましくは35μm〜75μmである。
また、本発明で使用するフィルムとしては、特に限定しないが、開裂帯3,3’での易開裂性との関係から、長手方向の引張伸びが200〜600%程度、好ましくは300〜500%、より好ましくは400〜450%で、フィルム幅方向の引張伸びが500〜1000%程度、好ましくは600〜900%程度、より好ましくは700〜800%程度のフィルムであることが好ましい。また、引張強度は、特に限定しないが、開裂帯3,3’での易開裂性、さらに集積包装状態の保持性との関係から、フィルム長手方向が0.08〜0.4N程度、好ましくは0.1〜0.3N、より好ましくは0.15〜0.25Nであり、幅方向が2.0〜5.0N程度、好ましくは2.3〜4.0N、より好ましくは2.5〜3.5N、さらに好ましくは2.8〜3.2N低度のフィルムである。開裂帯が形成された状態のフィルムの引裂強度は、長手方向については開裂帯が形成される前の引裂強度と同程度で、0.08〜0.4N程度、好ましくは0.1〜0.3N、より好ましくは0.15〜0.25Nである。一方、幅方向の引裂強度は、フィルムの元の引裂強度の大きさにもよるが、元の引張強度の60〜95%程度、好ましくは70〜90%程度、より好ましくは75〜87%程度、さらに好ましくは80〜85%程度保持されること、具体的には、1.7〜3.5N程度、好ましくは2.0〜3.0N、より好ましくは2.5〜2.8N、さらに好ましくは2.3〜2.7N程度であることが好ましい。
開裂帯3、3’は、図4に示すように、平行に並んでいる3本のジグザグ列z1,z2,z3で構成されている。ジグザグ列z1,z2,z3は、それぞれ、V字開口部の向きが逆となっている2つのV字型凹部4a,4bが一対となってジグザグを形成するように、帯状フィルムの長手方向に連続的に並置されることにより形成されている。V字型凹部4a、4bは夫々、サイズ(縦×横)=2×2mm〜4×4mmであることが好ましく、より好ましくは2×2mm〜3×3mmである。また、V字の角度(内角α)は特に限定しないが、60〜120°程度であることが好ましい。
開裂帯は、集積包装体の購入者が目視で開裂帯を容易に認識でき、さらには集積包装体の易開裂性を充足するために、購入者による引裂力(図4中、白矢印Fで表わす)が開裂帯3(3’)の開裂力として作用(引裂力の伝播性)できる必要がある。このような見地から、開裂帯3(3’)の幅wは、5mm〜18mmとすることが好ましく、より好ましくは7〜15mm、さらに好ましくは8〜12mmである。幅wが狭すぎると、開列帯3(3’)を認識しにくくなるばかりか、両手、特に親指同士を近づける必要があり、逆方向への引裂力Fを作用させにくい。反対に、幅wが広くなりすぎると、視認性は向上するが、引裂力Fが開裂帯3(3’)の外側にだけ及んで、内側にまで及びにくくなり、易開裂性が達成しにくくなる。また、隣接する被包装物間の距離よりも幅wが広くなってしまうおそれがあり、このような場合には、開裂後に、残りの被包装物に対して、集積包装状態を維持することは困難だからである。
以上のような構成を有する開裂帯3は、開裂帯3を挟んで反対方向の力、すなわち開裂帯3を押し広げるように、帯状フィルム2側端縁方向に働く力(引裂力)Fが作用すると、図5に示すように、引裂力Fにより、V字型凹部4a、4bが広がり、相隣接しているV字型凹部4a、4b間の距離が狭くなって、遂には連通し、開裂起点となる開口部を形成するようになる。さらに、隣接しているジグザグ列とも連通するようになり、その結果、開裂帯で引き裂かれるようになる。
例えば、図1の集積包装体において、Q1列とQ2列との間の開裂帯3に引き裂く方向の力Fを作用させると、図6に示すように、Q2列とQ3列との集積包装状態を保持したままで、Q1列だけを集積包装体から分離して取り出せる。Q1列を取り出した後、同様にして、Q2列とQ3列との間の開裂帯3’を押し広げるように、引裂力をかけることにより、Q2列とQ3列とを分離することができる。
この点、円形の孔又はミシン目線に沿って延びる長方形の孔は、開裂方向の力が作用しても、伸びた楕円又は略正方形になるだけで、実質的にミシン目に直行する力でミシン目を開裂させることは不可能である。特許文献2に示すように、押圧力でミシン目を破断させる場合には、押圧力は隣接のミシン目に対して、ミシン目を引き裂く引っ張り方向の力がかかるため、隣接のミシン目がすでに伸びた状態となっている場合が多く、このような伸びたミシン目に、さらに押圧力をかけて、開裂破断することはほとんど不可能である。
一方、本発明の集積包装方法で使用するフィルム2の場合、ある開裂帯3の開裂のために及ぼす引裂力Fは、隣接の開裂帯3’には、ほとんど作用しないので、目的の開裂帯3だけを破断することが可能である。従って、開裂帯3を開裂した後、残った開裂帯3’を同様に開裂して、被包装物(図1の態様ではQ2列)を取り出すことが可能である。このように、V字型凹部のジグザグ列群からなる開裂帯3、3’は、ミシン目と比べて開裂が容易であり、開裂により取り出した残りの被包装物については、集積包装状態を保持したままとすることが可能である。
なお、本発明の集積包装体は、図1に示すような6本の飲料容器を起立状態で包装する場合に限定されない。飲料容器として、プラスチック製容器の他、金属製缶、瓶であってもよいし、さらにカップ、トレー、箱型のプラスチック製、紙製容器、当該容器に収納された食品であってもよい。例えば、図7は、トレー型容器入り食品を5個積み上げた状態で、オーバーラップ包装した状態を示している。開裂帯は、積み上げられているトレー型容器同士の境界部分(トレー型容器の上面又は底面に相当する位置)にて、周方向に、換言するとトレー型容器の上面又は底面を囲むように配置されている。この場合、開裂帯の開裂により、最上段(Q1段)の食品を取り出しても、2段目(Q2段)−5断目(Q5段)の容器は集積包装状態が保持されている。
なお、図2に示すフィルム2では、開裂帯を構成するジグザグ列z1(z2、z3)は3列であったが、本発明の集積包装方法に使用するフィルムの開裂帯はこれに限定されない。開裂帯を構成するV字型凹部のサイズが上述の範囲内で、且つ開裂帯の幅wが視認性及び引裂力の伝播性を充足できるような上記範囲(5mm〜18mm)内であれば、2列であってもよいし、あるいは4列以上であってもよい。
また、図2に示すフィルム2では、開裂帯を構成するジグザグ列z1(z2、z3)は、V字型凹部の列が平行に並列したものであったが、本発明の集積包装方法で使用するフィルムの開裂帯はこれに限定されない。例えば、図8に示すように、ジグザグ列(z1'、z2'、z3'、z4')が、線対称となるように並列していてもよい。図8の例では、開裂帯が4本のジグザグ列(z1'、z2'、z3'、z4')で構成されており、z1'列とz2'列、z3'列とz4'列とが、それぞれ一点鎖線に対して線対称となっている。z2'列とz3'列とも線対称に配置されていてもよいし、逆にz2'列とz3'列とが線対称で、z1'列とz2'列、z3'列とz4'列とは対称がずれた位置関係となっていてもよい。
さらに、ジグザグ列を構成するV字型凹部は、V字型に限定されない、例えば、図9(a)に示すように、2つの辺p,q(又はp’,q’)が一組みとなってV字を形成するように配置されているだけで連結されていなくてもよい。この場合、V字様凹部を構成する2つの長辺p、q(又はp’,q’)は、開裂帯(フィルム長手方向)に対して、鋭角又は鈍角を形成するように斜めに配置されている点がミシン目と異なる。さらに、図9(b)に示すように、V字を構成する2つの辺に加えて、他の辺rを有する凹部であってもよい。要するに、凹部が相反する方向の引裂力により、個々の凹部が広がり且つ隣接する凹部と連結できるように、フィルム長手方向に対して、所定角度で斜めとなる辺が組み合わさって、V字様を形成していればよい。
またさらに、各凹部は、貫通孔であってもよいし、未貫通孔であってもよい。好ましくは未貫通孔である。未貫通孔とすることにより、開裂帯を挟んでフィルムが連続していることなり、引裂力Fが開裂帯全体に及びやすくなる。また、被包装物がチーズ等の食品であって、瓶、缶のように高度な密閉性が確保されている容器入り食品でない場合、未貫通孔とすることにより、外気との接触、外界からの塵、埃、雑菌などに対する遮断性も確保できる。ここで、未貫通孔の場合、図10に示すように、凹部5の深さtは フィルムの厚みTの1/2以上、好ましくは2/3以上とすることが好ましい。
尚、以上のような包装用フィルムは、例えば、特開2009−154905号公報に開示されている方法で、製造することができる。すなわち、図11に示すように、凹部形成のための凸部51が連続的に配設されたエンボスローラ52と受けローラ53との間に長尺帯状フィルム50を挟みこみ、ローラ52,53の回転に従って、フィルム50を走行させると、フィルム50において、エンボスローラ52により押圧されてできた凹部が連続的に形成されて開裂帯55となる。
使用するエンボスローラは、特に限定しないが、例えば、高硬度な金属製のエンボスローラ52でフィルム50とロックウェル硬度R80以上乃至R130未満程度の受けローラ53(例えば、デルリン(登録商標)、ジュラコン(登録商標)等のポリアセタール樹脂、ポリカーボネート樹脂、ナイロンなどのエンジニアプラスチック製ローラ)を用いて、押圧することにより、フィルム50に、未貫通孔のV字型様凹部からなる開裂帯を形成することができる。
エンボスローラの凸部の形状は特に限定しないが、各凸部の断面形状は、断面台形の凸部であってもよいし、台形の上底部に窪みが設けられていてもよい。
本発明の集積包装体は、複数の開裂帯が設けられていて、各開裂帯は、開裂帯を広げるように引っ張るだけで開裂することができ、しかも隣接する開裂帯に影響を及ぼすことなく開裂できるので、集積包装状態を保持したままで、必要個数ずつ取り出すことができるので、複数の被包装物をまとめて購入した購入者にとって、保存に便利な包装方法を提供でき、包装方法により、被包物の集合体、まとめ買いする被包装物の付加価値を高めることができる。
1 被包装物(プラスチック製ボトル)
2 包装用フィルム
3,3’ 開裂帯
4a,4b V字型凹部
11 被包装物(トレー型容器)
2 包装用フィルム
3,3’ 開裂帯
4a,4b V字型凹部
11 被包装物(トレー型容器)
Claims (9)
- 並置された複数個の被包装物を熱収縮性を有するフィルムで集積包装する方法において、
前記フィルムとして、V字様凹部がジグザグとなるように配置してなるジグザグ列を2列以上並列した開裂帯を有するフィルムを使用し、
前記開裂帯が前記被包装物の間に位置するように前記フィルムで包装した状態で、前記フィルムを熱収縮していることを特徴とする集積包装方法。 - 前記複数のジグザグ線は、平行に配列されている請求項1に記載の集積方法。
- 前記複数のジグザグ線は、線対象となるように配列されている請求項1に記載の集積包装方法。
- 前記開裂帯は、前記フィルムの長手方向に沿って設けられている請求項1に記載の集積包装方法。
- 前記凹部は、未貫通孔である請求項1〜4のいずれかに記載の集積包装方法。
- 前記被包装物は、プラスチックボトル又は金属缶である請求項1又は2に記載の集積包装方法。
- 6個の被包装物を起立状態で2本ずつ3列並べた被包装物集合体を、前記開裂帯を2本有するフィルムで集積包装する方法であって、
前記開裂帯が周方向となる前記フィルムの円筒状物を作成する工程;
前記被包装物の列と列との間に前記2本の開裂帯が夫々位置するように、前記フィルムの円筒状物で被包する工程;及び
前記フィルムを熱収縮する工程
を含む請求項1〜6のいずれかに記載の集積包装方法。 - 並置された複数個の被包装物を並列して、熱収縮性を有するフィルムでひとまとめに集積包装された集積包装体であって、
前記被包装物と隣接する被包装物との間の少なくとも1つに、隣接する被包装物同士を分離する方向に前記フィルムを開裂できる開裂帯が前記フィルムに設けられていて、
前記開裂帯は、V字型を形成する2つの細長形状の凹部をジグザグに配置してなるジグザグ列を2列以上並列したものである集積包装体。 - 熱収縮性を有する帯状フィルムにおいて、
該帯状フィルムの長手方向に、V字様凹部がジグザグとなるように配置してなるジグザグ列を2列以上並列した、幅5〜18mmの開裂帯が、前記帯状フィルムの長手方向に沿って設けられている集積包装用フィルム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011027097A JP2012166794A (ja) | 2011-02-10 | 2011-02-10 | 集積包装方法及び当該方法を用いた集積包装体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011027097A JP2012166794A (ja) | 2011-02-10 | 2011-02-10 | 集積包装方法及び当該方法を用いた集積包装体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012166794A true JP2012166794A (ja) | 2012-09-06 |
Family
ID=46971354
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011027097A Withdrawn JP2012166794A (ja) | 2011-02-10 | 2011-02-10 | 集積包装方法及び当該方法を用いた集積包装体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012166794A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5734499B1 (ja) * | 2014-10-21 | 2015-06-17 | 有限会社あぜがみシール印刷 | フィルム開封機能付ラベル |
| JP2016533981A (ja) * | 2013-09-16 | 2016-11-04 | オーシーエムイー ソシエタ ア レスポンサビリタ リミタータ | ボトルおよび缶等の容器の結束体および該結束体の製造方法 |
-
2011
- 2011-02-10 JP JP2011027097A patent/JP2012166794A/ja not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016533981A (ja) * | 2013-09-16 | 2016-11-04 | オーシーエムイー ソシエタ ア レスポンサビリタ リミタータ | ボトルおよび缶等の容器の結束体および該結束体の製造方法 |
| JP5734499B1 (ja) * | 2014-10-21 | 2015-06-17 | 有限会社あぜがみシール印刷 | フィルム開封機能付ラベル |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10829285B2 (en) | Package integrity indicating closure | |
| US10118741B2 (en) | Package integrity indicating closure | |
| US9382053B2 (en) | Flexible packages having multiple lines of weakness to facilitate opening | |
| US20160137375A1 (en) | Resealable blister package | |
| US20090101662A1 (en) | Multipack for cups and pots | |
| US9309036B2 (en) | Package with enclosed utensil | |
| CN1058676C (zh) | 多件瓶子的包装件及其制造方法 | |
| CN1997564B (zh) | 外包装体、穿孔线形成方法、及穿孔线形成装置 | |
| JP2012166794A (ja) | 集積包装方法及び当該方法を用いた集積包装体 | |
| US3396841A (en) | Readily openable package assembly | |
| CN100411954C (zh) | 带有开启件的带捆容器包装物 | |
| JP5480061B2 (ja) | シュリンクフィルム包装体 | |
| JP6191065B2 (ja) | 包装袋 | |
| JP3804055B1 (ja) | 粘着ラベル及び該粘着ラベルを用いた包装体の連結構造物 | |
| JP2016222316A (ja) | 包装体 | |
| US20100173047A1 (en) | Food package having wrapped stack of food products and method for packaging | |
| JP2015229504A (ja) | 包装シート | |
| WO2006066683A1 (en) | Packaging of multiple consumer articles | |
| JP2004240353A (ja) | 粘着ラベル及び該粘着ラベルを用いた包装体の連結構造物 | |
| JP2004210344A (ja) | 易開封性薄膜フィルム巻着体 | |
| JP5233100B2 (ja) | 易開口パウチ | |
| CN101087721A (zh) | 多个用户物品的包装 | |
| JP5090691B2 (ja) | オーバーラップ包装体 | |
| JP2004338738A (ja) | 包装フィルム及び包装体 | |
| JP2004106876A (ja) | 包装用シート材の製法及びこの製法により作られた包装用シート並びにこの包装用シート材により作製された包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |