JP2012174710A - 多層配線板及びその製造方法 - Google Patents
多層配線板及びその製造方法 Download PDFInfo
- Publication number
- JP2012174710A JP2012174710A JP2011031975A JP2011031975A JP2012174710A JP 2012174710 A JP2012174710 A JP 2012174710A JP 2011031975 A JP2011031975 A JP 2011031975A JP 2011031975 A JP2011031975 A JP 2011031975A JP 2012174710 A JP2012174710 A JP 2012174710A
- Authority
- JP
- Japan
- Prior art keywords
- wiring
- insulating layer
- adhesive layer
- insulating
- main surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Landscapes
- Production Of Multi-Layered Print Wiring Board (AREA)
Abstract
【課題】歪みの発生を防止することが可能な多層配線板を提供する。
【解決手段】第1絶縁層2の一主面に配置された第1配線1、1aと、第2絶縁層12の一主面に配置された第2配線10と、第1絶縁層1の一主面及び第2絶縁層12の他の主面の間に配置された接着層14、並びに第2絶縁層12を貫通して設けられ、第1及び第2配線1a、10の間に配置されたビア絶縁体16と、接着層14及び第2絶縁層12を貫通して設けられ、第1及び第2配線1、10を電気的に接続するビア導体18とを備える。ビア絶縁体16及びビア導体18は、接着層14より大きなヤング率を有する
【選択図】図1
【解決手段】第1絶縁層2の一主面に配置された第1配線1、1aと、第2絶縁層12の一主面に配置された第2配線10と、第1絶縁層1の一主面及び第2絶縁層12の他の主面の間に配置された接着層14、並びに第2絶縁層12を貫通して設けられ、第1及び第2配線1a、10の間に配置されたビア絶縁体16と、接着層14及び第2絶縁層12を貫通して設けられ、第1及び第2配線1、10を電気的に接続するビア導体18とを備える。ビア絶縁体16及びビア導体18は、接着層14より大きなヤング率を有する
【選択図】図1
Description
本発明は、実装部品と多層配線板との電気的な接続信頼性を改善した多層配線板及び多層配線板の製造方法に関する。
携帯電子機器や薄型を要求される平面ディスプレイ(FPD)では、半導体チップや部品の小型化および端子の狭ピッチ化が進んでいる。これと同時に、情報関連機器では、信号周波数の広域化に対応して部品間を連結する配線の短距離化が求められている。このため、高密度、高性能を達成するためのプリント配線板(PCB)の多層化は必要不可欠となっている。
流動性を有する接着材を使用して一括プレスすることにより多層配線板を製造する方法が提案されている(特許文献1参照)。特許文献1に記載された製造方法では、電極部等の比較的に硬い部分の有無により表面に歪みが生じるおそれがある。このような歪みが存在する多層配線板の実装面に半導体素子等の部品をフリップチップボンディングにより実装するような場合、はんだバンプが形状不良となる。この結果、接続信頼性の高い状態で部品を多層配線板に実装することが困難になる。
多層配線板表面の歪みに起因する不具合を解消する方法として、多層配線板の両面を研磨して平坦化する方法(特許文献2参照)や、歪みが生じた箇所にソルダーレジストを塗布した後に、レーザ等により配線の接続部が露出するように形成した開口部に導電ペーストを埋める方法(特許文献3参照)が提案されている。
しかしながら、多層配線板を研磨して平坦化する方法では、多層配線板の表面に形成された接続部を含む配線の導体パターンも研磨されることになる。このため、導体パターンが薄化して回路抵抗が増大するといった不具合を招くおそれがある。更に、導体パターンの厚みよりも大きな歪みを解消することができないといった不具合も生じる。
ソルダーレジストを用いて歪みを解消する方法では、ソルダーレジストの厚みよりも大きな歪みを解消することができないといった問題がある。
上記問題点を鑑み、本発明の目的は、歪みの発生を防止することが可能な多層配線板及び多層配線板の製造方法を提供することにある。
本発明の第1の態様によれば、第1絶縁層の一主面に配置された第1配線と、第2絶縁層の一主面に配置された第2配線と、第1絶縁層の一主面及び第2絶縁層の他の主面の間に配置された接着層、並びに第2絶縁層を貫通して設けられ、第1及び第2配線の間に配置されたビア絶縁体と、接着層、及び第2絶縁層を貫通して設けられ、第1及び第2配線を電気的に接続するビア導体とを備え、ビア絶縁体及びビア導体は、接着層より大きなヤング率を有する多層配線板が提供される。
本発明の第2の態様によれば、第1絶縁層の一主面に第1配線を形成する工程と、第2絶縁層の一主面に第2配線を形成する工程と、第2絶縁層の他の主面に接着層及びマスクフィルムを積層する工程と、第1配線の中で第2配線と電気的に絶縁される第1配線に対応する位置において、第2配線の一部が露出するようにマスクフィルム、接着層及び第2絶縁層を貫通するダミービアホールを形成する工程と、ダミービアホールに接着層より大きなヤング率を有する絶縁性フィラーを含有する絶縁性ペーストを充填する工程と、第1配線の中で第2配線と電気的に接続される第1配線に対応する位置において、第2配線の一部が露出するようにマスクフィルム、接着層及び第2絶縁層を貫通するビアホールを形成する工程と、ビアホールに金属を含有する導電性ペーストを充填する工程と、マスクフィルムを除去して、絶縁性ペースト及び導電性ペーストを、それぞれに対応する第1配線に接触させる工程と、接着層を第1絶縁層に押圧しながら加熱することより、接着層と第1絶縁層を接着すると共に、導電性ペーストを硬化して第1及び第2配線を電気的に接続するビア導体を形成し、絶縁性ペーストを硬化して第1及び第2配線の間にビア絶縁体を形成する工程とを含む多層配線板の製造方法が提供される。
本発明によれば、歪みの発生を防止することが可能な多層配線板及び多層配線板の製造方法を提供することが可能となる。
以下図面を参照して、本発明の形態について説明する。以下の図面の記載において、同一または類似の部分には同一または類似の符号が付してある。但し、図面は模式的なものであり、厚みと平面寸法との関係、各層の厚みの比率等は現実のものとは異なることに留意すべきである。したがって、具体的な厚みや寸法は以下の説明を参酌して判断すべきものである。また図面相互間においても互いの寸法の関係や比率が異なる部分が含まれていることは勿論である。
又、以下に示す本発明の実施の形態は、本発明の技術的思想を具体化するための装置や方法を例示するものであって、本発明の技術的思想は、構成部品の材質、形状、構造、配置等を下記のものに特定するものでない。本発明の技術的思想は、特許請求の範囲に記載された技術的範囲内において、種々の変更を加えることができる。
本発明の実施の形態に係る多層配線板は、図1に示すように、第1配線1、1a、第1絶縁層2、第2配線10、第2絶縁層12、接着層14、ビア絶縁体16、ビア導体18を備える。第1配線1、1aは、第1絶縁層2の一主面に配置される。第2配線10は、第2絶縁層12の一主面に配置される。接着層14は、第1絶縁層2の一主面と、第2絶縁層12の他の主面との間に配置される。ビア絶縁体16及びビア導体18は、接着層14と第2絶縁層12とを貫通して設けられる。
ビア絶縁体16は、第2配線10と、第2配線10に電気的に絶縁される第1配線1aとの間に配置される。ビア導体18は、第2配線10と、第2配線10に電気的に接続される第1配線1との間に配置される。
第1配線1の間のピッチは0.35mm〜0.45mmである。第2配線10のビア導体18が配置される部分は、配線中に設けられた径が250μm程度のランド等の電極部である。
第1及び第2配線1、10として、銅等の低抵抗金属膜が用いられる。第1及び第2絶縁層2、12として、ポリイミド、液晶ポリマー等の厚さが30μm以下の樹脂フィルムが用いられる。接着層14として、エポキシ系等の熱硬化性樹脂フィルム、熱可塑性ポリイミド等の熱可塑性接着材、あるいは、ワニス等の流動性を有する樹脂が用いられる。
ビア絶縁体16として、接着層14より大きな弾性係数を有する絶縁性フィラーを含有する絶縁性ペースト等を熱硬化した絶縁性部材が用いられる。絶縁性ペーストとしては、アルミナやホウ酸アルミニウム等の粒状の絶縁性フィラーとエポキシ樹脂とを混合したペーストが用いられる。絶縁性フィラーには、粒状のアクリル樹脂等が含まれてもよい。
ビア導体18として、導電性ペースト等を熱硬化した導電性部材が用いられる。導電性ペーストとして、銀、金、銅、錫、ニッケル等の低抵抗金属フィラーを含有する導電性ペーストが用いられる。
従来の多層配線板においては、図1に示したような電気的に接続されない第1配線1aと第2配線10の間にはビアが配置されない。また、電気的に接続される第1配線1と第2配線10の間にはビア導体18が配置される。ビア導体18には金属フィラーが含まれているので、流動性を有する樹脂から成る接着層14に比べて弾性係数が大きい。例えば、ビア導体18のヤング率は約10GPa〜約100GPaであるのに対し、接着層14のヤング率は1GPaより小さい。このような場合、導電性ペーストを熱硬化してビア導体18を形成すると、第1配線1の近傍ではビア導体18により表面の平坦性が保持される。一方、第1配線1aの上方では接着層14が流動するため、第1配線1aの上方に位置する第2配線10の近辺に歪による凹みが生じてしまう。そのため、回路部品をフリップチップ実装する場合、第1配線1aの上方の第2配線10に接続されるハンダバンプが形状不良となり、接続信頼性の高い実装が困難となる。
一方、実施の形態に係る多層配線板では、図1に示したように、電気的に接続されない第1配線1aと第2配線10の間にビア絶縁体16が配置される。ビア絶縁体16には、アルミナやホウ酸アルミニウム等の絶縁性フィラーが含まれている。したがって、ビア絶縁体16の弾性係数は、接着層14より大きい。その結果、導電性ペーストの熱硬化の際に生じる歪を抑制することができる。
多層配線板表面の歪を抑制するためには、ビア絶縁体16の弾性係数は、ビア導体18と同じ程度の大きさが望ましい。即ち、ビア絶縁体16の弾性係数が、ビア導体18より小さければ、ビア絶縁体16近傍の表面に凹みが生じ、ビア導体18より大きければ、ビア絶縁体16近傍の表面に突起が生じる。ビア絶縁体16のヤング率は、ビア導体18のヤング率に対して、0.1倍〜10倍の範囲が望ましい。ビア絶縁体16のヤング率をビア導体18のヤング率に対して、0.1倍〜10倍の範囲とすることにより、ビア絶縁体16近傍の表面の平坦度が0.2%の許容範囲内に保持される。例えば、アルミナ90wt%、樹脂10wt%の絶縁性ペーストを用いることにより、上記範囲のビア絶縁体16を得ることができる。
このように、実施の形態によれば、ビア導体18が配置されない箇所にビア絶縁体16を配置することにより、多層配線板の表面に生じる歪を防止することができる。その結果、多層配線板表面の平坦性を保持することができ、実装される回路部品の接続信頼性を向上させることが可能となる。
実施の形態に係る多層配線板の製造方法を、図2〜図10を参照して説明する。なお、出発材料として、厚さが約20μm〜30μmのポリイミドフィルムからなる第1及び第2絶縁層2、12の表面に銅箔を張り合わせた銅張積層板(CCL)が用いられる。
図2に示すように、第1絶縁層2の一主面に第1配線1、1aを形成する。例えば、第1絶縁層2に貼り合わされた銅箔の表面にレジストパターンを形成する。レジストパターンをマスクとして、ウェットエッチング等により銅箔を選択的に除去する。レジストパターンを除去して、第1配線1、1aが形成される。
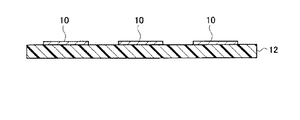
図3に示すように、第2絶縁層12の一主面に第2配線10を形成する。例えば、第2絶縁層12に貼り合わされた銅箔の表面にレジストパターンを形成する。レジストパターンをマスクとして、ウェットエッチング等により銅箔を選択的に除去する。レジストパターンを除去して、第2配線10が形成される。
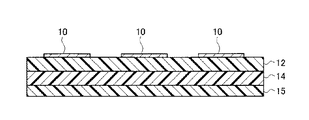
図4に示すように、第2絶縁層12の他の主面に、約100℃で約30秒間の熱ラミネート等により、接着層14及びマスクフィルム15を積層する。接着層14は、例えば、厚さが約25μmの流動性を有する熱硬化性樹脂フィルムである。マスクフィルム15は導電性ペースト印刷用で、例えば、厚さが約25μmのポリイミドフィルムである。
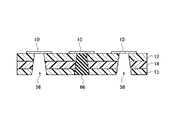
図5に示すように、所定の位置で、YAGレーザ等により、第2配線10の一部が露出するようにマスクフィルム15、接着層14、及び第2絶縁層12を貫通するダミービアホール56を形成する。ダミービアホール56は、第2配線10と電気的に絶縁される第1配線1aに対応する位置に形成される。
図6に示すように、スクリーン印刷等により、ダミービアホール56に絶縁性ペースト66を印刷して充填する。例えば、絶縁性ペースト66はアルミナ等の絶縁性フィラーとエポキシ樹脂とを90wt%/10wt%で混合したペーストである。
図7に示すように、所定の位置で、YAGレーザ等により、第2配線10の一部が露出するようにマスクフィルム15、接着層14、及び第2絶縁層12を貫通するビアホール58を形成する。ビアホール58は、第2配線10と電気的に接続される第1配線1に対応する位置に形成される。
図8に示すように、スクリーン印刷等により、ビアホール58に導電性ペースト68を印刷して充填する。例えば、導電性ペースト68は、銀等のはんだ材料を主成分とする導電性フィラーを含有する導電性ペーストである。
図9に示すように、マスクフィルム15を除去する。そして、絶縁性ペースト66を第1配線1aに接触させる。同時に、導電性ペースト68を第1配線1に接触させる。
図10に示すように、接着層14を第1絶縁層2に押圧しながら加熱することより、接着層14と第1絶縁層2を接着する。同時に、導電性ペースト68を硬化して第1配線1と第2配線10を電気的に接続するビア導体18を形成する。また、絶縁性ペースト66を硬化して第1配線1aと第2配線10の間にビア絶縁体16を形成する。このようにして、図1に示した多層配線板が製造される。
上述のように、ビア絶縁体16の形成は、ビア導体18の形成工程に準じて行うことができる。したがって、新たな工程や装置は不要であり、ビア絶縁体16の形成工程による製造コストの増加を抑制することができる。また、図9に示した導電性ペースト68及び絶縁性ペースト66の接着層14から突出した部分は押圧されて、それぞれ第1配線1、1a上に広がる。
硬化したビア絶縁体16及びビア導体18のヤング率は、それぞれ1GPa〜100GPaであり、接着層14より大きなヤング率を有する。したがって、多層配線基板の歪を低減して表面の平坦性を保持することができ、接続信頼性を向上させることが可能となる。
また、多層配線板の歪みを低減できるため、接着層14に流動性の小さな材料を選定する必要がなくなる。そのため、一般的に用いられている既存の材料を使用することが可能となり、信頼性の低下や材料コストの増加を回避することができる。
また、上記説明では、ダミービアホール56に絶縁性ペースト66を充填後に、ビアホール58を形成しているが、ダミービアホール56の形成前にビアホール58を形成してもよい。この場合、形成したビアホール58に導電性ペースト68を充填した後に、ダミービアホール56が形成される。
また、第1及び第2絶縁層2、12として、液晶ポリマー等の熱可塑性基材を用いてもよい。熱可塑性基材は、押圧条件により流動性を生じさせることができる。そのため、例えば図1に示した接着層14を使用せず、第1及び第2絶縁層2、12を直接接着させた構成を用いることが可能となる。
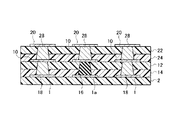
なお、実施の形態において、2層配線板を用いて説明したが、配線板の積層数は限定されず、3層以上の多層配線板であってもよい。例えば、図11に示すように、第2配線10を有する第2絶縁層12の上に、更に接着層24を介して第3配線20を有する第3絶縁層22を積層してもよい。第3配線20は、ビア導体28により第2配線10と電気的に接続される。また、図12に示すように、第3配線20と電気的に接続されない第2配線10aがある場合は、第3配線20と第2配線10aとの間にビア絶縁体26を配置すればよい。
(その他の実施の形態)
上記のように、本発明の実施の形態を記載したが、この開示の一部をなす論述及び図面はこの発明を限定するものであると理解すべきではない。この開示から当業者にはさまざまな代替実施の形態、実施例及び運用技術が明らかとなろう。したがって、本発明の技術的範囲は上記の説明から妥当な特許請求の範囲に係わる発明特定事項によってのみ定められるものである。
上記のように、本発明の実施の形態を記載したが、この開示の一部をなす論述及び図面はこの発明を限定するものであると理解すべきではない。この開示から当業者にはさまざまな代替実施の形態、実施例及び運用技術が明らかとなろう。したがって、本発明の技術的範囲は上記の説明から妥当な特許請求の範囲に係わる発明特定事項によってのみ定められるものである。
本発明は、多層配線板及びその製造方法に適用することができる。
1、1a…第1配線
2…第1絶縁層
10、10a…第2配線
12…第2絶縁層
14…接着層
15…マスクフィルム
16…ビア絶縁体
18…ビア導体
56…ダミービアホール
58…ビアホール
66…絶縁性ペースト
68…導電性ペースト
2…第1絶縁層
10、10a…第2配線
12…第2絶縁層
14…接着層
15…マスクフィルム
16…ビア絶縁体
18…ビア導体
56…ダミービアホール
58…ビアホール
66…絶縁性ペースト
68…導電性ペースト
Claims (3)
- 第1絶縁層の一主面に配置された第1配線と、
第2絶縁層の一主面に配置された第2配線と、
前記第1絶縁層の一主面及び前記第2絶縁層の他の主面の間に配置された接着層、並びに前記第2絶縁層を貫通して設けられ、前記第1及び第2配線の間に配置されたビア絶縁体と、
前記接着層、及び前記第2絶縁層を貫通して設けられ、前記第1及び第2配線を電気的に接続するビア導体とを備え、
前記ビア絶縁体及び前記ビア導体は、前記接着層より大きなヤング率を有することを特徴とする多層配線板。 - 前記ビア絶縁体のヤング率は、前記ビア導体のヤング率に対して、0.1倍〜10倍の範囲であることを特徴とする請求項1に記載の多層配線板。
- 第1絶縁層の一主面に第1配線を形成する工程と、
第2絶縁層の一主面に第2配線を形成する工程と、
前記第2絶縁層の他の主面に接着層及びマスクフィルムを積層する工程と、
前記第1配線の中で前記第2配線と電気的に絶縁される第1配線に対応する位置において、前記第2配線の一部が露出するように前記マスクフィルム、前記接着層及び前記第2絶縁層を貫通するダミービアホールを形成する工程と、
前記ダミービアホールに前記接着層より大きなヤング率を有する絶縁性フィラーを含有する絶縁性ペーストを充填する工程と、
前記第1配線の中で前記第2配線と電気的に接続される第1配線に対応する位置において、前記第2配線の一部が露出するように前記マスクフィルム、前記接着層及び前記第2絶縁層を貫通するビアホールを形成する工程と、
前記ビアホールに金属を含有する導電性ペーストを充填する工程と、
前記マスクフィルムを除去して、前記絶縁性ペースト及び前記導電性ペーストを、それぞれに対応する前記第1配線に接触させる工程と、
前記接着層を前記第1絶縁層に押圧しながら加熱することより、前記接着層と前記第1絶縁層を接着すると共に、前記導電性ペーストを硬化して前記第1及び第2配線を電気的に接続するビア導体を形成し、前記絶縁性ペーストを硬化して前記第1及び第2配線の間にビア絶縁体を形成する工程
とを含むことを特徴とする多層配線板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011031975A JP2012174710A (ja) | 2011-02-17 | 2011-02-17 | 多層配線板及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011031975A JP2012174710A (ja) | 2011-02-17 | 2011-02-17 | 多層配線板及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012174710A true JP2012174710A (ja) | 2012-09-10 |
Family
ID=46977398
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011031975A Withdrawn JP2012174710A (ja) | 2011-02-17 | 2011-02-17 | 多層配線板及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012174710A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015156435A (ja) * | 2014-02-20 | 2015-08-27 | 株式会社村田製作所 | 樹脂多層基板 |
| JPWO2016084375A1 (ja) * | 2014-11-28 | 2017-09-07 | 日本ゼオン株式会社 | 多層プリント配線板の製造方法 |
| JP2018152536A (ja) * | 2017-03-15 | 2018-09-27 | ミツミ電機株式会社 | 光学モジュールの製造方法及び光学モジュール |
-
2011
- 2011-02-17 JP JP2011031975A patent/JP2012174710A/ja not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015156435A (ja) * | 2014-02-20 | 2015-08-27 | 株式会社村田製作所 | 樹脂多層基板 |
| JPWO2016084375A1 (ja) * | 2014-11-28 | 2017-09-07 | 日本ゼオン株式会社 | 多層プリント配線板の製造方法 |
| US10568212B2 (en) | 2014-11-28 | 2020-02-18 | Intel Corporation | Manufacturing method for multi-layer printed circuit board |
| JP2018152536A (ja) * | 2017-03-15 | 2018-09-27 | ミツミ電機株式会社 | 光学モジュールの製造方法及び光学モジュール |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3994262B2 (ja) | 半導体装置及びその製造方法、回路基板並びに電子機器 | |
| TWI483363B (zh) | 晶片封裝基板、晶片封裝結構及其製作方法 | |
| US20100014265A1 (en) | Flex-rigid wiring board and electronic device | |
| JPWO2007126090A1 (ja) | 回路基板、電子デバイス装置及び回路基板の製造方法 | |
| US20200203266A1 (en) | Substrate, method of manufacturing substrate, and electronic device | |
| CN109074947B (zh) | 电子部件 | |
| JP2012079994A (ja) | 部品内蔵プリント配線板およびその製造方法 | |
| JP2006108211A (ja) | 配線板と、その配線板を用いた多層配線基板と、その多層配線基板の製造方法 | |
| JP2008226945A (ja) | 半導体装置およびその製造方法 | |
| TWI506758B (zh) | 層疊封裝結構及其製作方法 | |
| CN107770947A (zh) | 印刷布线板和印刷布线板的制造方法 | |
| US20170047230A1 (en) | Fabrication method of packaging substrate | |
| JPWO2012137548A1 (ja) | チップ部品内蔵樹脂多層基板およびその製造方法 | |
| KR20160061293A (ko) | 회로 기판, 회로 기판의 제조 방법 및 전자 기기 | |
| CN114503790B (zh) | 内埋式电路板及其制作方法 | |
| JP6423313B2 (ja) | 電子部品内蔵基板及びその製造方法と電子装置 | |
| JP5462450B2 (ja) | 部品内蔵プリント配線板及び部品内蔵プリント配線板の製造方法 | |
| JP2009016377A (ja) | 多層配線板及び多層配線板製造方法 | |
| TWI672768B (zh) | 封裝基板 | |
| JPWO2019230524A1 (ja) | 樹脂多層基板および電子機器 | |
| JP2013093366A (ja) | フレキシブル配線基板およびその製造方法 | |
| JP2012174710A (ja) | 多層配線板及びその製造方法 | |
| JP2009135391A (ja) | 電子装置およびその製造方法 | |
| JP6105316B2 (ja) | 電子装置 | |
| JPWO2007069427A1 (ja) | 電子部品内蔵モジュールとその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |