JP2012183175A - 吸水シート構成体 - Google Patents
吸水シート構成体 Download PDFInfo
- Publication number
- JP2012183175A JP2012183175A JP2011047896A JP2011047896A JP2012183175A JP 2012183175 A JP2012183175 A JP 2012183175A JP 2011047896 A JP2011047896 A JP 2011047896A JP 2011047896 A JP2011047896 A JP 2011047896A JP 2012183175 A JP2012183175 A JP 2012183175A
- Authority
- JP
- Japan
- Prior art keywords
- water
- layer
- absorbent
- sheet structure
- absorbent sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002250 absorbent Substances 0.000 title claims abstract description 339
- 230000002745 absorbent Effects 0.000 title claims abstract description 247
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 title claims abstract description 231
- 229920005989 resin Polymers 0.000 claims abstract description 149
- 239000011347 resin Substances 0.000 claims abstract description 149
- 239000007788 liquid Substances 0.000 claims abstract description 144
- 239000000853 adhesive Substances 0.000 claims abstract description 93
- 230000001070 adhesive effect Effects 0.000 claims abstract description 93
- 238000010521 absorption reaction Methods 0.000 claims abstract description 87
- 238000001179 sorption measurement Methods 0.000 claims abstract description 46
- 239000004745 nonwoven fabric Substances 0.000 claims description 146
- 239000003463 adsorbent Substances 0.000 claims description 51
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 41
- 239000000835 fiber Substances 0.000 claims description 38
- 239000002504 physiological saline solution Substances 0.000 claims description 22
- 229920000098 polyolefin Polymers 0.000 claims description 13
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 12
- 229920000728 polyester Polymers 0.000 claims description 11
- 239000000741 silica gel Substances 0.000 claims description 9
- 229910002027 silica gel Inorganic materials 0.000 claims description 9
- 229920000297 Rayon Polymers 0.000 claims description 8
- 239000002964 rayon Substances 0.000 claims description 8
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 7
- 230000035515 penetration Effects 0.000 claims description 7
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims description 7
- 229920001971 elastomer Polymers 0.000 claims description 4
- 239000005909 Kieselgur Substances 0.000 claims description 2
- 229910021536 Zeolite Inorganic materials 0.000 claims description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 2
- 229910001570 bauxite Inorganic materials 0.000 claims description 2
- 239000000440 bentonite Substances 0.000 claims description 2
- 229910000278 bentonite Inorganic materials 0.000 claims description 2
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 claims description 2
- 238000010276 construction Methods 0.000 claims description 2
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 claims description 2
- 239000000806 elastomer Substances 0.000 claims description 2
- 239000010457 zeolite Substances 0.000 claims description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims 2
- 210000001124 body fluid Anatomy 0.000 abstract description 20
- 239000010839 body fluid Substances 0.000 abstract description 18
- 239000003795 chemical substances by application Substances 0.000 abstract description 11
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 abstract description 9
- 239000004744 fabric Substances 0.000 abstract description 3
- 238000004332 deodorization Methods 0.000 abstract description 2
- 230000002411 adverse Effects 0.000 abstract 1
- 238000004519 manufacturing process Methods 0.000 description 32
- 235000019645 odor Nutrition 0.000 description 32
- 238000000034 method Methods 0.000 description 31
- 238000010438 heat treatment Methods 0.000 description 30
- -1 urine Substances 0.000 description 25
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 description 24
- 239000007864 aqueous solution Substances 0.000 description 19
- 238000012360 testing method Methods 0.000 description 18
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 16
- 239000002245 particle Substances 0.000 description 15
- 238000007757 hot melt coating Methods 0.000 description 13
- 239000000463 material Substances 0.000 description 13
- 239000007921 spray Substances 0.000 description 13
- 239000011812 mixed powder Substances 0.000 description 11
- 210000002700 urine Anatomy 0.000 description 11
- 239000004698 Polyethylene Substances 0.000 description 10
- 238000011156 evaluation Methods 0.000 description 10
- 230000004927 fusion Effects 0.000 description 10
- 239000012085 test solution Substances 0.000 description 10
- 239000004743 Polypropylene Substances 0.000 description 9
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 9
- 230000001965 increasing effect Effects 0.000 description 9
- 238000005259 measurement Methods 0.000 description 9
- 229920000573 polyethylene Polymers 0.000 description 9
- 238000006116 polymerization reaction Methods 0.000 description 9
- 229920001155 polypropylene Polymers 0.000 description 9
- 239000000126 substance Substances 0.000 description 9
- 229920000742 Cotton Polymers 0.000 description 8
- 230000001877 deodorizing effect Effects 0.000 description 7
- 230000014759 maintenance of location Effects 0.000 description 7
- 238000003892 spreading Methods 0.000 description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 239000000178 monomer Substances 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- 238000005507 spraying Methods 0.000 description 6
- 239000006096 absorbing agent Substances 0.000 description 5
- 239000008280 blood Substances 0.000 description 5
- 210000004369 blood Anatomy 0.000 description 5
- 239000000499 gel Substances 0.000 description 5
- 238000010030 laminating Methods 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- 238000007789 sealing Methods 0.000 description 5
- 239000011780 sodium chloride Substances 0.000 description 5
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 4
- 239000004952 Polyamide Substances 0.000 description 4
- 229920002125 Sokalan® Polymers 0.000 description 4
- 239000012153 distilled water Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000001747 exhibiting effect Effects 0.000 description 4
- 230000002209 hydrophobic effect Effects 0.000 description 4
- 238000000691 measurement method Methods 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 238000010992 reflux Methods 0.000 description 4
- 239000002002 slurry Substances 0.000 description 4
- 239000004094 surface-active agent Substances 0.000 description 4
- 229920002994 synthetic fiber Polymers 0.000 description 4
- 239000012209 synthetic fiber Substances 0.000 description 4
- UWFRVQVNYNPBEF-UHFFFAOYSA-N 1-(2,4-dimethylphenyl)propan-1-one Chemical compound CCC(=O)C1=CC=C(C)C=C1C UWFRVQVNYNPBEF-UHFFFAOYSA-N 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 230000000903 blocking effect Effects 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 235000014113 dietary fatty acids Nutrition 0.000 description 3
- 238000009792 diffusion process Methods 0.000 description 3
- 230000002708 enhancing effect Effects 0.000 description 3
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 3
- 239000000194 fatty acid Substances 0.000 description 3
- 229930195729 fatty acid Natural products 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- USHAGKDGDHPEEY-UHFFFAOYSA-L potassium persulfate Chemical compound [K+].[K+].[O-]S(=O)(=O)OOS([O-])(=O)=O USHAGKDGDHPEEY-UHFFFAOYSA-L 0.000 description 3
- 102000004169 proteins and genes Human genes 0.000 description 3
- 108090000623 proteins and genes Proteins 0.000 description 3
- 230000001953 sensory effect Effects 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- 102000004190 Enzymes Human genes 0.000 description 2
- 108090000790 Enzymes Proteins 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 2
- 239000004202 carbamide Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 229920006245 ethylene-butyl acrylate Polymers 0.000 description 2
- 229920006244 ethylene-ethyl acrylate Polymers 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 229920000578 graft copolymer Polymers 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- ZIUHHBKFKCYYJD-UHFFFAOYSA-N n,n'-methylenebisacrylamide Chemical compound C=CC(=O)NCNC(=O)C=C ZIUHHBKFKCYYJD-UHFFFAOYSA-N 0.000 description 2
- 239000005445 natural material Substances 0.000 description 2
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 2
- 229920002215 polytrimethylene terephthalate Polymers 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 230000035807 sensation Effects 0.000 description 2
- 235000019615 sensations Nutrition 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 238000010558 suspension polymerization method Methods 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- XZIIFPSPUDAGJM-UHFFFAOYSA-N 6-chloro-2-n,2-n-diethylpyrimidine-2,4-diamine Chemical compound CCN(CC)C1=NC(N)=CC(Cl)=N1 XZIIFPSPUDAGJM-UHFFFAOYSA-N 0.000 description 1
- ZVZFHCZCIBYFMZ-UHFFFAOYSA-N 6-methylheptoxybenzene Chemical compound CC(C)CCCCCOC1=CC=CC=C1 ZVZFHCZCIBYFMZ-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 241000894006 Bacteria Species 0.000 description 1
- 244000274847 Betula papyrifera Species 0.000 description 1
- 235000009113 Betula papyrifera Nutrition 0.000 description 1
- 235000009109 Betula pendula Nutrition 0.000 description 1
- 235000010928 Betula populifolia Nutrition 0.000 description 1
- 235000002992 Betula pubescens Nutrition 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 206010021639 Incontinence Diseases 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 229920001131 Pulp (paper) Polymers 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- 238000005411 Van der Waals force Methods 0.000 description 1
- LWZFANDGMFTDAV-BURFUSLBSA-N [(2r)-2-[(2r,3r,4s)-3,4-dihydroxyoxolan-2-yl]-2-hydroxyethyl] dodecanoate Chemical compound CCCCCCCCCCCC(=O)OC[C@@H](O)[C@H]1OC[C@H](O)[C@H]1O LWZFANDGMFTDAV-BURFUSLBSA-N 0.000 description 1
- SZYSLWCAWVWFLT-UTGHZIEOSA-N [(2s,3s,4s,5r)-3,4-dihydroxy-5-(hydroxymethyl)-2-[(2r,3r,4s,5s,6r)-3,4,5-trihydroxy-6-(hydroxymethyl)oxan-2-yl]oxyoxolan-2-yl]methyl octadecanoate Chemical compound O([C@@H]1[C@@H]([C@@H](O)[C@H](O)[C@@H](CO)O1)O)[C@]1(COC(=O)CCCCCCCCCCCCCCCCC)O[C@H](CO)[C@@H](O)[C@@H]1O SZYSLWCAWVWFLT-UTGHZIEOSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000004840 adhesive resin Substances 0.000 description 1
- 229920006223 adhesive resin Polymers 0.000 description 1
- 239000003945 anionic surfactant Substances 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- QYMGIIIPAFAFRX-UHFFFAOYSA-N butyl prop-2-enoate;ethene Chemical compound C=C.CCCCOC(=O)C=C QYMGIIIPAFAFRX-UHFFFAOYSA-N 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- LLSDKQJKOVVTOJ-UHFFFAOYSA-L calcium chloride dihydrate Chemical compound O.O.[Cl-].[Cl-].[Ca+2] LLSDKQJKOVVTOJ-UHFFFAOYSA-L 0.000 description 1
- 229940052299 calcium chloride dihydrate Drugs 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000013043 chemical agent Substances 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical compound C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 1
- 239000000539 dimer Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- CYKDLUMZOVATFT-UHFFFAOYSA-N ethenyl acetate;prop-2-enoic acid Chemical compound OC(=O)C=C.CC(=O)OC=C CYKDLUMZOVATFT-UHFFFAOYSA-N 0.000 description 1
- 239000005042 ethylene-ethyl acrylate Substances 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 238000005194 fractionation Methods 0.000 description 1
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 210000001035 gastrointestinal tract Anatomy 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000003100 immobilizing effect Effects 0.000 description 1
- 230000005764 inhibitory process Effects 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 229940050906 magnesium chloride hexahydrate Drugs 0.000 description 1
- DHRRIBDTHFBPNG-UHFFFAOYSA-L magnesium dichloride hexahydrate Chemical compound O.O.O.O.O.O.[Mg+2].[Cl-].[Cl-] DHRRIBDTHFBPNG-UHFFFAOYSA-L 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 238000006386 neutralization reaction Methods 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- 230000003204 osmotic effect Effects 0.000 description 1
- 239000013618 particulate matter Substances 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 229920005995 polystyrene-polyisobutylene Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 150000003242 quaternary ammonium salts Chemical class 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 229940035044 sorbitan monolaurate Drugs 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229920006132 styrene block copolymer Polymers 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 210000004243 sweat Anatomy 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 230000002194 synthesizing effect Effects 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images

Landscapes
- Absorbent Articles And Supports Therefor (AREA)
Abstract
【課題】パルプの極めて少ない吸水シート構成体であっても、吸水シート構成体としての基本的な性能(速い液浸透速度、少ない逆戻り量、少ない液漏れ量)を高いレベルで確保しつつ、体液より継続的に発生する臭気を防ぎ、消臭能力にも優れた吸水シート構成体の提供。
【解決手段】吸水性樹脂、吸着剤及び接着剤を含有してなる吸収層が、不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体10であって、該吸収層が1)1次吸液層13、2)2次吸液層15及び3)吸着剤16を含む吸着層17とに分画されてなる構造であって、該吸着層17が2次吸液層15と不織布18、19の間に存在する構造を有し、(1)1次吸液層13に用いられる吸水性樹脂の生理食塩水吸水速度が25〜80秒であり、かつ(2)2次吸液層15に用いられる吸水性樹脂の生理食塩水吸水速度が1〜15秒である、吸水シート構成体。
【選択図】図1
【解決手段】吸水性樹脂、吸着剤及び接着剤を含有してなる吸収層が、不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体10であって、該吸収層が1)1次吸液層13、2)2次吸液層15及び3)吸着剤16を含む吸着層17とに分画されてなる構造であって、該吸着層17が2次吸液層15と不織布18、19の間に存在する構造を有し、(1)1次吸液層13に用いられる吸水性樹脂の生理食塩水吸水速度が25〜80秒であり、かつ(2)2次吸液層15に用いられる吸水性樹脂の生理食塩水吸水速度が1〜15秒である、吸水シート構成体。
【選択図】図1
Description
本発明は、衛生材料分野等に使用し得る吸水シート構成体に関する。詳しくは、消臭性能に優れ、薄型で紙おむつ等の吸収性物品に好適に使用し得る吸水シート構成体に関する。さらに本発明は、かかる吸水シート構成体を用いてなる紙おむつ等の吸収性物品に関する。
紙おむつ等に代表される吸収性物品は、体液等の液体を吸収する吸収体が、体に接する側に配された柔軟な液体透過性の表面シート(トップシート)と、体と接する反対側に配された液体不透過性の背面シート(バックシート)とにより挟持された構造を有する。
吸収性物品においては、体液、特に尿、血液、汗等を吸収した際に、不快な臭いを発生することが問題となっている。これらの臭いは、皮膚及び消化管に存在しているバクテリアが、尿素、タンパク質等の体液の成分を分解する酵素を生産し、体液の成分がその酵素により分解されることによって発生する腐敗臭であると考えられる。
これらの臭いの発生を抑制するために、臭気成分を吸着、除去する目的で、吸収体に吸着剤が用いられる。吸着剤には、吸着剤表面と空気中にある臭気成分の気体分子とがファンデルワールス力により吸着することで臭気を除去する物理的吸着剤と、化学反応により臭気成分を吸着、分解することで臭気を除去する化学的吸着剤があり、臭気に対する汎用性、使用の簡便性やコスト等の問題から、物理的吸着剤が好ましく用いられる。
物理的吸着剤を吸収体に用いる方法としては、活性炭等の物理的吸着剤を吸水性樹脂と混合した吸収体(例えば、特許文献1,2参照)や、吸収体の表面部分に物理的吸着剤を含む吸着層を形成する方法(例えば特許文献3参照)や、吸収体の中央部分に物理的吸着剤を含む吸着層を形成する方法(例えば特許文献4参照)等が提案されている。
また、従来、デザイン性、携帯時における利便性、流通時における効率等の観点から、吸収性物品の薄型化、軽量化に対する要求は高まっていた。さらに近年、環境保全の観点から、資源を有効に利用し、樹木のような成長に長期間を要する天然素材の使用を極力回避する、いわゆるエコ・フレンドリーな志向にニーズが集まりつつある。
そこで、木材等の解砕パルプ繊維等が極めて少なく、基本的な性能(速い液体浸透速度、少ない液体逆戻り量、少ない液漏れ量等)に優れ、薄型化を達成した吸水シート構成体として、吸水性樹脂及び接着剤を含有してなる吸収層が、2枚以上の親水性不織布により挟持された構造を有する吸水シート組成物(例えば、特許文献5参照)が提案されている。
しかしながら特許文献1〜4に開示されている方法では、吸着剤が尿や血液等の体液と接触し、体液中の水分やタンパク質等も吸着することで消臭性能が低下するため、体液成分が経時的に分解し、増加する腐敗臭に対しての消臭効果が十分でない。また、特許文献5に開示されている吸水シート構成体は、前記基本的な性能に十分優れているが、継続的に発生する臭気に関しては考慮されていない。
そこで、本発明は、パルプの極めて少ない吸水シート構成体であっても、吸水シート構成体としての基本的な性能(速い液浸透速度、少ない逆戻り量、少ない液漏れ量)を高いレベルで確保しつつ、体液より継続的に発生する臭気を防ぎ、消臭能力にも優れた吸水シート構成体を提供することを課題とする。
即ち、本発明の要旨は、
〔1〕 吸水性樹脂、吸着剤及び接着剤を含有してなる吸収層が、不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であって、
該吸収層が1)1次吸液層、2)2次吸液層及び3)吸着剤を含む吸着層とに分画されてなる構造であって、該吸着層が2次吸液層と不織布の間に存在する構造を有し、
(1)1次吸液層に用いられる吸水性樹脂の生理食塩水吸水速度が25〜80秒であり、かつ
(2)2次吸液層に用いられる吸水性樹脂の生理食塩水吸水速度が1〜15秒である、
吸水シート構成体;並びに
〔2〕 前記〔1〕記載の吸水シート構成体を、液体透過性シート及び液体不透過性シートで挟持してなる吸収性物品;に関するものである。
〔1〕 吸水性樹脂、吸着剤及び接着剤を含有してなる吸収層が、不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であって、
該吸収層が1)1次吸液層、2)2次吸液層及び3)吸着剤を含む吸着層とに分画されてなる構造であって、該吸着層が2次吸液層と不織布の間に存在する構造を有し、
(1)1次吸液層に用いられる吸水性樹脂の生理食塩水吸水速度が25〜80秒であり、かつ
(2)2次吸液層に用いられる吸水性樹脂の生理食塩水吸水速度が1〜15秒である、
吸水シート構成体;並びに
〔2〕 前記〔1〕記載の吸水シート構成体を、液体透過性シート及び液体不透過性シートで挟持してなる吸収性物品;に関するものである。
本発明にかかる吸水シート構成体は、パルプの極めて少ない吸水シート構成体であっても、吸水シート構成体としての基本的な性能を高いレベルで確保しつつ、体液より継続的に発生する臭気を防ぎ、消臭能力も十分に発揮することができるという優れた効果を奏する。従って、本発明にかかる吸水シート構成体を紙おむつ等の吸収体として使用することにより、薄くて外観の意匠性に優れると共に、液漏れや臭気等の不都合のない衛生材料を提供することができる。
本発明にかかる吸水シート構成体は、吸水性樹脂、吸着剤及び接着剤を含有してなる吸収層が、不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であって、該吸収層が1)1次吸液層、2)2次吸液層及び3)吸着剤を含む吸着層とに分画されてなる構造を有し、1次吸液層に用いられる吸水性樹脂と2次吸液層に用いられる吸水性樹脂が特定の吸水特性を有し、かつ吸着層を特定の箇所に設けることを一つの特徴とする吸水シート構成体である。
本発明にかかる吸水シート構成体における吸水性樹脂の種類としては、市販の吸水性樹脂が使用でき、例えば、澱粉−アクリロニトリルグラフト共重合体の加水分解物、澱粉−アクリル酸グラフト重合体の中和物、酢酸ビニル−アクリル酸エステル共重合体のケン化物、アクリル酸部分中和物重合体の架橋物、ポリアクリル酸部分中和物等の吸水性樹脂が挙げられる。これらのうち、供給能力やコスト等の工業的な観点から、アクリル酸部分中和物重合体の架橋物が好ましい。例えば、アクリル酸部分中和物重合体の架橋物を合成する方法としては、逆相懸濁重合法、及び水溶液重合法等が挙げられる。これらの重合法のなかでも、得られる粒子の流動性の良さや微粉末の少なさ、吸収容量や吸水速度等の吸水性能が高いという観点から、逆相懸濁重合法により得られる吸水性樹脂が、より好ましく使用される。
前記アクリル酸部分中和物重合体の架橋物の中和度は、吸水性樹脂の浸透圧を高め、吸水性能を高める観点から、50モル%以上が好ましく、70〜90モル%がより好ましい。
本発明にかかる吸水シート構成体における吸水性樹脂の(1次吸液層と2次吸液層とを合わせた)含有量は、前記吸水シート構成体が吸収性物品に使用された際に十分な液体吸収性能を得る観点から、吸水シート構成体の1平米あたり好ましくは100〜1000g(即ち100〜1000g/m2)であり、より好ましくは140〜800g/m2、さらに好ましくは180〜700g/m2であり、よりさらに好ましくは200〜600g/m2である。吸水シート構成体としての十分な液体吸収性能を発揮させ、液体の逆戻りを抑制する観点から、当該含有量は100g/m2以上であることが好ましく、吸水性樹脂のゲルブロッキング現象の発生を抑制し、吸水シート構成体として液体の拡散性能を発揮させ、さらに液体の浸透速度を改善する観点から、当該含有量は1000g/m2以下であることが好ましい。
1次吸液層/2次吸液層の樹脂比率(質量比)としては、1次吸液層/2次吸液層=98/2〜50/50の範囲が好ましく、1次吸液層/2次吸液層=90/10〜60/40の範囲がより好ましい。2次吸液層の吸収性を十分に発揮して、吸水シート構成体における液漏れを防止し、吸着層への体液の移送を防ぐ観点から、1次吸液層/2次吸液層は98/2以下の比率であることが好ましく、吸液後における1次吸液層のドライ感を高め、吸水シート構成体における逆戻りを少なくする観点から、1次吸液層/2次吸液層は50/50以上の比率であることが好ましい。
本明細書において、吸水性樹脂の吸水速度は生理食塩水吸水速度として評価される。1次吸液層に用いられる吸水性樹脂の生理食塩水吸水速度は、本発明にかかる吸水シート構成体の浸透速度を速め、1次吸液層における液の滞留を回避して、吸収性物品に使用される際の肌へのドライ感を増す観点から、25〜80秒であり、より好ましくは30〜75秒であり、35〜70秒がさらに好ましい。一方、2次吸液層に用いられる吸水性樹脂の生理食塩水吸水速度は、本発明にかかる吸水シート構成体の傾斜における漏れを少なくし、吸収性物品に使用される際の液漏れによる不快感を防止する観点と、吸着層への体液の移送を防ぐ観点から、1〜15秒であり、より好ましくは2〜10秒である。
吸水性樹脂の中位粒子径は、吸液層が1次であるか2次であるかにかかわらず、吸水シート構成体における吸水性樹脂の散逸及び吸水時のゲルブロッキング現象を防止するとともに、吸水シート構成体のゴツゴツする感触を低減して、触感を改善する観点から、100〜600μmが好ましく、150〜550μmがより好ましく、200〜500μmがさらに好ましい。
本発明にかかる吸水シート構成体において、吸着層とは少なくとも吸着剤を含んでなる層である。吸着層に使用する吸着剤としては、物理的吸着剤を用いることが好ましい。化学反応により臭気成分を吸着、分解することで臭気を除去する化学的吸着剤の場合、臭気の除去やその継続性という性能は良いものの、反応する臭気成分が特定され、複数の臭気成分に対する除去ができないため、尿や血液等の体液の腐敗臭に対する効果が低い。これに対し、物理的吸着剤は、複数の臭気成分であっても除去可能であり、体液の腐敗臭の除去に対する効果が高いため好ましい。また供給能力、コスト等の工業的な観点からも物理的吸着剤が好ましい。
本発明に使用される吸着剤は特に限定されないが、例えば、活性炭、シリカゲル、ゼオライト、アルミナ、ベントナイト、ケイソウ土及びボーキサイト等が挙げられる。これらのうち、吸着能力や臭気に対する汎用性等の観点や、供給能力やコスト等の工業的な観点から、活性炭とシリカゲルが好ましく、活性炭がより好ましい。
用いられる吸着剤の大きさとしては、市場で粉体として取り扱われている商品の大きさであれば特に限定されない。装着時の異物感を軽減させる観点からは、例えば目開き600μmのJIS標準篩を通過する大きさの吸着剤が好ましい。
吸着剤の含有量は、前記吸水シート構成体が吸収性物品に使用された際に消臭性能を得る観点から、吸水シート構成体の1平米あたり好ましくは10〜200g(即ち10〜200g/m2)であり、より好ましくは20〜180g/m2、さらに好ましくは30〜150g/m2である。吸水シート構成体としての十分な消臭性能を発揮させる観点から、当該含有量は10g/m2以上であることが好ましく、吸水シート構成体への固着性や消臭性能に対する費用対効果の観点から、当該含有量は200g/m2以下であることが好ましい。
本発明にかかる吸水シート構成体に用いられる接着剤としては、例えば、天然ゴム系、ブチルゴム系、ポリイソプレン等のゴム系接着剤;スチレン−イソプレンブロック共重合体(SIS)、スチレン−ブタジエンブロック共重合体(SBS)、スチレン−イソブチレンブロック共重合体(SIBS)、スチレン−エチレン−ブチレン−スチレンブロック共重合体(SEBS)等のスチレン系エラストマー接着剤;エチレン−酢酸ビニル共重合体(EVA)接着剤;エチレン−アクリル酸エチル共重合体(EEA)、エチレン−アクリル酸ブチル共重合体(EBA)等のエチレン−アクリル酸誘導体共重合系接着剤;エチレン−アクリル酸共重合体(EAA)接着剤;共重合ナイロン、ダイマー酸ベースポリアミド等のポリアミド系接着剤;ポリエチレン、ポリプロピレン、アタクチックポリプロピレン、共重合ポリオレフィン等のポリオレフィン系接着剤;ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、共重合ポリエステル等のポリエステル系接着剤等、及びアクリル系接着剤等が挙げられる。本発明においては、接着力が強く、吸水シート構成体における不織布の剥離や吸水性樹脂や吸着剤の散逸を防ぐことができるという観点から、エチレン−酢酸ビニル共重合体接着剤、スチレン系エラストマー接着剤、ポリオレフィン系接着剤及びポリエステル系接着剤が好ましい。これらの接着剤は、単独で使用してもよく、2種以上を組み合わせて使用してもよい。
接着剤は、1次吸液層、2次吸液層及び吸着層の形成に使用される。これら各層の形成に用いられる接着剤の種類、組み合わせ、量等は、各層において同一であってもよく、異なっていてもよい。
熱溶融型の接着剤を使用する場合、接着剤の溶融温度又は軟化点は、吸水性樹脂や吸着剤を不織布に十分に固定するとともに、不織布の熱劣化や変形を防止する観点から、好ましくは50〜180℃であり、より好ましくは70〜150℃である。
吸水シート構成体における接着剤の含有割合は、吸水性樹脂及び吸着剤の含有量の合計(質量基準)に対して、好ましくは0.05〜2.0倍の範囲であり、より好ましくは0.08〜1.5倍の範囲であり、さらに好ましくは0.1〜1.0倍の範囲である。十分な接着によって不織布の剥離や吸水性樹脂や吸着剤の散逸を防止し、吸水シート構成体の形態保持性を高める観点から、接着剤の含有割合は0.05倍以上であることが好ましく、接着が強くなり過ぎることによる吸水性樹脂の膨潤阻害を回避し、吸水シート構成体の液体浸透速度や液漏れを改善する観点から、接着剤の含有割合は2.0倍以下であることが好ましい。
本発明にかかる吸水シート構成体に用いられる不織布としては、当該技術分野で公知の不織布であれば特に限定されないが、液体浸透性、柔軟性及びシート構成体とした際の形態保持性の観点から、ポリエチレン(PE)、ポリプロピレン(PP)等のポリオレフィン繊維、ポリエチレンテレフタレート(PET)、ポリトリメチレンテレフタレート(PTT)、ポリエチレンナフタレート(PEN)等のポリエステル繊維、ナイロン等のポリアミド繊維、レーヨン繊維、その他の合成繊維製を含む不織布や、綿、絹、麻、パルプ(セルロース)繊維等が混合されて製造された不織布等が挙げられる。これらの不織布のなかでも、吸水シート構成体の形態保持性を高める等の観点から、合成繊維の不織布が好ましく用いられ、とりわけレーヨン繊維、ポリオレフィン繊維、ポリエステル繊維を含む不織布であることが好ましい。これらの不織布は、前記繊維の単独の不織布でもよく、2種以上の繊維を組み合わせた不織布でもよい。
より詳細には、吸水シート構成体の形態保持性を高め、吸水性樹脂の目抜けによる脱落を防止する観点から、ポリオレフィン繊維、ポリエステル繊維及びそれらの混合体からなる群より選択される繊維より製造されるスパンボンド不織布がより好ましく、また、シートを形成した際の液体吸収性能、柔軟性をより高める観点から、レーヨン繊維を主成分とするスパンレース不織布やポリオレフィン繊維のエアスルー不織布も、本発明に用いられる不織布として、より好ましい。前記スパンボンド不織布のなかでも、ポリオレフィン繊維の多層構造である、スパンボンド−メルトブローン−スパンボンド(SMS)不織布、及びスパンボンド−メルトブローン−メルトブローン−スパンボンド(SMMS)不織布がより好ましく用いられ、とりわけポリプロピレン繊維を主成分とするSMS不織布、SMMS不織布が好ましく用いられる。一方、前記スパンレース不織布としては、主成分のレーヨン繊維にポリオレフィン繊維及び/又はポリエステル繊維を適宜配合したものが好ましく使用され、とりわけレーヨン−PET不織布、レーヨン−PET−PE不織布が好ましく用いられる。前記不織布には、吸水シート構成体の厚みを増大させない程度に少量のパルプ繊維が含まれていてもよい。
前記不織布は、その親水性が低すぎると、吸水シート構成体の液体吸収性能が悪化する一方、必要以上に高くても液体吸収性能はそれに見合うほど向上しないため、適度な親水性を有していることが望ましい。その観点から、後述される「不織布の親水度」の測定方法に従って測定した時の親水度が、5〜200のものが好ましく用いられ、8〜150のものがより好ましく、10〜100のものがさらに好ましく、12〜80のものがよりさらに好ましい。このような親水性を有する不織布は、特に限定されないが、前記した不織布のうち、レーヨン繊維のように素材自身が適度な親水度を示すものを用いたものでもよいし、ポリオレフィン繊維、ポリエステル繊維のような疎水性の化学繊維に、公知の方法で親水化処理し、適度な親水度を付与したものを用いたものであってもよい。親水化処理の方法としては、例えば、スパンボンド不織布において、疎水性の化学繊維に親水化剤を混合したものをスパンボンド法にて不織布を得る方法、疎水性化学繊維でスパンボンド不織布を作製する際に親水化剤を同伴させる方法、又は疎水性化学繊維でスパンボンド不織布を得た後に親水化剤を含浸させる方法等が挙げられる。親水化剤としては、脂肪族スルホン酸塩、高級アルコール硫酸エステル塩等のアニオン系界面活性剤、第4級アンモニウム塩等のカチオン系界面活性剤、ポリエチレングリコール脂肪酸エステル、ポリグリセリン脂肪酸エステル、ソルビタン脂肪酸エステル等のノニオン系界面活性剤、ポリオキシアルキレン変性シリコーン等のシリコーン系界面活性剤、及びポリエステル系、ポリアミド系、アクリル系、ウレタン系の樹脂からなるステイン・リリース剤等が用いられる。
吸収層を挟持する不織布は、吸水シート構成体の液体吸収性能をより高める観点から、親水性であることが好ましいが、とりわけ、液漏れを防止する観点から、吸収層の下方に用いられる不織布の親水性は、上方に用いられる不織布の親水性と同等又は高い方がより好ましい。本明細書における吸収層の上方とは、得られる吸水シート構成体を用いて吸収性物品を作製した時に、吸収対象の液体が供給される側をいい、吸収層の下方とは、その反対側をいう。
不織布は、本発明にかかる吸水シート構成体に、良好な液体浸透性、柔軟性、形態保持性やクッション性を付与すること、及び吸水シート構成体の液体浸透速度を速める観点から、適度に嵩高く、目付量が大きい不織布が好ましい。その目付量は、好ましくは5〜300g/m2であり、より好ましくは8〜200g/m2であり、さらに好ましくは10〜100g/m2であり、よりさらに好ましくは11〜50g/m2である。また、不織布の厚みとしては、好ましくは20〜800μmの範囲であり、より好ましくは50〜600μmの範囲であり、さらに好ましくは80〜450μmの範囲である。不織布の厚みの測定方法としては、後述の吸水シート構成体の乾燥状態の厚みの測定方法を採用することができる。
本発明にかかる吸水シート構成体の吸収層は、二つの吸液層及び吸着層から構成され、吸水シート構成体の性能向上及び品質の安定を図る観点から、1次吸液層、2次吸液層及び吸着層が実質的に混合しない構造であることがより好ましく、分画された構造であることがさらに好ましい。ここで「実質的に混合しない」とは、1次吸液層、2次吸液層及び吸着層が、それぞれの特性を互いに阻害しないことを意味し、「分画された」とは、要すれば逐次接着による個別の層の固定化や、分画層の混入によって、1次吸液層、2次吸液層及び吸着層が、個別に層形成されることを意味する。このような実質的に混合しない構造としては、例えば、1次吸液層、2次吸液層及び吸着層が個別に積層されて接着された構造、及び1次吸液層、2次吸液層及び吸着層が通気性分画層により隔てられて接着された構造等が挙げられる。
前記通気性分画層は、適度な通気性と通液性を有するが、吸水性樹脂や吸着剤のような粒子状物が実質的に通過しない層であればよい。具体的には、PE、PP繊維からなる細孔を有するネット等の網状物、パフォーレイティッドフィルム等の多孔質フィルム、ティッシュペーパー等の衛生用紙、パルプ/PE/PPからなるエアレイド型不織布等のセルロース含有合成繊維不織布、あるいはレーヨン繊維、ポリオレフィン繊維及びポリエステル繊維からなる合成繊維不織布等が挙げられる。これらの通気性分画層のなかでも、得られる吸水シート構成体の性能面から、本発明における吸収層を挟持する前記不織布と同様のものが好ましく用いられる。
本発明にかかる吸水シート構成体の吸収層は、1)吸水性樹脂を含む1次吸液層、2)吸水性樹脂を含む2次吸液層及び3)吸着剤を含む吸着層から構成されており、吸着層が2次吸液層と不織布の間に存在することに、一つの特徴がある。
このような構成を形成することで、尿や血液等の体液が、垂直方向(吸水シート構成体の厚み方向)に上方の1次吸液層と1次吸液層の下方に位置する2次吸液層によって拡散、吸収され、また生理食塩水吸水速度が1〜15秒の吸水性樹脂から形成される2次吸液層により、2次吸液層の下方に位置する吸着層への体液との接触を抑えることができる。その結果、吸着剤が尿や血液等の体液と接触し、体液中の水分やタンパク質等を吸着することによる吸着剤の消臭効果の低下を最小限に抑えることができ、形成される吸着層は、継続的に発生する臭気を防ぐことが可能となる。
本発明にかかる吸水シート構成体は、従来法を利用して、例えば以下のような方法で製造することができる。
(a)不織布の上に、吸水性樹脂と接着剤の混合粉末を均一に散布し、加熱炉を通過させて粉末が散布しない程度に固定した後、前記と異なる吸水性樹脂を含む混合粉末を散布し、同様に粉末を固定した後、再度、吸着剤を含む混合粉末を散布し、不織布を重ねたものを一括して加熱圧着する。
(b)不織布の上に、吸水性樹脂と接着剤の混合粉末を均一に散布し、次に前記と異なる吸水性樹脂を含む混合粉末を散布し、再度、吸着剤を含む混合粉末を散布し、不織布を重ねたものを一括して加熱圧着する。(本方法では、各層の混合を避けるため、比重の大きなものを含む混合粉末を散布した後、比重の小さいものを含む混合粉末を散布することが好ましい。)
(c)不織布の上に、吸水性樹脂と接着剤の混合粉末を均一に散布し、さらに通気性分画層を重ねた後、次に前記と異なる吸水性樹脂を含む混合粉末を散布し、通気性分画層を重ねた後、再度、吸着剤を含む混合粉末を散布し、不織布を重ねたものを一括して加熱圧着する。(本方法では、通気性分画層を重ねた後にも、加熱圧着を施してもよい。)
(d)不織布の上に、接着剤を溶融塗布した直後、吸水性樹脂を均一に散布して層を形成させ、さらに上部から接着剤を溶融塗布して吸水性樹脂を固定する。この中間物に、前記と異なる吸水性樹脂及び吸着剤を用いて、再度同様の操作を行う。
例えば、これら(a)〜(d)に示された方法によって吸水シート構成体を製造することで、1次吸液層、2次吸液層及び吸着層が実質的に混合しない構造を達成することができる。前記方法のなかでも、1次吸液層、2次吸液層及び吸着層が分画できる観点から、(a)、(c)及び(d)の方法がより好ましく、製造方法の簡便さと製造効率の高さの観点から、(a)、(d)の方法がさらに好ましい。
なお、(a)〜(d)に例示させた方法の中から、二つの吸液層と吸着層の接着方法を別個に選択し、組み合わせて製造することもできる。吸水シート構成体の触感の改善及び強度の向上を目的として、シート製造における加熱圧着時やシート製造後に、エンボス加工を施してもよい。
また、本発明にかかる吸水シート構成体は、抗菌剤やゲル安定剤等の添加剤が適宜配合されていてもよい。
本発明にかかる吸水シート構成体は、薄型化が可能である点に一つの特長を有しており、吸収性物品への使用を考慮すると、吸水シート構成体の厚みは、乾燥状態で、5mm以下が好ましく、4mm以下がより好ましく、1.0〜3.0mmがさらに好ましい。なお、乾燥状態とは、吸水シート構成体が液体を吸収する前の状態のことをいう。本明細書において、吸水シート構成体の乾燥状態の厚みは、後述の実施例に記載の測定方法により得られる値である。
さらに本発明にかかる吸水シート構成体は、液体の浸透速度が速い点に一つの特長を有しており、吸収性物品への使用を考慮すると、吸水シート構成体の合計浸透速度が120秒以下であることが好ましく、110秒以下がより好ましく、100秒以下がさらに好ましい。本明細書において、吸水シート構成体の合計浸透速度は、後述の実施例に記載の測定方法により得られる値である。
さらに本発明にかかる吸水シート構成体は、液体の液漏れが少ない点に一つの特長を有しており、吸収性物品への使用を考慮すると、吸水シート構成体の傾斜における漏れ指数が100以下であることが好ましく、60以下がより好ましく、40以下がさらに好ましい。本明細書において、吸水シート構成体の傾斜における漏れ指数は、後述の実施例に記載の測定方法により得られる値である。
本発明にかかる吸水シート構成体としては、乾燥状態の厚み、合計浸透速度及び傾斜における漏れ指数が所定の特性の全てを満たすものが好ましい。
さらに本発明にかかる吸水シート構成体は、天然由来の素材の使用量が極めて少ないため、前記した厚み、浸透速度、漏れ指数において高性能でありながら、環境への配慮もなされたものである。天然素材の比率は30%以下が好ましく、20%以下がより好ましく、15%以下がさらに好ましい。天然素材の比率は、吸水シート構成体の構成成分に微量ながら含まれるパルプ、綿等の合計含有量を、吸水シート構成体の質量にて除することで算出される。
前記のような性質を全て満たす吸水シート構成体が、吸収性物品への使用を考慮すると非常に好ましい。
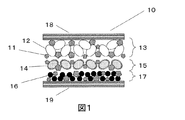
次に、本発明にかかる吸水シート構成体の構造について、図1を参照して説明する。ここで、図1は、本発明にかかる吸水シート構成体の構造を模式的に示す拡大断面図である。
図1に示される吸水シート構成体10は、吸水性樹脂12と接着剤11を含有してなる1次吸液層13と、吸水性樹脂14と接着剤11を含有してなる2次吸液層15と、吸着剤16と接着剤11を含有してなる吸着層17を有している。ここで1次吸液層とは、当該吸水シート構成体を用いて吸収性物品を作成した時に、吸収対象の液体が供給される側をいい、2次吸液層とは、1次吸液層を介して吸収対象の液体が供給される側をいう。
そして、図1において、二つの吸液層及び吸着層は、実質的に混合しないように、1次吸液層、2次吸液層及び吸着層に分画されている。図1における吸水シート構成体10は、1次吸液層13、2次吸液層15及び吸着層17並びに当該1次吸液層13及び吸着層17のそれぞれの外面に位置する不織布18及び19からなる表裏2層とからなる5層構造であり、かかる吸収層が不織布18及び19により、当該吸収層の上方及び下方から挟持された構造である。
また、図2に示される吸水シート構成体も、本発明にかかる吸水シート構成体の別の形態の例示である。図2においては、接着剤20を不織布18等に溶融塗布し、また、二つの吸液層及び吸着層が通気性分画層21で分画された例である。
本発明にかかる吸水シート構成体を液体透過性シート及び液体不透過性シートで挟持することにより、本発明にかかる吸収性物品を得ることができる。前記液体透過性シート及び液体不透過性シートとしては、吸収性物品の技術分野で公知のものを、特に制限なく用いることができる。また、かかる吸収性物品は、公知の方法によって製造することができる。
前記吸収性物品としては、例えば、紙おむつ、失禁パッド、生理用ナプキン、ペットシート、食品用ドリップシート等が挙げられる。
以下に、本発明を実施例に基づいてさらに詳細に説明するが、本発明は、かかる実施例のみに限定されるものではない。
吸水性樹脂及び吸水シート構成体の性能は、以下の方法により測定した。
<吸水性樹脂の生理食塩水保水能>
吸水性樹脂2.0gを、綿袋(メンブロード60番、横100mm×縦200mm)中に計り取り、500mL容のビーカーに入れた。綿袋に生理食塩水(0.9質量%塩化ナトリウム水溶液、以下同様)500gを一度に注ぎ込み、吸水性樹脂のママコが発生しないように生理食塩水を分散させた。綿袋の上部を輪ゴムで縛り、1時間放置して、吸水性樹脂を十分に膨潤させた。遠心力が167Gとなるよう設定した脱水機(国産遠心機株式会社製、品番:H−122)を用いて綿袋を1分間脱水し、脱水後の膨潤ゲルを含んだ綿袋の質量Wa(g)を測定した。吸水性樹脂を添加せずに同様の操作を行い、綿袋の湿潤時空質量Wb(g)を測定し、次式により吸水性樹脂の生理食塩水保水能を求めた。
吸水性樹脂の生理食塩水保水能(g/g)=[Wa−Wb](g)/吸水性樹脂の質量(g)
吸水性樹脂2.0gを、綿袋(メンブロード60番、横100mm×縦200mm)中に計り取り、500mL容のビーカーに入れた。綿袋に生理食塩水(0.9質量%塩化ナトリウム水溶液、以下同様)500gを一度に注ぎ込み、吸水性樹脂のママコが発生しないように生理食塩水を分散させた。綿袋の上部を輪ゴムで縛り、1時間放置して、吸水性樹脂を十分に膨潤させた。遠心力が167Gとなるよう設定した脱水機(国産遠心機株式会社製、品番:H−122)を用いて綿袋を1分間脱水し、脱水後の膨潤ゲルを含んだ綿袋の質量Wa(g)を測定した。吸水性樹脂を添加せずに同様の操作を行い、綿袋の湿潤時空質量Wb(g)を測定し、次式により吸水性樹脂の生理食塩水保水能を求めた。
吸水性樹脂の生理食塩水保水能(g/g)=[Wa−Wb](g)/吸水性樹脂の質量(g)
<吸水性樹脂の生理食塩水吸水速度>
本試験は、25℃±1℃に調節された室内で行った。100mL容のビーカーに、生理食塩水50±0.1gを量りとり、マグネチックスターラーバー(8mmφ×30mmのリング無し)を投入し、ビーカーを恒温水槽に浸漬して、液温を25±0.2℃に調節した。次に、マグネチックスターラー上にビーカーを置いて、回転数600r/minとして、生理食塩水に渦を発生させた後、吸水性樹脂2.0±0.002gを、前記ビーカーに素早く添加し、ストップウォッチを用いて、吸水性樹脂の添加後から液面の渦が収束する時点までの時間(秒)を測定し、吸水性樹脂の吸水速度とした。
本試験は、25℃±1℃に調節された室内で行った。100mL容のビーカーに、生理食塩水50±0.1gを量りとり、マグネチックスターラーバー(8mmφ×30mmのリング無し)を投入し、ビーカーを恒温水槽に浸漬して、液温を25±0.2℃に調節した。次に、マグネチックスターラー上にビーカーを置いて、回転数600r/minとして、生理食塩水に渦を発生させた後、吸水性樹脂2.0±0.002gを、前記ビーカーに素早く添加し、ストップウォッチを用いて、吸水性樹脂の添加後から液面の渦が収束する時点までの時間(秒)を測定し、吸水性樹脂の吸水速度とした。
<吸水性樹脂の中位粒子径>
別に規定のない限り、吸水性樹脂の粒子径を中位粒子径として規定し、次のようにして測定した。
別に規定のない限り、吸水性樹脂の粒子径を中位粒子径として規定し、次のようにして測定した。
吸水性樹脂50gに、滑剤として、0.25gの非晶質シリカ(デグサジャパン株式会社製、Siperant 200)を混合した。
前記吸水性樹脂を、JIS標準篩の目開き250μmの篩を用いて通過させ、その50質量%以上が通過する場合には(A)の篩の組み合わせを、その50質量%以上が篩上に残る場合には(B)の篩の組み合わせを用いて中位粒子径を測定した。
(A)JIS標準篩を上から、目開き425μmの篩、目開き250μmの篩、目開き180μmの篩、目開き150μmの篩、目開き106μmの篩、目開き75μmの篩、目開き45μmの篩及び受け皿の順に組み合わせた。
(B)JIS標準篩を上から、目開き850μmの篩、目開き600μmの篩、目開き500μmの篩、目開き425μmの篩、目開き300μmの篩、目開き250μmの篩、目開き150μmの篩及び受け皿の順に組み合わせた。
組み合わせた最上の篩に、前記吸水性樹脂を入れ、ロータップ式振とう器を用いて20分間振とうさせて分級した。
分級後、各篩上に残った吸水性樹脂の質量を全量に対する質量百分率として計算し、粒子径の大きい方から順に積算することにより、篩の目開きと篩上に残った吸水性樹脂の質量百分率の積算値との関係を対数確率紙にプロットした。確率紙上のプロットを直線で結ぶことにより、積算質量百分率50質量%に相当する粒子径を中位粒子径とした。
<不織布の親水度>
本明細書において、不織布の親水度は、紙パルプ試験方法No.68(2000)に記載の「はっ水性試験方法」に記載の装置を用いて測定した。
本明細書において、不織布の親水度は、紙パルプ試験方法No.68(2000)に記載の「はっ水性試験方法」に記載の装置を用いて測定した。
すなわち、45度の傾斜をもつ試験片取り付け装置に、幅×長さが10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断した試験片を取り付けた。ビュレットのコック開口部を30秒あたり10gの蒸留水を供給するように調整したビュレットを一旦乾燥させ、傾斜を持つ装置に取り付けた試験片の最上部から垂直方向に5mm上の部分にビュレットの先端が配置するように固定した。ビュレット上部から蒸留水約60gを仕込み、ビュレット先端から不織布試験片に液体が滴下され始めてから、試験片が液体を保持しきれずに下部から液体がもれ出るまでの時間(秒)を測定し、不織布の親水度とした。数値が大きいほど親水度が高いと判断される。
通常、不織布の素材自身が親水性を有するか、親水化処理を施した不織布では、親水度の数値は5以上となる一方、親水性の低い素材の不織布では、表面近傍で液体が走り、より早く下部から液体がもれ出る傾向がある。
<吸水シート構成体の乾燥状態の厚みの測定>
吸水シート構成体を10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断したものを、サンプルとして使用した。厚み測定器(株式会社尾崎製作所製、型番:J−B)を用いて、長手方向に左端、中央、右端の3箇所(左から3cmを左端、15cmを中央、27cmを右端)を測定した。幅方向は中央部を測定した。厚みの測定値は各箇所で3回測定して平均した。さらに、左端、中央、右端の値を平均して、吸水シート構成体全体の乾燥状態の厚みとした。
吸水シート構成体を10cm×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断したものを、サンプルとして使用した。厚み測定器(株式会社尾崎製作所製、型番:J−B)を用いて、長手方向に左端、中央、右端の3箇所(左から3cmを左端、15cmを中央、27cmを右端)を測定した。幅方向は中央部を測定した。厚みの測定値は各箇所で3回測定して平均した。さらに、左端、中央、右端の値を平均して、吸水シート構成体全体の乾燥状態の厚みとした。
<吸水シート構成体の合計浸透速度及び逆戻り量の評価>
吸水シート構成体を10×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断したものを、サンプルとして使用した。
吸水シート構成体を10×30cmの短冊状で、長手方向が不織布の縦方向(機械方向)となるように切断したものを、サンプルとして使用した。
10L容の容器に、塩化ナトリウム60g、塩化カルシウム二水和物1.8g、塩化マグネシウム六水和物3.6g及び適量の蒸留水を入れ、完全に溶解させた。次に、1質量%ポリ(オキシエチレン)イソオクチルフェニルエーテル水溶液15gを添加し、さらに蒸留水を添加して、水溶液全体の質量を6000gに調整した後、少量の青色1号で着色して、試験液を調製した。
サンプル(吸水シート構成体)の上部に、サンプルと同じ大きさ(10×30cm)、目付量22g/m2のポリエチレン製エアスルー型多孔質液体透過性シートを載せた。また、サンプルの下にこのシートと同じ大きさ、目付量のポリエチレン製液体不透過性シートを置き、簡易的な吸収性物品を作製した。この体液吸収性物品の中心付近に、中央に内径3cm円筒型シリンダーを置き、50mLの試験液を一度に投入するとともに、ストップウォッチを用いて、試験液が完全に体液吸収性物品に浸透するまでの時間を測定し、1回目の浸透速度(秒)とした。次いでシリンダーの位置を動かさずに30分後及び60分後にも同様の操作を行い、2回目及び3回目の浸透速度(秒)を測定した。1回目〜3回目の秒数の合計を合計浸透速度とした。
1回目の試験液投入開始から120分後にシリンダーを取り除き、体液吸収性物品上の液投入位置付近に、あらかじめ質量(Wc(g)、約70g)を測定しておいた10cm四方の濾紙(約80枚)を置き、その上に10cm×10cmの5kgの重りを載せた。5分間の荷重後、濾紙の質量(Wd(g))を測定し、増加した質量を逆戻り量(g)とした。
逆戻り量(g)=Wd−Wc
逆戻り量(g)=Wd−Wc
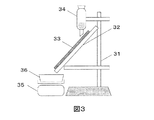
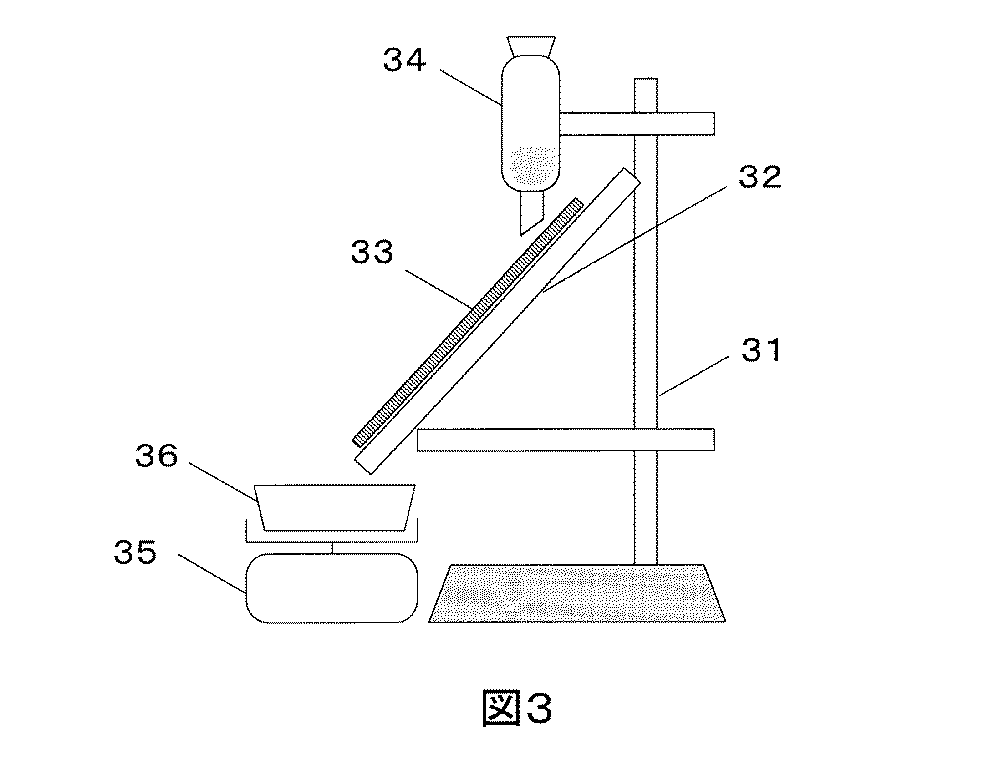
<吸水シート構成体の傾斜における漏れ試験>
傾斜における漏れ試験は、図3に示す装置を用いて行った。
傾斜における漏れ試験は、図3に示す装置を用いて行った。
概略としては、市販の実験設備用の架台31を用いて、アクリル板32を傾斜させて固定した後、板上に載置した吸収性物品33に鉛直上方から滴下ロート34で前記の試験液を投入し、漏れ量を天秤35で計量する機構である。以下に詳細な仕様を示す。
アクリル板32は傾斜面方向の長さが45cmで、架台31によって水平に対して成す角45±2°になるよう固定した。アクリル板32は幅100cm、厚み1cmで、複数の吸収性物品33を並行して測定することも可能であった。アクリル板32の表面は滑らかなので、板に液体が滞留したり吸収されたりすることはなかった。
架台31を用いて、滴下ロート34を傾斜アクリル板32の鉛直上方に固定した。滴下ロート34は、容量100mL、先端部の内径が約4mmであり、8mL/秒で液が投入されるようにコックの絞りを調整した。
アクリル板32の下部には、トレイ36を載置した天秤35が設置されており、漏れとして流れ落ちる試験液をすべて受けとめ、その質量を0.1gの精度で記録した。
このような装置を用いた傾斜における漏れ試験は以下の手順で行った。10×30cmの短冊状で、長手方向が親水性不織布の縦方向(機械方向)となるように裁断した吸水シート構成体をサンプルとした。次いで、同サイズのエアスルー型ポリエチレン製液体透過性不織布(目付量22g/m2)を当該サンプルの上方から付し、さらに、同サイズ、同目付量のポリエチレン製液体不透過性シートを下方から付して作成した簡易的な吸収性物品33を、アクリル板32上に貼り付けた(漏れを作為的に止めないために、吸収性物品33の下端はアクリル板32上には貼り付けなかった)。
吸収性物品33の上端面の中央から2cm下方向の箇所に目印をつけ、滴下ロート34の投入口を、目印から鉛直上方距離1cmになるように固定した。
天秤35を起動させ、表示をゼロに補正した後、滴下ロート34に前記試験液80mLを一度に投入した。試験液が吸収性物品33に吸収されずに傾斜したアクリル板32を流れ、トレイ36に入った液量を測定し、1回目の漏れ量(g)とした。この1回目の漏れ量(g)の数値をLW1とした。
1回目の投入開始から10分間隔にて、同様に2回目、3回目の試験液を投入して、2回目、3回目の漏れ量(g)を測定し、その数値をそれぞれLW2、LW3とした。
次いで、以下の式に従って傾斜における漏れ指数を算出した。指数がゼロに近づくほど、吸水シート構成体の傾斜における漏れ量、特に初期の漏れ量が少なく、優れた吸水シート構成体と判断される。
傾斜における漏れ指数:L=LW1×10+LW2×5+LW3
傾斜における漏れ指数:L=LW1×10+LW2×5+LW3
<吸水シート構成体の臭気官能試験>
100mLマイヤーフラスコに新鮮な尿50mLを入れ、尿素0.25g、使用済みおむつから採取したパルプ1gを加え、溶液を24時間放置し発酵尿を作製した。次いで、新鮮な尿と上記発酵尿を9:1(質量比)の割合で混合することにより、試験液を調製した(新鮮な尿は無菌なため、発酵尿を混合しないと充分な臭気が発生しない)。
100mLマイヤーフラスコに新鮮な尿50mLを入れ、尿素0.25g、使用済みおむつから採取したパルプ1gを加え、溶液を24時間放置し発酵尿を作製した。次いで、新鮮な尿と上記発酵尿を9:1(質量比)の割合で混合することにより、試験液を調製した(新鮮な尿は無菌なため、発酵尿を混合しないと充分な臭気が発生しない)。
吸水シート構成体を、5×5cmの正方形に裁断したものをサンプルとして250mLガラス瓶に入れた後、上記試験液30gを添加してサンプルを膨潤させた。試験液を添加後、直ちに密封し、40℃で24時間保存した。保存後、5人のパネラー(A〜E)に、250mLガラス瓶中の臭気を、規定基準の「6段階臭気強度表示法」に準じて下記の基準により判定してもらい、その平均値で評価した。
(製造例1:吸水性樹脂Aの製造)
還流冷却器、滴下ロート、窒素ガス導入管、攪拌機として、翼径50mmの4枚傾斜パドル翼を2段で有する攪拌翼を備えた内径100mmの丸底円筒形セパラブルフラスコを準備した。このフラスコにn−ヘプタン500mLをとり、界面活性剤としてHLB3のショ糖ステアリン酸エステル(三菱化学フーズ株式会社製、リョートーシュガーエステルS−370)0.92g、無水マレイン酸変性エチレン・プロピレン共重合体(三井化学株式会社製、ハイワックス1105A)0.92gを添加し、80℃まで昇温して界面活性剤を溶解したのち、50℃まで冷却した。
還流冷却器、滴下ロート、窒素ガス導入管、攪拌機として、翼径50mmの4枚傾斜パドル翼を2段で有する攪拌翼を備えた内径100mmの丸底円筒形セパラブルフラスコを準備した。このフラスコにn−ヘプタン500mLをとり、界面活性剤としてHLB3のショ糖ステアリン酸エステル(三菱化学フーズ株式会社製、リョートーシュガーエステルS−370)0.92g、無水マレイン酸変性エチレン・プロピレン共重合体(三井化学株式会社製、ハイワックス1105A)0.92gを添加し、80℃まで昇温して界面活性剤を溶解したのち、50℃まで冷却した。
一方、500mLの三角フラスコに80質量%のアクリル酸水溶液92gをとり、外部より冷却しつつ、21質量%の水酸化ナトリウム水溶液146.0gを滴下して75モル%の中和を行った後、過硫酸カリウム0.11g、N,N’−メチレンビスアクリルアミド9.2mgを加えて溶解し、第1段目の単量体を調整した。
攪拌機の回転数を450r/minとして、前記単量体水溶液を前記セパラブルフラスコに添加して、系内を窒素で置換しながら、35℃で30分間保持した後、70℃の水浴に浸漬して昇温し、30分間重合を行うことにより、第1段目の重合後スラリーを得た。
一方、別の500mLの三角フラスコに80質量%のアクリル酸水溶液128.8gをとり、外部より冷却しつつ、27質量%の水酸化ナトリウム159.0gを滴下して75モル%の中和を行った後、過硫酸カリウム0.16g、N,N’−メチレンビスアクリルアミド12.9mgを加えて溶解して、第2段目の単量体水溶液を調整し、温度を約25℃に保持した。
前記第1段目の重合後スラリーの入った攪拌機の攪拌回転数を1000r/minに変更した後、25℃に冷却し、前記第2段目の単量体水溶液を系内に添加し、窒素で置換しながら30分間保持した。再度、フラスコを70℃の水浴に浸漬して昇温し、30分間重合を行うことにより、第2段目の重合後スラリーを得た。
次いで、120℃の油浴を使用して昇温し、水とn−ヘプタンを共沸することにより、n−ヘプタンを還流しながら、220gの水を系外へ抜き出した後、エチレングリコールジグリシジルエーテルの2%水溶液8.17gを添加し、80℃で2時間保持した。その後、n−ヘプタンを蒸発させて乾燥することによって、吸水性樹脂Aを230.2g得た。得られた吸水性樹脂の中位粒子径は370μm、生理食塩水保水能は37g/g、生理食塩水吸水速度は39秒であった。
(製造例2:吸水性樹脂Bの製造)
前記吸水性樹脂Aの製造例において、第1段目重合時の攪拌機の回転数を380r/minに変更し、共沸により系外に水を抜き出した後に添加するエチレングリコールジグリシジルエーテルの2%水溶液の量を4.42gに変更した以外は吸水性樹脂Aの製造例と同様の操作を行い、吸水性樹脂Bを231.5g得た。得られた吸水性樹脂の中位粒子径は450μm、生理食塩水保水能は45g/g、生理食塩水吸水速度は70秒であった。
前記吸水性樹脂Aの製造例において、第1段目重合時の攪拌機の回転数を380r/minに変更し、共沸により系外に水を抜き出した後に添加するエチレングリコールジグリシジルエーテルの2%水溶液の量を4.42gに変更した以外は吸水性樹脂Aの製造例と同様の操作を行い、吸水性樹脂Bを231.5g得た。得られた吸水性樹脂の中位粒子径は450μm、生理食塩水保水能は45g/g、生理食塩水吸水速度は70秒であった。
(製造例3:吸水性樹脂Cの製造)
前記吸水性樹脂Aの製造例において、第1段目重合時の攪拌機の回転数を350r/minに変更し、共沸により系外に水を抜き出した後に添加するエチレングリコールジグリシジルエーテルの2%水溶液の量を6.62gに変更した以外は吸水性樹脂Aの製造例と同様の操作を行い、吸水性樹脂Cを229.8g得た。得られた吸水性樹脂の中位粒子径は520μm、生理食塩水保水能は43g/g、生理食塩水吸水速度は82秒であった。
前記吸水性樹脂Aの製造例において、第1段目重合時の攪拌機の回転数を350r/minに変更し、共沸により系外に水を抜き出した後に添加するエチレングリコールジグリシジルエーテルの2%水溶液の量を6.62gに変更した以外は吸水性樹脂Aの製造例と同様の操作を行い、吸水性樹脂Cを229.8g得た。得られた吸水性樹脂の中位粒子径は520μm、生理食塩水保水能は43g/g、生理食塩水吸水速度は82秒であった。
(製造例4:吸水性樹脂Dの製造)
前記吸水性樹脂Aの製造例において、第1段目の重合後のスラリーの冷却温度を29℃に変更し、共沸により系外に水を抜き出した後に添加するエチレングリコールジグリシジルエーテルの2%水溶液の量を4.42gに変更した以外は吸水性樹脂Aの製造例と同様の操作を行い、吸水性樹脂を230.5g得た。得られた吸水性樹脂を、目開き180μmのJIS標準篩を用いて分級し、目開き180μmの篩を通過したものを吸水性樹脂Dとして52.6g得た。吸水性樹脂Dの中位粒子径は140μmであり、生理食塩水保水能は31g/g、生理食塩水吸水速度は18秒であった。
前記吸水性樹脂Aの製造例において、第1段目の重合後のスラリーの冷却温度を29℃に変更し、共沸により系外に水を抜き出した後に添加するエチレングリコールジグリシジルエーテルの2%水溶液の量を4.42gに変更した以外は吸水性樹脂Aの製造例と同様の操作を行い、吸水性樹脂を230.5g得た。得られた吸水性樹脂を、目開き180μmのJIS標準篩を用いて分級し、目開き180μmの篩を通過したものを吸水性樹脂Dとして52.6g得た。吸水性樹脂Dの中位粒子径は140μmであり、生理食塩水保水能は31g/g、生理食塩水吸水速度は18秒であった。
(製造例5:吸水性樹脂Eの製造)
還流冷却器、滴下ロート、窒素ガス導入管、攪拌機として、翼径50mmの4枚傾斜パドル翼を2段で有する攪拌翼を備えた内径100mmの丸底円筒形セパラブルフラスコを準備した。このフラスコにn−ヘプタン550mLをとり、界面活性剤としてHLB8.6のソルビタンモノラウレート(日油株式会社製、ノニオンLP−20R)0.84gを添加し、50℃まで昇温して界面活性剤を溶解した後、40℃まで冷却した。
還流冷却器、滴下ロート、窒素ガス導入管、攪拌機として、翼径50mmの4枚傾斜パドル翼を2段で有する攪拌翼を備えた内径100mmの丸底円筒形セパラブルフラスコを準備した。このフラスコにn−ヘプタン550mLをとり、界面活性剤としてHLB8.6のソルビタンモノラウレート(日油株式会社製、ノニオンLP−20R)0.84gを添加し、50℃まで昇温して界面活性剤を溶解した後、40℃まで冷却した。
一方、500mLの三角フラスコに80質量%のアクリル酸水溶液70gを入れ、21質量%水酸化ナトリウム水溶液111.0gを滴下して75モル%の中和を行った後、過硫酸カリウム0.084gを加えて溶解し、単量体水溶液を調整した。
攪拌機の回転数を800r/minとして、前記単量体水溶液を前記セパラブルフラスコに添加して、系内を窒素で30分間置換した後、70℃の水浴に浸漬して昇温し、重合反応を2時間行った。
次いで120℃の油浴を使用して昇温し、水とn−ヘプタンを共沸することにより、n−ヘプタンを還流しながら、85.0gの水を系外へ抜き出した後、エチレングリコールジグリシジルエーテルの2%水溶液3.50gを添加し、80℃で2時間保持した。その後、n−ヘプタンを蒸発させて乾燥することによって、吸水性樹脂Eを72.0g得た。得られた吸水性樹脂Eの中位粒子径は230μm、生理食塩水吸水能は37g/g、生理食塩水吸水速度は3秒であった。
(実施例1)
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmのスパンボンド−メルトブローン−スパンボンド(SMS)不織布を親水化剤により親水化処理したもの(繊維:ポリプロピレン、目付量13g/m2、厚さ:150μm、親水度=16;「不織布A」とする)を敷いた後、接着剤としてスチレン−ブタジエンブロック共重合体(軟化点85℃;「SBS」とする)を目付量20g/m2で当該不織布上に塗布した。
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmのスパンボンド−メルトブローン−スパンボンド(SMS)不織布を親水化剤により親水化処理したもの(繊維:ポリプロピレン、目付量13g/m2、厚さ:150μm、親水度=16;「不織布A」とする)を敷いた後、接着剤としてスチレン−ブタジエンブロック共重合体(軟化点85℃;「SBS」とする)を目付量20g/m2で当該不織布上に塗布した。
次に、ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、吸水性樹脂として製造例1で得られた吸水性樹脂Aを仕込んだ。一方、散布機下部のコンベアーに、前記接着剤塗布不織布を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Aを目付量200g/m2で不織布上に均一に積層した。
得られた積層体を、上部から目付量20g/m2で接着剤としての前記SBSを前記と同様の方法で塗布した通気性分画層としてスパンレース不織布(繊維:レーヨン/PET、厚み:300μm、目付量:35g/m2、親水度=38;「不織布B」とする)で挟みつけた後、加熱温度を100℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP−600LF)にて熱融着させることでこれらを一体化し、1次吸液層を有する吸水シート構成体中間物を得た。
前記と同様に、加熱温度を150℃に設定したホットメルト塗工機上に、不織布B側が上部になるように吸水シート構成体中間物を敷き、接着剤として前記SBSを目付量5g/m2で吸水シート構成体中間物の不織布B上に塗布した。
次に、ローラー型散布機の投入口に、吸水性樹脂として製造例5で得られた吸水性樹脂Eを仕込んだ。一方、散布機下部のコンベアーに、接着剤が塗布された面を上にして吸水シート構成体中間物を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Eを目付量50g/m2で、前記吸水シート構成体中間物の不織布B上に均一に積層した。
得られた積層体を、上部から目付量5g/m2で前記SBSを前記と同様の方法で塗布した別の不織布Bで挟みつけた後、前記と同様に加熱温度を100℃に設定したラミネート機にて熱融着させることでこれらを一体化し、2次吸液層を有する吸水シート構成体中間物を得た。
前記と同様に、加熱温度を150℃に設定したホットメルト塗工機上に、不織布B側が上部になるように吸水シート構成体中間物を敷き、接着剤として前記SBSを目付量10g/m2で吸水シート構成体中間物の不織布B上に塗布した。
次に、ローラー型散布機の投入口に、吸着剤として活性炭(粒状白鷺GM2x(日本エンバイロケミカルズ株式会社製)の粉砕物であって、目開き600μmのJIS標準篩を通過したもの;「活性炭」とする)を仕込んだ。一方、散布機下部のコンベアーに、接着剤が塗布された面を上にして吸水シート構成体中間物を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、活性炭を目付量100g/m2で、前記吸水シート構成体中間物の不織布B上に均一に積層した。このようにして、活性炭及び接着剤から構成される吸着層を形成させた。
得られた積層体を、上部から目付量10g/m2で前記SBSを前記と同様の方法で塗布した別の不織布Aで挟みつけた後、前記と同様に加熱温度を100℃に設定したラミネート機にて熱融着させることでこれらを一体化し、吸着層を有する吸水シート構成体を得た。得られた吸水シート構成体の構造の断面を模式的に示せば、図2のような構造であった。
得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Aを用いた吸収層(1次吸液層)が上方となるようにして、前記各種測定及び評価を行った。結果を表3及び表4に示す。
(実施例2)
ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、接着剤としてのエチレン−酢酸ビニル共重合体(溶融温度95℃;「EVA」とする)30質量部と、吸水性樹脂として製造例2で得られた吸水性樹脂B100質量部とを均一混合させたものを仕込んだ。一方、散布機下部のコンベアーに、幅30cmの不織布Bを敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、前記混合物を目付量130g/m2で前記不織布上に均一に積層した。得られた積層体を、前記ローラー型散布機に併設された加熱炉(設定温度110℃)にコンベアーを用いて通過させた後、室温まで冷却することで、1次吸液層を形成した吸水シート構成体中間物を得た。
ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、接着剤としてのエチレン−酢酸ビニル共重合体(溶融温度95℃;「EVA」とする)30質量部と、吸水性樹脂として製造例2で得られた吸水性樹脂B100質量部とを均一混合させたものを仕込んだ。一方、散布機下部のコンベアーに、幅30cmの不織布Bを敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、前記混合物を目付量130g/m2で前記不織布上に均一に積層した。得られた積層体を、前記ローラー型散布機に併設された加熱炉(設定温度110℃)にコンベアーを用いて通過させた後、室温まで冷却することで、1次吸液層を形成した吸水シート構成体中間物を得た。
別途、ローラー型散布機の投入口に、接着剤としてEVA15質量部と吸水性樹脂E50質量部とを均一混合させたものを仕込んだ。ローラー型散布機のコンベアーに、前記吸水シート構成体中間物を、1次吸液層が上部になるように敷き、散布ローラーと下部コンベアーを稼動させることにより、前記混合物を目付量65g/m2で前記1次吸液層上に均一に積層した。得られた積層体を、前記と同様に、ローラー型散布機に併設された加熱炉(設定温度110℃)にコンベアーを用いて通過させた後、室温まで冷却することで、2次吸液層を形成した吸水シート構成体中間物を得た。
別途、ローラー型散布機の投入口に、接着剤としてEVA30質量部と活性炭100質量部とを均一混合させたものを仕込んだ。ローラー型散布機のコンベアーに、前記吸水シート構成体中間物を、2次吸液層が上部になるように敷き、散布ローラーと下部コンベアーを稼動させることにより、前記混合物を目付量130g/m2で前記2次吸液層上に均一に積層した。このようにして、活性炭及び接着剤から構成される吸着層を形成させた。
得られた積層体を、上部から不織布Bで挟みつけ、さらに加熱温度を130℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP−600LF)にて熱融着させることで一体化し、吸水シート構成体を得た。得られた吸水シート構成体の構造の断面を模式的に示せば、図1のような構造であった。
得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Bを用いた吸収層(1次吸液層)が上方となるようにして、前記各種測定及び評価を行った。結果を表3及び表4に示す。
(実施例3)
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmの不織布Aを敷いた後、接着剤としてSBS(軟化点85℃)を目付量30g/m2で当該不織布上に塗布した。
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmの不織布Aを敷いた後、接着剤としてSBS(軟化点85℃)を目付量30g/m2で当該不織布上に塗布した。
次に、ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、吸水性樹脂として製造例1で得られた吸水性樹脂Aを仕込んだ。一方、散布機下部のコンベアーに、前記接着剤塗布不織布を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Aを目付量600g/m2で不織布上に均一に積層した。
得られた積層体を、上部から目付量30g/m2で接着剤としての前記SBSを前記と同様の方法で塗布した通気性分画層としてエアスルー不織布(繊維:ポリプロピレン/ポリエチレンを親水化剤により親水化処理されたもの、厚み:150μm、目付量:23g/m2、親水度=33;「不織布C」とする)で挟みつけた後、加熱温度を100℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP−600LF)にて熱融着させることでこれらを一体化し、1次吸液層を有する吸水シート構成体中間物を得た。
前記と同様に、加熱温度を150℃に設定したホットメルト塗工機上に、不織布C側が上部になるように吸水シート構成体中間物を敷き、接着剤として前記SBSを目付量6g/m2で吸水シート構成体中間物の不織布C上に塗布した。
次に、ローラー型散布機の投入口に、吸水性樹脂として製造例5で得られた吸水性樹脂Eを仕込んだ。一方、散布機下部のコンベアーに、接着剤が塗布された面を上にして吸水シート構成体中間物を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Eを目付量120g/m2で、前記吸水シート構成体中間物の不織布C上に均一に積層した。
得られた積層体を、上部から目付量6g/m2で前記SBSを前記と同様の方法で塗布した別の不織布Cで挟みつけた後、前記と同様に加熱温度を100℃に設定したラミネート機にて熱融着させることでこれらを一体化し、2次吸液層を有する吸水シート構成体中間物を得た。
前記と同様に、加熱温度を150℃に設定したホットメルト塗工機上に、不織布C側が上部になるように吸水シート構成体中間物を敷き、接着剤として前記SBSを目付量3g/m2で吸水シート構成体中間物の不織布C上に塗布した。
次に、ローラー型散布機の投入口に、吸着剤として活性炭を仕込んだ。一方、散布機下部のコンベアーに、接着剤が塗布された面を上にして吸水シート構成体中間物を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、活性炭を目付量60g/m2で、前記吸水シート構成体中間物の不織布C上に均一に積層した。このようにして、活性炭及び接着剤から構成される吸着層を形成させた。
得られた積層体を、上部から目付量3g/m2で前記SBSを前記と同様の方法で塗布した別の不織布Aで挟みつけた後、前記と同様に加熱温度を100℃に設定したラミネート機にて熱融着させることでこれらを一体化し、吸着層を有する吸水シート構成体を得た。得られた吸水シート構成体の構造の断面を模式的に示せば、図2のような構造であった。
得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Aを用いた吸収層(1次吸液層)が上方となるようにして、前記各種測定及び評価を行った。結果を表3及び表4に示す。
(実施例4)
実施例1において、吸着剤としての活性炭の使用量を150g/m2、2次吸液層を有する吸水シート構成体中間物の不織布Bに塗布する接着剤SBSの量を15g/m2、挟みつける不織布Aに塗布する接着剤SBSの量を15g/m2に変更した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
実施例1において、吸着剤としての活性炭の使用量を150g/m2、2次吸液層を有する吸水シート構成体中間物の不織布Bに塗布する接着剤SBSの量を15g/m2、挟みつける不織布Aに塗布する接着剤SBSの量を15g/m2に変更した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
(実施例5)
実施例1において、吸着剤としての活性炭の使用量を60g/m2、2次吸液層を有する吸水シート構成体中間物の不織布Bに塗布する接着剤SBSの量を6g/m2、挟みつける不織布Aに塗布する接着剤SBSの量を6g/m2に変更した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
実施例1において、吸着剤としての活性炭の使用量を60g/m2、2次吸液層を有する吸水シート構成体中間物の不織布Bに塗布する接着剤SBSの量を6g/m2、挟みつける不織布Aに塗布する接着剤SBSの量を6g/m2に変更した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
(実施例6)
実施例1において、吸着剤として活性炭に代えて、シリカゲル(和光純薬工業株式会社製:小粒径1〜2mm)を粉砕し、目開き600μmのJIS標準篩を通過したもの(「シリカゲル」とする)を用いた以外は、実施例1と同様の方法によって吸水シート構成体を得た。
実施例1において、吸着剤として活性炭に代えて、シリカゲル(和光純薬工業株式会社製:小粒径1〜2mm)を粉砕し、目開き600μmのJIS標準篩を通過したもの(「シリカゲル」とする)を用いた以外は、実施例1と同様の方法によって吸水シート構成体を得た。
実施例4〜6で得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Aを用いた吸収層(1次吸液層)が上方となるようにして、前記各種測定及び評価を行った。結果を表3及び表4に示す。
(比較例1)
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmの不織布Aを敷いた後、接着剤としてSBS(軟化点85℃)を目付量20g/m2で当該不織布上に塗布した。
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmの不織布Aを敷いた後、接着剤としてSBS(軟化点85℃)を目付量20g/m2で当該不織布上に塗布した。
次に、ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、吸水性樹脂として製造例1で得られた吸水性樹脂Aを仕込んだ。一方、散布機下部のコンベアーに、前記接着剤塗布不織布を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Aを目付量200g/m2で不織布上に均一に積層した。
得られた積層体を、上部から目付量20g/m2で接着剤としての前記SBSを前記と同様の方法で塗布した通気性分画層として不織布Bで挟みつけた後、加熱温度を100℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP−600LF)にて熱融着させることでこれらを一体化し、1次吸液層を有する吸水シート構成体中間物を得た。
前記と同様に、加熱温度を150℃に設定したホットメルト塗工機上に、不織布B側が上部になるように吸水シート構成体中間物を敷き、接着剤として前記SBSを目付量5g/m2で吸水シート構成体中間物の不織布B上に塗布した。
次に、ローラー型散布機の投入口に、吸水性樹脂として製造例5で得られた吸水性樹脂Eを仕込んだ。一方、散布機下部のコンベアーに、接着剤が塗布された面を上にして吸水シート構成体中間物を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Eを目付量50g/m2で、前記吸水シート構成体中間物の不織布B上に均一に積層した。
得られた積層体を、上部から目付量5g/m2で前記SBSを前記と同様の方法で塗布した別の不織布Aで挟みつけた後、前記と同様に加熱温度を100℃に設定したラミネート機にて熱融着させることでこれらを一体化し、吸着層を有する吸水シート構成体を得た。
得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Aを用いた吸収層(1次吸液層)が上方となるようにして、前記各種測定及び評価を行った。結果を表3及び表4に示す。
(比較例2)
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmの不織布Aを敷いた後、接着剤としてSBS(軟化点85℃)を目付量10g/m2で当該不織布上に塗布した。
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmの不織布Aを敷いた後、接着剤としてSBS(軟化点85℃)を目付量10g/m2で当該不織布上に塗布した。
次に、ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、吸着剤としてシリカゲルを仕込んだ。一方、散布機下部のコンベアーに、前記接着剤塗布不織布を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、シリカゲルを目付量100g/m2で不織布上に均一に積層した。このようにして、シリカゲル及び接着剤から構成される吸着層を形成させた。
得られた積層体を、上部から目付量10g/m2で接着剤としての前記SBSを前記と同様の方法で塗布した通気性分画層として不織布Bで挟みつけた後、加熱温度を100℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP−600LF)にて熱融着させることでこれらを一体化し、吸着層を有する吸水シート構成体中間物を得た。
前記と同様に、加熱温度を150℃に設定したホットメルト塗工機上に、不織布B側が上部になるように吸水シート構成体中間物を敷き、接着剤として前記SBSを目付量20g/m2で吸水シート構成体中間物の不織布B上に塗布した。
次に、ローラー型散布機の投入口に、吸水性樹脂として製造例1で得られた吸水性樹脂Aを仕込んだ。一方、散布機下部のコンベアーに、接着剤が塗布された面を上にして吸水シート構成体中間物を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Aを目付量200g/m2で、前記吸水シート構成体中間物の不織布B上に均一に積層した。
得られた積層体を、上部から目付量20g/m2で前記SBSを前記と同様の方法で塗布した別の不織布Bで挟みつけた後、前記と同様に加熱温度を100℃に設定したラミネート機にて熱融着させることでこれらを一体化し、1次吸液層を有する吸水シート構成体中間物を得た。
前記と同様に、加熱温度を150℃に設定したホットメルト塗工機上に、不織布B側が上部になるように吸水シート構成体中間物を敷き、接着剤として前記SBSを目付量5g/m2で吸水シート構成体中間物の不織布B上に塗布した。
次に、ローラー型散布機の投入口に、吸水性樹脂として製造例5で得られた吸水性樹脂Eを仕込んだ。一方、散布機下部のコンベアーに、接着剤が塗布された面を上にして吸水シート構成体中間物を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Eを目付量50g/m2で、前記吸水シート構成体中間物の不織布B上に均一に積層した。
得られた積層体を、上部から目付量5g/m2で前記SBSを前記と同様の方法で塗布した別の不織布Aで挟みつけた後、前記と同様に加熱温度を100℃に設定したラミネート機にて熱融着させることでこれらを一体化し、2次吸液層を有する吸水シート構成体を得た。
得られた吸水シート構成体を所定の大きさに切断し、シリカゲルを用いた吸着層が上方となるようにして、前記各種測定及び評価を行った。結果を表3及び表4に示す。
(比較例3)
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmの不織布Aを敷いた後、接着剤としてSBS(軟化点85℃)を目付量20g/m2で当該不織布上に塗布した。
加熱温度を150℃に設定したホットメルト塗工機(株式会社ハリーズ製:マーシャル150)上に、幅30cmの不織布Aを敷いた後、接着剤としてSBS(軟化点85℃)を目付量20g/m2で当該不織布上に塗布した。
次に、ローラー型散布機(株式会社ハシマ製:シンターエースM/C)の投入口に、吸水性樹脂として吸水性樹脂Aを仕込んだ。一方、散布機下部のコンベアーに、前記接着剤塗布不織布を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Aを目付量200g/m2で不織布上に均一に積層した。
得られた積層体を、上部から目付量20g/m2で接着剤としての前記SBSを前記と同様の方法で塗布した通気性分画層として不織布Bで挟みつけた後、加熱温度を100℃に設定したラミネート機(株式会社ハシマ製:直線式接着プレスHP−600LF)にて熱融着させることでこれらを一体化し、1次吸液層を有する吸水シート構成体中間物を得た。
前記と同様に、加熱温度を150℃に設定したホットメルト塗工機上に、不織布B側が上部になるように吸水シート構成体中間物を敷き、接着剤として前記SBSを目付量10g/m2で吸水シート構成体中間物の不織布B上に塗布した。
次に、ローラー型散布機の投入口に、吸着剤として活性炭を仕込んだ。一方、散布機下部のコンベアーに、接着剤が塗布された面を上にして吸水シート構成体中間物を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、活性炭を目付量100g/m2で、前記吸水シート構成体中間物の不織布B上に均一に積層した。このようにして、活性炭及び接着剤から構成される吸着層を形成させた。
得られた積層体を、上部から目付量10g/m2で前記SBSを前記と同様の方法で塗布した別の不織布Bで挟みつけた後、前記と同様に加熱温度を100℃に設定したラミネート機にて熱融着させることでこれらを一体化し、吸着層を有する吸水シート構成体中間物を得た。
前記と同様に、加熱温度を150℃に設定したホットメルト塗工機上に、不織布B側が上部になるように吸水シート構成体中間物を敷き、接着剤として前記SBSを目付量5g/m2で吸水シート構成体中間物の不織布B上に塗布した。
次に、ローラー型散布機の投入口に、吸水性樹脂として製造例5で得られた吸水性樹脂Eを仕込んだ。一方、散布機下部のコンベアーに、接着剤が塗布された面を上にして吸水シート構成体中間物を敷いた。次いで、散布ローラーと下部コンベアーを稼動させることにより、吸水性樹脂Eを目付量50g/m2で、前記吸水シート構成体中間物の不織布B上に均一に積層した。
得られた積層体を、上部から目付量5g/m2で前記SBSを前記と同様の方法で塗布した別の不織布Aで挟みつけた後、前記と同様に加熱温度を100℃に設定したラミネート機にて熱融着させることでこれらを一体化し、2次吸液層を有する吸水シート構成体を得た。
得られた吸水シート構成体を所定の大きさに切断し、吸水性樹脂Aを用いた吸収層(1次吸液層)が上方になるようにして、前記各種測定及び評価を行った。結果を表3及び表4に示す。
(比較例4)
実施例1において、接着剤としてのSBSを使用せず吸水性樹脂A、E及び吸着剤を散布した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
実施例1において、接着剤としてのSBSを使用せず吸水性樹脂A、E及び吸着剤を散布した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
(比較例5)
実施例1において、1次吸液層に使用する吸水性樹脂としての吸水性樹脂Aを、製造例4で得られた吸水性樹脂Dに変更した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
実施例1において、1次吸液層に使用する吸水性樹脂としての吸水性樹脂Aを、製造例4で得られた吸水性樹脂Dに変更した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
(比較例6)
実施例1において、1次吸液層に使用する吸水性樹脂としての吸水性樹脂Aを、製造例3で得られた吸水性樹脂Cに変更した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
実施例1において、1次吸液層に使用する吸水性樹脂としての吸水性樹脂Aを、製造例3で得られた吸水性樹脂Cに変更した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
(比較例7)
実施例1において、2次吸液層に使用する吸水性樹脂としての吸水性樹脂Eを、製造例4で得られた吸水性樹脂Dに変更した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
実施例1において、2次吸液層に使用する吸水性樹脂としての吸水性樹脂Eを、製造例4で得られた吸水性樹脂Dに変更した以外は、実施例1と同様の方法によって吸水シート構成体を得た。
比較例4〜7で得られた吸水シート構成体を所定の大きさに切断し、1次吸液層が上方となるようにして、前記各種測定及び評価を行った。結果を表3及び表4に示す。
表2〜表4より、実施例1〜6のごとく、1次吸液層、2次吸液層に本発明の範囲内の吸水性樹脂を使用し、また吸着層を特定の箇所に設けることにより、逆戻り量、傾斜における漏れ指数、臭気官能試験において優れた性能を有していることがわかる。
一方、比較例について見れば、吸着層が存在しない場合(比較例1)、吸着層が不織布と1次吸液層の間に設けられている場合(比較例2)、吸着層が1次吸液層と2次吸液層の間に設けられている場合(比較例3)においては、臭気官能試験において臭気の抑制効果が低いものであった。吸収層に接着剤を用いない場合(比較例4)、吸水シート構成体の形状安定性が悪く、特に傾斜における漏れ試験において、試験液を投入した段階で吸水性樹脂が大量にこぼれ落ち、吸水シート構成体の形状が崩壊した。1次吸液層の吸水性樹脂の吸水速度が25秒未満の場合(比較例5)、試験液を投入することで吸水性樹脂のゲルブロッキング現象が見られ、合計浸透速度や傾斜における漏れ指数等の評価が低かった。1次吸液層の吸水性樹脂の吸水速度が80秒を超えている場合(比較例6)や2次吸液層の吸水速度が15秒を超えている場合(比較例7)においては、試験液の吸収が遅いため、傾斜における漏れ指数の評価が低いものであった。
本発明にかかる吸水シート構成体は、衛生材料分野、農業分野、建材分野等の吸収性物品に使用することができ、なかでも、衛生材料分野の吸収性物品に好適に使用することができる。
10 吸水シート構成体
11 接着剤
12 吸水性樹脂
13 1次吸液層
14 吸水性樹脂
15 2次吸液層
16 吸着剤
17 吸着層
18 不織布
19 不織布
20 接着剤
21 通気性分画層
31 架台
32 アクリル板
33 吸収性物品
34 滴下ロート
35 天秤
36 トレイ
11 接着剤
12 吸水性樹脂
13 1次吸液層
14 吸水性樹脂
15 2次吸液層
16 吸着剤
17 吸着層
18 不織布
19 不織布
20 接着剤
21 通気性分画層
31 架台
32 アクリル板
33 吸収性物品
34 滴下ロート
35 天秤
36 トレイ
Claims (7)
- 吸水性樹脂、吸着剤及び接着剤を含有してなる吸収層が、不織布により該吸収層の上方及び下方から挟持された構造を有する吸水シート構成体であって、
該吸収層が1)1次吸液層、2)2次吸液層及び3)吸着剤を含む吸着層とに分画されてなる構造であって、該吸着層が2次吸液層と不織布の間に存在する構造を有し、
(1)1次吸液層に用いられる吸水性樹脂の生理食塩水吸水速度が25〜80秒であり、かつ
(2)2次吸液層に用いられる吸水性樹脂の生理食塩水吸水速度が1〜15秒である、
吸水シート構成体。 - 吸着剤が、活性炭、シリカゲル、ゼオライト、アルミナ、ベントナイト、ケイソウ土及びボーキサイトからなる群より選ばれた少なくとも1種である請求項1に記載の吸水シート構成体。
- 吸水性樹脂の含有量が100〜1000g/m2であり、かつ接着剤の含有割合が吸水性樹脂及び吸着剤の含有量の合計(質量基準)に対して0.05〜2.0倍である請求項1又は2に記載の吸水シート構成体。
- 不織布が、レーヨン繊維、ポリオレフィン繊維及びポリエステル繊維からなる群より選ばれた少なくとも1種を含む不織布である請求項1〜3のいずれか1項に記載の吸水シート構成体。
- 接着剤が、エチレン−酢酸ビニル共重合体接着剤、スチレン系エラストマー接着剤、ポリオレフィン系接着剤及びポリエステル系接着剤からなる群より選ばれた少なくとも1種である請求項1〜4のいずれか1項に記載の吸水シート構成体。
- 請求項1〜5のいずれか1項に記載の吸水シート構成体であって、以下の(A)〜(C):
(A)吸水シート構成体の厚みが5mm以下、
(B)合計浸透速度が120秒以下、及び
(C)傾斜における漏れ指数が100以下、
の性質の全てを満たす、吸水シート構成体。 - 請求項1〜6のいずれか1項に記載の吸水シート構成体を、液体透過性シート及び液体不透過性シートで挟持してなる吸収性物品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011047896A JP2012183175A (ja) | 2011-03-04 | 2011-03-04 | 吸水シート構成体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011047896A JP2012183175A (ja) | 2011-03-04 | 2011-03-04 | 吸水シート構成体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012183175A true JP2012183175A (ja) | 2012-09-27 |
Family
ID=47013845
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011047896A Pending JP2012183175A (ja) | 2011-03-04 | 2011-03-04 | 吸水シート構成体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012183175A (ja) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103487300A (zh) * | 2013-08-14 | 2014-01-01 | 武汉工程大学 | 高吸水树脂吸水速率的测试方法 |
| JPWO2015012399A1 (ja) * | 2013-07-26 | 2017-03-02 | 大王製紙株式会社 | 吸収性物品 |
| WO2017047395A1 (ja) * | 2015-09-15 | 2017-03-23 | フタムラ化学株式会社 | 抗がん剤吸着シート体 |
| CN107574574A (zh) * | 2017-09-27 | 2018-01-12 | 江苏盛纺纳米材料科技股份有限公司 | 一种医用纳米纤维高倍吸水率非织造材料及其制备方法 |
| KR101829420B1 (ko) | 2016-10-10 | 2018-02-19 | 홍익대학교 산학협력단 | 시각 장애인을 위한 여성용 패드 |
| CN107751023A (zh) * | 2017-10-25 | 2018-03-06 | 东台远东纸业有限公司 | 一种宠物尿片生产工艺 |
| WO2018116893A1 (ja) * | 2016-12-20 | 2018-06-28 | 花王株式会社 | 吸収体及びその製造方法 |
| JP2019084075A (ja) * | 2017-11-07 | 2019-06-06 | 花王株式会社 | 吸収体 |
| WO2020218168A1 (ja) * | 2019-04-23 | 2020-10-29 | 住友精化株式会社 | 吸水性樹脂粒子、吸収体及び吸収性物品 |
| CN111971011A (zh) * | 2018-04-13 | 2020-11-20 | 株式会社日本触媒 | 吸水性片、吸水性片的制造方法及吸收性物品 |
| KR20210019853A (ko) * | 2019-08-13 | 2021-02-23 | 남승현 | 사체용 파우더의 제조방법 및 그에 의해 제조된 사체용 파우더 |
| KR20220050918A (ko) | 2019-08-26 | 2022-04-25 | 스미토모 세이카 가부시키가이샤 | 흡수 시트 및 흡수성 물품 |
| KR20220050917A (ko) | 2019-08-26 | 2022-04-25 | 스미토모 세이카 가부시키가이샤 | 흡수성 물품 및 보조 시트 |
| WO2023074859A1 (ja) * | 2021-10-29 | 2023-05-04 | 住友精化株式会社 | 吸水性樹脂組成物、吸収体、及び吸収性物品 |
| WO2023074861A1 (ja) * | 2021-10-29 | 2023-05-04 | 住友精化株式会社 | 吸水性樹脂組成物、吸収体、吸収性物品、及び吸収性物品からの吸水性樹脂粒子の分離処理方法 |
| EP4455384A4 (en) * | 2022-11-16 | 2025-05-21 | LG Chem, Ltd. | Preparation method for absorbent body |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5363796A (en) * | 1976-11-18 | 1978-06-07 | Hamamatsu Kosan | Sanitary napkin |
| JP2001095835A (ja) * | 1999-10-04 | 2001-04-10 | Uni Charm Corp | 吸収性物品 |
| JP2007143889A (ja) * | 2005-11-28 | 2007-06-14 | Daio Paper Corp | 吸収性物品および吸収要素の製造方法 |
| WO2010082373A1 (ja) * | 2009-01-19 | 2010-07-22 | 住友精化株式会社 | 吸水シート組成物 |
-
2011
- 2011-03-04 JP JP2011047896A patent/JP2012183175A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5363796A (en) * | 1976-11-18 | 1978-06-07 | Hamamatsu Kosan | Sanitary napkin |
| JP2001095835A (ja) * | 1999-10-04 | 2001-04-10 | Uni Charm Corp | 吸収性物品 |
| US6653521B1 (en) * | 1999-10-04 | 2003-11-25 | Uni-Charm Corporation | Absorbent article |
| JP2007143889A (ja) * | 2005-11-28 | 2007-06-14 | Daio Paper Corp | 吸収性物品および吸収要素の製造方法 |
| WO2010082373A1 (ja) * | 2009-01-19 | 2010-07-22 | 住友精化株式会社 | 吸水シート組成物 |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2015012399A1 (ja) * | 2013-07-26 | 2017-03-02 | 大王製紙株式会社 | 吸収性物品 |
| CN103487300B (zh) * | 2013-08-14 | 2016-07-13 | 武汉工程大学 | 高吸水树脂吸水速率的测试方法 |
| CN103487300A (zh) * | 2013-08-14 | 2014-01-01 | 武汉工程大学 | 高吸水树脂吸水速率的测试方法 |
| US10486137B2 (en) | 2015-09-15 | 2019-11-26 | Futamura Kagaku Kabushiki Kaisha | Anticancer agent adsorbing sheet body |
| WO2017047395A1 (ja) * | 2015-09-15 | 2017-03-23 | フタムラ化学株式会社 | 抗がん剤吸着シート体 |
| JP2017056185A (ja) * | 2015-09-15 | 2017-03-23 | 学校法人 岩手医科大学 | 抗がん剤吸着シート体 |
| KR101829420B1 (ko) | 2016-10-10 | 2018-02-19 | 홍익대학교 산학협력단 | 시각 장애인을 위한 여성용 패드 |
| TWI700077B (zh) * | 2016-12-20 | 2020-08-01 | 日商花王股份有限公司 | 吸收體及其製造方法 |
| CN110072500B (zh) * | 2016-12-20 | 2021-07-23 | 花王株式会社 | 吸收体和其制造方法 |
| CN110072500A (zh) * | 2016-12-20 | 2019-07-30 | 花王株式会社 | 吸收体和其制造方法 |
| WO2018116893A1 (ja) * | 2016-12-20 | 2018-06-28 | 花王株式会社 | 吸収体及びその製造方法 |
| CN107574574A (zh) * | 2017-09-27 | 2018-01-12 | 江苏盛纺纳米材料科技股份有限公司 | 一种医用纳米纤维高倍吸水率非织造材料及其制备方法 |
| CN107751023A (zh) * | 2017-10-25 | 2018-03-06 | 东台远东纸业有限公司 | 一种宠物尿片生产工艺 |
| JP2019084075A (ja) * | 2017-11-07 | 2019-06-06 | 花王株式会社 | 吸収体 |
| CN111971011A (zh) * | 2018-04-13 | 2020-11-20 | 株式会社日本触媒 | 吸水性片、吸水性片的制造方法及吸收性物品 |
| WO2020218168A1 (ja) * | 2019-04-23 | 2020-10-29 | 住友精化株式会社 | 吸水性樹脂粒子、吸収体及び吸収性物品 |
| JPWO2020218168A1 (ja) * | 2019-04-23 | 2021-12-02 | 住友精化株式会社 | 吸水性樹脂粒子、吸収体及び吸収性物品 |
| KR102248794B1 (ko) * | 2019-08-13 | 2021-05-07 | 남승현 | 사체용 파우더의 제조방법 및 그에 의해 제조된 사체용 파우더 |
| KR20210019853A (ko) * | 2019-08-13 | 2021-02-23 | 남승현 | 사체용 파우더의 제조방법 및 그에 의해 제조된 사체용 파우더 |
| KR20220050918A (ko) | 2019-08-26 | 2022-04-25 | 스미토모 세이카 가부시키가이샤 | 흡수 시트 및 흡수성 물품 |
| KR20220050917A (ko) | 2019-08-26 | 2022-04-25 | 스미토모 세이카 가부시키가이샤 | 흡수성 물품 및 보조 시트 |
| WO2023074859A1 (ja) * | 2021-10-29 | 2023-05-04 | 住友精化株式会社 | 吸水性樹脂組成物、吸収体、及び吸収性物品 |
| WO2023074861A1 (ja) * | 2021-10-29 | 2023-05-04 | 住友精化株式会社 | 吸水性樹脂組成物、吸収体、吸収性物品、及び吸収性物品からの吸水性樹脂粒子の分離処理方法 |
| EP4455384A4 (en) * | 2022-11-16 | 2025-05-21 | LG Chem, Ltd. | Preparation method for absorbent body |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012183175A (ja) | 吸水シート構成体 | |
| JP5755151B2 (ja) | 吸水シート構成体 | |
| JP5981720B2 (ja) | 吸水シート構成体 | |
| JP5969211B2 (ja) | 吸水シート構成体の製造方法 | |
| JP5469096B2 (ja) | 吸水シート組成物 | |
| JP5877710B2 (ja) | 吸水シート | |
| JP5746686B2 (ja) | 吸水シート構成体 | |
| JP6033236B2 (ja) | 吸水シート構成体 | |
| JP5345145B2 (ja) | 吸水シート組成物 | |
| CN102695489B (zh) | 吸水片材构成体 | |
| DK2441420T3 (en) | water-absorbent sheet | |
| JP6053694B2 (ja) | 吸水シート構成体 | |
| DK2383115T3 (en) | Water-absorbent bane composition | |
| MX2007009903A (es) | Articulo absorbente que tiene una capa absorbente canalizada y metodo para hacer el mismo. | |
| KR20110038128A (ko) | 흡수 시트 조성물 | |
| WO2022209972A1 (ja) | 吸収体 | |
| JP2012218320A (ja) | 吸水シート構成体 | |
| TW202325245A (zh) | 吸收性物品 | |
| JP2014045914A (ja) | 吸水シート構成体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140109 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140805 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140813 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141215 |