JP2012176439A - 熱間圧延用高圧流体式脱スケール方法および脱スケール装置 - Google Patents
熱間圧延用高圧流体式脱スケール方法および脱スケール装置 Download PDFInfo
- Publication number
- JP2012176439A JP2012176439A JP2012037483A JP2012037483A JP2012176439A JP 2012176439 A JP2012176439 A JP 2012176439A JP 2012037483 A JP2012037483 A JP 2012037483A JP 2012037483 A JP2012037483 A JP 2012037483A JP 2012176439 A JP2012176439 A JP 2012176439A
- Authority
- JP
- Japan
- Prior art keywords
- descaling
- nozzles
- nozzle
- adjacent
- main pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000012530 fluid Substances 0.000 title claims abstract description 68
- 238000005098 hot rolling Methods 0.000 title claims abstract description 38
- 238000000034 method Methods 0.000 title claims abstract description 18
- 238000005096 rolling process Methods 0.000 claims abstract description 49
- 239000000463 material Substances 0.000 claims description 59
- 239000007921 spray Substances 0.000 abstract description 19
- 230000002708 enhancing effect Effects 0.000 abstract 1
- 229910000831 Steel Inorganic materials 0.000 description 17
- 239000010959 steel Substances 0.000 description 17
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 12
- 229910052782 aluminium Inorganic materials 0.000 description 12
- 230000003628 erosive effect Effects 0.000 description 12
- 238000010586 diagram Methods 0.000 description 11
- 238000012360 testing method Methods 0.000 description 8
- 238000002474 experimental method Methods 0.000 description 5
- 238000013459 approach Methods 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 230000007547 defect Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/04—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for de-scaling, e.g. by brushing
- B21B45/08—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for de-scaling, e.g. by brushing hydraulically
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
- Nozzles (AREA)
Abstract
【解決手段】 本装置は少なくとも1つの脱スケールユニットを含み、脱スケールユニットの主管ヘッダーの軸方向と圧延素材搬送方向が交差する。主管ヘッダーはジェット流体を供給するために使用される。脱スケールユニットの複数のノズルは主管ヘッダー上に配置され、各ノズルは圧延素材搬送方向と対向する方向に向けられ、衝突領域を形成するように圧延素材の表面上に流体を射出する。隣接する衝突領域は実質的に互いに平行であり、かつ圧延素材の表面上に互い違いのパターンで与えられる。縦方向に沿った衝突領域の中心線は特定距離だけ離間され、かつ中心線は圧延素材搬送方向に対して実質的に垂直である。隣接ノズルからのジェット噴霧のはね返りにより引き起こされる干渉は低減される。したがって脱スケール品質が改善される、すなわち製品の表面の巻き込みスケールが低減され、製品の表面品質が強化される。
【選択図】図5
Description
本発明は脱スケール方法と脱スケール装置に関し、具体的には、脱スケール目的のために、鋼帯、鋼板、成形鋼、棒鋼、線材等の圧延などの熱間圧延プロセスにおいて半完成品(圧延素材と呼ぶ)の表面のスケールを除去するために高圧流体を適用する脱スケール方法と脱スケール装置に関する。
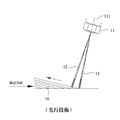
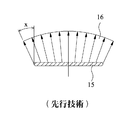
一般的には、圧延素材の表面上のスケールは、鋼帯または鋼板等の従来の熱間圧延プロセスにおける巻き込みスケール(rolled-in-scale)欠陥を防止するために圧延に先立って除去さなければならない。したがって高圧流体式脱スケール装置(high-pressure fluid descaling apparatus)は通常、圧延機の前に配置される。
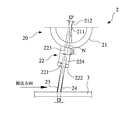
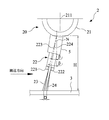
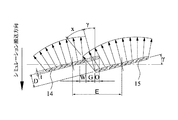
図5(a)は、本発明の第1の実施形態による熱間圧延用高圧流体式脱スケール装置のノズルのジェットカーテンにより圧延素材の表面上に形成される衝突領域をシミュレートする概略図を示す。図5(b)は、本発明の第1の実施形態による熱間圧延用高圧流体式脱スケール装置の脱スケールノズルの配置の概略図を示す。図5(c)は、本発明の第1の実施形態による熱間圧延用高圧流体式脱スケール装置の側面図を示す。

ここで、Xはジェット噴霧のはね返りによる発散角であり、Dは隣接衝突領域14と15間の垂直距離であり、Eは主管ヘッダーの軸方向に沿った隣接ノズルの中心線間の距離であり、Gはアルミニウム板の表面上の隣接衝突領域14と15間の空白領域(浸蝕されない領域)の幅であり、γは衝突領域14と15の縦方向と圧延素材搬送方向に対して垂直な方向との角度であるオフセット角であり、Oは隣接衝突領域14と15間の重なり領域の幅である。
G=D tanX (4)
G=t tanX (5)
空白領域Gの幅は理論的に最小限になる。それにもかかわらず脱スケールユニット20全体の製造、組み立ておよび設置から累算される誤差のために、衝突領域間の距離Dはtより小さくなることがある。ジェット噴霧23とジェット噴霧24もまた互いに干渉し、これにより空白領域Gの幅を増加することがある。本発明で先に述べたようにパラメータt、D、E間の関係は次のように調節されることが好ましい。
t<D≦E sin15°
E:ノズル中心線間距離
G:空白領域幅
O:重なり領域幅
X:発散角
W:軟化領域
α:ノズル噴霧角
β、β1、β2:傾斜角
γ:オフセット角
2:熱間圧延用高圧流体式脱スケール装置
3、10:圧延素材
11、22:ノズル
12、13:ジェットカーテン
14、15:衝突領域
16:はね返り流体
20:脱スケールユニット
21:主管ヘッダー
23、24:ジェット噴霧
31:第1の衝突領域
32:第2の衝突領域
211:主管ヘッダーの軸
212:放射状線
221:第1のノズル
222:第2のノズル
223:第1のノズルの中心線、
224:第2のノズルの中心線
Claims (16)
- 少なくとも1つの脱スケールユニットを含む熱間圧延用高圧流体式脱スケール装置であって、前記少なくとも1つの脱スケールユニットが、
主管ヘッダーであって、圧延素材の表面上の前記主管ヘッダーの軸方向の投射線と圧延素材搬送方向とが交差し、前記主管ヘッダーは流体を供給するために使用される、主管ヘッダーと、
前記主管ヘッダー上に配置される複数のノズルと、を含み、
各ノズルは前記圧延素材搬送方向と対向する方向に向けられ、衝突領域を形成するように前記圧延素材の前記表面上に前記流体を射出し、
隣接する前記衝突領域は実質的に互いに平行であり、かつ前記圧延素材の前記表面上に互い違いのパターンで与えられ、
前記衝突領域自体の縦方向に沿った各衝突領域の中心線はその隣接する衝突領域と特定距離だけ離間され、
前記圧延素材上の前記中心線の投射線は前記圧延素材搬送方向に実質的に垂直である、装置。 - 前記ノズルは前記主管ヘッダーの前記軸方向に沿って離間され、千鳥パターンで配置される、請求項1に記載の装置。
- 隣接する前記ノズルの前記中心線は互いに平行である、請求項1に記載の装置。
- 前記隣接ノズルの前記中心線は前記主管ヘッダーの軸を通る放射状線に関して対称であるか、あるいは対称ではない、請求項3に記載の装置。
- Dは前記隣接衝突領域間の距離であり、D’は千鳥状に配置された前方ノズルと後方ノズル間の距離であり、βは前記ノズルの中心線と前記圧延素材の前記表面の法線との傾斜角であり、その関係式はD’=Dcosβである、請求項3に記載の装置。
- 前記隣接ノズルの前記中心線は互いに平行ではない、請求項1に記載の装置。
- Dは前記隣接衝突領域間の距離であり、Hは前記圧延素材の前記表面から前記隣接ノズルの前記中心線の交点までの距離であり、β1は前記ノズルの前記中心線と前記圧延素材の前記表面の前記法線との第1の傾斜角であり、β2は前記隣接するノズルの前記中心線と前記圧延素材の前記表面の前記法線との第2の傾斜角であり、その関係式はD=H(sinβ1−sinβ2)である、請求項6に記載の装置。
- Eは前記主管ヘッダーの前記軸方向に沿った前記隣接ノズルの前記中心線間の距離であり、tは前記衝突領域の厚さであり、Dは前記衝突領域間の距離であり、その関係式はt<D≦E sin15°である、請求項5に記載の装置。
- Eは前記主管ヘッダーの前記軸方向に沿った前記隣接ノズルの前記中心線間の距離であり、tは前記衝突領域の厚さであり、Dは前記衝突領域間の距離であり、その関係式はt<D≦E sin15°である、請求項7に記載の装置。
- すべてのノズルと前記主管ヘッダーと間に配置される延在部をさらに含む請求項1に記載の装置。
- それぞれが少なくとも1つのノズルと前記主管ヘッダーとの間に配置される複数の延在部をさらに含む請求項1に記載の装置。
- 2つの脱スケールユニットを含む請求項1に記載の装置であって、
前記2つの脱スケールユニットの前記ノズルの前記中心線は互い違いのパターンで配置され、前方の脱スケールユニットのノズルと後方の脱スケールユニットの対応する隣接ノズル間のノズル距離の1/2離間される、装置。 - 熱間圧延用高圧流体式脱スケール方法であって、
少なくとも1つの脱スケールユニットの主管ヘッダー内に流体を供給する工程と、
次に圧延素材の表面からスケールを除去するように、圧延素材搬送方向と対向する方向に向けられた複数のノズルを介し前記圧延素材の表面に前記流体を射出する工程と、を含み、
前記ノズルから射出された前記流体は前記圧延素材の前記表面上に複数の衝突領域を形成し、
隣接する前記衝突領域は実質的に互いに平行であり、かつ前記圧延素材の前記表面上に互い違いのパターンで与えられ、
前記衝突領域自体の縦方向に沿った各衝突領域の前記中心線はその隣接する衝突領域と特定距離だけ離間され、
前記圧延素材上の前記中心線の投射線は前記圧延素材搬送方向に実質的に垂直である、方法。 - 前記流体は5°〜45°の傾斜角を有する前記ノズルを介し前記圧延素材の表面上に射出される、請求項13に記載の方法。
- Eは前記主管ヘッダーの軸方向に沿った前記隣接ノズルの前記中心線間の距離であり、tは前記衝突領域の厚さであり、Dは前記隣接衝突領域間の距離であり、その関係式はt<D≦E sin15°である、請求項13に記載の方法。
- 2つの脱スケールユニットの前記主管ヘッダー内の前記流体は前記脱スケールユニットの複数のノズルを介して前記圧延素材の前記表面へ射出され、
2つの脱スケールユニットの前記ノズルの前記中心線は互い違いに配置され、前方の脱スケールユニットのノズルと後方の脱スケールユニットの対応する隣接ノズル間のノズル距離の1/2離間される、請求項13に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TW100106326A TWI511809B (zh) | 2011-02-25 | 2011-02-25 | Method and apparatus for deruring hot - rolled high - pressure fluid |
| TW100106326 | 2011-02-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012176439A true JP2012176439A (ja) | 2012-09-13 |
| JP5681130B2 JP5681130B2 (ja) | 2015-03-04 |
Family
ID=45656325
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012037483A Expired - Fee Related JP5681130B2 (ja) | 2011-02-25 | 2012-02-23 | 熱間圧延用高圧流体式脱スケール方法および脱スケール装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9174256B2 (ja) |
| EP (1) | EP2492026B1 (ja) |
| JP (1) | JP5681130B2 (ja) |
| KR (1) | KR101418636B1 (ja) |
| TW (1) | TWI511809B (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015533653A (ja) * | 2012-09-25 | 2015-11-26 | 宝山鋼鉄股▲分▼有限公司 | ジェット洗浄ノズルの配置方法 |
| JP2016120523A (ja) * | 2014-12-24 | 2016-07-07 | ポスコ | 圧延素材のデスケーラ |
| CN120838992A (zh) * | 2025-07-29 | 2025-10-28 | 中国电建集团河南电力器材有限公司 | 一种紧固件冲压模具切换装置及冲压成型设备 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101820748B1 (ko) * | 2014-12-24 | 2018-01-23 | 주식회사 포스코 | 압연소재의 디스케일러 |
| DE102016217561A1 (de) * | 2016-03-18 | 2017-09-21 | Sms Group Gmbh | Vorrichtung und Verfahren zum Entzundern eines bewegten Werkstücks |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6250812U (ja) * | 1985-09-17 | 1987-03-30 | ||
| JPH09308909A (ja) * | 1996-05-17 | 1997-12-02 | Nippon Steel Corp | スケールの除去方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3510065A (en) * | 1968-01-05 | 1970-05-05 | Steinen Mfg Co Wm | Descaling nozzle |
| JPS5732820A (en) * | 1980-08-08 | 1982-02-22 | Kawasaki Steel Corp | Scale removing method for hot rolled steel plate |
| JPS6250812A (ja) | 1985-08-30 | 1987-03-05 | Sharp Corp | 液晶表示素子 |
| JPH01317615A (ja) | 1988-03-30 | 1989-12-22 | Sumitomo Metal Ind Ltd | スプレ・ヘッダ |
| JP2565570B2 (ja) | 1989-08-14 | 1996-12-18 | 株式会社 興研 | 三相水抵抗器における地絡電流抑制法および装置 |
| JP2521865B2 (ja) | 1991-09-27 | 1996-08-07 | 株式会社精研舎 | 飲料製造用連続式ろ過装置 |
| DE69524045T2 (de) * | 1994-07-18 | 2002-04-18 | Kawasaki Steel Corp., Kobe | Verfahren und vorrichtung zum reinigen von stahlblech |
| JPH09174137A (ja) | 1995-12-27 | 1997-07-08 | Nkk Corp | デスケール装置およびデスケール方法 |
| JPH10263677A (ja) * | 1997-03-26 | 1998-10-06 | Kawasaki Steel Corp | 熱間圧延鋼片のデスケーリング方法 |
| JP3307874B2 (ja) * | 1998-03-23 | 2002-07-24 | 川崎製鉄株式会社 | デスケーリング装置 |
| KR100782692B1 (ko) * | 2001-10-09 | 2007-12-07 | 주식회사 포스코 | 고압수 분사폭의 설정을 통하여 스케일 제거효율을극대화시킨 박판 스케일 제거장치 |
| DE102006043567A1 (de) * | 2006-09-16 | 2008-03-27 | Sms Demag Ag | Spritzbalken einer hydraulischen Entzunderungsanlage und Verfahren zum Betreiben eines solchen Spritzbalkens |
| JP4238260B2 (ja) | 2006-09-19 | 2009-03-18 | 新日本製鐵株式会社 | 鋼板の冷却方法 |
| JP4800245B2 (ja) * | 2007-03-15 | 2011-10-26 | 新日本製鐵株式会社 | 鋼片のスケール除去装置 |
| JP5672664B2 (ja) * | 2009-05-18 | 2015-02-18 | Jfeスチール株式会社 | 鋼板のデスケーリング方法およびその装置 |
| CN201537629U (zh) * | 2009-07-22 | 2010-08-04 | 宝钢集团新疆八一钢铁有限公司 | 同轴心旋转式变高度高压除鳞集管装置 |
| JP5423575B2 (ja) | 2010-05-10 | 2014-02-19 | 新日鐵住金株式会社 | 鋼板の冷却装置 |
-
2011
- 2011-02-25 TW TW100106326A patent/TWI511809B/zh not_active IP Right Cessation
-
2012
- 2012-02-21 US US13/401,045 patent/US9174256B2/en not_active Expired - Fee Related
- 2012-02-21 EP EP12156389.4A patent/EP2492026B1/en not_active Not-in-force
- 2012-02-23 JP JP2012037483A patent/JP5681130B2/ja not_active Expired - Fee Related
- 2012-02-24 KR KR1020120019111A patent/KR101418636B1/ko not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6250812U (ja) * | 1985-09-17 | 1987-03-30 | ||
| JPH09308909A (ja) * | 1996-05-17 | 1997-12-02 | Nippon Steel Corp | スケールの除去方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015533653A (ja) * | 2012-09-25 | 2015-11-26 | 宝山鋼鉄股▲分▼有限公司 | ジェット洗浄ノズルの配置方法 |
| JP2016120523A (ja) * | 2014-12-24 | 2016-07-07 | ポスコ | 圧延素材のデスケーラ |
| CN120838992A (zh) * | 2025-07-29 | 2025-10-28 | 中国电建集团河南电力器材有限公司 | 一种紧固件冲压模具切换装置及冲压成型设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20120098492A (ko) | 2012-09-05 |
| JP5681130B2 (ja) | 2015-03-04 |
| TWI511809B (zh) | 2015-12-11 |
| TW201235126A (en) | 2012-09-01 |
| EP2492026A1 (en) | 2012-08-29 |
| EP2492026B1 (en) | 2015-04-08 |
| US9174256B2 (en) | 2015-11-03 |
| KR101418636B1 (ko) | 2014-07-14 |
| US20120216839A1 (en) | 2012-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5681130B2 (ja) | 熱間圧延用高圧流体式脱スケール方法および脱スケール装置 | |
| JP5672664B2 (ja) | 鋼板のデスケーリング方法およびその装置 | |
| JP6310443B2 (ja) | 圧延素材のデスケーラ | |
| JP5764936B2 (ja) | 厚鋼板のデスケーリング設備およびデスケーリング方法 | |
| JP3802830B2 (ja) | 鋼板のデスケーリング方法および設備 | |
| JP5906712B2 (ja) | 熱鋼板のデスケーリング設備およびデスケーリング方法 | |
| JP5760613B2 (ja) | 厚鋼板のデスケーリング設備およびデスケーリング方法 | |
| CN101253010B (zh) | 钢板的冷却设备和制造方法 | |
| JP4765344B2 (ja) | 熱間圧延材のデスケーリング方法およびその装置 | |
| CN102847631A (zh) | 金属板带表面清洗喷嘴装置及其清洗方法 | |
| JP2008212943A (ja) | 鋼材の冷却装置および冷却方法 | |
| JP2014083578A (ja) | 熱間圧延鋼材のデスケ―リング用ノズル | |
| JP5663846B2 (ja) | 鋼板のデスケーリング装置およびデスケーリング方法 | |
| JP5613997B2 (ja) | 熱延鋼板の冷却装置、熱延鋼板の製造装置及び製造方法 | |
| JP5764935B2 (ja) | 厚鋼板のデスケーリング設備およびデスケーリング方法 | |
| JP2011245509A (ja) | 鋼板のデスケーリング装置およびデスケーリング方法 | |
| JP4398898B2 (ja) | 厚鋼板の冷却装置及び方法 | |
| KR101820748B1 (ko) | 압연소재의 디스케일러 | |
| JP2001232413A (ja) | 鋼材の冷却装置及びこれを使用した鋼材の冷却方法 | |
| JP6350456B2 (ja) | 熱間圧延鋼材のデスケーリング方法およびデスケーリング装置、熱間圧延鋼材の製造方法および製造装置 | |
| TWM576924U (zh) | High-pressure fluid descaling device for rectangular steel embryo | |
| JP2014054649A (ja) | デスケーリング設備 | |
| CN102728634A (zh) | 热轧高压流体除锈方法及装置 | |
| CN103962400A (zh) | 一种混合射流清洗喷嘴布置方式 | |
| KR20190136800A (ko) | 카운터 워터제트를 이용한 피니싱 스케일 브레이커의 디스케일러 열간 간섭 차단 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140507 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140623 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150108 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5681130 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |