JP2012170187A - 積層部品の製造方法 - Google Patents
積層部品の製造方法 Download PDFInfo
- Publication number
- JP2012170187A JP2012170187A JP2011027387A JP2011027387A JP2012170187A JP 2012170187 A JP2012170187 A JP 2012170187A JP 2011027387 A JP2011027387 A JP 2011027387A JP 2011027387 A JP2011027387 A JP 2011027387A JP 2012170187 A JP2012170187 A JP 2012170187A
- Authority
- JP
- Japan
- Prior art keywords
- manufacturing
- feeding
- laminated
- strip
- laser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Landscapes
- Manufacture Of Motors, Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
【課題】一部の形状が異なる複数の切除部材を積層接合し積層部品を製造する製造方法において、レーザ加工装置3における非加工時間を最小とし、かつ、多品種の積層部品を製造する場合のプレス加工装置5における段取り換えの確実性を向上することで、生産性を高めた積層部品の製造方法を提供する。
【解決手段】切除部材の形状が異なる部分の少なくも一部を、帯材10の連続送りに同期しながらレーザを掃引するレーザ掃引装置31a〜31dで行う。プレス加工装置5における帯材10の送りを間欠送りとし、レーザ加工装置3とプレス加工装置5の間に、帯材の送り速度を調整する送り速度調整装置4を備える。
多品種の積層部品を製造する場合に、レーザ加工装置3において品種判別用の判別記号を加工し、プレス加工装置5において判別記号を読み取り必要な段取り換え操作を行う。
【選択図】図1
【解決手段】切除部材の形状が異なる部分の少なくも一部を、帯材10の連続送りに同期しながらレーザを掃引するレーザ掃引装置31a〜31dで行う。プレス加工装置5における帯材10の送りを間欠送りとし、レーザ加工装置3とプレス加工装置5の間に、帯材の送り速度を調整する送り速度調整装置4を備える。
多品種の積層部品を製造する場合に、レーザ加工装置3において品種判別用の判別記号を加工し、プレス加工装置5において判別記号を読み取り必要な段取り換え操作を行う。
【選択図】図1
Description
本発明は、形状の一部が異なる複数の切除部材を帯材から切除加工し分離した後に積層接合し積層部品を製造する製造方法に関するものである。
帯材の切除加工において、レーザ加工とプレス加工を複合する従来技術1(例えば、特許文献1参照)がある。
また、形状の一部が異なる切除部材を帯材から切り抜く切除工程と、切除部材を積層する積層接合工程をプレス加工で行い積層部品を製造する従来技術2(例えば、特許文献2参照)がある。
また、形状の一部が異なる切除部材を帯材から切り抜く切除工程と、切除部材を積層する積層接合工程をプレス加工で行い積層部品を製造する従来技術2(例えば、特許文献2参照)がある。
従来技術1では、レーザ加工とプレス加工を複合して、帯材から切除部材を成形する工程が示されているが、レーザ加工時の帯材の送り方法についての詳細は記述されていない。
従来技術2では、金型の一部を移動させることで切除部材の形状の異なる部分をプレス加工しているが、多品種の積層部品を製造する場合の段取り換えについては記述されていない。
本発明は上記事情に鑑みてなされたものであり、レーザ加工を含むエネルギービーム加工工程における非加工時間を最小とし、かつ、多品種の積層部品を製造する場合の段取り換えの確実性を向上することで、生産性を高めた積層部品の製造方法を提供することを目的とする。
従来技術2では、金型の一部を移動させることで切除部材の形状の異なる部分をプレス加工しているが、多品種の積層部品を製造する場合の段取り換えについては記述されていない。
本発明は上記事情に鑑みてなされたものであり、レーザ加工を含むエネルギービーム加工工程における非加工時間を最小とし、かつ、多品種の積層部品を製造する場合の段取り換えの確実性を向上することで、生産性を高めた積層部品の製造方法を提供することを目的とする。
上記の課題を解決するため、請求項1に係る発明の特徴は、一部の形状が異なる複数の切除部材に帯材を切除加工する切除加工工程と、前記切除部材を積層接合する積層接合工程により積層部品を製造する製造方法において、
前記切除加工工程のうち前記切除部材の形状が異なる部分の少なくも一部を、前記帯材の送りに同期しながらエネルギービームを掃引するビーム加工工程で行い、前記ビーム加工工程における前記帯材の送りを連続送りとし、プレス加工工程における前記帯材の送りを間欠送りとし、前記ビーム加工工程と前記プレス加工工程の間に、帯材の送り速度調整手段を備えることである。
前記切除加工工程のうち前記切除部材の形状が異なる部分の少なくも一部を、前記帯材の送りに同期しながらエネルギービームを掃引するビーム加工工程で行い、前記ビーム加工工程における前記帯材の送りを連続送りとし、プレス加工工程における前記帯材の送りを間欠送りとし、前記ビーム加工工程と前記プレス加工工程の間に、帯材の送り速度調整手段を備えることである。
請求項2に係る発明の特徴は、請求項1に係る発明において、前記積層接合工程がカシメにより行われることである。
請求項3に係る発明の特徴は、請求項1または請求項2に係る発明において、多品種の前記積層部品を製造する場合に、前記ビーム加工工程において品種判別用の判別記号を加工し、前記プレス加工工程において前記判別記号を読み取り必要な段取り換え操作を行うことである。
請求項1に係る発明によれば、ビーム加工工程において、帯材を送りながらその送り速度に同期してエネルギービームを掃引して切除加工を行うので、間欠送りの場合に必要な送り中のビーム加工停止が無く最短時間でビーム加工工程を完了できる。
請求項2に係る発明によれば、積層接合をプレスによるカシメで行うので、積層接合のための特別な装置は不要となり、かつ、プレス工程の成形時間が長くなることはない。
請求項3に係る発明によれば、帯材に加工された判別記号をプレス加工工程で読み取ることで必要な段取り換えを行うので前工程の加工装置から品種情報を受け取る必要が無く、前工程の異常、停電による機械停止などで切除部材の品種情報が機械内から失われた場合にも、正しいプレス工程の実施が可能となる。
以下、本発明の積層部品の製造方法の形態をモータのステータコアの製造例に基づき、図1〜図8を参照しつつ説明する。
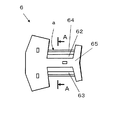
はじめにステータコアの構成について述べる。図2、3に示すようにステータコア6は板状の分割鉄心61、62、63、64、65を複数積層してカシメ接合して成形される。図2に示すコイル巻回部aは図3のA−A断面に示すように、コイル巻回密度を向上させるために角部が擬似R形状となっている。このため、積層される分割鉄心のコイル巻回部の幅を最下層と最上層に向かって段階的に小さくすることで擬似R形状を構成している。夫々の分割鉄心の平面形状を図4に示す、分割鉄心61が最下層の分割鉄心でその上に分割鉄心62、63が積層され所定枚数の分割鉄心64が積層された後に分割鉄心63、62が積層され最上層に分割鉄心65が積層される。分割鉄心61、65は外形形状が同一でカシメ部の形状のみが異なる、分割鉄心61はカシメ用の穴61aを備え、分割鉄心65はカシメ用の突起62aを備える。
はじめにステータコアの構成について述べる。図2、3に示すようにステータコア6は板状の分割鉄心61、62、63、64、65を複数積層してカシメ接合して成形される。図2に示すコイル巻回部aは図3のA−A断面に示すように、コイル巻回密度を向上させるために角部が擬似R形状となっている。このため、積層される分割鉄心のコイル巻回部の幅を最下層と最上層に向かって段階的に小さくすることで擬似R形状を構成している。夫々の分割鉄心の平面形状を図4に示す、分割鉄心61が最下層の分割鉄心でその上に分割鉄心62、63が積層され所定枚数の分割鉄心64が積層された後に分割鉄心63、62が積層され最上層に分割鉄心65が積層される。分割鉄心61、65は外形形状が同一でカシメ部の形状のみが異なる、分割鉄心61はカシメ用の穴61aを備え、分割鉄心65はカシメ用の突起62aを備える。
本発明の積層部品の製造方法の形態を、図1に示す積層部品製造ライン1に基づき説明する。
積層部品製造ライン1は帯材10を供給する帯材供給装置2と、帯材10に所定の切除部と判別記号を付与するレーザ加工装置3と、帯材10の送り速度を調整する送り速度調整装置4と、帯材にカシメ部を成形した後に帯材10から分割鉄心61〜65を打ち抜き積層するプレス加工装置5で構成され、所定のタクトタイムで稼動する。
レーザ加工装置3は発振器30a〜30dと、NC装置により位置制御されるガルバノミラーを用いてレーザを掃引するレーザ掃引装置31a〜31dを備えている。送り速度調整装置4は帯材10を引く引き込みローラ40と帯材10に所定の張力を与える可変ローラ41と帯材10を間欠的に送る送りローラ42を備えている。プレス加工装置5は所定の金型を備えた複数の加工ステーションからなりカシメ用の穴61a、突起62aを成形するカシメ成型部と、帯材10から分割鉄心61〜65を打ち抜き積層する積層接合部を備えている。
積層部品製造ライン1は帯材10を供給する帯材供給装置2と、帯材10に所定の切除部と判別記号を付与するレーザ加工装置3と、帯材10の送り速度を調整する送り速度調整装置4と、帯材にカシメ部を成形した後に帯材10から分割鉄心61〜65を打ち抜き積層するプレス加工装置5で構成され、所定のタクトタイムで稼動する。
レーザ加工装置3は発振器30a〜30dと、NC装置により位置制御されるガルバノミラーを用いてレーザを掃引するレーザ掃引装置31a〜31dを備えている。送り速度調整装置4は帯材10を引く引き込みローラ40と帯材10に所定の張力を与える可変ローラ41と帯材10を間欠的に送る送りローラ42を備えている。プレス加工装置5は所定の金型を備えた複数の加工ステーションからなりカシメ用の穴61a、突起62aを成形するカシメ成型部と、帯材10から分割鉄心61〜65を打ち抜き積層する積層接合部を備えている。
上記の積層部品製造ライン1で分割鉄心61を成形する工程を図5、6に基づき説明する。
帯材供給装置2から一定速度で供給される帯材10はレーザ掃引装置31aにより図5(a)に示す切除部611が切除され、さらに判別記号610を記入する。判別記号610の掃引時はレーザ照射エネルギー密度を切除加工時より小さくして帯材10の表面に酸化被膜を発生させ変色させることにより判読可能となる。このとき、帯材10は一定速度で送られていて、レーザは帯材10の送りに同期しながら所定の形状を帯材10に描くようにレーザ掃引装置31aにより掃引される。
以下同様にして、レーザ掃引装置31bにより図5(b)に示す切除部612が切除され、レーザ掃引装置31cにより図5(c)に示す切除部613が切除され、レーザ掃引装置31dにより図5(d)に示す切除部614が切除される。
ここで、レーザ掃引装置31a〜31cによる切除部の掃引が終了するとすぐに次の素材の掃引開始位置へガルバノミラーを駆動し次の掃引を開始する。ガルバノミラーは短時間で駆動できるため、帯材10を間欠送りする場合よりタクトタイムを短くすることができる。
帯材供給装置2から一定速度で供給される帯材10はレーザ掃引装置31aにより図5(a)に示す切除部611が切除され、さらに判別記号610を記入する。判別記号610の掃引時はレーザ照射エネルギー密度を切除加工時より小さくして帯材10の表面に酸化被膜を発生させ変色させることにより判読可能となる。このとき、帯材10は一定速度で送られていて、レーザは帯材10の送りに同期しながら所定の形状を帯材10に描くようにレーザ掃引装置31aにより掃引される。
以下同様にして、レーザ掃引装置31bにより図5(b)に示す切除部612が切除され、レーザ掃引装置31cにより図5(c)に示す切除部613が切除され、レーザ掃引装置31dにより図5(d)に示す切除部614が切除される。
ここで、レーザ掃引装置31a〜31cによる切除部の掃引が終了するとすぐに次の素材の掃引開始位置へガルバノミラーを駆動し次の掃引を開始する。ガルバノミラーは短時間で駆動できるため、帯材10を間欠送りする場合よりタクトタイムを短くすることができる。
レーザ加工装置3により所定の切除加工が行われた帯材10は連続回転する引き込みローラ40により送り速度調整装置4に引き込まれる。送りローラ42は後工程であるプレス加工装置5の間欠送りに同期した間欠回転をしており、帯材10をプレス加工装置5の送りピッチで間欠送りする。ここで、レーザ加工装置3によるタクトタイムとプレス加工装置5によるタクトタイムは同一に設定されている。このため、引き込みローラ40による連続送り速度と、送りローラ42による間欠送りの所定時間当りの平均送り速度は等しくなるように設定されているが、タクトタイム内では送り速度調整装置4の入り口と出口では帯材10の送り速度が異なる。引き込みローラ40と送りローラ42の間に帯材10に所定長さの余裕を与えることでこの速度変動を吸収している。帯材10に可変ローラ41により張力を与えて送り速度調整装置4内での帯材10のばたつきを防止している。
送り速度調整装置4により連続送りから間欠送りに変換された帯材10は、プレス加工装置5において、穴成形位置で停止した状態で図6(a)に示すカシメ用の穴61aがプレスにより成形される。次に間欠送りにより、打ち抜き位置で停止した状態で図6(b)に示す切除部616がプレスにより打抜かれ、分割鉄心61はプレス加工装置5の下部に備えた図示しない保持部に把持される。
分割鉄心62も同様にして図7(a)〜図7(d)に示すように判別記号620と切除部621〜624がレーザ加工装置3により加工される。ここで、分割鉄心61の切除部611〜614とは切除部621〜624の形状が異なるが、NC装置のレーザ掃引の軌跡データを切換えることで容易に形状変更に対応できる。
また、プレス加工装置5において、突起成形位置で図8(a)に示すようにカシメ用の突起62aがプレスにより成形され、図8(b)に示す切除部626がプレスにより打抜かれ、分割鉄心62は下部に備えた保持部に把持され分割鉄心61にカシメ接合される。
以下同様にして、分割鉄心63、所定枚数の分割鉄心64、分割鉄心63、分割鉄心62、分割鉄心65が順次成形積層されてステータコア6が成形される。成形されたステータコア6は図示しない搬出手段によりプレス加工装置5から搬出される。
また、プレス加工装置5において、突起成形位置で図8(a)に示すようにカシメ用の突起62aがプレスにより成形され、図8(b)に示す切除部626がプレスにより打抜かれ、分割鉄心62は下部に備えた保持部に把持され分割鉄心61にカシメ接合される。
以下同様にして、分割鉄心63、所定枚数の分割鉄心64、分割鉄心63、分割鉄心62、分割鉄心65が順次成形積層されてステータコア6が成形される。成形されたステータコア6は図示しない搬出手段によりプレス加工装置5から搬出される。
本発明によれば、レーザ加工装置3において帯材10を連続送りしながらレーザ掃引装置31a〜31dを作動させるので、間欠送り中のレーザ加工停止が無くより効率的にレーザ加工ができる。結果的にレーザ掃引装置の数を少なくできレーザ加工装置3を安価に構成できる、もしくはタクトタイムを短くでき生産性が向上する。
さらに、分割鉄心の形状の異なる部分と部品識別用の判別記号をレーザ加工装置の掃引データの変換のみで変更できるので、最小の段取り時間で多品種の部品を加工できる。プレス加工装置5において前記判別記号を読み取ることで必要な段取り変更を行うことができ、前工程の異常、停電による機械停止などで切除部材の品種情報が機械内から失われた場合にも、正しいプレス工程の実施が可能となる。
さらに、分割鉄心の形状の異なる部分と部品識別用の判別記号をレーザ加工装置の掃引データの変換のみで変更できるので、最小の段取り時間で多品種の部品を加工できる。プレス加工装置5において前記判別記号を読み取ることで必要な段取り変更を行うことができ、前工程の異常、停電による機械停止などで切除部材の品種情報が機械内から失われた場合にも、正しいプレス工程の実施が可能となる。
なお、本実施例ではエネルギービームとしてレーザを用いたが、ウォータジェットや、電子ビーム、火炎流による溶断などによってビーム加工工程を構成してもよい。
また、本実施例では速度調整装置4は帯材10に所定の張力を与える可変ローラ41を備えて余裕部のばたつきを防止しているが、基本的に、引き込みローラ40と送りローラ42の間に帯材10に所定長さの余裕を設け、余裕部のばたつきを防止する機能があればよい。例えば、帯材10の自重を利用して側面ガイドを設けてばたつきを防止してもよい。
さらに、本実施例では積層接合にカシメ接合を用いたが、接着や溶接により積層接合してもよい。この場合は、カシメ成形プレスの代わりに接着剤塗布装置や溶接装置を備えたライン構成となる。
また、本実施例では速度調整装置4は帯材10に所定の張力を与える可変ローラ41を備えて余裕部のばたつきを防止しているが、基本的に、引き込みローラ40と送りローラ42の間に帯材10に所定長さの余裕を設け、余裕部のばたつきを防止する機能があればよい。例えば、帯材10の自重を利用して側面ガイドを設けてばたつきを防止してもよい。
さらに、本実施例では積層接合にカシメ接合を用いたが、接着や溶接により積層接合してもよい。この場合は、カシメ成形プレスの代わりに接着剤塗布装置や溶接装置を備えたライン構成となる。
1:積層部品製造ライン 2:帯材供給装置 3:レーザ加工装置 4:送り速度調整装置 5:プレス加工装置 30a〜30d:発振器 31a〜31d:レーザ掃引装置
Claims (3)
- 一部の形状が異なる複数の切除部材に帯材を切除加工する切除加工工程と、前記切除部材を積層接合する積層接合工程により積層部品を製造する製造方法において、
前記切除加工工程のうち前記切除部材の形状が異なる部分の少なくとも一部を、前記帯材の送りに同期しながらエネルギービームを掃引するビーム加工工程で行い、前記ビーム加工工程における前記帯材の送りを連続送りとし、前記切除加工工程のうち前記ビーム加工工程で加工しない切除加工工程と前記積層接合工程をプレス加工工程で行い、前記プレス加工工程における前記帯材の送りを間欠送りとし、前記ビーム加工工程と前記プレス加工工程の間に、帯材の送り速度調整手段を備える積層部品の製造方法。 - 前記積層接合工程がカシメにより行われる請求項1に記載の積層部品の製造方法。
- 多品種の前記積層部品を製造する場合に、前記ビーム加工工程において品種判別用の判別記号を加工し、前記プレス加工工程において前記判別記号を読み取り必要な段取り換え操作を行う、請求項1または請求項2に記載の積層部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011027387A JP2012170187A (ja) | 2011-02-10 | 2011-02-10 | 積層部品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011027387A JP2012170187A (ja) | 2011-02-10 | 2011-02-10 | 積層部品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012170187A true JP2012170187A (ja) | 2012-09-06 |
Family
ID=46973747
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011027387A Withdrawn JP2012170187A (ja) | 2011-02-10 | 2011-02-10 | 積層部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012170187A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105917553A (zh) * | 2013-12-06 | 2016-08-31 | 金勒+施皮斯有限公司 | 用于制造用于叠片组尤其是电动机和发电机叠片组的叠片的方法、包括至少一个冲压机的设备以及按照所述方法制成的叠片和叠片组 |
| JP2021521767A (ja) * | 2018-04-13 | 2021-08-26 | アイピージー フォトニクス コーポレーション | 電気モータコアのレーザー支援機械加工 |
| JP2023079016A (ja) * | 2021-11-26 | 2023-06-07 | 日本発條株式会社 | モーターコアの製造方法及び製造装置 |
-
2011
- 2011-02-10 JP JP2011027387A patent/JP2012170187A/ja not_active Withdrawn
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105917553A (zh) * | 2013-12-06 | 2016-08-31 | 金勒+施皮斯有限公司 | 用于制造用于叠片组尤其是电动机和发电机叠片组的叠片的方法、包括至少一个冲压机的设备以及按照所述方法制成的叠片和叠片组 |
| JP2016540480A (ja) * | 2013-12-06 | 2016-12-22 | キーンレ ウント シュピース ゲーエムベーハー | ラミネーションパックのための、特に電気機械及び発電機のためのラミネーションを製造するための方法、少なくとも1つのパンチプレスを有する装置、並びに、その方法にしたがって製造されるラミネーション及びラミネーションパック |
| CN105917553B (zh) * | 2013-12-06 | 2019-03-01 | 金勒+施皮斯有限公司 | 用于制造用于叠片组的叠片的方法和包括冲压机的设备 |
| US10923994B2 (en) | 2013-12-06 | 2021-02-16 | Kienle + Spiess Gmbh | Method for producing lamellae for a lamellae package, in particular for electrical machines and generators, device having at least one punch press, and lamellae and lamellae package produced according to the method |
| JP2021521767A (ja) * | 2018-04-13 | 2021-08-26 | アイピージー フォトニクス コーポレーション | 電気モータコアのレーザー支援機械加工 |
| JP2023079016A (ja) * | 2021-11-26 | 2023-06-07 | 日本発條株式会社 | モーターコアの製造方法及び製造装置 |
| JP7689063B2 (ja) | 2021-11-26 | 2025-06-05 | 日本発條株式会社 | モーターコアの製造方法及び製造装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10923994B2 (en) | Method for producing lamellae for a lamellae package, in particular for electrical machines and generators, device having at least one punch press, and lamellae and lamellae package produced according to the method | |
| US10411568B2 (en) | Method of manufacturing laminated core | |
| CN107107141B (zh) | 顺序输送加工方法 | |
| JP5428945B2 (ja) | 皮膜層付き角線の皮膜剥離装置及び方法 | |
| JP2012170187A (ja) | 積層部品の製造方法 | |
| JP2016092949A (ja) | 打抜き方法 | |
| JP5972558B2 (ja) | 積層鉄心の製造方法 | |
| JP6438731B2 (ja) | 打抜き方法及び打抜き装置並びに積層鉄心の製造方法 | |
| CN110574255A (zh) | 用于将片材件连接为叠片组的设备和方法 | |
| JP6392089B2 (ja) | 打抜き方法及び打抜き装置並びに積層鉄心の製造方法 | |
| CN107222067B (zh) | 层叠铁芯的制造方法和层叠铁芯的制造装置 | |
| JP6400458B2 (ja) | 打抜き方法及び積層鉄心の製造方法 | |
| JP2019058987A (ja) | 製品廃材分離装置及び製品廃材分離方法 | |
| CN109672305B (zh) | 层叠铁芯的制造方法 | |
| JP6316783B2 (ja) | 積層鉄心の製造方法及び製造装置 | |
| JP2023062716A (ja) | 回転電機の積層鉄心製造方法及び積層鉄心製造装置 | |
| JP5557691B2 (ja) | 鉄心製造方法及び鉄心製造装置 | |
| KR101936298B1 (ko) | 코어 소재 절단장치와 이를 갖는 적층 코어 제조시스템 및 적층 코어 제조방법 | |
| JP4802069B2 (ja) | 積層体の製造方法およびその製造装置 | |
| JP6010670B2 (ja) | 順送加工方法 | |
| KR102922564B1 (ko) | 적층코어 제조장치 및 적층코어 제조방법 | |
| JP2007190571A (ja) | 打ち抜き廃片の再活用プレス方法及びその設備 | |
| JP6349501B2 (ja) | 電磁鋼板プレス金型構造 | |
| KR20260040699A (ko) | 적층코어 제조장치 및 적층코어 제조방법 | |
| JP2016087689A (ja) | 順送加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |