JP2012167603A - シリンダライナ - Google Patents
シリンダライナ Download PDFInfo
- Publication number
- JP2012167603A JP2012167603A JP2011029395A JP2011029395A JP2012167603A JP 2012167603 A JP2012167603 A JP 2012167603A JP 2011029395 A JP2011029395 A JP 2011029395A JP 2011029395 A JP2011029395 A JP 2011029395A JP 2012167603 A JP2012167603 A JP 2012167603A
- Authority
- JP
- Japan
- Prior art keywords
- film
- coated
- cylinder liner
- coating
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000000463 material Substances 0.000 claims abstract description 29
- 238000000576 coating method Methods 0.000 claims description 43
- 239000011248 coating agent Substances 0.000 claims description 36
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 22
- 229910021364 Al-Si alloy Inorganic materials 0.000 claims description 15
- 230000002093 peripheral effect Effects 0.000 claims description 12
- 229910052742 iron Inorganic materials 0.000 claims description 11
- 238000005507 spraying Methods 0.000 description 11
- 239000012528 membrane Substances 0.000 description 9
- 229910000838 Al alloy Inorganic materials 0.000 description 7
- 230000007423 decrease Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 229910000851 Alloy steel Inorganic materials 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 2
- 238000005422 blasting Methods 0.000 description 2
- 238000010285 flame spraying Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000007751 thermal spraying Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910001234 light alloy Inorganic materials 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
Images






Landscapes
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
Abstract
【課題】ライナ軸方向における温度差を小さくしつつ、シリンダブロックとの密着性を改善できるシリンダライナを提供する。
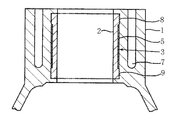
【解決手段】シリンダブロック1に鋳包まれるシリンダライナ2において、外周面3の軸方向における上部と中間部と下部に皮膜4,5,6が被覆され、前記上部と中間部に被覆されている皮膜4,5は皮膜材料が相違し、前記中間部と下部に被覆されている皮膜5,6は皮膜材料が相違している。次の構成でもよい。すなわち、シリンダブロック1に鋳包まれるシリンダライナ2において、外周面3の軸方向における上部と下部にブラスト処理面8,9が形成され、中間部に皮膜5が被覆されている。
【選択図】図1
【解決手段】シリンダブロック1に鋳包まれるシリンダライナ2において、外周面3の軸方向における上部と中間部と下部に皮膜4,5,6が被覆され、前記上部と中間部に被覆されている皮膜4,5は皮膜材料が相違し、前記中間部と下部に被覆されている皮膜5,6は皮膜材料が相違している。次の構成でもよい。すなわち、シリンダブロック1に鋳包まれるシリンダライナ2において、外周面3の軸方向における上部と下部にブラスト処理面8,9が形成され、中間部に皮膜5が被覆されている。
【選択図】図1
Description
本発明は、シリンダブロックに鋳包まれるシリンダライナに関する。
自動車用エンジンにおいてアルミニウム合金等からなるシリンダブロックに鋳鉄製等のシリンダライナが鋳包まれる場合がある。この場合、エンジン稼動時に、シリンダライナの温度は軸方向において上部で高く、下部で低くなり、軸方向に温度差を生じる。この温度差を解消するために、特許文献1では、シリンダライナの外周上部に高熱伝導皮膜(Al−Si合金)を被覆し、外周下部に低熱伝導皮膜(鉄系材料)を被覆している。これにより、シリンダライナ上部とシリンダブロックとの熱伝導性が向上し、シリンダライナ下部とシリンダブロックとの熱伝導性が低下するので、シリンダライナの軸方向における温度差を小さくすることができる。
特許文献1では、シリンダライナの下部に低熱伝導材(鉄系材料)を被覆しているが、密着性の点で改善の余地がある。
本発明の目的は、ライナ軸方向における温度差を小さくしつつ、シリンダブロックとの密着性を改善できるシリンダライナを提供することである。
本発明は、シリンダブロックに鋳包まれるシリンダライナにおいて、外周面の軸方向における上部と中間部と下部に皮膜が被覆され、前記上部と中間部に被覆されている皮膜は皮膜材料が相違し、前記中間部と下部に被覆されている皮膜は皮膜材料が相違していることを特徴とする。
前記上部と中間部と下部に被覆されている皮膜は例えば、熱伝導率が上部の皮膜で高く、中間部の皮膜で低く、接合強度は中間部の皮膜で低い場合、上部の皮膜と下部の皮膜で高くする。
前記上部と下部に被覆された皮膜はAl−Si合金からなり、膜厚は10〜300μmであり、前記中間部に被覆された皮膜は鉄系材料(例えば高合金鋼又はSUS等)からなり、膜厚は500〜1000μmであることが好ましい。
本発明は、次の構成でもよい。すなわち、本発明は、シリンダブロックに鋳包まれるシリンダライナにおいて、外周面の軸方向における上部と下部にブラスト処理面が形成され、中間部に皮膜が被覆されていることを特徴とする。
前記上部と下部のブラスト処理面と中間部に被覆されている皮膜は例えば、熱伝導率が上部のブラスト処理面で高く、中間部の皮膜で低く、接合強度は中間部の皮膜で低い場合、上部と下部のブラスト処理面で高くする。
前記中間部に被覆されている皮膜は鉄系材料からなり、膜厚は500〜1000μmであることが好ましい。
本発明によれば、シリンダライナにおいて、外周面の軸方向における上部と中間部と下部に皮膜が被覆され、前記上部と中間部に被覆されている皮膜は皮膜材料が相違しているので、上部に被覆される皮膜を中間部に被覆される皮膜の熱伝導率より高い皮膜とすることで、シリンダライナの軸方向における温度差を小さくすることができる。また、前記上部と中間部に被覆されている皮膜は皮膜材料が相違し、前記中間部と下部に被覆されている皮膜は皮膜材料が相違しているので、中間部の皮膜の接合強度が低い場合でも、上部と下部に接合強度の高い皮膜を被覆することでシリンダライナの密着性を高めることができる。
上部と下部に被覆される皮膜がAl−Si合金からなる場合、膜厚が10μm未満であると、シリンダライナとシリンダブロックとの密着性を充分確保できない。膜厚が10μm以上で、熱伝導性及び密着性とも優れるが、膜厚を300μmより厚くしても、熱伝導性や密着性の両方ともほとんど変化がなく、これ以上厚くしても経済的でない。中間部に被覆される皮膜が鉄系材料からなる場合、膜厚が500μm以上で、断熱効果が優れ、シリンダライナの軸方向における温度差を効果的に小さくすることができる。膜厚が1000μmを越えると、熱伝導性が低下するが、重量が増加するとともに、ライナ外周径が大きくなり、シリンダブロック全体の体積が増えてしまう不都合を生じる。また、これ以上厚くしても経済的でない。
シリンダライナにおいて、外周面の軸方向における上部と下部にブラスト処理面が形成され、中間部に皮膜が被覆されている場合、中間部に被覆される皮膜を上部のブラスト処理面の熱伝導率より低い皮膜とすることで、シリンダライナの軸方向における温度差を小さくすることができる。また、上部と下部はブラスト処理面であるので、中間部の皮膜の接合強度が低い場合でも、ブラスト処理により密着性を高めることができる。ブラスト処理面より熱伝導性が低い皮膜は、鉄系材料からなり、膜厚は500〜1000μmであることが好ましい。
以下、本発明の好適な実施形態を図面を参照しながら説明する。
図1において、シリンダブロック1はAl合金等の軽合金から形成され、シリンダライナ2は鋳鉄やAl合金から形成されている。シリンダライナ2は外周面3の軸方向における上部と中間部と下部に皮膜4,5,6が被覆されている。前記上部と中間部と下部に被覆されている皮膜4,5,6は熱伝導率が上部の皮膜4で高く、中間部の皮膜5で低く、接合強度が上部の皮膜4と下部6の皮膜で高く、中間部の皮膜5で低い。前記上部と下部に被覆された皮膜4,6は例えばAl−Si合金からなる皮膜で、膜厚は10〜300μmであり、前記中間部に被覆された皮膜5は例えば鉄系材料(SUSや高合金鋼等)からなる皮膜で、膜厚は500〜1000μmである。皮膜は例えば溶射によって被覆される。溶射は大きな面積を得るのに有利なワイヤー状の溶射材料を用いたアーク溶射又はフレーム溶射が好ましい。
上部に被覆された皮膜4はシリンダライナ2の上面から30〜40mm下方の位置まで施されている。中間部に被覆された皮膜5は上部の皮膜4の下に、シリンダブロック1に形成されているウォータジャケット7の下端位置に対応する位置まで施されている。下部に被覆された皮膜6は中間部の皮膜5の下にシリンダライナ2の下端まで施されている。
図6は、Al合金製のシリンダライナの外周面にAl−Si合金からなる溶射皮膜とSUS材からなる溶射皮膜を施した場合のシリンダライナとシリンダブロックとの熱伝導率を示す。熱伝導率は、Al−Si合金からなる溶射皮膜の膜厚150μmのときの熱伝導率を1として相対的に示している。
熱伝導率はレーザフラッシュ法により求めた。図3に示すように、所定の溶射皮膜を外周面に被覆したAl合金製のシリンダライナ2をAl合金製のシリンダブロック1に鋳包んで形成された鋳包構造体10から、ライナ部2Aの肉厚をL1、ライナ部2Aとブロック部1Aとの一体部の肉厚をL2としたときL1/L2=0.45となるように、テストピース20が切り出される。図3(a)に示されている二点鎖線は切り出し線を示す。すなわち、テストピース20は外径10mm、ライナ部2Aの肉厚1.35mm、ライナ部2Aとブロック部1Aとの一体部の肉厚3mmとなるように鋳包構造体10から切り出された。熱伝導率は、レーザ照射開始からテストピース20の裏面に熱が伝わるまでの時間を計測し、テストピース20の厚みより算出される。図4において、20はテストピース、21はレーザ装置、22は熱電対、23は直流アンプ、24はレコーダである。
Al−Si合金からなる溶射皮膜の場合、膜厚が10μm、150μm、300μmで熱伝導率が0.99、1.0、0.98となり、熱伝導率は略一定である。SUS材からなる溶射皮膜の場合、膜厚が150μm、500μm、750μmで熱伝導率が0.58、0.23、0.14となり、熱伝導率が低く、膜厚が増加するに従い、熱伝導率は減少し、断熱効果が大きくなる。膜厚が150μmでは、熱伝導率が0.58とやや高く、より高い断熱効果を得るためには膜厚が不足する。
したがって、シリンダライナ2の上部に被覆される皮膜4を熱伝導率の高いAl−Si合金からなる皮膜とし、中間部に被覆される皮膜を熱伝導率の低いSUS材からなる皮膜とすれば、シリンダライナ2の軸方向における温度差を小さくすることができる。
なお、Al−Si合金からなる皮膜をシリンダライナ2の下部に施した場合、Al−Si合金からなる皮膜は熱伝導率が高いが、軸方向の下部(例えばウォータジャケット7の下端よりも下方位置)ではライナ自体の温度が低く、高熱伝導皮膜を施してもシリンダブロック1に伝導する熱が少ないため、シリンダライナ2の軸方向の温度差を小さくする効果に与える影響は少ない。
図7は、Al合金製のシリンダライナの外周面にAl−Si合金からなる溶射皮膜とSUS材からなる溶射皮膜を施した場合のシリンダライナとシリンダブロックとの接合強度を示す。接合強度は、Al−Si合金からなる溶射皮膜の膜厚150μmのときの接合強度を1として相対的に示している。
接合強度は以下のようにして求めた。鋳包構造体10から20mm×20mmのテストピース30(図5参照)を作製する。ライナ部2Aとブロック部1Aの各々に専用治具31,32を接着剤で接着する。テストピース30を引張り試験機で矢印方向に引っ張り、ライナ部2Aとブロック部1Aが剥がれた強度を接合強度とする。
Al−Si合金からなる溶射皮膜の場合、膜厚5μmで接合強度が0.1となり、シリンダブロックとの接合強度が低い。膜厚が10μm、150μm、300μmでは、接合強度が0.72、1.0、0.96となり、シリンダブロックとの接合強度が高い。また、膜厚を厚くしていくと、接合強度の変化が少なくなることがわかる。
これに対して、SUS材からなる溶射皮膜の場合、膜厚が150μm、500μm、750μmで接合強度が0.6、0.52、0.36となり、シリンダブロックとの接合強度が低く、膜厚が厚くなるに従い、シリンダブロックとの接合強度が減少する。
したがって、本発明においては、シリンダライナ2の中間部に被覆される皮膜5が接合強度の低い鉄系材料からなる皮膜であっても、シリンダライナ2の上部と下部に被覆される皮膜4,6をシリンダブロック1との接合強度の高いAl−Si合金からなる皮膜とすれば、シリンダライナ2全体に対するシリンダブロック1とシリンダライナ2との密着性を高めることができる。
図2は本発明の別のシリンダライナを示す。このシリンダライナは上記実施形態で示したシリンダライナ2において、上部と下部の皮膜4,6をブラスト処理面としたものである。すなわち、本実施形態のシリンダライナ2はシリンダブロック1に鋳包まれるシリンダライナ2において、外周面3の軸方向における上部と下部にブラスト処理面8,9が形成され、中間部に皮膜5が被覆されている。
中間部に被覆される皮膜5を上部のブラスト処理面8の熱伝導率より低い皮膜とすることで、シリンダライナの軸方向における温度差を小さくすることができる。また、上部と下部はブラスト処理面8,9であるので、中間部の皮膜5より接合強度を高めることでシリンダブロック1とシリンダライナ2との密着性を高めることができる。
中間部に被覆される皮膜5は、例えば上記実施形態で示した鉄系材料(SUSや高合金鋼等)からなる皮膜が使用され、膜厚は500〜1000μmである。皮膜は例えば溶射によって被覆される。溶射は大きな面積を得るのに有利なワイヤー状の溶射材料を用いたアーク溶射又はフレーム溶射が好ましい。
なお、熱伝導率は中間部の皮膜5より下部のブラスト処理面9で低くすることが望ましいが、熱伝導率が中間部の皮膜5より下部のブラスト処理面9で高い場合であっても、軸方向の下部(例えばウォータジャケット7の下端よりも下方位置)ではライナ自体の温度が低く、シリンダブロック1に伝導する熱が少ないため、シリンダライナ2の軸方向の温度差を小さくする効果に与える影響は少ない。
1 シリンダブロック
2 シリンダライナ
3 ライナ外周面
4 上部に被覆された皮膜
5 中間部に被覆された皮膜
6 下部に被覆された皮膜
7 ウォータジャケット
8,9 ブラスト処理面
2 シリンダライナ
3 ライナ外周面
4 上部に被覆された皮膜
5 中間部に被覆された皮膜
6 下部に被覆された皮膜
7 ウォータジャケット
8,9 ブラスト処理面
Claims (6)
- シリンダブロックに鋳包まれるシリンダライナにおいて、外周面の軸方向における上部と中間部と下部に皮膜が被覆され、前記上部と中間部に被覆されている皮膜は皮膜材料が相違し、前記中間部と下部に被覆されている皮膜は皮膜材料が相違していることを特徴とするシリンダライナ。
- 前記上部と中間部と下部に被覆されている皮膜は、熱伝導率が上部の皮膜で高く、中間部の皮膜で低く、接合強度が上部の皮膜と下部の皮膜で高く、中間部の皮膜で低いことを特徴とする請求項1記載のシリンダライナ。
- 前記上部と下部に被覆された皮膜がAl−Si合金からなり、膜厚は10〜300μmであり、前記中間部に被覆された皮膜が鉄系材料からなり、膜厚は500〜1000μmであることを特徴とする請求項1又は2記載のシリンダライナ。
- シリンダブロックに鋳包まれるシリンダライナにおいて、外周面の軸方向における上部と下部にブラスト処理面が形成され、中間部に皮膜が被覆されていることを特徴とするシリンダライナ。
- 前記上部と下部のブラスト処理面と中間部に被覆されている皮膜は、熱伝導率が上部のブラスト処理面で高く、中間部の皮膜で低く、接合強度が上部と下部のブラスト処理面で高く、中間部の皮膜で低いことを特徴とする請求項4記載のシリンダライナ。
- 前記中間部に被覆されている皮膜が鉄系材料からなり、膜厚は500〜1000μmであることを特徴とする請求項4又は5記載のシリンダライナ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011029395A JP2012167603A (ja) | 2011-02-15 | 2011-02-15 | シリンダライナ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011029395A JP2012167603A (ja) | 2011-02-15 | 2011-02-15 | シリンダライナ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012167603A true JP2012167603A (ja) | 2012-09-06 |
Family
ID=46971980
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011029395A Withdrawn JP2012167603A (ja) | 2011-02-15 | 2011-02-15 | シリンダライナ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012167603A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014238044A (ja) * | 2013-06-07 | 2014-12-18 | 本田技研工業株式会社 | シリンダライナ |
| CN109958542A (zh) * | 2017-12-14 | 2019-07-02 | 福特全球技术公司 | 用于内燃发动机的气缸套和形成方法 |
| CN117136274A (zh) * | 2020-08-25 | 2023-11-28 | 辉门布尔沙伊德公司 | 用于内燃发动机的缸套或缸体 |
-
2011
- 2011-02-15 JP JP2011029395A patent/JP2012167603A/ja not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014238044A (ja) * | 2013-06-07 | 2014-12-18 | 本田技研工業株式会社 | シリンダライナ |
| CN109958542A (zh) * | 2017-12-14 | 2019-07-02 | 福特全球技术公司 | 用于内燃发动机的气缸套和形成方法 |
| CN117136274A (zh) * | 2020-08-25 | 2023-11-28 | 辉门布尔沙伊德公司 | 用于内燃发动机的缸套或缸体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012067740A (ja) | 鋳包用シリンダライナ | |
| JP2009264347A (ja) | 鋳包構造体 | |
| JP4491385B2 (ja) | 鋳ぐるみ用部品、シリンダブロック及びシリンダライナ製造方法 | |
| US8037860B2 (en) | Cylinder liner and engine | |
| WO2015130521A3 (en) | Turbine component cooling hole within a microsurface feature that protects adjoining thermal barrier coating | |
| KR102193427B1 (ko) | 접합 레이어가 있는 실린더 라이너 | |
| WO2014149996A3 (en) | Methods to improve hot workability of metal alloys | |
| JP2007016735A5 (ja) | ||
| JP2015518085A5 (ja) | ||
| JP2012167603A (ja) | シリンダライナ | |
| RU2015130685A (ru) | Способ изготовления тормозного диска, а также тормозной диск | |
| US20110232478A1 (en) | Cylinder liner | |
| JP2010513706A5 (ja) | ||
| MX2020005237A (es) | Tubo soldado chapado en al para uso de endurecimiento y miembro hueco chapado en al y metodo para producir el mismo. | |
| SG154408A1 (en) | Cathodic arc deposition coatings for turbine engine components | |
| WO2004090288A3 (en) | Controller thermal expansion of welds to enhance toughness | |
| US20140102659A1 (en) | Method for making an arrangement consisting of a cast part and a cast-in component | |
| WO2006054350A1 (ja) | 溶射金属めっき鋼管の製造方法 | |
| JP7312626B2 (ja) | 遮熱コーティング部品および遮熱コーティング部品の製造方法 | |
| JP6909969B2 (ja) | 鋼管及び鋼管の製造方法 | |
| RU2014129395A (ru) | Поверхностно-модифицированный магнитный материал | |
| CN101198712A (zh) | 气缸衬套涂敷涂层的方法 | |
| JP2022140742A (ja) | 電動アシスト自転車用トルクセンサ軸の製造方法 | |
| JPWO2019087649A1 (ja) | 鋼管 | |
| RU2010143096A (ru) | Способ подготовки поверхности слитков или заготовок из химически активных металлов и сплавов для горячей деформации |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |