JP2012176423A - 金属管の拡管製造方法 - Google Patents
金属管の拡管製造方法 Download PDFInfo
- Publication number
- JP2012176423A JP2012176423A JP2011040412A JP2011040412A JP2012176423A JP 2012176423 A JP2012176423 A JP 2012176423A JP 2011040412 A JP2011040412 A JP 2011040412A JP 2011040412 A JP2011040412 A JP 2011040412A JP 2012176423 A JP2012176423 A JP 2012176423A
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- tool
- diameter
- outer diameter
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Metal Extraction Processes (AREA)
Abstract
【解決手段】拡管加工シミュレーションにより、被加工材10先端が工具1の肩部を通過してから1.0m以上進んだ状態における被加工材形状を評価し、その形状が、外径で目標の±1%以内、肉厚で目標の±7.5%以内に収まり、且つ工具との内面隙間が1.0mm以内となるような素管形状及び工具形状を繰り返し計算で求め、これを実拡管製造条件とする。
【選択図】図1
Description
現在の継目無管製造方法では一般に直径で400mm程度が上限である。このため、更に大きな径の金属管を必要とする場合には、一度製造した管を、再度、圧延等の方法により拡管することが行われる。
他の拡管方法には、管内径側に工具を設置し、管を工具の大径端側に押し出す(例えば特許文献1)或いは引き抜くといった成形法(便宜上、方法Bと仮称)がある。この拡管方法では、加熱、非加熱の両様が可能であるが、拡管後の肉厚を外径の5%程度まで薄くしたい場合、加工効率の点から熱間で実施するとされる。この方法は加工面からみて動力を節減でき、またサイズの自由度が比較的高いなどの利点がある反面、製造には一定の熟練或いは経験が必要となる。なぜなら先述した方法Aでは、外径側をロール、内径側を工具で固定しうるから最終製品寸法を達成しやすいが、方法Bでは外径側に工具がないため変形自由度が高く、外径はもちろん、肉厚、内径すら決めかねるため、工具形状などの成形条件が一般には難しいためである。
従って、方法B(管端を押すか引くかして管内径側を工具に通す方法)において、任意の製品寸法に応じて適正な工具形状や素管寸法といった製造条件を決定するのには、多くの試作、試験を必要とし、極めて困難かつ非経済的であるという一大短所があった。そのため、ユーザニーズを反映させることが困難であったし、普及も滞っていた。
(1)
工具の最小径端である始端から最大径端である終端にかけて順次滑らかに連なるテーパ部、肩部、平行部を有する内面加工用工具に、該工具の始端側を入側として、素管内径が前記平行部径即ち工具最大径未満の被加工材である金属管を送り込んで管の内径側を通過させることにより、前記被加工材を拡管加工する、金属管の拡管製造方法において、
拡管加工前の被加工材である素管の寸法、及び前記工具の寸法を、有限要素解析に基づく拡管加工シミュレーションにより、以下の手順で決定することを特徴とする、金属管の拡管製造方法。
(a) 製品の目標外径、目標肉厚、及び、工具のテーパ部長さ、及び、用いる拡管加工装置の送り込み力の上限である上限負荷を設定する。
(b) 寸法パラメータとして、素管外径、素管肉厚、工具テーパ部のテーパ角度であるテーパ角度、工具軸方向断面内の軸方向断面内の肩部曲率半径である肩部R、工具平行部径である工具最大径を設定する。
(c) 被加工材を複数の要素に分割する。
(d) 拡管加工シミュレーションを実行し、被加工材先端が肩部位置から工具出側に向かって1.0m以上進んだ時点における、計算送り込み力である計算負荷、被加工材の加工後外径、加工後肉厚、加工後内径を求める。
(e) 計算負荷が上限負荷以下であることの成否を判定し、成であれば(f)へ進む。否であれば素管肉厚或いは更にテーパ角度を変更して(c)へ戻る。
(f) 加工後外径が目標外径±1%の範囲内であって且つ加工後肉厚が目標肉厚±7.5%の範囲内であることの成否を判定し、成であれば(g)へ進む。否であれば素管外径及び/又は素管肉厚を変更して(c)へ戻る。
(g) 内面隙間=加工後内径−工具最大径、が1mm以下であることの成否を判定し、成であればこのときの寸法パラメータが実拡管製造用であると決定し、手順終了とする。否であれば肩部R及び/又はテーパ角度を変更して(d)へ戻る。
(2)
前記工具に管内径側を通過させつつ、テーパ部位置を通過中の被加工材部分を外径側から加熱する(1)に記載の金属管の拡管製造方法。
(3)
前記素管が、継目無管である上記(1)又は(2)に記載の金属管の拡管製造方法。
本発明は、工具の最小径端である始端から最大径端である終端にかけて順次滑らかに連なるテーパ部、肩部、平行部を有する内面加工用工具に、該工具の始端側を入側として、素管内径が前記平行部径即ち工具最大径未満の被加工材である金属管を送り込んで管の内径側を通過させることにより、前記被加工材を拡管加工する、金属管の拡管製造方法であることを前提とする。この前提自体は従来公知である。
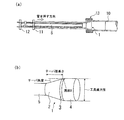
前記拡管加工の実施に用いる拡管加工装置の1例を図1に示す。図1(b)に示すように、工具(内面加工用工具)1は、最小径端である始端から最小径端である終端にかけて順次滑らかに連なるテーパ部2、肩部3、平行部4を有する。一方、図1(a)に示すように、工具1は、始端側に連結したマンドレル5を介して工具支持手段12で支持され、位置を固定されている。被加工材(金属管)10は、加工前の素管では工具1の平行部外径である工具最大径よりも小さい内径を有し、工具1の始端側を入側として、工具1に送り込まれる。この送り込み手段として、本例では、工具入側から管を押す管押し手段11を備えている。これにより、被加工材10の内径側を工具1に通過させる。尚、送り込み手段としては、本例の、工具入側から管を押す管押し手段11に代えて、工具出側から管を引く管引き手段(図示省略)を用いてもよい。
実際の拡管加工では前記加熱を行うことが一般的であり、その加熱装置の位置は、工具1を含む長さ領域であって、該長さ領域の望ましい長さは少なくとも500mm程度、理想的には2000mm程度とされている。
(好ましい設定の仕方)
・目標外径、目標肉厚、及び、拡管加工装置の上限負荷=それぞれ所定の値。
・工具のテーパ部長さ≒前記加熱装置の長さ領域。
(好ましい設定の仕方)
・素管外径≒一般に継目無管の上限外径とされる400mm。但し、加工前後の外径差を小さくしようとする場合は400mm未満としてもよい。
・素管肉厚≒製品断面積と素管断面積との一致解。
・テーパ角度≒arctan(((製品内径−素管内径)/2)/テーパ部長さ)。尚、この式において製品内径に代えて工具最大径としてもよい。
・工具最大径≒製品内径+前記加熱による熱膨張分。
・肩部R≒素管外径と同等乃至これの2倍。
次に、手順(c)では、被加工材を複数の要素に分割する。このとき、解析精度確保の点で、加工部(テーパ部通過中の部分)における各要素は、管長手方向に沿った断面内で、管肉厚方向沿いの寸法Δdが5mm以下、管長さ方向沿いの寸法ΔLがΔdの2倍以下の矩形状要素とするのが好ましい(但し、管周方向では扇形、その場合は3次元解析)。尚、計算時間節約の点からは、Δdは1mm以上、ΔLはΔdの0.5倍以上とするのが好ましい。加工部以外の部分の分割については、加工部と同様とすることが望ましいが、計算時間が過大となるような場合は分割数を減らす(要素寸法を大きくする)ようにしてもよい。
有限要素解析に基づくシミュレーションは、いわゆる変形前後の形状を仮定して、その計算安定性を達成すべく形状を微調整していく定常解析、或いは完全に被加工材先端を拡管するような非定常解析を行うものであり、例えば動的陽解法による2次元有限要素法によるものが好ましく用いうる。解析に必要なコードとしては商用解析コードであるABAQUSなどが好ましく用いうる。但し、静的陰解法を否定するものではない。
次に、手順(e)では、計算負荷が上限負荷以下であることの成否を判定し、成であれば(f)へ進む。否であれば素管肉厚或いは更に工具テーパ部角度を変更して(c)へ戻る。
計算負荷が上限負荷(設備の加工力)を超えないことが必要である。ここでもし、設備の加工力を大幅に上回る計算負荷となった場合、素管肉厚を薄肉化すること、テーパ角度を低減することの順で変更を加え、再度シミュレーションを実施する。薄肉化は、断面積が小さくなるため加工に必要となる計算負荷が低減でき、テーパ角度を小さくすることは加工時の抵抗を下げることにつながる。かかる設備の要件を満たしている場合には、手順(f)へ進む。
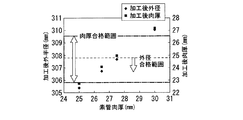
ここでは、製品目標寸法に対する偏差(=(加工後寸法-目標寸法)/目標寸法*100(%))が、外径では閾値とした±1%以内、肉厚では閾値とした±7.5%以内であることの成否を判定する。外径偏差、肉厚偏差の各閾値(±1%、±7.5%)はそれぞれ実製品寸法公差を考慮して定めた。判定結果が成であれば(g)へ進むが、否であれば、偏差が閾値以内に収まるように、素管外径及び/又は素管肉厚を変更して繰り返しシミュレーションを行う。
判定結果が否の場合、加工後肉厚がほぼ目標肉厚であれば肩部Rを優先的に、加工後肉厚が厚めで且つ加工後内径が大きいようであればテーパ部角度を変更すると、より簡便に最終形状を得ることができる。肩部Rを大きくすると、テーパ部と平行部(工具最大径部)とを緩やかに接続することになり、被加工材が押し込まれ(或いは引き出され)つつ加工されてもほぼ工具に沿って変形できるため、肉厚等の変化をごく微小に抑えながら、内径を変化させることができる。勿論、肉厚も内径も大きい場合には、テーパ部角度をやや小さくして再度シミュレーションを行い、前記手順で繰り返し計算すればよい。
解析対象製品として、外径609.6mm、肉厚24.1mmのSTPA24(低合金ボイラー鋼;継目無鋼管)を用いた。
製品外径が約600mmであることから、素管外径は、継目無鋼管として入手しやすい大径である406.4mmを初期値とし、素管肉厚はほぼ製品肉厚である25mmを初期値とした。加工動力を抑制するため加工部(工具テーパ部)近傍では誘導加熱により900℃程度に加熱することを想定し、ここで、製品外径、製品肉厚から工具最大径を562mmとした。尚、工具と管内面との摩擦係数は、加工前に潤滑剤を塗布することを前提に、0.1としている。又、用いる拡管加工装置の送り込み力の上限である上限負荷は800tonfを想定した。
シミュレーションを開始し、被加工材先端が肩部を通過してから1.0m以上進んだとみなされる状態で、計算負荷、変形状態(加工後寸法)を評価した。負荷は図2に示すように、肩部からの材先端の進行長さが1.0m以上になると徐々に安定して、1.4m以上になるとおよそ480tonfに安定した。これは想定した上限負荷800tonfよりも十分小さいから、問題無く拡管加工ができる。ここで得られた加工後寸法は、外径=612.6mm、肉厚=22.75mmであり、目標寸法に比べ、外径大、肉厚小となった。
これらのまとめを表1に示す。

実施例1で得られたシミュレーション結果を実拡管加工の場合と比較して本発明の有効性を検証するための実験を行った。実験は小型押出装置を使用し、そのモデル比は1/5とし、温度などの外乱を避けるため、鉛管を被加工材とし、冷間で拡管加工した。被加工材及び工具は、実施例1の1/5寸法である。
2 テーパ部
3 肩部
4 平行部
5 マンドレル
10 被加工材(金属管)
11 管押し手段
12 工具支持手段
13 誘導コイル
Claims (3)
- 工具の最小径端である始端から最大径端である終端にかけて順次滑らかに連なるテーパ部、肩部、平行部を有する内面加工用工具に、該工具の始端側を入側として、素管内径が前記平行部径即ち工具最大径未満の被加工材である金属管を送り込んで管の内径側を通過させることにより、前記被加工材を拡管加工する、金属管の拡管製造方法において、
拡管加工前の被加工材である素管の寸法、及び前記工具の寸法を、有限要素解析に基づく拡管加工シミュレーションにより、以下の手順で決定することを特徴とする、金属管の拡管製造方法。
(a) 製品の目標外径、目標肉厚、及び、工具のテーパ部長さ、及び、用いる拡管加工装置の送り込み力の上限である上限負荷を設定する。
(b) 寸法パラメータとして、素管外径、素管肉厚、工具テーパ部のテーパ角度であるテーパ角度、工具軸方向断面内の軸方向断面内の肩部曲率半径である肩部R、工具平行部径である工具最大径を設定する。
(c) 被加工材を複数の要素に分割する。
(d) 拡管加工シミュレーションを実行し、被加工材先端が肩部位置から工具出側に向かって1.0m以上進んだ時点における、計算送り込み力である計算負荷、被加工材の加工後外径、加工後肉厚、加工後内径を求める。
(e) 計算負荷が上限負荷以下であることの成否を判定し、成であれば(f)へ進む。否であれば素管肉厚或いは更にテーパ角度を変更して(c)へ戻る。
(f) 加工後外径が目標外径±1%の範囲内であって且つ加工後肉厚が目標肉厚±7.5%の範囲内であることの成否を判定し、成であれば(g)へ進む。否であれば素管外径及び/又は素管肉厚を変更して(c)へ戻る。
(g) 内面隙間=加工後内径−工具最大径、が1mm以下であることの成否を判定し、成であればこのときの寸法パラメータが実拡管製造用であると決定し、手順終了とする。否であれば肩部R及び/又はテーパ角度を変更して(d)へ戻る。 - 前記工具に管内径側を通過させつつ、テーパ部位置を通過中の被加工材部分を外径側から加熱する請求項1に記載の金属管の拡管製造方法。
- 前記素管が、継目無管である請求項1又は2に記載の金属管の拡管製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011040412A JP5163764B2 (ja) | 2011-02-25 | 2011-02-25 | 金属管の拡管製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011040412A JP5163764B2 (ja) | 2011-02-25 | 2011-02-25 | 金属管の拡管製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012176423A true JP2012176423A (ja) | 2012-09-13 |
| JP5163764B2 JP5163764B2 (ja) | 2013-03-13 |
Family
ID=46978668
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011040412A Active JP5163764B2 (ja) | 2011-02-25 | 2011-02-25 | 金属管の拡管製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5163764B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113909391A (zh) * | 2021-09-29 | 2022-01-11 | 浙江尔格科技股份有限公司 | 一种海水用冷却器内外管的胀接工装及其工艺 |
| CN113926933A (zh) * | 2021-10-18 | 2022-01-14 | 宏管热交换科技(江苏)有限公司 | 超高精度、超薄壁的铝方管的制备方法 |
| CN117773504A (zh) * | 2024-01-11 | 2024-03-29 | 青州市西北机械配件有限公司 | 车辆用挡泥板撑杆的制备方法 |
| CN119319180A (zh) * | 2024-11-18 | 2025-01-17 | 北京航星机器制造有限公司 | 一种直锥复合筒一体成型模具及其成型方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2017269272B2 (en) | 2016-05-26 | 2022-11-24 | Dow Global Technologies Llc | Mandrel and support assembly |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6156746A (ja) * | 1984-08-25 | 1986-03-22 | Sumitomo Metal Ind Ltd | 継目無鋼管の拡管加工法 |
| JPS6224828A (ja) * | 1985-07-25 | 1987-02-02 | Sumitomo Metal Ind Ltd | 拡管用マンドレル |
| JPS6224827A (ja) * | 1985-07-25 | 1987-02-02 | Sumitomo Metal Ind Ltd | 拡管用マンドレル |
| JP2001113329A (ja) * | 1999-10-19 | 2001-04-24 | Sumitomo Metal Ind Ltd | 拡管加工用内面工具および鋼管の拡径加工方法 |
| JP2001508144A (ja) * | 1996-07-01 | 2001-06-19 | シエル・インターナシヨネイル・リサーチ・マーチヤツピイ・ベー・ウイ | スチールチュービングを拡張する方法及びそのようなチュービングを有する井戸 |
| WO2011016434A1 (ja) * | 2009-08-07 | 2011-02-10 | 住友金属工業株式会社 | 金属管の端部を拡管するためのプラグ、プラグを用いた拡管方法及び金属管の製造方法 |
-
2011
- 2011-02-25 JP JP2011040412A patent/JP5163764B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6156746A (ja) * | 1984-08-25 | 1986-03-22 | Sumitomo Metal Ind Ltd | 継目無鋼管の拡管加工法 |
| JPS6224828A (ja) * | 1985-07-25 | 1987-02-02 | Sumitomo Metal Ind Ltd | 拡管用マンドレル |
| JPS6224827A (ja) * | 1985-07-25 | 1987-02-02 | Sumitomo Metal Ind Ltd | 拡管用マンドレル |
| JP2001508144A (ja) * | 1996-07-01 | 2001-06-19 | シエル・インターナシヨネイル・リサーチ・マーチヤツピイ・ベー・ウイ | スチールチュービングを拡張する方法及びそのようなチュービングを有する井戸 |
| JP2001113329A (ja) * | 1999-10-19 | 2001-04-24 | Sumitomo Metal Ind Ltd | 拡管加工用内面工具および鋼管の拡径加工方法 |
| WO2011016434A1 (ja) * | 2009-08-07 | 2011-02-10 | 住友金属工業株式会社 | 金属管の端部を拡管するためのプラグ、プラグを用いた拡管方法及び金属管の製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113909391A (zh) * | 2021-09-29 | 2022-01-11 | 浙江尔格科技股份有限公司 | 一种海水用冷却器内外管的胀接工装及其工艺 |
| CN113909391B (zh) * | 2021-09-29 | 2024-04-02 | 浙江尔格科技股份有限公司 | 一种海水用冷却器内外管的胀接工装及其工艺 |
| CN113926933A (zh) * | 2021-10-18 | 2022-01-14 | 宏管热交换科技(江苏)有限公司 | 超高精度、超薄壁的铝方管的制备方法 |
| CN117773504A (zh) * | 2024-01-11 | 2024-03-29 | 青州市西北机械配件有限公司 | 车辆用挡泥板撑杆的制备方法 |
| CN119319180A (zh) * | 2024-11-18 | 2025-01-17 | 北京航星机器制造有限公司 | 一种直锥复合筒一体成型模具及其成型方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5163764B2 (ja) | 2013-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104349853B (zh) | 金属管的扩管制造方法 | |
| CN102836895B (zh) | 一种异型无缝钢管的制造方法 | |
| JP5163764B2 (ja) | 金属管の拡管製造方法 | |
| Wang et al. | Explorative study of tandem skew rolling process for producing seamless steel tubes | |
| JP4798674B1 (ja) | ラックバー及びその製造方法 | |
| Yang et al. | Dieless incremental hole-flanging of thin-walled tube for producing branched tubing | |
| CN103722107B (zh) | 钛合金矩形环坯轧制成形为异形薄壁环件的方法 | |
| Zhbankov et al. | Rational parameters of profiled workpieces for an upsetting process | |
| Wang et al. | Novel strategies to reduce the springback for double-sided incremental forming | |
| CN103230969A (zh) | 一种热辅助变截面辊弯成型机系统及其方法 | |
| CN103706736B (zh) | 铝合金矩形环坯轧制成形为异形薄壁环件的方法 | |
| Xu et al. | A new mathematical model for predicting the diameter expansion of flat ring in radial–axial ring rolling | |
| CN104259331A (zh) | Φ512mm×37mm高钢级接箍坯料的制造方法 | |
| CN103706737B (zh) | 不锈钢矩形环坯轧制成形为异形薄壁环件的方法 | |
| CN104227344B (zh) | 一种航空发动机用gh5188方形尾喷管的制造方法 | |
| CN104438989B (zh) | 一种GCr15钢薄壁深筒环件双向联合辗轧成形的方法 | |
| JP2014166649A (ja) | 継目無鋼管の製造方法 | |
| CN105057478A (zh) | 生产变厚度变直径钢管的方法 | |
| CN102974633A (zh) | 异径管的胀缩拉拔成型工艺及装置 | |
| CN111069445B (zh) | 一种铜管扩径拉拔的壁厚控制方法 | |
| Xu et al. | Feeding interval design considering multiconstraints in flat ring rolling process | |
| JP5884162B2 (ja) | T形鋼の製造方法 | |
| JP2014113640A (ja) | 長尺素材の据込方法 | |
| RU2635207C1 (ru) | Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | |
| Evsyukov et al. | Use of computer simulation for engineering the process of stamping of aerospace hardware parts |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121026 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20121026 |
|
| TRDD | Decision of grant or rejection written | ||
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20121116 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121120 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121203 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151228 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5163764 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |