JP2012166836A - 物品移送装置およびそれを備えた包装システム - Google Patents
物品移送装置およびそれを備えた包装システム Download PDFInfo
- Publication number
- JP2012166836A JP2012166836A JP2011030773A JP2011030773A JP2012166836A JP 2012166836 A JP2012166836 A JP 2012166836A JP 2011030773 A JP2011030773 A JP 2011030773A JP 2011030773 A JP2011030773 A JP 2011030773A JP 2012166836 A JP2012166836 A JP 2012166836A
- Authority
- JP
- Japan
- Prior art keywords
- article
- bag making
- cylindrical
- inner space
- end opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/30—Devices or methods for controlling or determining the quantity or quality or the material fed or filled
- B65B1/32—Devices or methods for controlling or determining the quantity or quality or the material fed or filled by weighing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/04—Methods of, or means for, filling the material into the containers or receptacles
- B65B1/16—Methods of, or means for, filling the material into the containers or receptacles by pneumatic means, e.g. by suction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
- B65B51/30—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes
- B65B51/306—Counter-rotating devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/2014—Tube advancing means
- B65B9/2028—Rollers or belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/207—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles the web advancing continuously
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Quality & Reliability (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Supply Of Fluid Materials To The Packaging Location (AREA)
Abstract
【解決手段】物品移送装置4は、漏斗状構造体40と、高圧空気供給管49とを備える。漏斗状構造体40には、上方から落下してくる物品を受け入れるための上端開口40aと、製袋包装機へと物品を落とすための下端開口40bと、それらの開口40a,40bの間の内側空間S2とが形成される。内側空間S2の上部の断面積は、内側空間S2の下部の断面積よりも大きい。内側空間S2を囲う内周面40cには、螺旋状に配置された多数の空気噴出穴41cが形成される。高圧空気供給管49は、多数の空気噴出穴41cから内側空間S2に向けて気体を吹き出させる。
【選択図】図4
Description
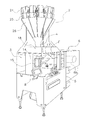
本発明の一実施形態に係る物品移送装置4および縦型の製袋包装機3から成る包装システムを、その上方に配置される計量機2とともに図1に示す。この包装システムは、物品となるポテトチップス等のみかけ比重の小さな物品(食品)をフィルムで覆い、筒状となったフィルムを縦および横にシールして袋を製造する。
フィルム供給ユニット6は、製袋包装ユニット5の成形機構13に対してシート状のフィルムFを供給するユニットであって、製袋包装ユニット5に隣接して設けられている。このフィルム供給ユニット6では、フィルムFが巻かれたフィルムロール6bがセットされており、このフィルムロール6bからフィルムFが繰り出される。
製袋包装ユニット5は、図3に示すように、シート状で送られてくるフィルムFを筒状に成形する成形機構13と、筒状となったフィルムF(以下、筒状フィルムFmという。)を下方に搬送するプルダウンベルト機構14と、筒状フィルムFmの両側部の重なり部分を縦にシールする縦シール機構15と、筒状フィルムFmを横にシールすることで袋Bの上下の端部を熱封止する横シール機構17とを有している。
成形機構13は、チューブ13bと、フォーマー13aとを有している。チューブ13bは、円筒形状の部材であり、上下端が開口している。このチューブ13bの上端の円形開口は、後述する物品移送装置4の漏斗状構造体の下端開口40bとつながっている。
プルダウンベルト機構14は、チューブ13bに巻き付いた筒状フィルムFmを吸着して下方に搬送する機構であり、図3に示すように、チューブ13bを挟んで左右両側にそれぞれベルト14cが設けられている。プルダウンベルト機構14では、吸着機能を有するベルト14cを駆動ローラ14aおよび従動ローラ14bによって回して筒状フィルムFmを下方に運ぶ。なお、図3においては、駆動ローラ14a等を回転させるローラ駆動モータの図示を省略している。
縦シール機構15は、チューブ13bに巻き付いた筒状フィルムFmの重なり部分を、一定の圧力でチューブ13bに押しつけながら加熱して縦にシールする機構である。この縦シール機構15は、チューブ13bの正面側に位置しており、ヒーターや、そのヒーターにより加熱され筒状フィルムFmの重なり部分に接触するヒータベルトを有している。また、縦シール機構15は、図示しないが、ヒータベルトをチューブ13bに近づけたり遠ざけたりするための駆動装置も備えている。
横シール機構17は、成形機構13、プルダウンベルト機構14および縦シール機構15の下方に配置されている。横シール機構17は、ヒーターを内蔵する一対のシールジョー51を含む機構である(図3、図7および図8を参照)。
物品移送装置4は、下シール部B1に向かって筒状フィルムFm内を落ちていく物品(図8の物品群C2を参照)を鉛直方向にコンパクト化する目的で配備されている装置である。この物品移送装置4を配備することで、下シール部B1に続く筒状フィルムFmの中における物品群の充填率が向上し、物品群が内側に存在する状態の筒状フィルムFmの内部空間におけるデッドスペース(物品が存在しないスペース)が少なくなる。具体的には、物品移送装置4がなければ、筒状フィルムFmの内部空間における物品群の分布状態は逆円錐状になるが、物品移送装置4を配備することで、下シール部B1の直上空間の両サイド部分にも物品が入り込むようになる。
制御装置90は、計量機2の制御、物品移送装置4のエアー遮断弁4aの開閉制御、および製袋包装機3の制御を行うものであって、CPU、ROM、RAMなどから構成されている。制御装置90は、図1および図2に示す操作スイッチ類7やタッチパネル式ディスプレイ8から入力された操作や設定に従って、フィルム供給ユニット6や製袋包装ユニット5の各機構の駆動部分などを制御する。また、制御装置90は、計量機2のフィーダ、プールホッパ24、計量ホッパ25などの駆動を制御する。さらに、制御装置90は、計量機2および製袋包装機3にある各種センサから必要な情報を取り込み、その情報を各種制御において利用する。
(1)
物品移送装置4は、計量機2から落下してくる物品群(図3の物品群Cを参照)を、漏斗状構造体40の上端開口40aから受け入れる。その後、物品群は、漏斗状構造体40の内側空間S2を落下していき(図7の物品群C3を参照)、漏斗状構造体40の下端開口40bから物品群を製袋包装機3のチューブ13bの中へと落とす(図8の物品群C3を参照)。物品群が漏斗状構造体40の内側空間S2を落下しているときには、高圧空気供給管49から漏斗状構造体40の高圧空気供給空間S1へと高圧空気が送り込まれており、高圧空気供給空間S1にある高圧空気が、螺旋状に並ぶ多数の空気噴出穴41cから内側空間S2へと吹き出されている。製袋包装機3では連続的に袋Bが製造されており、製袋包装機3のチューブ13bにつながっている物品移送装置4の内側空間S2でも、上から下へと流れる空気流が生じている。この空気流に螺旋状に並ぶ空気噴出穴41cから吹き出される空気が合流することで、漏斗状構造体40の内側空間S2には、図7及び図8において二点鎖線で示すような、漏斗状構造体40の内周面40cに沿った螺旋状の下向きの空気の旋回流が生じる。
また、本実施形態に係る物品移送装置4では、下端開口40bから上端開口40aに向けて内側空間S2の断面積は徐々に大きくなり、内側空間S2を囲う面、すなわち内側漏斗部材41の内周面40cの鉛直線に対する傾斜角度は3°〜25°の範囲に設定されている。このため、内側漏斗部材41の内周面40cに急な段差部は存在せず、物品が内周面40cに衝突することによる物品の損傷は殆ど起きない。内側漏斗部材41に形成された螺旋状に並ぶ空気噴出穴41cから吹き出される空気は、内周面40cに沿った螺旋状の旋回流となり、物品が内周面40cに衝突するときの衝突エネルギーを緩和あるいは吸収するからである。
・サンプル(物品):コーンチップ
・能力:連続製袋で120bpm(1分間に120袋)〜130bpm
・袋サイズA:幅152mm、高さ200mm(幅140mm、高さ190mm)
・袋サイズB:幅152mm、高さ178mm(幅140mm、高さ170mm)
*A,Bとも、括弧内は袋内の物品が占める領域
<使用した計量機、物品移送装置および製袋包装機>
・計量機:株式会社イシダ製のCCW−R−214W
・製袋包装機:株式会社イシダ製のATLAS
・図4〜6に示す上述の物品移送装置4
<実験内容および評価基準>
物品移送装置4を配備しない状態では横シール部分にコーンチップが噛み込む不良が5%以上生じていた、上述の小さい袋サイズに挑戦している実験条件において、物品移送装置4を追加した包装システムで、横シール部分への噛み込み率(シール不良率)が許容範囲に収まるかどうかを評価する。
シール不良率が、許容範囲である1%以下に下がった。
(A)
上記の実施形態では、製袋包装時において物品移送装置4のエアー遮断弁4aを常時開けているという前提で説明を行っているが、製袋包装機3の横シール動作のタイミングに合わせてエアー遮断弁4aを開閉させることも考えられる。
また、上記の実施形態では、漏斗状構造体40に2つの漏斗部材41,43の間に高圧空気供給空間S1を形成し、そこに高圧空気を供給しているが、外側漏斗部材43をなくし、内側漏斗部材41の空気噴出穴41cに高圧空気供給用のチューブを直接つなげてもよい。
3 製袋包装機
4 物品移送装置
13 成形機構
13a フォーマー
13b チューブ
17 横シール機構
40 漏斗状構造体(筒状部)
40a 漏斗状構造体の上端開口
40b 漏斗状構造体の下端開口
40c 漏斗状構造体の内周面(=内側漏斗部材の内周面)
41 内側漏斗部材
41c 螺旋状に配列されている内側漏斗部材の多数の空気噴出穴
43 外側漏斗部材
45 上部環状蓋部材
47 下部環状蓋部材
49 高圧空気供給管(気体吹出部)
90 制御装置
100 高圧空気供給源
B 袋
F シート状フィルム(包材)
Fm 筒状フィルム(筒状の包材)
S1 高圧空気供給空間
S2 漏斗状構造体の内側空間
Claims (4)
- 筒状の包材を横シールすることで上方から落下してくる物品が充填された袋を前記筒状の包材から製造する製袋包装機へ、物品を落下させる物品移送装置であって、
上方から落下してくる物品を受け入れるための上端開口と、前記製袋包装機へと物品を落とすための下端開口と、前記上端開口と前記下端開口との間の空間である内側空間とが形成され、前記内側空間の下部の断面積よりも前記内側空間の上部の断面積のほうが大きく、内周面に螺旋状に配置された複数の穴が形成されている、筒状部と、
前記筒状部の複数の前記穴から、前記筒状部の前記内側空間に向けて気体を吹き出させる気体吹出部と、
を備えた、物品移送装置。 - 前記筒状部の内側空間の断面積は、前記下端開口から前記上端開口に向けて徐々に大きくなっている、
請求項1に記載の物品移送装置。 - 前記筒状部の内周面の鉛直線に対する傾斜角度は、3°〜25°である、
請求項1又は2に記載の物品移送装置。 - シート状の包材を筒状に成形するフォーマー部と、前記フォーマー部で筒状となった包材の中に物品がある状態において筒状の包材を横シールする横シール部とを有し、物品が充填された袋を製造する、製袋包装機と、
前記フォーマー部の上方に位置し、前記筒状の包材の内部空間に向けて物品を落下させる、請求項1から3のいずれかに記載の物品移送装置と、
を備えた包装システム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011030773A JP5666936B2 (ja) | 2011-02-16 | 2011-02-16 | 物品移送装置およびそれを備えた包装システム |
| CN2012200490793U CN202557819U (zh) | 2011-02-16 | 2012-02-15 | 物品输送装置和具有它的包装系统 |
| AU2012100175A AU2012100175A4 (en) | 2011-02-16 | 2012-02-16 | Article transfer device and packaging system provided with same |
| EP12155833.2A EP2489596B1 (en) | 2011-02-16 | 2012-02-16 | Article transfer device and packaging system provided with same |
| US13/398,040 US20120204522A1 (en) | 2011-02-16 | 2012-02-16 | Article transfer device and packaging system provided with same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011030773A JP5666936B2 (ja) | 2011-02-16 | 2011-02-16 | 物品移送装置およびそれを備えた包装システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012166836A true JP2012166836A (ja) | 2012-09-06 |
| JP5666936B2 JP5666936B2 (ja) | 2015-02-12 |
Family
ID=45655979
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011030773A Expired - Fee Related JP5666936B2 (ja) | 2011-02-16 | 2011-02-16 | 物品移送装置およびそれを備えた包装システム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20120204522A1 (ja) |
| EP (1) | EP2489596B1 (ja) |
| JP (1) | JP5666936B2 (ja) |
| CN (1) | CN202557819U (ja) |
| AU (1) | AU2012100175A4 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019529174A (ja) * | 2016-09-15 | 2019-10-17 | サクミ・イモラ・ソシエタ・コーペラティバSacmi Imola S.C. | 圧縮成形ラインのために落下により高分子材料の投与体を移送するための要素 |
| WO2021111679A1 (ja) * | 2019-12-02 | 2021-06-10 | 中西機械株式会社 | 被計量物の加速機、及び被計量物の計量包装システム |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013067161A1 (en) * | 2011-11-01 | 2013-05-10 | Altria Client Services Inc. | Apparatus and method for packaging loose product |
| CN103991587B (zh) * | 2014-06-13 | 2016-08-24 | 喻安义 | 一种全自动床上用品包装消毒机 |
| US10198556B2 (en) * | 2014-10-16 | 2019-02-05 | Randy HERMAN | Medicament compilation and dispensation system |
| CN107380541B (zh) * | 2017-08-09 | 2019-05-03 | 重庆合川盐化工业有限公司 | 一种食盐包装系统 |
| DE102019105623A1 (de) * | 2019-03-06 | 2020-09-10 | Rovema Gmbh | Transfereinrichtung zur Anordnung an einer Schlauchbeutelmaschine |
| US11583477B2 (en) | 2019-06-28 | 2023-02-21 | Papapill, Llc | Medication dispensing system |
| BR112022011415A2 (pt) | 2019-12-20 | 2022-08-30 | Ulma Packaging S Coop | Máquina de embalagem vertical |
| EP4074610A1 (de) * | 2021-04-14 | 2022-10-19 | GREIF-VELOX Maschinenfabrik GmbH | Verfahren zum befüllen eines zumindest teilweise gasdurchlässigen behältnisses |
| CN113291550B (zh) * | 2021-06-24 | 2022-11-25 | 湖北庄康生物科技股份有限公司 | 一种化工复合营养肥颗粒装袋封口机 |
| CN114180121A (zh) * | 2021-11-26 | 2022-03-15 | 重庆芭蕉人食品有限公司 | 便捷式小火锅底料灌装设备 |
| CN114919807B (zh) * | 2022-06-08 | 2023-09-05 | 江西保太有色金属集团有限公司 | 一种磷铜球塑料袋的封装设备 |
| CN115872002B (zh) * | 2023-01-19 | 2023-04-25 | 广东盛威机械科技有限公司 | 一种立式食品包装机 |
| CN116946430A (zh) * | 2023-04-10 | 2023-10-27 | 湖南迪博制药有限公司 | 一种人工牛黄制备的包装装置 |
| CN118255012B (zh) * | 2024-05-29 | 2024-07-19 | 风之虎研盐实验室科技(江苏)有限公司 | 一种医药高纯盐生产用全自动包装设备 |
| CN119240058B (zh) * | 2024-12-03 | 2025-03-14 | 湖南新域节能科技有限公司 | 一种自动化干果落盘包装设备 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61190410A (ja) * | 1985-02-18 | 1986-08-25 | イーラパツク・リサーチ・アンド・デイベロツプメント・エスアー | 垂直式チユーブ状バツグ製造機 |
| JPH04100409U (ja) * | 1991-01-23 | 1992-08-31 | ||
| JPH04118304U (ja) * | 1991-02-04 | 1992-10-22 | 株式会社三和自動機製作所 | 製袋充填包装装置 |
| US6220000B1 (en) * | 1998-09-08 | 2001-04-24 | Rovema Verpackungsmaschin Gmbh | Packaging device |
| JP2002179009A (ja) * | 2000-12-19 | 2002-06-26 | Tokyo Autom Mach Works Ltd | 縦形製袋充填包装機の製袋チューブ |
| JP2002347705A (ja) * | 2001-05-28 | 2002-12-04 | Muraoka Shokuhin Kogyo Kk | ピロー包装機 |
| AU763800B2 (en) * | 1998-11-12 | 2003-07-31 | Rovema Verpackungsmaschinen Gmbh | Device and method for packaging |
| GB2387369A (en) * | 2002-04-09 | 2003-10-15 | Kenneth Winston Franklin | Packaging of free-flowing products |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2899875A (en) * | 1959-08-18 | leasure | ||
| EP0197593A1 (de) * | 1985-04-06 | 1986-10-15 | Fa. Toma | Pneumatische Beschleunigungsvorrichtung für Schütt- und ähnliche kleinstückige Massengüter |
| US6119438A (en) * | 1995-06-30 | 2000-09-19 | Kliklok Corporation | Transitional product flow and adaptive control |
| EP0811557A3 (en) | 1996-06-04 | 1998-12-30 | ISHIDA CO., Ltd. | Transverse sealer for a packaging machine |
| US6021821A (en) * | 1998-10-15 | 2000-02-08 | Xerox Corporation | Particulate processing apparatus |
-
2011
- 2011-02-16 JP JP2011030773A patent/JP5666936B2/ja not_active Expired - Fee Related
-
2012
- 2012-02-15 CN CN2012200490793U patent/CN202557819U/zh not_active Expired - Fee Related
- 2012-02-16 US US13/398,040 patent/US20120204522A1/en not_active Abandoned
- 2012-02-16 AU AU2012100175A patent/AU2012100175A4/en not_active Ceased
- 2012-02-16 EP EP12155833.2A patent/EP2489596B1/en not_active Not-in-force
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61190410A (ja) * | 1985-02-18 | 1986-08-25 | イーラパツク・リサーチ・アンド・デイベロツプメント・エスアー | 垂直式チユーブ状バツグ製造機 |
| US4738287A (en) * | 1985-02-18 | 1988-04-19 | Ilapak Research & Development S.A. | Tubular bag filling machine |
| JPH04100409U (ja) * | 1991-01-23 | 1992-08-31 | ||
| JPH04118304U (ja) * | 1991-02-04 | 1992-10-22 | 株式会社三和自動機製作所 | 製袋充填包装装置 |
| US6220000B1 (en) * | 1998-09-08 | 2001-04-24 | Rovema Verpackungsmaschin Gmbh | Packaging device |
| AU763800B2 (en) * | 1998-11-12 | 2003-07-31 | Rovema Verpackungsmaschinen Gmbh | Device and method for packaging |
| JP2002179009A (ja) * | 2000-12-19 | 2002-06-26 | Tokyo Autom Mach Works Ltd | 縦形製袋充填包装機の製袋チューブ |
| JP2002347705A (ja) * | 2001-05-28 | 2002-12-04 | Muraoka Shokuhin Kogyo Kk | ピロー包装機 |
| GB2387369A (en) * | 2002-04-09 | 2003-10-15 | Kenneth Winston Franklin | Packaging of free-flowing products |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019529174A (ja) * | 2016-09-15 | 2019-10-17 | サクミ・イモラ・ソシエタ・コーペラティバSacmi Imola S.C. | 圧縮成形ラインのために落下により高分子材料の投与体を移送するための要素 |
| WO2021111679A1 (ja) * | 2019-12-02 | 2021-06-10 | 中西機械株式会社 | 被計量物の加速機、及び被計量物の計量包装システム |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2489596A2 (en) | 2012-08-22 |
| AU2012100175A4 (en) | 2012-03-15 |
| EP2489596B1 (en) | 2014-04-02 |
| JP5666936B2 (ja) | 2015-02-12 |
| EP2489596A3 (en) | 2013-04-17 |
| CN202557819U (zh) | 2012-11-28 |
| US20120204522A1 (en) | 2012-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5666936B2 (ja) | 物品移送装置およびそれを備えた包装システム | |
| US8776485B2 (en) | Form-fill-seal machine | |
| AU2014279317B2 (en) | Packing method and packaging device for implementing packing method | |
| JP3906161B2 (ja) | 高純度のポリシリコン砕片の低コストで汚染の少ない包装方法及び包装装置、並びに自動包装機械の使用 | |
| CN103086028B (zh) | 拆包装置和拆包方法 | |
| CN105775189B (zh) | 一种全自动筷子包装机 | |
| JP2002037206A (ja) | 縦型製袋包装機 | |
| JP5726823B2 (ja) | 多結晶シリコンを包装する方法 | |
| JP2012166832A (ja) | 包装機 | |
| US7644561B2 (en) | Apparatus for extracting air from packages | |
| JP2010083563A (ja) | 製袋包装機 | |
| CN214493519U (zh) | 一种坚果炒货类颗粒包装设备 | |
| JP2011006140A (ja) | 製袋包装機 | |
| JP5186205B2 (ja) | 袋包装体整形装置 | |
| CN205602176U (zh) | 颗粒包装机构 | |
| CN110023192B (zh) | 制袋包装机 | |
| JP3751395B2 (ja) | 包装機への物品供給装置及びその方法 | |
| JP2012062070A (ja) | 製袋包装装置 | |
| CN113071747A (zh) | 一种坚果炒货类颗粒包装设备 | |
| JP5412151B2 (ja) | 物品投入装置および物品投入方法 | |
| JP2011006141A (ja) | 製袋包装機 | |
| JP5575108B2 (ja) | 袋を充填するための装置 | |
| JP4550689B2 (ja) | 縦形製袋充填包装機 | |
| JP2004099127A (ja) | 製袋包装装置および製袋包装方法 | |
| JP2012001275A (ja) | 物品移送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140926 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141211 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5666936 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |