JP2012181112A - 金属材料の清浄度評価方法 - Google Patents
金属材料の清浄度評価方法 Download PDFInfo
- Publication number
- JP2012181112A JP2012181112A JP2011044403A JP2011044403A JP2012181112A JP 2012181112 A JP2012181112 A JP 2012181112A JP 2011044403 A JP2011044403 A JP 2011044403A JP 2011044403 A JP2011044403 A JP 2011044403A JP 2012181112 A JP2012181112 A JP 2012181112A
- Authority
- JP
- Japan
- Prior art keywords
- cleanliness
- inclusions
- sample
- evaluating
- flaw detection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Landscapes
- Investigating And Analyzing Materials By Characteristic Methods (AREA)
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Abstract
【課題】迅速且つより正確に材料の清浄度(非金属介在物個数)分布を評価することができる金属材料の清浄度評価方法を提供する。
【解決手段】鋼製の試料の圧延方向の断面上の複数の部位に対して、超音波探傷用焦点型探触子から少なくとも50MHz以上の周波数の超音波を垂直に発振し、それぞれの前記部位で検出された非金属介在物の個数を求め、それらの非金属介在物の個数の分布を評価する。
【選択図】図2
【解決手段】鋼製の試料の圧延方向の断面上の複数の部位に対して、超音波探傷用焦点型探触子から少なくとも50MHz以上の周波数の超音波を垂直に発振し、それぞれの前記部位で検出された非金属介在物の個数を求め、それらの非金属介在物の個数の分布を評価する。
【選択図】図2
Description
本発明は、金属材料の清浄度評価方法に関し、清浄度要求の高い軸受用鋼、例えば、自動車用などに用いられる長寿命で信頼性の高い軸受用鋼の清浄度評価方法に関する。
従来より、軸受用鋼の転動疲労寿命は、鋼中の非金属介在物の量、特に、酸化物系介在物の量と強い相関関係があることが知られている。そのため、鋼中の非金属介在物の量は、JIS法(JIS−G0555)や、ASTM:E45法(アメリ力材料試験協会)で測定され、その結果を製鋼工程にフィードバックすることによって、一定の品質の鋼、あるいは、より高品質の鋼が製造されていた。
また、鋼中の酸化物系介在物の量は、当然、鋼の酸素含有量と強い相関があることから、軸受用鋼の製造は、鋼中酸素含有量の低減のために、溶鋼脱ガスや真空精錬等の種々の製鋼方法が採用されている。
ここで、近年の製鋼技術の発達により、鋼の酸素含有量を極力減らすことが可能となったが、鋼の酸素含有量が低レベルになると、鋼中の非金属介在物は非常に少なく、且つ小さくなり、上記JIS法やASTM法では測定値が低く、定量性に欠けるため、評価方法として不十分である。そこで、それを解決する評価方法が、例えば、特許文献1〜4に開示されている。
ここで、近年の製鋼技術の発達により、鋼の酸素含有量を極力減らすことが可能となったが、鋼の酸素含有量が低レベルになると、鋼中の非金属介在物は非常に少なく、且つ小さくなり、上記JIS法やASTM法では測定値が低く、定量性に欠けるため、評価方法として不十分である。そこで、それを解決する評価方法が、例えば、特許文献1〜4に開示されている。
また、数十μmの介在物を評価する方法として、新たに極値統計法が採用されている。極値統計法は、製鋼メーカーにおいて現時点で一般的な評価方法であり、その評価方法は、単位面積100〜200mm2程度でサンプル数15〜30個を観察し、サンプル毎で最大の介在物径を記録し、統計学により想定面積中に存在する最大介在物径を推測するというものである。
しかし、上記極値統計法は、ある一定の面積を評価し、想定面積中に存在する最大介在物径を予想するという統計学を利用した評価手法であるため、サンプルの準備や評価及び解析に非常に多大な時間とロードがかかるという問題点があった。
そこで、このような問題点を解決するために、特許文献5では、高速化のため超音波探傷を利用した極値統計法が提案されている。特許文献5には、超音波探傷による非金属介在物の大きさに基づいて極値統計を行い、金属材料中の清浄度を評価する技術が開示されている。
そこで、このような問題点を解決するために、特許文献5では、高速化のため超音波探傷を利用した極値統計法が提案されている。特許文献5には、超音波探傷による非金属介在物の大きさに基づいて極値統計を行い、金属材料中の清浄度を評価する技術が開示されている。
しかしながら、特許文献5に開示された発明は、サンプル準備という点での改善はなく、サンプルの準備において非常に多くのロードがかかるため、材料の清浄度分布などを測定するのには不向きであった。
また、一方では、鍛造技術の進歩により軸受軌道面に現れる材料の部位をある程度制御することが可能となったため、材料内の清浄度分布を明らかにすることが求められている。
そこで、本発明は上記の問題点に着目してなされたものであり、その目的は、材料の清浄度(非金属介在物個数)分布を迅速且つより正確に評価することができる金属材料の清浄度評価方法を提供することにある。
また、一方では、鍛造技術の進歩により軸受軌道面に現れる材料の部位をある程度制御することが可能となったため、材料内の清浄度分布を明らかにすることが求められている。
そこで、本発明は上記の問題点に着目してなされたものであり、その目的は、材料の清浄度(非金属介在物個数)分布を迅速且つより正確に評価することができる金属材料の清浄度評価方法を提供することにある。
本発明の請求項1に係る金属材料の清浄度評価方法は、超音波探傷用焦点型探触子から発振した超音波エコーの波形に基づき、金属材料の表面及び内部に存在する欠陥を評価する金属材料の清浄度評価方法において、
鋼製の試料の圧延方向の断面上の複数の部位に対して、超音波探傷用焦点型探触子から少なくとも50MHz以上の周波数の超音波を垂直に発振し、それぞれの前記部位で検出された非金属介在物の個数を求め、それらの非金属介在物の個数の分布を評価することを特徴としている。
鋼製の試料の圧延方向の断面上の複数の部位に対して、超音波探傷用焦点型探触子から少なくとも50MHz以上の周波数の超音波を垂直に発振し、それぞれの前記部位で検出された非金属介在物の個数を求め、それらの非金属介在物の個数の分布を評価することを特徴としている。
本発明に係る金属材料の清浄度評価方法によれば、超音波探傷による非金属介在物の大きさではなく、個数を評価すると共に、極値統計による推定値ではなく、実際に発見された介在物数を評価するため、迅速且つ正確に材料の清浄度(非金属介在物個数)分布を評価することができる。金属材料からなる試料の清浄度を評価するにあたって、清浄度が比較的低い材料については、試料全体の清浄度を明らかにすることが特に必要である。
上述のように、本発明に係る金属材料の清浄度評価方法によれば、迅速且つより正確に材料の清浄度(非金属介在物個数)分布を評価することができる。
以下、本発明に係る金属材料の清浄度評価方法の実施形態について図面を参照して説明する。
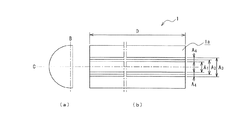
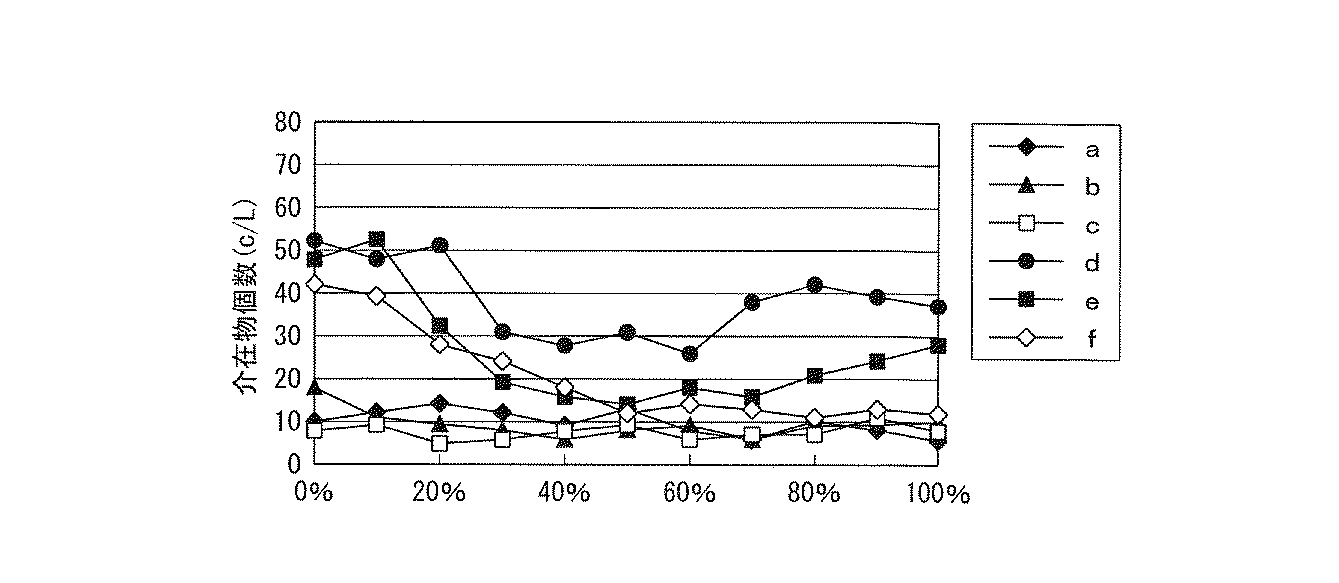
図1は、本発明に係る金属材料の清浄度評価方法の一実施形態における試験片の加工態様を示す図であり、(a)は正面図、(b)は平面図である。また、図2は、本発明に係る金属材料の清浄度評価方法の一実施形態における各サンプルの超音波探傷による清浄度(介在物個数)を示すグラフである。なお、図2において、材料部位は0%が中心部を示し、100%が表面を示す。
本実施形態は、試料の断面上の複数の部位に対して、超音波探傷用焦点型探触子から少なくとも50MHz以上の周波数の超音波を垂直に発振し、それぞれの前記部位で検出された非金属介在物の個数を求め、それらの非金属介在物の個数の分布を評価することを特徴としている。
図1は、本発明に係る金属材料の清浄度評価方法の一実施形態における試験片の加工態様を示す図であり、(a)は正面図、(b)は平面図である。また、図2は、本発明に係る金属材料の清浄度評価方法の一実施形態における各サンプルの超音波探傷による清浄度(介在物個数)を示すグラフである。なお、図2において、材料部位は0%が中心部を示し、100%が表面を示す。
本実施形態は、試料の断面上の複数の部位に対して、超音波探傷用焦点型探触子から少なくとも50MHz以上の周波数の超音波を垂直に発振し、それぞれの前記部位で検出された非金属介在物の個数を求め、それらの非金属介在物の個数の分布を評価することを特徴としている。
<試料>
試料は、鋼製であり、例えば直径50mm程度、長さDは合計1000mm以上(分割されていてもよい)に圧延された丸棒材が好ましい。この試料は、予め材料内組織を安定させるために焼入れ焼戻しの熱処理が行われている。
また、この試料は、切断取代を考慮し、切断後に直径長さが維持できる位置で圧延方向の断面(長手方向の断面)が現れるように切断される。この切断面1aは、試料1の軸方向中心線から径方向に所定距離ずれた面である。そして、この切断面1aには研削が施され、この研削された面上の複数の部位が試料の断面上の複数の部位である。
試料は、鋼製であり、例えば直径50mm程度、長さDは合計1000mm以上(分割されていてもよい)に圧延された丸棒材が好ましい。この試料は、予め材料内組織を安定させるために焼入れ焼戻しの熱処理が行われている。
また、この試料は、切断取代を考慮し、切断後に直径長さが維持できる位置で圧延方向の断面(長手方向の断面)が現れるように切断される。この切断面1aは、試料1の軸方向中心線から径方向に所定距離ずれた面である。そして、この切断面1aには研削が施され、この研削された面上の複数の部位が試料の断面上の複数の部位である。
<超音波探傷方法>
次に、超音波探傷方法について説明する。本実施形態の超音波探傷方法は、垂直探傷法が採用される。また、送信する超音波の周波数は50MHz以上が好ましい。周波数の下限を50MHz以上としたのは、評価対象であるの介在物の平均径が数十μmであるため、50MHz未満の周波数であると、試料内の欠陥を検出することが極めて困難となるためである。但し、送信する超音波の周波数を上げすぎると減衰が大きくなり、試料(鋼材)内部の探傷が困難となるため、評価体積が少なくなり、評価のバラツキが大きくなるため、80MHz以下が好ましい。
次に、超音波探傷方法について説明する。本実施形態の超音波探傷方法は、垂直探傷法が採用される。また、送信する超音波の周波数は50MHz以上が好ましい。周波数の下限を50MHz以上としたのは、評価対象であるの介在物の平均径が数十μmであるため、50MHz未満の周波数であると、試料内の欠陥を検出することが極めて困難となるためである。但し、送信する超音波の周波数を上げすぎると減衰が大きくなり、試料(鋼材)内部の探傷が困難となるため、評価体積が少なくなり、評価のバラツキが大きくなるため、80MHz以下が好ましい。
ここで、周波数と、各周波数によって発見できる介在物の大きさとの関係は、理論上、下記表1のように示される。本実施形態において設定される超音波の周波数は、鋼材内の介在物を評価することができる周波数であれば、特に制限はなく、目的に応じて適宜選択されるが、鋼材内の数十μmの介在物を評価するという目的の下では、鋼材内の介在物の存在を見落とす可能性があるという点で50MHz以上に設定することが好ましい。このようにして、試料の研削された面を超音波探傷にて探傷する。
ここで、例えば、試料が直径50mmの丸棒であれば、50mm×1000mm×探傷深さ1.5mmを探傷領域とする。そして、試料の軸中心から表面にかけて径方向に0%〜100%に区分し、10%位置なら5%〜15%の範囲にある介在物数を、30%位置なら25%〜35%位置の範囲にある介在物数を数え、評価した体積から単位体積あたりの個数を求め、清浄度とする。図1(b)に示すように、試料1の切断面において、25%位置がA1で表される範囲であり、30%位置がA2で表される範囲であり、35%位置がA3で表される範囲である。すなわち、試料の30%の位置にある介在物数を数える場合、図1(b)に示すA4の範囲にある介在物数を数える。なお、図1(b)中、「C」は試料1の軸中心線を示す。また、試料を加工する際には、プローブ焦点位置が試料の径方向断面の中心線Bの位置と一致するように加工する。
以上のように、本実施形態の評価方法によれば、統計値として介在物の大きさのみを評価する従来の極値統計法に対して、個数を評価しているので、迅速な評価を行うことができる。また、本実施形態の評価方法は、顕微鏡等を用いて狭い評価面積から介在物の大きさを推定する従来の極値統計法に対して評価面積も広く、評価時間も短縮されるので、評価の迅速化と相まって評価精度をより高めることができる。また、送信する超音波の周波数を50MHz以上に設定することで、鋼材内の数十μmの介在物の個数をより正確に認識し、評価することができる。
(実施例1)
軸受用鋼JIS−SUJ2より、酸素含有量が12ppm(近年の酸素含有量デー夕を基に決定)以下である鋼材6種類を採取し、試料とした。
試料はそれぞれ、直径50mm程度、長さ(D)1000mm(分割なし)に圧延された丸棒材である。
6種類の試料を試料a〜fとし、材料のD/4位置より切り出した試料を燃焼−赤外線吸収法によって検出したそれぞれの酸素値を表2に示す。
軸受用鋼JIS−SUJ2より、酸素含有量が12ppm(近年の酸素含有量デー夕を基に決定)以下である鋼材6種類を採取し、試料とした。
試料はそれぞれ、直径50mm程度、長さ(D)1000mm(分割なし)に圧延された丸棒材である。
6種類の試料を試料a〜fとし、材料のD/4位置より切り出した試料を燃焼−赤外線吸収法によって検出したそれぞれの酸素値を表2に示す。
次に各試料に対し、試料の径方向断面の中心線B位置を焦点位置として、周波数を50MHzとした条件で超音波探傷を実施した結果を図2に示す。
表2に示すように、試料a〜fでは、鋼中酸素量についてほぼ同等レベルであるものの、図2に示すように、数十μmの介在物の含有量(個数)には大きな違いがあり、特に、100%の部位(表面)と0%の部位(軸中心)とでは評価結果が全く異なることがわかる。すなわち、清浄度の高い試料(試料a〜c)の清浄度は表面から中心部にかけて殆ど差が無いことがわかるが、清浄度に安定性のない試料(試料d〜f)は表面から中心にかけて清浄度に差があることがわかる。
このように、本発明によれば、鋼中酸素量についてほぼ同等レベルである試料(a〜f)のそれぞれの清浄度(非金属介在物個数)分布を迅速且つより正確に材料の評価することができる。
表2に示すように、試料a〜fでは、鋼中酸素量についてほぼ同等レベルであるものの、図2に示すように、数十μmの介在物の含有量(個数)には大きな違いがあり、特に、100%の部位(表面)と0%の部位(軸中心)とでは評価結果が全く異なることがわかる。すなわち、清浄度の高い試料(試料a〜c)の清浄度は表面から中心部にかけて殆ど差が無いことがわかるが、清浄度に安定性のない試料(試料d〜f)は表面から中心にかけて清浄度に差があることがわかる。
このように、本発明によれば、鋼中酸素量についてほぼ同等レベルである試料(a〜f)のそれぞれの清浄度(非金属介在物個数)分布を迅速且つより正確に材料の評価することができる。
1 試験片(試料)
Claims (1)
- 超音波探傷用焦点型探触子から発振した超音波エコーの波形に基づき、金属材料の表面及び内部に存在する欠陥を評価する金属材料の清浄度評価方法において、
鋼製の試料の圧延方向の断面上の複数の部位に対して、超音波探傷用焦点型探触子から少なくとも50MHz以上の周波数の超音波を垂直に発振し、それぞれの前記部位で検出された非金属介在物の個数を求め、それらの非金属介在物の個数の分布を評価することを特徴とする金属材料の清浄度評価方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011044403A JP2012181112A (ja) | 2011-03-01 | 2011-03-01 | 金属材料の清浄度評価方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011044403A JP2012181112A (ja) | 2011-03-01 | 2011-03-01 | 金属材料の清浄度評価方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012181112A true JP2012181112A (ja) | 2012-09-20 |
Family
ID=47012428
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011044403A Withdrawn JP2012181112A (ja) | 2011-03-01 | 2011-03-01 | 金属材料の清浄度評価方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012181112A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103630665A (zh) * | 2013-12-03 | 2014-03-12 | 北京科技大学 | 分析钢中非金属夹杂物的多级取样、系统分析法 |
| WO2021070751A1 (ja) * | 2019-10-09 | 2021-04-15 | 日本精工株式会社 | 鋼材の清浄度評価方法 |
-
2011
- 2011-03-01 JP JP2011044403A patent/JP2012181112A/ja not_active Withdrawn
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103630665A (zh) * | 2013-12-03 | 2014-03-12 | 北京科技大学 | 分析钢中非金属夹杂物的多级取样、系统分析法 |
| WO2021070751A1 (ja) * | 2019-10-09 | 2021-04-15 | 日本精工株式会社 | 鋼材の清浄度評価方法 |
| JP2021060373A (ja) * | 2019-10-09 | 2021-04-15 | 日本精工株式会社 | 鋼材の清浄度評価方法 |
| CN114391100A (zh) * | 2019-10-09 | 2022-04-22 | 日本精工株式会社 | 钢材的洁净度评价方法 |
| JP7092101B2 (ja) | 2019-10-09 | 2022-06-28 | 日本精工株式会社 | 鋼材の清浄度評価方法 |
| US12188902B2 (en) | 2019-10-09 | 2025-01-07 | Nsk Ltd. | Method for evaluating cleanliness of steel material |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5085013B2 (ja) | 鋼の信頼性評価方法 | |
| KR20220073749A (ko) | 강재의 청정도 평가방법 | |
| JP5139667B2 (ja) | 転がり疲労寿命に優れた鋼の評価方法 | |
| JP2012181112A (ja) | 金属材料の清浄度評価方法 | |
| US6318178B1 (en) | Cleanliness evaluation method for metallic materials based on ultrasonic flaw detection and metallic material affixed with evaluation of cleanliness | |
| CN104007177A (zh) | 冷拔无缝钢管心部的微孔状缺陷的检测方法 | |
| JP5900140B2 (ja) | 鋼の清浄度評価方法及び製造方法 | |
| JP5703678B2 (ja) | 拡管性に優れる油井用電縫鋼管及びその製造方法 | |
| JP2006138865A (ja) | 高清浄構造用合金鋼の清浄度の評価方法 | |
| KR102098458B1 (ko) | 강재의 청정도 평가 방법 및 청정도 평가 장치 | |
| JP2004045095A (ja) | 水浸超音波探傷法による鋼の清浄度評価方法 | |
| JP2015059880A (ja) | カルシウム添加鋼の耐水素誘起割れ特性の推定方法 | |
| JP2001240937A (ja) | 高清浄度鋼 | |
| JP2000214142A (ja) | 超音波探傷による金属材料の清浄度評価方法 | |
| JP4084979B2 (ja) | 水浸超音波探傷による鋼中介在物検出方法 | |
| JP2006349698A (ja) | 高清浄度鋼の清浄度の評価方法 | |
| JP2012018153A (ja) | 高炭素電縫鋼管及びその製造方法 | |
| JP4015935B2 (ja) | 水浸超音波探傷による鋼中介在物検出評価方法 | |
| JP4362194B2 (ja) | 金属材料中の介在物検出方法 | |
| JP4002842B2 (ja) | 水浸超音波探傷法による鋼の清浄度評価方法 | |
| JP4559160B2 (ja) | 高信頼性軸受用鋼の検査方法 | |
| JP2002004005A (ja) | 高清浄構造用合金鋼 | |
| CN103926319B (zh) | 对轧辊次表层显微开裂进行检测评估的方法 | |
| JP2009300369A (ja) | 鋼材の清浄度評価方法 | |
| JP2008128863A (ja) | 鋼中介在物径の推定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |