JP2012171016A - シャープエッジの加工方法 - Google Patents
シャープエッジの加工方法 Download PDFInfo
- Publication number
- JP2012171016A JP2012171016A JP2011054737A JP2011054737A JP2012171016A JP 2012171016 A JP2012171016 A JP 2012171016A JP 2011054737 A JP2011054737 A JP 2011054737A JP 2011054737 A JP2011054737 A JP 2011054737A JP 2012171016 A JP2012171016 A JP 2012171016A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- sharp edge
- press
- progressive die
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 46
- 230000000750 progressive effect Effects 0.000 claims abstract description 58
- 229910052751 metal Inorganic materials 0.000 claims description 60
- 239000002184 metal Substances 0.000 claims description 60
- 238000003672 processing method Methods 0.000 claims description 37
- 238000003825 pressing Methods 0.000 claims description 15
- 238000003754 machining Methods 0.000 claims description 14
- 238000012545 processing Methods 0.000 claims description 6
- 238000004519 manufacturing process Methods 0.000 abstract description 5
- 238000012937 correction Methods 0.000 description 33
- 230000015572 biosynthetic process Effects 0.000 description 15
- 238000005520 cutting process Methods 0.000 description 12
- 238000000465 moulding Methods 0.000 description 9
- 238000010586 diagram Methods 0.000 description 4
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 3
- 229910052737 gold Inorganic materials 0.000 description 3
- 239000010931 gold Substances 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 229910000906 Bronze Inorganic materials 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000010974 bronze Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 239000002893 slag Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images



Landscapes
- Forging (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
【解決手段】 20ミクロン以下のシャープエッジを形成するための1〜n個の成形型を形成した順送金型を用いて、ワークに第1のプレス加工を実施する第1のステップと、第1のステップの後に順送金型でワークに第2のプレス加工を実施する第2のステップと、第2のステップの後に順送金型でワークに第3のプレス加工を実施する第3のステップと、第3のステップの後に順送金型でワークに第nのプレス加工を実施する第nのステップと、を含むものである。
【選択図】図1
Description
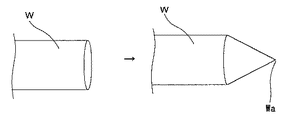
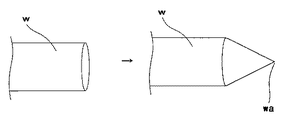
Wa シャープエッジ
1.2 金型
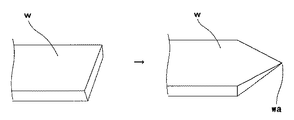
w 加工ワーク
wa シャープエッジ
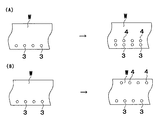
1.2 順送金型
3 パイロット穴
4 ピッチ補正穴
Claims (3)
- 棒状又は板状の金属製のワークの一端部にシャープエッジを形成する加工方法であって、所望の20ミクロン以下のシャープエッジをプレスの押圧方向に形成するための1〜n個の成形型を順次形成した順送金型を用いて、前記順送金型でワークに第1のプレス加工を実施する第1のステップと、該第1のステップの後に前記順送金型で前記ワークに第2のプレス加工を実施する第2のステップと、該第2のステップの後に前記順送金型で前記ワークに第3のプレス加工を実施する第3のステップと、該第3のステップの後に前記順送金型で前記ワークに第nのプレス加工を実施する第nのステップと、を含むことを特徴とするシャープエッジの加工方法。
- 前記順送金型で前記第1のステップから第nのステップまでを前記ワークを移送させながら実施することによりシャープエッジを有するワークを連続して加工することを特徴とする請求項1に記載のシャープエッジの加工方法。
- 棒状又は板状の金属製のワークの一端部にシャープエッジを形成する加工方法であって、所望の20ミクロン以下のシャープエッジをプレスの押圧方向に形成するための成形型を形成した単発金型を用いて、前記単発金型でワークにプレス加工を実施するステップを含むことを特徴とするシャープエッジの加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011054737A JP2012171016A (ja) | 2011-02-24 | 2011-02-24 | シャープエッジの加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011054737A JP2012171016A (ja) | 2011-02-24 | 2011-02-24 | シャープエッジの加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012171016A true JP2012171016A (ja) | 2012-09-10 |
Family
ID=46974407
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011054737A Pending JP2012171016A (ja) | 2011-02-24 | 2011-02-24 | シャープエッジの加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012171016A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105710266A (zh) * | 2016-04-06 | 2016-06-29 | 乐清市弘德金属有限公司 | 电锤钻头冷镦件成型工艺 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0639909A (ja) * | 1991-09-24 | 1994-02-15 | Sidel Sa | 型開閉装置 |
| JP2007023840A (ja) * | 2005-07-13 | 2007-02-01 | Akita Fine Blanking:Kk | Vgsタイプターボチャージャにおける可変翼の製造方法並びにこの方法によって製造された可変翼 |
-
2011
- 2011-02-24 JP JP2011054737A patent/JP2012171016A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0639909A (ja) * | 1991-09-24 | 1994-02-15 | Sidel Sa | 型開閉装置 |
| JP2007023840A (ja) * | 2005-07-13 | 2007-02-01 | Akita Fine Blanking:Kk | Vgsタイプターボチャージャにおける可変翼の製造方法並びにこの方法によって製造された可変翼 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105710266A (zh) * | 2016-04-06 | 2016-06-29 | 乐清市弘德金属有限公司 | 电锤钻头冷镦件成型工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10632636B2 (en) | Method for splitting end part of metal plate or metal rod | |
| CN104985029A (zh) | 一种新型在线精密折弯成型装置 | |
| CN104399827A (zh) | 一种浪形保持架冲孔凹模加工工艺 | |
| US9669449B2 (en) | Method for producing a through hole in a metallic body | |
| JP2012171016A (ja) | シャープエッジの加工方法 | |
| CN103769526B (zh) | 一种径向锻造成形丝杠的方法 | |
| WO2023145228A1 (ja) | アモルファス合金箔のせん断加工法 | |
| CN102729020A (zh) | 刀具的加工方法及专用模具 | |
| CN204194843U (zh) | 用于可调镗刀的镗杆 | |
| US9566641B2 (en) | Forging apparatus | |
| CN104438399B (zh) | 一种拉伸模具 | |
| CN204621103U (zh) | 一种加工石墨零件细长内孔的专用镗刀 | |
| EP2745953B1 (en) | A forging apparatus | |
| Ragu | Experimental analysis of die clearance distribution in a presstool assembly | |
| CN106891019A (zh) | 棒料切削设备及棒料切削方法 | |
| RU2380202C1 (ru) | Деформирующе-режущая протяжка | |
| CN202462009U (zh) | 一种机床定位工装 | |
| CN202639545U (zh) | 一种去除滚齿毛刺的装置 | |
| CN111791033A (zh) | 一种薄板棘轮加工方法 | |
| CN201895127U (zh) | 超特大锥形兜孔铜保持架成型铣孔刀具 | |
| CN210208475U (zh) | 一种杆部带槽螺栓加工装置 | |
| CN205290419U (zh) | 加工中心多工件加工装置 | |
| Begić-Hajdarević et al. | The effect of cutting parameters on surface roughness in high speed machining | |
| Nayse et al. | Productivity Improvement by Cycle Time Reduction in CNC Machining | |
| CN206824741U (zh) | 550kv组合电器动触头燕尾槽加工设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131217 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140131 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20140131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140916 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140918 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150310 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150427 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150825 |