JP2012172632A - グロープラグ制御装置、及び当該グロープラグ制御装置の製造方法 - Google Patents
グロープラグ制御装置、及び当該グロープラグ制御装置の製造方法 Download PDFInfo
- Publication number
- JP2012172632A JP2012172632A JP2011037405A JP2011037405A JP2012172632A JP 2012172632 A JP2012172632 A JP 2012172632A JP 2011037405 A JP2011037405 A JP 2011037405A JP 2011037405 A JP2011037405 A JP 2011037405A JP 2012172632 A JP2012172632 A JP 2012172632A
- Authority
- JP
- Japan
- Prior art keywords
- glow plug
- molding material
- control device
- cavity
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
Abstract
【解決手段】金型20内のキャビティ27にゲート25を通じて充填される成形材料によって周囲を覆われた板状の一次成型部と、一次成型部70に収容されてグロープラグの発熱を制御する制御部40とを備えるGCU100である。一次成型部70においてキャビティ27に開口するゲート25の開口部25aと対向する対向縁部71は、開口部25aに近接するほど板厚の減少する形状である。キャビティ27に充填される成形材料を、対向縁部71に沿って円滑に流動させることにより、成形材料から一次成型部70に作用する抵抗力は、低減される。
【選択図】図3
Description
図1は、本発明の第一実施形態によるグロープラグコントロールユニット(GCU:GLOW plug Control Unit)100を示している。GCU100は、電流の印加によって発熱する複数のグロープラグ、車両に搭載された内燃機関を制御する機関制御装置、及びバッテリ等の電源と接続されている。GCU100は、機関制御装置からの制御信号に基づいて、電源から供給される電力を、各グロープラグに供給する。
次に、GCU100の特徴部分について詳細に説明する。
図2に示される設置工程では、マルチチップモジュール10が、金型20に形成されたキャビティ27に設置される。具体的には、リード部材50の延出部50aと接続されたターミナル部材60が、割型22によって保持される。一次成型部70の対向縁部71がキャビティ27に開口するゲート25の開口部25aに対向するように、マルチチップモジュール10は、キャビティ27内に設置される。これにより、対向縁部71は、開口部25aに近接するほど板厚が減少する。また、一次成型部70の板面方向及びリード部材50の延出部50aの幅方向が、開口部25aから離間する離間方向に沿うように、マルチチップモジュール10は、キャビティ27内に設置される。
設置工程によって、キャビティ27内にマルチチップモジュール10を設置した後、各割型21〜23は、型閉じされる。そして、充填時の圧力によるキャビティ27からの成形材料の漏洩防止のために、各割型21〜23は型締めされる。
図3に示される充填工程では、型締め工程によって型締めされた金型20のキャビティ27に、溶融された成形材料が、ゲート25を通じて、予め設定された圧力にて充填される。ここで、充填された成形材料は、ゲート25の延伸方向に沿って開口部25aから離間する離間方向に流動する。故に、離間方向を、以下、成形材料の流動方向FDとする。ゲート25を通じてキャビティ27に充填された成形材料としての熱可塑性樹脂は、開口部25aと対向している対向縁部71に接触し、対向縁部71の一対の傾斜面74に沿って流動する。そして、成形材料は、一次成型部70等の周囲を囲む二次成型部80を形成する。
図4に示される離型工程では、充填工程によって充填された成形材料の凝固の後、各割型21〜23は型開きされる。そして、成形された二次成型部80を有するGCU100が、金型20内のキャビティ27から離型される。
図5〜図7に示される本発明の第二実施形態は、第一実施形態の変形例である。第二実施形態によるGCU200は、第一実施形態のマルチチップモジュール10(図1(a)参照)に相当するマルチチップモジュール210を備えている。また、GCU200を製造する工程において用いられる金型220が、第一実施形態の金型20(図2参照)とは異なっている。以下、第二実施形態によるGCU200の製造方法について、詳細に説明する。
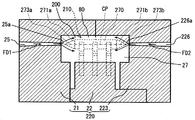
設置工程では、一次成型部270の一方の対向縁部271aがキャビティ27に開口するゲート25の開口部25aに対向するように、マルチチップモジュール210は、キャビティ27内に設置される。このマルチチップモジュール210の設置により、一次成型部270の他方の対向縁部271bは、キャビティ27に開口するゲート226の開口部226aに対向する。以上により、一対の開口部25a,226aと個々に対向する一対の対向縁部271a,271bは、対応する開口部25a,226aに近接するほど板厚が減少する。
充填工程では、型締め工程によって型締めされた金型220のキャビティ27に、溶融された成形材料が、ゲート25及びゲート226を通じて、予め設定された圧力にて充填される。ゲート25を通じてキャビティ27に充填された成形材料は、開口部25aと対向している対向縁部271aに接触し、対向縁部271aに沿って流動する。また、ゲート226を通じてキャビティ27に充填された成形材料は、開口部226aと対向している対向縁部271bに接触し、対向縁部271bに沿って流動する。そして、成形材料は、一次成型部270等の周囲を囲む二次成型部80を形成する。以上の充填工程の後、離型工程を経て、GCU200は製造される。
図8〜図10に示される本発明の第三実施形態は、第二実施形態の変形例である。第三実施形態によるGCU300は、第二実施形態のマルチチップモジュール210(図5参照)に相当する、マルチチップモジュール310を備えている。以下、第三実施形態によるGCU300について、詳細に説明する。
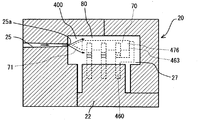
図11及び図12に示される本発明の第四実施形態は、第一実施形態の別の変形例である。第四実施形態によるGCU400では、一部のターミナル部材460の形状が第一実施形態のターミナル部材60(図1(b)参照)と異なっている。以下、第四実施形態によるGCU400について、詳細に説明する。
以上、本発明による複数の実施形態について説明したが、本発明は、上記実施形態に限定して解釈されるものではなく、本発明の要旨を逸脱しない範囲内において種々の実施形態及び組み合わせに適用することができる。
FD,FD1,FD2 流動方向
CP 一次成型部の仮想中心面
CP1 延出部の仮想中心面
10,210,310 マルチチップモジュール
20,220 金型
21,22,23,223 割型
25,226 ゲート
25a,226a 開口部
27 キャビティ
40 制御部
41 制御IC
42 パワーIC
50,250,350 リード部材
50a,250a,350a 延出部
51,251,351 第一延伸部
52,252,352 第二延伸部
252a,252b,352a,352b 対向側部
60,460 ターミナル部材(保持部材)
61 保持部
463 規制部
65 電気接続部
70,270,370 一次成型部(インサート部)
71,271a,271b,371a,371b 対向縁部
72,372a,372b 先端部分
73,273a,273b,373a,373b 角部
74 傾斜面
75 本体部
476 当接縁部
80 二次成型部
81 コネクタ部
81a 嵌合空間
82 係止爪
100,200,300,400 GCU(グロープラグ制御装置)
Claims (10)
- 金型内のキャビティにゲートを通じて充填される成形材料によって周囲を覆われた板状のインサート部と、前記インサート部に収容され、グロープラグと接続されることにより前記グロープラグの発熱を制御する制御部と、を備えるグロープラグ制御装置であって、
前記インサート部において前記キャビティに開口する前記ゲートの開口部と対向する対向縁部は、前記開口部に近接するほど板厚の減少する形状であることを特徴とするグロープラグ制御装置。 - 前記対向縁部は、前記インサート部の板面方向に沿う仮想平面に対して面対称な一対の傾斜面を有することを特徴とする請求項1に記載のグロープラグ制御装置。
- 前記インサート部の内部にて前記制御部と接続され、当該インサート部の外部に延出するリード部材と、
前記キャビティ内において前記リード部材を保持する保持部材と、をさらに備え、
前記対向縁部の先端部分は、前記インサート部の板面方向に沿い且つ当該インサート部の板厚方向の中心を通る仮想中心面よりも、前記保持部材側にずれて位置することを特徴とする請求項1に記載のグロープラグ制御装置。 - 前記対向縁部は、前記成形材料としての熱可塑性樹脂と接触することを特徴とする請求項1〜3のいずれか一項に記載のグロープラグ制御装置。
- 前記インサート部の内部にて前記制御部と接続され、当該インサート部の外部に延出する帯板状のリード部材、をさらに備え、
前記リード部材の幅方向は、前記開口部から離間する離間方向に沿うことを特徴とする請求項1〜4のいずれか一項に記載のグロープラグ制御装置。 - 前記リード部材の幅方向に向かい合う一対の側部のうち、前記離間方向と対向する一方の対向側部は、前記開口部に近接するほど板厚の減少する形状であることを特徴とする請求項5に記載のグロープラグ制御装置。
- 前記離間方向への前記インサート部の移動を規制する規制部を有し、前記キャビティ内において前記リード部材を保持する保持部材、をさらに備えることを特徴とする請求項5又は6に記載のグロープラグ制御装置。
- 前記金型に対向するように形成された一対の前記ゲートを通じて充填される前記成形材料によって周囲を覆われた前記インサート部を備えるグロープラグ制御装置であって、
前記キャビティに開口する前記一対のゲートの各開口部と個々に対向する一対の前記対向縁部は、対応する前記開口部に近接するほど板厚の減少する形状であることを特徴とする請求項1〜7のいずれか一項に記載のグロープラグ制御装置。 - 金型内のキャビティにゲートを通じて充填される成形材料によって周囲を覆われた板状のインサート部と、前記インサート部に収容され、グロープラグと接続されることにより前記グロープラグの発熱を制御する制御部と、を備えるグロープラグ制御装置の製造方法であって、
前記インサート部において板厚の減少する形状である対向縁部が、前記キャビティに開口する前記ゲートの開口部に対向するように、前記インサート部を前記キャビティ内に設置する設置工程と、
前記設置工程において、前記インサート部の設置された前記キャビティ内に、前記ゲートを通じて溶融された前記成形材料を充填する充填工程と、
を含むことを特徴とするグロープラグ制御装置の製造方法。 - 前記設置工程では、前記開口部から離間する離間方向に前記インサート部の板面方向が沿うように、当該インサート部を設置することを特徴とする請求項9に記載のグロープラグ制御装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011037405A JP5672057B2 (ja) | 2011-02-23 | 2011-02-23 | グロープラグ制御装置の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011037405A JP5672057B2 (ja) | 2011-02-23 | 2011-02-23 | グロープラグ制御装置の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012172632A true JP2012172632A (ja) | 2012-09-10 |
| JP5672057B2 JP5672057B2 (ja) | 2015-02-18 |
Family
ID=46975752
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011037405A Expired - Fee Related JP5672057B2 (ja) | 2011-02-23 | 2011-02-23 | グロープラグ制御装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5672057B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016013670A (ja) * | 2014-07-03 | 2016-01-28 | 株式会社デンソー | 樹脂成型品 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6047429A (ja) * | 1983-08-25 | 1985-03-14 | Fujitsu Ltd | 樹脂パッケ−ジの成形金型 |
| JPS63102246U (ja) * | 1986-12-22 | 1988-07-02 | ||
| JPH03277859A (ja) * | 1990-03-27 | 1991-12-09 | Nok Corp | 樹脂プーリおよびその製造方法 |
| JPH06111653A (ja) * | 1991-09-28 | 1994-04-22 | Omron Corp | 電気機器の端子金具インサート部成型方法 |
| JPH10296738A (ja) * | 1997-04-29 | 1998-11-10 | Ngk Spark Plug Co Ltd | インサート成形体及びその製造方法 |
| JP2002355866A (ja) * | 2001-05-31 | 2002-12-10 | Daiwa Kasei Ind Co Ltd | 射出成形方法 |
| JP2007296682A (ja) * | 2006-04-28 | 2007-11-15 | Nok Corp | インサート部品 |
| JP2009000854A (ja) * | 2007-06-20 | 2009-01-08 | Incs Inc | 射出成形装置 |
| JP2010164005A (ja) * | 2009-01-16 | 2010-07-29 | Denso Corp | グロープラグ通電制御装置 |
-
2011
- 2011-02-23 JP JP2011037405A patent/JP5672057B2/ja not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6047429A (ja) * | 1983-08-25 | 1985-03-14 | Fujitsu Ltd | 樹脂パッケ−ジの成形金型 |
| JPS63102246U (ja) * | 1986-12-22 | 1988-07-02 | ||
| JPH03277859A (ja) * | 1990-03-27 | 1991-12-09 | Nok Corp | 樹脂プーリおよびその製造方法 |
| JPH06111653A (ja) * | 1991-09-28 | 1994-04-22 | Omron Corp | 電気機器の端子金具インサート部成型方法 |
| JPH10296738A (ja) * | 1997-04-29 | 1998-11-10 | Ngk Spark Plug Co Ltd | インサート成形体及びその製造方法 |
| JP2002355866A (ja) * | 2001-05-31 | 2002-12-10 | Daiwa Kasei Ind Co Ltd | 射出成形方法 |
| JP2007296682A (ja) * | 2006-04-28 | 2007-11-15 | Nok Corp | インサート部品 |
| JP2009000854A (ja) * | 2007-06-20 | 2009-01-08 | Incs Inc | 射出成形装置 |
| JP2010164005A (ja) * | 2009-01-16 | 2010-07-29 | Denso Corp | グロープラグ通電制御装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016013670A (ja) * | 2014-07-03 | 2016-01-28 | 株式会社デンソー | 樹脂成型品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5672057B2 (ja) | 2015-02-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106158761B (zh) | 电力用半导体装置 | |
| KR100780830B1 (ko) | 반도체 장치 | |
| EP2963684B1 (en) | Power semiconductor device | |
| JP5252819B2 (ja) | 半導体装置およびその製造方法 | |
| US9698091B2 (en) | Power semiconductor device | |
| JP6004001B2 (ja) | 半導体装置 | |
| KR101168436B1 (ko) | 표면 장착 커넥터 | |
| JP2010071723A (ja) | 樹脂モールド半導体センサ及び製造方法 | |
| US10644423B2 (en) | Semiconductor module | |
| CN112816755A (zh) | 电子部件的固定结构和电流检测装置 | |
| CN113728427B (zh) | 半导体装置 | |
| US8242587B2 (en) | Electronic device and pressure sensor | |
| JP5672057B2 (ja) | グロープラグ制御装置の製造方法 | |
| JP5648527B2 (ja) | コネクタ付半導体装置とその製造方法 | |
| EP3546173B1 (en) | Method of manufacturing molded product for power module provided with terminal, product and terminal | |
| JP2008211124A (ja) | 半導体装置収納パッケージ | |
| JP2018157070A (ja) | 半導体装置 | |
| US7447041B2 (en) | Compression connection for vertical IC packages | |
| US20180102300A1 (en) | Connectable Package Extender for Semiconductor Device Package | |
| US10854540B2 (en) | Packaged IC component | |
| JP4710668B2 (ja) | キャパシタユニット、およびその製造方法 | |
| KR101096636B1 (ko) | 스피드 센서 | |
| JP6063777B2 (ja) | センサ装置 | |
| JP2007066787A (ja) | 電装モジュール及び電装ユニット | |
| JP5762856B2 (ja) | 電流センサ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140526 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140603 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140804 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141125 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141208 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5672057 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |