JP2012183785A - フレキソ印刷版、並びにそれに使用するフレキソ印刷製版材及びフレキソ印刷製版用支持シート - Google Patents
フレキソ印刷版、並びにそれに使用するフレキソ印刷製版材及びフレキソ印刷製版用支持シート Download PDFInfo
- Publication number
- JP2012183785A JP2012183785A JP2011049904A JP2011049904A JP2012183785A JP 2012183785 A JP2012183785 A JP 2012183785A JP 2011049904 A JP2011049904 A JP 2011049904A JP 2011049904 A JP2011049904 A JP 2011049904A JP 2012183785 A JP2012183785 A JP 2012183785A
- Authority
- JP
- Japan
- Prior art keywords
- flexographic printing
- curable resin
- printing plate
- plate making
- adhesive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 title claims abstract description 79
- 229920005989 resin Polymers 0.000 claims abstract description 205
- 239000011347 resin Substances 0.000 claims abstract description 205
- 239000010410 layer Substances 0.000 claims abstract description 117
- 239000012790 adhesive layer Substances 0.000 claims abstract description 109
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims abstract description 46
- 239000002985 plastic film Substances 0.000 claims abstract description 41
- 229920001225 polyester resin Polymers 0.000 claims abstract description 34
- 239000004645 polyester resin Substances 0.000 claims abstract description 34
- 229920006255 plastic film Polymers 0.000 claims abstract description 32
- 229920001187 thermosetting polymer Polymers 0.000 claims abstract description 30
- 125000002887 hydroxy group Chemical group [H]O* 0.000 claims abstract description 24
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 claims abstract description 23
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 claims abstract description 23
- 239000003999 initiator Substances 0.000 claims abstract description 23
- 239000000377 silicon dioxide Substances 0.000 claims abstract description 23
- 239000000853 adhesive Substances 0.000 claims abstract description 22
- 230000001070 adhesive effect Effects 0.000 claims abstract description 18
- 239000005057 Hexamethylene diisocyanate Substances 0.000 claims abstract description 17
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 claims abstract description 17
- 239000010409 thin film Substances 0.000 claims abstract description 11
- -1 Acrylyl group Chemical group 0.000 claims description 25
- 230000001681 protective effect Effects 0.000 claims description 18
- 239000002904 solvent Substances 0.000 abstract description 13
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 abstract description 10
- 238000011156 evaluation Methods 0.000 description 24
- 239000012459 cleaning agent Substances 0.000 description 17
- 230000000052 comparative effect Effects 0.000 description 15
- 238000005406 washing Methods 0.000 description 15
- 230000009477 glass transition Effects 0.000 description 14
- 239000010408 film Substances 0.000 description 11
- 238000000576 coating method Methods 0.000 description 9
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 description 8
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 8
- 238000001723 curing Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- ZPIRTVJRHUMMOI-UHFFFAOYSA-N octoxybenzene Chemical group CCCCCCCCOC1=CC=CC=C1 ZPIRTVJRHUMMOI-UHFFFAOYSA-N 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 7
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 6
- 230000000873 masking effect Effects 0.000 description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 description 6
- 239000005020 polyethylene terephthalate Substances 0.000 description 6
- 238000004140 cleaning Methods 0.000 description 5
- 230000001678 irradiating effect Effects 0.000 description 5
- 239000004925 Acrylic resin Substances 0.000 description 4
- 229920000178 Acrylic resin Polymers 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 239000000758 substrate Substances 0.000 description 4
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 239000003431 cross linking reagent Substances 0.000 description 3
- 238000007607 die coating method Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- 238000003848 UV Light-Curing Methods 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 239000004840 adhesive resin Substances 0.000 description 2
- 229920006223 adhesive resin Polymers 0.000 description 2
- 229920005549 butyl rubber Polymers 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- GJKGAPPUXSSCFI-UHFFFAOYSA-N 2-Hydroxy-4'-(2-hydroxyethoxy)-2-methylpropiophenone Chemical compound CC(C)(O)C(=O)C1=CC=C(OCCO)C=C1 GJKGAPPUXSSCFI-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 229920001634 Copolyester Polymers 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- LYCAIKOWRPUZTN-UHFFFAOYSA-N ethylene glycol Natural products OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 229920003049 isoprene rubber Polymers 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920006289 polycarbonate film Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920006290 polyethylene naphthalate film Polymers 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Landscapes
- Materials For Photolithography (AREA)
- Printing Plates And Materials Therefor (AREA)
Abstract
【課題】本発明は、接着剤層と製版用紫外線硬化型樹脂層間の密着性、耐溶剤性、及び耐洗浄性に優れたフレキソ印刷版、並びにそれに使用するフレキソ印刷製版材及びフレキソ印刷製版用支持シートを提供するものである。
【解決手段】本発明は、プラスチックフイルムの片面に、少なくとも接着剤層、及び完全硬化状態でかつ印刷模様状の製版用紫外線硬化型樹脂層が形成されているフレキソ印刷版であって、接着剤層が、少なくとも(A)熱硬化型ポリエステル樹脂、(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂、(C)水酸基含有紫外線硬化型樹脂、(D)アクリロイル基含有紫外線硬化型樹脂、(E)ヘキサメチレンジイソシアネート、(F)光重合開始剤を含有したものである接着剤を熱及び紫外線により完全硬化状態とした樹脂の薄膜層であることを特徴とするフレキソ印刷版である。
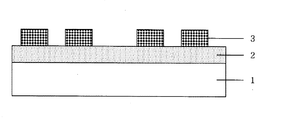
【選択図】図3
【解決手段】本発明は、プラスチックフイルムの片面に、少なくとも接着剤層、及び完全硬化状態でかつ印刷模様状の製版用紫外線硬化型樹脂層が形成されているフレキソ印刷版であって、接着剤層が、少なくとも(A)熱硬化型ポリエステル樹脂、(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂、(C)水酸基含有紫外線硬化型樹脂、(D)アクリロイル基含有紫外線硬化型樹脂、(E)ヘキサメチレンジイソシアネート、(F)光重合開始剤を含有したものである接着剤を熱及び紫外線により完全硬化状態とした樹脂の薄膜層であることを特徴とするフレキソ印刷版である。
【選択図】図3
Description
本発明は、フレキソ印刷版、並びにそれに使用するフレキソ印刷製版材及びフレキソ印刷製版用支持シートに関する。
従来、プラスチックフイルムの片面に、少なくとも接着剤層、及び製版用紫外線硬化型樹脂層が形成されたフレキソ印刷版、並びにそれに使用するフレキソ印刷製版材及びフレキソ印刷製版用支持シートが知られている。
例えば、特許文献1には、水現像性フレキソ印刷製版用の感光性樹脂層(製版用紫外線硬化型樹脂層)を接着層(接着剤層)を介して基材(プラスチックフイルム)上に設けてなる感光性樹脂版材(フレキソ印刷製版材)であって、該接着層が、ガラス転移温度が10℃以下の共重合ポリエステルを90〜50重量%含み、ガラス転移温度が50℃以上の共重合ポリエステルを10〜50重量%含む混合物と、多官能イソシアネートと、水酸基およびアクリロイル基またはメタクロイル基を有する化合物とを含有する組成物からなる感光性樹脂版材が記載されている。
さらに、上記感光性樹脂版材の感光性樹脂層上に、ネガフイルムを当て紫外線を照射し、画像露光させた後、露光されない非画像部を現像液を用いて除去し、さらに該現像液を水で洗い流して乾燥し、最後に紫外線により露光して感光性樹脂を完全に硬化させて、印刷版(フレキソ印刷版)を得られる旨も記載されている。
例えば、特許文献1には、水現像性フレキソ印刷製版用の感光性樹脂層(製版用紫外線硬化型樹脂層)を接着層(接着剤層)を介して基材(プラスチックフイルム)上に設けてなる感光性樹脂版材(フレキソ印刷製版材)であって、該接着層が、ガラス転移温度が10℃以下の共重合ポリエステルを90〜50重量%含み、ガラス転移温度が50℃以上の共重合ポリエステルを10〜50重量%含む混合物と、多官能イソシアネートと、水酸基およびアクリロイル基またはメタクロイル基を有する化合物とを含有する組成物からなる感光性樹脂版材が記載されている。
さらに、上記感光性樹脂版材の感光性樹脂層上に、ネガフイルムを当て紫外線を照射し、画像露光させた後、露光されない非画像部を現像液を用いて除去し、さらに該現像液を水で洗い流して乾燥し、最後に紫外線により露光して感光性樹脂を完全に硬化させて、印刷版(フレキソ印刷版)を得られる旨も記載されている。
しかし、上記特許文献1記載の印刷版に代表されるフレキソ印刷版、及び特許文献1記載の感光性樹脂版材に代表されるフレキソ印刷製版材には下記に示す欠点があった。
(1)そもそもフレキソ印刷版の接着剤層と製版用紫外線硬化型樹脂層との密着性が悪いという問題があった。
(1)そもそもフレキソ印刷版の接着剤層と製版用紫外線硬化型樹脂層との密着性が悪いという問題があった。
(2)通常、フレキソ印刷版を使用して印刷する際には、該フレキソ印刷版は長時間印刷インキに接触した状態となるが、その際に、該印刷インキ中の溶剤により、接着剤層と製版用紫外線硬化型樹脂層との密着性が悪くなり、特にnメチルピロリドン、及びブチルセロソルブに対する耐溶剤性に欠けるという問題があった。
(3)フレキソ印刷版を製造する方法として、通常、まずフレキソ印刷製版用支持シート(特許文献1においては、基材上に接着層を全面に形成した段階のもの)の接着剤層上に、製版用紫外線硬化型樹脂層を形成するための製版用紫外線硬化型樹脂をコーティング等して、基材上に、接着剤層、製版用紫外線硬化型樹脂層が順次全面に形成されたフレキソ印刷製版材を製造する。
次に、上記フレキソ印刷製版材を使用して、マスキング材を通して製版用紫外線硬化型樹脂層の必要な部分のみに紫外線を照射して製版用紫外線硬化型樹脂層の一部を硬化した後、紫外線で硬化しなかった部分の製版用紫外線硬化型樹脂を洗浄剤で洗い流して除去するとともに、紫外線で硬化した部分の製版用紫外線硬化型樹脂を残存させて、基材上に、接着剤層が全面に形成され、その上に製版用紫外線硬化型樹脂層が印刷模様状に形成されたフレキソ印刷版を製造する方法が挙げられる。
このとき、フレキソ印刷版の接着剤層上には、硬化しなかった部分の製版用紫外線硬化型樹脂が洗浄剤で洗い流され除去されることにより製版用紫外線硬化型樹脂が存在しない部分、すなわち印刷時に印刷インキがのらない部分(凹部)が形成されるとともに、硬化した部分の製版用紫外線硬化型樹脂が洗浄剤で洗い流されず残存することにより、製版用紫外線硬化型樹脂が存在する部分、すなわち印刷インキを保持してプラスチックフイルム等の被印刷物に該インキを転移させて印刷するための部分(凸部)が印刷模様状に形成される。
次に、上記フレキソ印刷製版材を使用して、マスキング材を通して製版用紫外線硬化型樹脂層の必要な部分のみに紫外線を照射して製版用紫外線硬化型樹脂層の一部を硬化した後、紫外線で硬化しなかった部分の製版用紫外線硬化型樹脂を洗浄剤で洗い流して除去するとともに、紫外線で硬化した部分の製版用紫外線硬化型樹脂を残存させて、基材上に、接着剤層が全面に形成され、その上に製版用紫外線硬化型樹脂層が印刷模様状に形成されたフレキソ印刷版を製造する方法が挙げられる。
このとき、フレキソ印刷版の接着剤層上には、硬化しなかった部分の製版用紫外線硬化型樹脂が洗浄剤で洗い流され除去されることにより製版用紫外線硬化型樹脂が存在しない部分、すなわち印刷時に印刷インキがのらない部分(凹部)が形成されるとともに、硬化した部分の製版用紫外線硬化型樹脂が洗浄剤で洗い流されず残存することにより、製版用紫外線硬化型樹脂が存在する部分、すなわち印刷インキを保持してプラスチックフイルム等の被印刷物に該インキを転移させて印刷するための部分(凸部)が印刷模様状に形成される。
さらに、上記凸部と凹部を形成するとともに、被印刷物に転移する印刷インキの量をコントロールする目的で、平滑になっている該凸部表面の製版用紫外線硬化型樹脂の一部を洗浄剤で洗浄することで除去し、所望の大きさ、所望の深さ、所望の数の微細な凹部(微細セル)を凸部表面に形成することも通常なされており、フレキソ印刷版は、プラスチックフイルム、接着剤層、印刷模様状の製版用紫外線硬化型樹脂層(微細セルが表面に形成された、印刷模様状の製版用紫外線硬化型樹脂層)が順次形成されたものとなっているのが一般的である。
尚、上記微細セルを形成するためには、あらかじめ凸部上方に微細セルを形成するためのマスキング材を載置して紫外線を照射する工程が必要となるが、該工程は、一旦凸部を形成する前記工程の後に微細セルを形成する工程を別途行う場合と、凸部を形成する工程と微細セルを形成する工程を同時に行う場合がある。
尚、上記微細セルを形成するためには、あらかじめ凸部上方に微細セルを形成するためのマスキング材を載置して紫外線を照射する工程が必要となるが、該工程は、一旦凸部を形成する前記工程の後に微細セルを形成する工程を別途行う場合と、凸部を形成する工程と微細セルを形成する工程を同時に行う場合がある。
上記の通り製版用紫外線硬化型樹脂層の所望の部分を紫外線で硬化するとともに、洗浄剤で洗浄することにより、凸部、凹部、及び凸部表面の微細セルを形成すること(微細セルが表面に形成された、印刷模様状の製版用紫外線硬化型樹脂層を形成すること)を以下、製版という。
そして、上記製版を行う際、既に製版用紫外線硬化型樹脂層が紫外線で完全に硬化してしまっていると、製版用紫外線硬化型樹脂層の不要部分を洗浄剤で洗浄できず除去しにくくなり、その結果、所望の凸部や微細セルが形成できない。
このため、通常は、一旦製版用紫外線硬化型樹脂を半硬化状態(硬化はしているものの完全に硬化していない状態で、硬化のレベルはわずかに硬化している状態から相当硬化が進んでいる状態まで様々な状態である)とし、製版用紫外線硬化型樹脂層の不要部分を洗浄剤で洗浄し易くする。
その後、上記の通り製版用紫外線硬化型樹脂の不要部分を洗浄剤で洗浄することで除去し、最後に紫外線で完全に硬化して、凸部、及び所望の大きさ、所望の深さ、所望の数の微細セルを形成することが一般的になされている。
しかし、特許文献1記載の感光性樹脂版材に代表される従来のフレキソ印刷製版材は、製版用紫外線硬化型樹脂層を洗浄して不要な製版用紫外線硬化型樹脂を除去する際に、製版用紫外線硬化型樹脂層が半硬化状態であっても、本来残存すべき部分の製版用紫外線硬化型樹脂を洗浄して除去してしまったり、本来除去必要な部分の製版用紫外線硬化型樹脂を洗浄できず残存してしまったりすることがあり、所望の微細セルが形成できない場合があった。
従って、結果的に所望の製版ができず、耐洗浄性に欠けるという問題があった。
特に洗浄剤が、一般的に使用されることの多いオクチルフェニルエーテルである場合には、より耐洗浄性が悪いという問題があった。
そして、上記製版を行う際、既に製版用紫外線硬化型樹脂層が紫外線で完全に硬化してしまっていると、製版用紫外線硬化型樹脂層の不要部分を洗浄剤で洗浄できず除去しにくくなり、その結果、所望の凸部や微細セルが形成できない。
このため、通常は、一旦製版用紫外線硬化型樹脂を半硬化状態(硬化はしているものの完全に硬化していない状態で、硬化のレベルはわずかに硬化している状態から相当硬化が進んでいる状態まで様々な状態である)とし、製版用紫外線硬化型樹脂層の不要部分を洗浄剤で洗浄し易くする。
その後、上記の通り製版用紫外線硬化型樹脂の不要部分を洗浄剤で洗浄することで除去し、最後に紫外線で完全に硬化して、凸部、及び所望の大きさ、所望の深さ、所望の数の微細セルを形成することが一般的になされている。
しかし、特許文献1記載の感光性樹脂版材に代表される従来のフレキソ印刷製版材は、製版用紫外線硬化型樹脂層を洗浄して不要な製版用紫外線硬化型樹脂を除去する際に、製版用紫外線硬化型樹脂層が半硬化状態であっても、本来残存すべき部分の製版用紫外線硬化型樹脂を洗浄して除去してしまったり、本来除去必要な部分の製版用紫外線硬化型樹脂を洗浄できず残存してしまったりすることがあり、所望の微細セルが形成できない場合があった。
従って、結果的に所望の製版ができず、耐洗浄性に欠けるという問題があった。
特に洗浄剤が、一般的に使用されることの多いオクチルフェニルエーテルである場合には、より耐洗浄性が悪いという問題があった。
本発明は、上記欠点を解決したものであり、接着剤層と製版用紫外線硬化型樹脂層間の密着性、耐溶剤性、及び耐洗浄性に優れたフレキソ印刷版、並びにそれに使用するフレキソ印刷製版材及びフレキソ印刷製版用支持シートを提供するものである。
[1]本発明は、プラスチックフイルムの片面に、少なくとも接着剤層が全面に形成されているフレキソ印刷製版用支持シートであって、接着剤層が、少なくとも下記(A)〜(F)を含有したものである接着剤を熱及び紫外線により半硬化状態とした樹脂の薄膜層であることを特徴とするフレキソ印刷製版用支持シートである。
(A)熱硬化型ポリエステル樹脂
(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂
(C)水酸基含有紫外線硬化型樹脂
(D)アクリロイル基含有紫外線硬化型樹脂
(E)ヘキサメチレンジイソシアネート
(F)光重合開始剤
[2]本発明は、接着剤層上に、プラスチックシートからなる保護シートが形成されている上記[1]記載のフレキソ印刷製版用支持シートである。
[3]本発明は、上記[1]記載のフレキソ印刷製版用支持シートの接着剤層上に、未硬化状態又は半硬化状態の製版用紫外線硬化型樹脂層が全面に形成されているとともに、接着剤層が半硬化状態又は完全硬化状態であることを特徴とするフレキソ印刷製版材である。
[4]本発明は、製版用紫外線硬化型樹脂層上に、プラスチックシートからなる保護シートが形成されている上記[3]記載のフレキソ印刷製版材である。
[5]本発明は、プラスチックフイルムの片面に、少なくとも接着剤層、及び完全硬化状態でかつ印刷模様状の製版用紫外線硬化型樹脂層が形成されているフレキソ印刷版であって、接着剤層が、少なくとも下記(A)〜(F)を含有したものである接着剤を熱及び紫外線により完全硬化状態とした樹脂の薄膜層であることを特徴とするフレキソ印刷版である。
(A)熱硬化型ポリエステル樹脂
(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂
(C)水酸基含有紫外線硬化型樹脂
(D)アクリロイル基含有紫外線硬化型樹脂
(E)ヘキサメチレンジイソシアネート
(F)光重合開始剤
(A)熱硬化型ポリエステル樹脂
(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂
(C)水酸基含有紫外線硬化型樹脂
(D)アクリロイル基含有紫外線硬化型樹脂
(E)ヘキサメチレンジイソシアネート
(F)光重合開始剤
[2]本発明は、接着剤層上に、プラスチックシートからなる保護シートが形成されている上記[1]記載のフレキソ印刷製版用支持シートである。
[3]本発明は、上記[1]記載のフレキソ印刷製版用支持シートの接着剤層上に、未硬化状態又は半硬化状態の製版用紫外線硬化型樹脂層が全面に形成されているとともに、接着剤層が半硬化状態又は完全硬化状態であることを特徴とするフレキソ印刷製版材である。
[4]本発明は、製版用紫外線硬化型樹脂層上に、プラスチックシートからなる保護シートが形成されている上記[3]記載のフレキソ印刷製版材である。
[5]本発明は、プラスチックフイルムの片面に、少なくとも接着剤層、及び完全硬化状態でかつ印刷模様状の製版用紫外線硬化型樹脂層が形成されているフレキソ印刷版であって、接着剤層が、少なくとも下記(A)〜(F)を含有したものである接着剤を熱及び紫外線により完全硬化状態とした樹脂の薄膜層であることを特徴とするフレキソ印刷版である。
(A)熱硬化型ポリエステル樹脂
(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂
(C)水酸基含有紫外線硬化型樹脂
(D)アクリロイル基含有紫外線硬化型樹脂
(E)ヘキサメチレンジイソシアネート
(F)光重合開始剤
本発明のフレキソ印刷版、並びにそれに使用するフレキソ印刷製版材及びフレキソ印刷製版用支持シートは、上記特徴ある接着剤層を有しているので、下記に示す優れた効果を有する。
1.本発明のフレキソ印刷版は、接着剤層と製版用紫外線硬化型樹脂層間の密着性に優れている。
2.印刷時に、本発明のフレキソ印刷版が長時間印刷インキに接触した状態となって、印刷インキ中の溶剤、特にnメチルピロリドン、及びブチルセロソルブに本発明のフレキソ印刷版が浸漬された状態が長時間継続しても、接着剤層と製版用紫外線硬化型樹脂層間の密着性が悪くなりにくく、耐溶剤性に優れている。
3.本発明のフレキソ印刷製版材の製版時に、製版用紫外線硬化型樹脂層を洗浄して不要な製版用紫外線硬化型樹脂を除去する際に、本来残存すべき部分の製版用紫外線硬化型樹脂を洗浄して除去してしまったり、本来除去必要な部分の製版用紫外線硬化型樹脂を洗浄できず残存してしまったりすることがなく、所望の製版ができ、結果的に所望の微細セルが形成できるため、耐洗浄性に優れている。
特に洗浄剤が、一般的に使用されることの多いオクチルフェニルエーテルである場合であっても耐洗浄性が悪くなることもない。
4.本発明のフレキソ印刷製版用支持シートの接着剤層上、又は本発明のフレキソ印刷製版材の製版用紫外線硬化型樹脂層上に、プラスチックシートからなる保護シートを形成しておけば、接着剤層、又は製版用紫外線硬化型樹脂層にキズやホコリが付くことを防止することができる。
5.本発明のフレキソ印刷製版材、及びフレキソ印刷製版用支持シートを使用して、本発明のフレキソ印刷版を製造した場合には、上記の優れた効果を有する本発明のフレキソ印刷版を得ることができる。従って、本発明のフレキソ印刷版を製造するために、本発明のフレキソ印刷製版材、及びフレキソ印刷製版用支持シートを使用すれば好適である。
1.本発明のフレキソ印刷版は、接着剤層と製版用紫外線硬化型樹脂層間の密着性に優れている。
2.印刷時に、本発明のフレキソ印刷版が長時間印刷インキに接触した状態となって、印刷インキ中の溶剤、特にnメチルピロリドン、及びブチルセロソルブに本発明のフレキソ印刷版が浸漬された状態が長時間継続しても、接着剤層と製版用紫外線硬化型樹脂層間の密着性が悪くなりにくく、耐溶剤性に優れている。
3.本発明のフレキソ印刷製版材の製版時に、製版用紫外線硬化型樹脂層を洗浄して不要な製版用紫外線硬化型樹脂を除去する際に、本来残存すべき部分の製版用紫外線硬化型樹脂を洗浄して除去してしまったり、本来除去必要な部分の製版用紫外線硬化型樹脂を洗浄できず残存してしまったりすることがなく、所望の製版ができ、結果的に所望の微細セルが形成できるため、耐洗浄性に優れている。
特に洗浄剤が、一般的に使用されることの多いオクチルフェニルエーテルである場合であっても耐洗浄性が悪くなることもない。
4.本発明のフレキソ印刷製版用支持シートの接着剤層上、又は本発明のフレキソ印刷製版材の製版用紫外線硬化型樹脂層上に、プラスチックシートからなる保護シートを形成しておけば、接着剤層、又は製版用紫外線硬化型樹脂層にキズやホコリが付くことを防止することができる。
5.本発明のフレキソ印刷製版材、及びフレキソ印刷製版用支持シートを使用して、本発明のフレキソ印刷版を製造した場合には、上記の優れた効果を有する本発明のフレキソ印刷版を得ることができる。従って、本発明のフレキソ印刷版を製造するために、本発明のフレキソ印刷製版材、及びフレキソ印刷製版用支持シートを使用すれば好適である。
本発明のフレキソ印刷版は、プラスチックフイルムの片面に、接着剤層が全面に形成され、その上に印刷模様状の製版用紫外線硬化型樹脂層が形成されたものである。
そして、本発明のフレキソ印刷版は、プラスチックフイルムの片面に、接着剤層、及び製版用紫外線硬化型樹脂層が共に全面に形成されている本発明のフレキソ印刷製販材を使用して製版することにより、確実に製造することができる。
また、上記本発明のフレキソ印刷製版材は、プラスチックフイルムの片面に、接着剤層が全面に形成された本発明のフレキソ印刷製版用支持シートを使用することにより、確実に製造することができる。
そして、本発明のフレキソ印刷版は、プラスチックフイルムの片面に、接着剤層、及び製版用紫外線硬化型樹脂層が共に全面に形成されている本発明のフレキソ印刷製販材を使用して製版することにより、確実に製造することができる。
また、上記本発明のフレキソ印刷製版材は、プラスチックフイルムの片面に、接着剤層が全面に形成された本発明のフレキソ印刷製版用支持シートを使用することにより、確実に製造することができる。
そこで、まず本発明のフレキソ印刷製版材及びフレキソ印刷製版用支持シートを使用して、本発明のフレキソ印刷版を製造する一例を説明し、本発明のフレキソ印刷版を製造するために、本発明のフレキソ印刷製版材、及びフレキソ印刷製版用支持シートを使用すれば好適であることを述べる。
本発明のフレキソ印刷製版用支持シートは、プラスチックフイルムの片面に、少なくとも(A)熱硬化型ポリエステル樹脂、(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂、(C)水酸基含有紫外線硬化型樹脂、(D)アクリロイル基含有紫外線硬化型樹脂、(E)ヘキサメチレンジイソシアネート、(F)光重合開始剤を含有したものである接着剤を熱及び紫外線により半硬化状態とした樹脂の薄膜層である接着剤層を少なくとも形成し、かつ該接着剤層が全面に形成されているものである。
本発明のフレキソ印刷製版用支持シートは、プラスチックフイルムの片面に、少なくとも(A)熱硬化型ポリエステル樹脂、(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂、(C)水酸基含有紫外線硬化型樹脂、(D)アクリロイル基含有紫外線硬化型樹脂、(E)ヘキサメチレンジイソシアネート、(F)光重合開始剤を含有したものである接着剤を熱及び紫外線により半硬化状態とした樹脂の薄膜層である接着剤層を少なくとも形成し、かつ該接着剤層が全面に形成されているものである。
本発明のフレキソ印刷製版用支持シートは、プラスチックフイルムの片面に、上記接着剤を使用して、従来公知のコーティング法等により薄膜層を形成した後、適切な温度で加熱するとともに紫外線を照射することで、半硬化状態の薄膜層である接着剤層を形成する。
このとき、接着剤層を完全硬化状態にしてしまうと、該接着剤層上に後に詳述する製版用紫外線硬化型樹脂層を形成した場合、接着剤層と製版用紫外線硬化型樹脂層間の密着性が極端に悪くなることから好ましくない。
また、接着剤層が未硬化状態(全く硬化していない状態)であると、接着剤層表面がべたつき、いわゆるタック現象が生じる場合があり、非タック性に劣るので好ましくない。
尚、本発明において、完全硬化状態とは、完全に硬化した状態のみではなく、ほぼ硬化した状態までをいい、接着剤層であれば、接着剤層に起因する本願発明の優れた効果を発揮できる程度に硬化した状態を、製版用紫外線硬化型樹脂層であれば、凸部や微細セルとしての役割を果たせる程度に硬化した状態をいう。
このとき、接着剤層を完全硬化状態にしてしまうと、該接着剤層上に後に詳述する製版用紫外線硬化型樹脂層を形成した場合、接着剤層と製版用紫外線硬化型樹脂層間の密着性が極端に悪くなることから好ましくない。
また、接着剤層が未硬化状態(全く硬化していない状態)であると、接着剤層表面がべたつき、いわゆるタック現象が生じる場合があり、非タック性に劣るので好ましくない。
尚、本発明において、完全硬化状態とは、完全に硬化した状態のみではなく、ほぼ硬化した状態までをいい、接着剤層であれば、接着剤層に起因する本願発明の優れた効果を発揮できる程度に硬化した状態を、製版用紫外線硬化型樹脂層であれば、凸部や微細セルとしての役割を果たせる程度に硬化した状態をいう。
次に、上記本発明のフレキソ印刷製版用支持シートを使用して、本発明のフレキソ印刷製版材を製造する方法について説明する。
上記本発明のフレキソ印刷製版用支持シートの接着剤層上に、製版用紫外線硬化型樹脂を従来公知のコーティング法等によりコーティングして製版用紫外線硬化型樹脂層を形成する。
このとき、製版用紫外線硬化型樹脂層は未硬化状態であってもよく、紫外線を照射することにより半硬化状態であってもよい。
尚、半硬化状態とする場合は、製版時に、製版用紫外線硬化型樹脂層の不要部分を洗浄剤で洗浄、除去できる必要があるため、洗浄、除去できる程度の半硬化状態としておく必要がある。
製版用紫外線硬化型樹脂層を未硬化状態とした場合には、タック現象が生じる場合があるため、その際には、製版用紫外線硬化型樹脂層上に、後で詳述するプラスチックシートからなる保護シートを形成しておくのが好ましい。
しかし、本発明のフレキソ印刷製版材を使用して本発明のフレキソ印刷版を製造するための作業性等を考慮すると、製版用紫外線硬化型樹脂層は半硬化状態としておく方がより好ましい。
また、製版用紫外線硬化型樹脂層を完全硬化状態にしてしまうと、所望の凸部を形成できないことはもちろん、後に詳述する微細セルを、所望の大きさ、所望の深さ、所望の数に形成することができないため好ましくない。
尚、製版用紫外線硬化型樹脂層に紫外線を照射する際に、接着剤層にも当然紫外線が照射されるが、この時に、接着剤層の硬化状態が、フレキソ印刷製版用支持シートの接着剤層の硬化状態より進み、完全硬化状態となる場合がある。
このように、本発明のフレキソ印刷製版材の接着剤層は、半硬化状態又は完全硬化状態の何れでもよい。
しかし、接着剤層が完全硬化状態でないと、製版時に微細セルを形成する際の洗浄剤により接着剤層が膨潤して接着剤層と製版用紫外線硬化型樹脂層間の密着性が少し悪くなる場合や、あるいは接着剤層自体が白化してしまう場合があるため、接着剤層は完全硬化状態としておいた方がより好ましい。
以上の通り、上記本発明のフレキソ印刷製版用支持シートの接着剤層上に、未硬化状態又は半硬化状態の製版用紫外線硬化型樹脂層が全面に形成されているとともに、接着剤層が半硬化状態又は完全硬化状態である本発明のフレキソ印刷製版材が製造できる。
上記本発明のフレキソ印刷製版用支持シートの接着剤層上に、製版用紫外線硬化型樹脂を従来公知のコーティング法等によりコーティングして製版用紫外線硬化型樹脂層を形成する。
このとき、製版用紫外線硬化型樹脂層は未硬化状態であってもよく、紫外線を照射することにより半硬化状態であってもよい。
尚、半硬化状態とする場合は、製版時に、製版用紫外線硬化型樹脂層の不要部分を洗浄剤で洗浄、除去できる必要があるため、洗浄、除去できる程度の半硬化状態としておく必要がある。
製版用紫外線硬化型樹脂層を未硬化状態とした場合には、タック現象が生じる場合があるため、その際には、製版用紫外線硬化型樹脂層上に、後で詳述するプラスチックシートからなる保護シートを形成しておくのが好ましい。
しかし、本発明のフレキソ印刷製版材を使用して本発明のフレキソ印刷版を製造するための作業性等を考慮すると、製版用紫外線硬化型樹脂層は半硬化状態としておく方がより好ましい。
また、製版用紫外線硬化型樹脂層を完全硬化状態にしてしまうと、所望の凸部を形成できないことはもちろん、後に詳述する微細セルを、所望の大きさ、所望の深さ、所望の数に形成することができないため好ましくない。
尚、製版用紫外線硬化型樹脂層に紫外線を照射する際に、接着剤層にも当然紫外線が照射されるが、この時に、接着剤層の硬化状態が、フレキソ印刷製版用支持シートの接着剤層の硬化状態より進み、完全硬化状態となる場合がある。
このように、本発明のフレキソ印刷製版材の接着剤層は、半硬化状態又は完全硬化状態の何れでもよい。
しかし、接着剤層が完全硬化状態でないと、製版時に微細セルを形成する際の洗浄剤により接着剤層が膨潤して接着剤層と製版用紫外線硬化型樹脂層間の密着性が少し悪くなる場合や、あるいは接着剤層自体が白化してしまう場合があるため、接着剤層は完全硬化状態としておいた方がより好ましい。
以上の通り、上記本発明のフレキソ印刷製版用支持シートの接着剤層上に、未硬化状態又は半硬化状態の製版用紫外線硬化型樹脂層が全面に形成されているとともに、接着剤層が半硬化状態又は完全硬化状態である本発明のフレキソ印刷製版材が製造できる。
次に、上記本発明のフレキソ印刷製版材を使用して、本発明のフレキソ印刷版を製造する方法について説明する。
本発明のフレキソ印刷版は、上記本発明のフレキソ印刷製版材を製版することにより得ることができる。
以下詳細に説明する。
まず、フレキソ印刷製版材を使用して、マスキング材を通して製版用紫外線硬化型樹脂層の必要な部分のみに紫外線を照射し、製版用紫外線硬化型樹脂層の一部を硬化した後(さらに硬化が進んだ状態とした後)、紫外線で硬化しなかった部分の製版用紫外線硬化型樹脂を洗浄剤で洗い流して除去するとともに、紫外線で硬化した部分の製版用紫外線硬化型樹脂を残存させて、接着剤層上に印刷模様状の製版用紫外線硬化型樹脂層を形成する。
このとき、フレキソ印刷版の接着剤層上には、硬化しなかった部分の製版用紫外線硬化型樹脂が洗浄剤で洗い流され除去されることにより製版用紫外線硬化型樹脂が存在しない部分、すなわち印刷時に印刷インキがのらない部分(凹部)が形成されるとともに、硬化した部分の製版用紫外線硬化型樹脂が洗浄剤で洗い流されず残存することにより、製版用紫外線硬化型樹脂が存在する部分、すなわち印刷インキを保持してプラスチックフイルム等の被印刷物に該インキを転移させて印刷するための部分(凸部)が印刷模様状に形成される。
さらに、上記凸部と凹部を形成するとともに、被印刷物に転移する印刷インキの量をコントロールする目的で、平滑になっている該凸部表面の製版用紫外線硬化型樹脂の一部を洗浄剤で洗浄することで除去し、所望の大きさ、所望の深さ、所望の数の微細な凹部(微細セル)を凸部表面に形成しても構わない。
このようにした場合は、プラスチックフイルム、接着剤層、印刷模様状の製版用紫外線硬化型樹脂層(微細セルが表面に形成された、印刷模様状の製版用紫外線硬化型樹脂層)が順次形成されたものとなる。
本発明のフレキソ印刷版は、上記本発明のフレキソ印刷製版材を製版することにより得ることができる。
以下詳細に説明する。
まず、フレキソ印刷製版材を使用して、マスキング材を通して製版用紫外線硬化型樹脂層の必要な部分のみに紫外線を照射し、製版用紫外線硬化型樹脂層の一部を硬化した後(さらに硬化が進んだ状態とした後)、紫外線で硬化しなかった部分の製版用紫外線硬化型樹脂を洗浄剤で洗い流して除去するとともに、紫外線で硬化した部分の製版用紫外線硬化型樹脂を残存させて、接着剤層上に印刷模様状の製版用紫外線硬化型樹脂層を形成する。
このとき、フレキソ印刷版の接着剤層上には、硬化しなかった部分の製版用紫外線硬化型樹脂が洗浄剤で洗い流され除去されることにより製版用紫外線硬化型樹脂が存在しない部分、すなわち印刷時に印刷インキがのらない部分(凹部)が形成されるとともに、硬化した部分の製版用紫外線硬化型樹脂が洗浄剤で洗い流されず残存することにより、製版用紫外線硬化型樹脂が存在する部分、すなわち印刷インキを保持してプラスチックフイルム等の被印刷物に該インキを転移させて印刷するための部分(凸部)が印刷模様状に形成される。
さらに、上記凸部と凹部を形成するとともに、被印刷物に転移する印刷インキの量をコントロールする目的で、平滑になっている該凸部表面の製版用紫外線硬化型樹脂の一部を洗浄剤で洗浄することで除去し、所望の大きさ、所望の深さ、所望の数の微細な凹部(微細セル)を凸部表面に形成しても構わない。
このようにした場合は、プラスチックフイルム、接着剤層、印刷模様状の製版用紫外線硬化型樹脂層(微細セルが表面に形成された、印刷模様状の製版用紫外線硬化型樹脂層)が順次形成されたものとなる。
尚、上記微細セルを形成するためには、あらかじめ凸部上方に微細セルを形成するためのマスキング材を載置して紫外線を照射する工程が必要となるが、該工程は、一旦凸部を形成する前記工程の後に微細セルを形成する工程を行ってもよいが、凸部を形成する工程と同時に微細セルを形成する工程を行えば、生産性や経済性の点からより好ましい。
最後に、紫外線を照射して、印刷模様状の製版用紫外線硬化型樹脂層(微細セルが表面に形成された、印刷模様状の製版用紫外線硬化型樹脂層)を完全硬化させることにより、本発明のフレキソ印刷版を得ることができる。
このように本発明のフレキソ印刷製版材を使用して製版すれば、特徴ある接着剤層の効果により、印刷模様状の凸部と微細セルを同時にしかも容易に形成することができる。
以上の通り、本発明のフレキソ印刷版は、本発明のフレキソ印刷製版材、及び本発明のフレキソ印刷製版用支持シートを使用して製造するのが最適である。
最後に、紫外線を照射して、印刷模様状の製版用紫外線硬化型樹脂層(微細セルが表面に形成された、印刷模様状の製版用紫外線硬化型樹脂層)を完全硬化させることにより、本発明のフレキソ印刷版を得ることができる。
このように本発明のフレキソ印刷製版材を使用して製版すれば、特徴ある接着剤層の効果により、印刷模様状の凸部と微細セルを同時にしかも容易に形成することができる。
以上の通り、本発明のフレキソ印刷版は、本発明のフレキソ印刷製版材、及び本発明のフレキソ印刷製版用支持シートを使用して製造するのが最適である。
次に、本発明のフレキソ印刷版、フレキソ印刷製版材、及びフレキソ印刷製版用支持シートに形成する各層について説明する。
まず、本発明のフレキソ印刷版、フレキソ印刷製版材、及びフレキソ印刷製版用支持シートに使用するプラスチックフイルムは、該支持シートのいわば支持体となるものであり、ポリエチレンテレフタレートフイルム、ポリエチレンナフタレートフイルム、ポリエチレンフイルム、ポリプロピレンフイルム、アクリルフイルム、ポリイミドフイルム、ポリカーボネートフイルム、フッ素フイルム等の公知のプラスチックフイルムが使用できる。
まず、本発明のフレキソ印刷版、フレキソ印刷製版材、及びフレキソ印刷製版用支持シートに使用するプラスチックフイルムは、該支持シートのいわば支持体となるものであり、ポリエチレンテレフタレートフイルム、ポリエチレンナフタレートフイルム、ポリエチレンフイルム、ポリプロピレンフイルム、アクリルフイルム、ポリイミドフイルム、ポリカーボネートフイルム、フッ素フイルム等の公知のプラスチックフイルムが使用できる。
プラスチックフイルムの厚さは、支持体としての役割を果たすために、75〜250μmであるのが好ましい。
さらに、次に詳述する接着剤層との密着性を向上する目的で、上記プラスチックフイルムの片面に、ポリエステル樹脂、アクリル樹脂などからなる易接着樹脂層を形成したり、いわゆるコロナ処理に代表される表面処理を施しておいても構わない。
本発明のフレキソ印刷版、フレキソ印刷製版材、及びフレキソ印刷製版用支持シートのプラスチックフイルム上に形成される接着剤層は、プラスチックフイルムと後で述べる製版用紫外線硬化型樹脂層とを密着させる役割を果たすとともに、耐溶剤性及び耐洗浄性も向上させる役割を果たすものである。
本発明における接着剤層は、特に、接着剤層と製版用紫外線硬化型樹脂層間の密着性に優れている。
尚、本発明において、上記密着性とは、接着剤層と製版用紫外線硬化型樹脂層が共に完全硬化状態である場合の密着力の程度をいう。
従って、接着剤層と製版用紫外線硬化型樹脂層が共に完全硬化状態である本発明のフレキソ印刷版における接着剤層と製版用紫外線硬化型樹脂層間の密着性をいい、接着剤層と製版用紫外線硬化型樹脂層の両方あるいは一方が完全硬化状態でない、フレキソ印刷製版材、及びフレキソ印刷製版用支持シートにおける接着剤層と製版用紫外線硬化型樹脂層間の密着性をいうのではない。
そして、接着剤層は、少なくとも(A)熱硬化型ポリエステル樹脂、(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂、(C)水酸基含有紫外線硬化型樹脂、(D)アクリロイル基含有紫外線硬化型樹脂、(E)ヘキサメチレンジイソシアネート、(F)光重合開始剤を含有したものである接着剤を、プラスチックフイルム上に、グラビアコート法、リバースコート法、ダイコート法等、従来公知のコーティング方法によりコーティングして形成される。
本発明における接着剤層は、特に、接着剤層と製版用紫外線硬化型樹脂層間の密着性に優れている。
尚、本発明において、上記密着性とは、接着剤層と製版用紫外線硬化型樹脂層が共に完全硬化状態である場合の密着力の程度をいう。
従って、接着剤層と製版用紫外線硬化型樹脂層が共に完全硬化状態である本発明のフレキソ印刷版における接着剤層と製版用紫外線硬化型樹脂層間の密着性をいい、接着剤層と製版用紫外線硬化型樹脂層の両方あるいは一方が完全硬化状態でない、フレキソ印刷製版材、及びフレキソ印刷製版用支持シートにおける接着剤層と製版用紫外線硬化型樹脂層間の密着性をいうのではない。
そして、接着剤層は、少なくとも(A)熱硬化型ポリエステル樹脂、(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂、(C)水酸基含有紫外線硬化型樹脂、(D)アクリロイル基含有紫外線硬化型樹脂、(E)ヘキサメチレンジイソシアネート、(F)光重合開始剤を含有したものである接着剤を、プラスチックフイルム上に、グラビアコート法、リバースコート法、ダイコート法等、従来公知のコーティング方法によりコーティングして形成される。
接着剤層の厚さは、接着剤層と製版用紫外線硬化型樹脂層間の密着性の点から、5〜20μmが好ましく、10〜15μmであればより好ましい。
接着剤層の厚さが、20μmより厚いと、タック現象が生じる場合があり、非タック性が悪くなるので好ましくない。
接着剤層の厚さが、5μmより薄いと、接着剤層と製版用紫外線硬化型樹脂層間の密着性が悪くなるので好ましくない。
接着剤層の厚さが、20μmより厚いと、タック現象が生じる場合があり、非タック性が悪くなるので好ましくない。
接着剤層の厚さが、5μmより薄いと、接着剤層と製版用紫外線硬化型樹脂層間の密着性が悪くなるので好ましくない。
接着剤層は、少なくとも上記(A)〜(F)を含有したものである接着剤を熱及び紫外線により完全硬化状態又は半硬化状態とした樹脂の薄膜層である。
より詳細には、接着剤層が完全硬化した場合には、(A)熱硬化型ポリエステル樹脂と一般的にはその硬化剤となる(E)ヘキサメチレンジイソシアネートとが熱により硬化した樹脂、及び(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂、(C)水酸基含有紫外線硬化型樹脂、(D)アクリロイル基含有紫外線硬化型樹脂が、(F)光重合開始剤の補助により紫外線により硬化した樹脂とが、単純に混合された状態となっているものではなく、上記2種類の硬化した樹脂がさらに複雑に絡み合って架橋された構造の樹脂の薄膜層となっているものと考えられる。
接着剤層が上記構造となっていることで、本発明のフレキソ印刷版が前記した本発明の優れた効果を発揮することができるのである。
尚、接着剤層が半硬化状態の場合には、(A)熱硬化型ポリエステル樹脂と(E)ヘキサメチレンジイソシアネートとが硬化した樹脂の硬化度合、及び(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂、(C)水酸基含有紫外線硬化型樹脂、(D)アクリロイル基含有紫外線硬化型樹脂とが硬化した樹脂の硬化度合、上記2種類の硬化した樹脂の架橋度合が、それぞれ完全硬化状態と比べて低くなっているものと考えられる。
より詳細には、接着剤層が完全硬化した場合には、(A)熱硬化型ポリエステル樹脂と一般的にはその硬化剤となる(E)ヘキサメチレンジイソシアネートとが熱により硬化した樹脂、及び(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂、(C)水酸基含有紫外線硬化型樹脂、(D)アクリロイル基含有紫外線硬化型樹脂が、(F)光重合開始剤の補助により紫外線により硬化した樹脂とが、単純に混合された状態となっているものではなく、上記2種類の硬化した樹脂がさらに複雑に絡み合って架橋された構造の樹脂の薄膜層となっているものと考えられる。
接着剤層が上記構造となっていることで、本発明のフレキソ印刷版が前記した本発明の優れた効果を発揮することができるのである。
尚、接着剤層が半硬化状態の場合には、(A)熱硬化型ポリエステル樹脂と(E)ヘキサメチレンジイソシアネートとが硬化した樹脂の硬化度合、及び(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂、(C)水酸基含有紫外線硬化型樹脂、(D)アクリロイル基含有紫外線硬化型樹脂とが硬化した樹脂の硬化度合、上記2種類の硬化した樹脂の架橋度合が、それぞれ完全硬化状態と比べて低くなっているものと考えられる。
(A)熱硬化型ポリエステル樹脂は、後で詳述する(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂、及び(C)水酸基含有紫外線硬化型樹脂とともに、主に、本発明のフレキソ印刷版の接着剤層と製版用紫外線硬化型樹脂層間の密着性を向上する役割を果たすものである。
(A)熱硬化型ポリエステル樹脂には、熱により硬化する従来公知のポリエステル樹脂が使用できるが、水酸基価が10〜30KOHmg/g、好ましくは10〜20KOHmg/gの熱硬化型ポリエステル樹脂であれば、上記密着性がより向上すると共に、耐溶剤性、特に耐nメチルピロリドン性、及び耐ブチルセロソルブ性を向上することができるので好ましい。
さらに、ガラス転移温度が約60℃以上の熱硬化型ポリエステル樹脂としておけば、接着剤層表面のべたつき現象、タック現象がなくなり、非タック性が向上するので好ましい。
(A)熱硬化型ポリエステル樹脂には、熱により硬化する従来公知のポリエステル樹脂が使用できるが、水酸基価が10〜30KOHmg/g、好ましくは10〜20KOHmg/gの熱硬化型ポリエステル樹脂であれば、上記密着性がより向上すると共に、耐溶剤性、特に耐nメチルピロリドン性、及び耐ブチルセロソルブ性を向上することができるので好ましい。
さらに、ガラス転移温度が約60℃以上の熱硬化型ポリエステル樹脂としておけば、接着剤層表面のべたつき現象、タック現象がなくなり、非タック性が向上するので好ましい。
(A)熱硬化型ポリエステル樹脂は、上記の通り熱により硬化するものであるが、(E)ヘキサメチレンジイソシアネートが介在することにより、より確実に硬化できる。
尚、(A)熱硬化型ポリエステル樹脂と(E)ヘキサメチレンジイソシアネートの重量比は、7:0.03〜7:0.1が好ましい。
尚、(A)熱硬化型ポリエステル樹脂と(E)ヘキサメチレンジイソシアネートの重量比は、7:0.03〜7:0.1が好ましい。
(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂は、 ものであり、(A)熱硬化型ポリエステル樹脂、及び(C)水酸基含有紫外線硬化型樹脂と同様、主に、本発明のフレキソ印刷版の接着剤層と製版用紫外線硬化型樹脂層間の密着性を向上する役割を果たすとともに、接着剤層表面の非タック性を向上する役割も果たすものである。
特に、ガラス転移温度が約60℃以上の(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂としておけば、接着剤層表面の非タック性がより向上するので好ましい。
特に、ガラス転移温度が約60℃以上の(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂としておけば、接着剤層表面の非タック性がより向上するので好ましい。
(C)水酸基含有紫外線硬化型樹脂は、(A)熱硬化型ポリエステル樹脂、及び(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂と同様、主に、本発明のフレキソ印刷版の接着剤層と製版用紫外線硬化型樹脂層間の密着性を向上する役割を果たすものである。
(C)水酸基含有紫外線硬化型樹脂は、水酸基価が10〜30KOHmg/gの紫外線硬化型アクリル樹脂であればより好ましい。
(C)水酸基含有紫外線硬化型樹脂は、水酸基価が10〜30KOHmg/gの紫外線硬化型アクリル樹脂であればより好ましい。
(D)アクリロイル基含有紫外線硬化型樹脂は、(A)熱硬化型ポリエステル樹脂、(E)ヘキサメチレンジイソシアネート、及び(F)光重合開始剤と共に、本発明のフレキソ印刷版の耐溶剤性、特に耐nメチルピロリドン性、及び耐ブチルセロソルブ性を向上する役割を果たすものである。
また、(F)光重合開始剤は、通常市販されている光重合開始剤が使用可能であるが、中でも、1−ヒドロキシ−シクロヘキシル−フェニル−ケトン、又は1−{4−(2−ヒドロキシエトキシ)−フェニル}−2−ヒドロキシ−2―メチル―1―プロパン―1−オンの2種の光重合開始剤が、耐洗浄性、特に耐オクチルフェニルエーテル性をより向上できるので好ましい。
さらに、(F)光重合開始剤を上記2種の光重合開始剤を混合したものとしておけば、耐洗浄性(特に耐オクチルフェニルエーテル性)の点から万全であると共に、耐熱試験(60℃の環境下で7日間放置する試験)後の耐溶剤性(特に耐nメチルピロリドン性、及び耐ブチルセロソルブ性)と、耐熱試験後の接着剤層と製版用紫外線硬化型樹脂層間の密着性の点からも万全である。
ここで、上記耐熱試験を行う意義を説明する。
従来から、フレキソ印刷版を倉庫等の保管場所で保管する際に、保管場所の温度が夏場などに60℃近くの高温の環境下にさらされる場合があり、このような高温の環境下にさらされた従来のフレキソ印刷版は、耐溶剤性や密着性がさらに悪くなることがあった。
このことから、上記耐熱試験を行う意義は、高温の環境下にさらされた本発明のフレキソ印刷版が本来有する優れた効果を発揮することができるか否かを確認するものである。
ここで、上記耐熱試験を行う意義を説明する。
従来から、フレキソ印刷版を倉庫等の保管場所で保管する際に、保管場所の温度が夏場などに60℃近くの高温の環境下にさらされる場合があり、このような高温の環境下にさらされた従来のフレキソ印刷版は、耐溶剤性や密着性がさらに悪くなることがあった。
このことから、上記耐熱試験を行う意義は、高温の環境下にさらされた本発明のフレキソ印刷版が本来有する優れた効果を発揮することができるか否かを確認するものである。
尚、本発明の前記効果をより確実に得るためには、(A)熱硬化型ポリエステル樹脂と(C)水酸基含有紫外線硬化型樹脂の重量比は、8:2〜8:1が好ましい。
また、(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂と(D)アクリロイル基含有紫外線硬化型樹脂の重量比は、4:6〜6:4が好ましい。
さらに、(A)熱硬化型ポリエステル樹脂と(C)水酸基含有紫外線硬化型樹脂の合計重量と、(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂と(D)アクリロイル基含有紫外線硬化型樹脂の合計重量との重量比は、8:2〜6:4が好ましい。
また、(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂と(D)アクリロイル基含有紫外線硬化型樹脂の重量比は、4:6〜6:4が好ましい。
さらに、(A)熱硬化型ポリエステル樹脂と(C)水酸基含有紫外線硬化型樹脂の合計重量と、(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂と(D)アクリロイル基含有紫外線硬化型樹脂の合計重量との重量比は、8:2〜6:4が好ましい。
以上の通り、本発明のフレキソ印刷版、フレキソ印刷製版材、及びフレキソ印刷製版用支持シートの接着剤層を、(A)熱硬化型ポリエステル樹脂、(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂、(C)水酸基含有紫外線硬化型樹脂、及び(D)アクリロイル基含有紫外線硬化型樹脂の重量比を上記の範囲とし、(A)熱硬化型ポリエステル樹脂と(E)ヘキサメチレンジイソシアネートの重量比を7:0.03〜7:0.1とし、(A)熱硬化型ポリエステル樹脂、及び(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂のガラス転移温度を60℃以上とし、さらに、水酸基価が10〜30KOHmg/gの(A)熱硬化型ポリエステル樹脂としておけば、本発明の効果をより確実に発揮でき万全である。
さらに、(F)光重合開始剤を、1−ヒドロキシ−シクロヘキシル−フェニル−ケトン、又は1−{4−(2−ヒドロキシエトキシ)−フェニル}−2−ヒドロキシ−2―メチル―1―プロパン―1−オンの2種の光重合開始剤を使用すれば、耐洗浄性、特に耐オクチルフェニルエーテル性をより向上できるので好ましく、上記2種の光重合開始剤を混合したものとしておけば、耐洗浄性(特に耐オクチルフェニルエーテル性)の点から万全であると共に、耐熱試験後の耐溶剤性(特に耐nメチルピロリドン性、及び耐ブチルセロソルブ性)と、耐熱試験後の接着剤層と製版用紫外線硬化型樹脂層間の密着性の点からも万全である。
本発明のフレキソ印刷版、及びフレキソ印刷製版材に形成される製版用紫外線硬化型樹脂層は、少なくとも、従来公知の製版用紫外線硬化型樹脂に、従来公知の架橋剤や光重合開始剤を混合した塗料を薄膜としたもので、未硬化状態、あるいは、紫外線により完全硬化状態、又は半硬化状態としたものである。
従来公知の製版用紫外線硬化型樹脂としては、ブチルゴム、アクリロニトリルゴム、ブタジエンゴム、スチレン−ブタジエンゴム、イソプレンゴム、エチレン−プロピレンゴム、シリコンゴム等のゴム弾性を有する樹脂や、アクリル樹脂、ポリウレタン樹脂、ポリエステル樹脂等の樹脂が使用できる。
従来公知の架橋剤としては、アルキレングリコール系やアルキレンエーテル系の架橋剤を使用できる。
また、必要により、上記塗料に従来公知の酸化防止剤や可塑剤等を加えても構わない。
製版用紫外線硬化型樹脂層の厚さは、1〜3mmが好ましい。
製版用紫外線硬化型樹脂層の厚さが、3mmより厚いと、本発明のフレキソ印刷版が十分な印刷精度を得られないので好ましくない。
製版用紫外線硬化型樹脂層の厚さが、1mmより薄いと、凸部の高さ(凹部の深さ)が十分に得られず、フレキソ印刷加工により所望の印刷が困難となったり、製版用紫外線硬化型樹脂層自体の強度が弱くなる場合があるので好ましくない。
従来公知の製版用紫外線硬化型樹脂としては、ブチルゴム、アクリロニトリルゴム、ブタジエンゴム、スチレン−ブタジエンゴム、イソプレンゴム、エチレン−プロピレンゴム、シリコンゴム等のゴム弾性を有する樹脂や、アクリル樹脂、ポリウレタン樹脂、ポリエステル樹脂等の樹脂が使用できる。
従来公知の架橋剤としては、アルキレングリコール系やアルキレンエーテル系の架橋剤を使用できる。
また、必要により、上記塗料に従来公知の酸化防止剤や可塑剤等を加えても構わない。
製版用紫外線硬化型樹脂層の厚さは、1〜3mmが好ましい。
製版用紫外線硬化型樹脂層の厚さが、3mmより厚いと、本発明のフレキソ印刷版が十分な印刷精度を得られないので好ましくない。
製版用紫外線硬化型樹脂層の厚さが、1mmより薄いと、凸部の高さ(凹部の深さ)が十分に得られず、フレキソ印刷加工により所望の印刷が困難となったり、製版用紫外線硬化型樹脂層自体の強度が弱くなる場合があるので好ましくない。
製版用紫外線硬化型樹脂層は、接着剤層上に従来公知のコーティング方法で形成したり、あらかじめ他のプラスチックフイルム等の基材上に形成しておいた製版用紫外線硬化型樹脂層を、接着剤層に接するようにして重ね合わせて圧着した後、基材を剥離する方法等で形成できる。
本発明のフレキソ印刷製版材を製版することで、プラスチックフイルムの片面に接着剤層が全面に形成され、該接着剤層上に製版用紫外線硬化型樹脂層が印刷模様状に形成されている本発明のフレキソ印刷版を得ることができる。
本発明のフレキソ印刷製版用支持シートの接着剤層上、又は本発明のフレキソ印刷製版材の製版用紫外線硬化型樹脂層上に、プラスチックシートからなる保護シートを形成しておけば、接着剤層、又は製版用紫外線硬化型樹脂層にキズやホコリが付くことを防止することができる。
上記保護シートは、本発明のフレキソ印刷製版用支持シートの接着剤層上、又は本発明のフレキソ印刷製版材の製版用紫外線硬化型樹脂層上の少なくとも必要な部分に形成しておけば足りるため、全面に形成しても部分的に形成しておいても構わない。
保護シートは、本発明のフレキソ印刷製版用支持シートを使用して本発明のフレキソ印刷製版材を製造する際、あるいは本発明のフレキソ印刷製版材を使用して本発明のフレキソ印刷版を製造する際に、それぞれ剥離されるものである。
上記保護シートは、本発明のフレキソ印刷製版用支持シートの接着剤層上、又は本発明のフレキソ印刷製版材の製版用紫外線硬化型樹脂層上の少なくとも必要な部分に形成しておけば足りるため、全面に形成しても部分的に形成しておいても構わない。
保護シートは、本発明のフレキソ印刷製版用支持シートを使用して本発明のフレキソ印刷製版材を製造する際、あるいは本発明のフレキソ印刷製版材を使用して本発明のフレキソ印刷版を製造する際に、それぞれ剥離されるものである。
上記保護シートは、ポリエチレンテレフタレートシート、ポリエチレンナフタレートシート、ポリエチレンシート、ポリプロピレンシート、アクリルシート、ポリイミドシート、ポリカーボネートシート、フッ素シート等の公知のプラスチックシートが使用できる。
保護シートの厚さは、15〜30μmであるのが好ましい。
また、保護シートと、本発明のフレキソ印刷製版用支持シートの接着剤層、又は本発明のフレキソ印刷製版材の製版用紫外線硬化型樹脂層との適度な剥離性を得る目的で、保護シートの片面(接着剤層、又は製版用紫外線硬化型樹脂層と接する面)に、アクリル樹脂やウレタン樹脂などからなる、いわゆる微粘着性の粘着剤層を形成してもおいても構わない。
このように、上記プラスチックシートの片面に微粘着性の粘着剤層を形成したものも、本発明でいう保護シートに含まれる。
また、保護シートと、本発明のフレキソ印刷製版用支持シートの接着剤層、又は本発明のフレキソ印刷製版材の製版用紫外線硬化型樹脂層との適度な剥離性を得る目的で、保護シートの片面(接着剤層、又は製版用紫外線硬化型樹脂層と接する面)に、アクリル樹脂やウレタン樹脂などからなる、いわゆる微粘着性の粘着剤層を形成してもおいても構わない。
このように、上記プラスチックシートの片面に微粘着性の粘着剤層を形成したものも、本発明でいう保護シートに含まれる。
<フレキソ印刷製版用支持シートの製造>
[実施例1]
ポリエステル樹脂からなる厚さ0.1μmの易接着樹脂層を片面に形成した、長尺で厚さ188μmのポリエチレンテレフタレートフイルムの上記易接着樹脂層面に、下記接着剤(W)をダイコート法にてコーティングして、厚さ10μmの接着剤層を全面に形成した。
その後紫外線を照射(照射量:180mj/cm2)して、接着剤層を半硬化状態とし、本発明のフレキソ印刷製版用支持シートを得た。
−接着剤(W)−
(A)熱硬化型ポリエステル樹脂(ガラス転移温度:30℃):7重量部
(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂(ガラス転移温度:30℃):6重量部
(C)水酸基含有紫外線硬化型樹脂:1重量部
(D)アクリロイル基含有紫外線硬化型樹脂:6重量部
(E)ヘキサメチレンジイソシアネート:0.05重量部
(F)光重合開始剤(1−ヒドロキシ−シクロヘキシル−フェニル−ケトン):0.6重量部
[実施例1]
ポリエステル樹脂からなる厚さ0.1μmの易接着樹脂層を片面に形成した、長尺で厚さ188μmのポリエチレンテレフタレートフイルムの上記易接着樹脂層面に、下記接着剤(W)をダイコート法にてコーティングして、厚さ10μmの接着剤層を全面に形成した。
その後紫外線を照射(照射量:180mj/cm2)して、接着剤層を半硬化状態とし、本発明のフレキソ印刷製版用支持シートを得た。
−接着剤(W)−
(A)熱硬化型ポリエステル樹脂(ガラス転移温度:30℃):7重量部
(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂(ガラス転移温度:30℃):6重量部
(C)水酸基含有紫外線硬化型樹脂:1重量部
(D)アクリロイル基含有紫外線硬化型樹脂:6重量部
(E)ヘキサメチレンジイソシアネート:0.05重量部
(F)光重合開始剤(1−ヒドロキシ−シクロヘキシル−フェニル−ケトン):0.6重量部
[実施例2]
実施例1で使用した接着剤(W)の(A)熱硬化型ポリエステル樹脂、及び(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂のガラス転移温度を変更した下記接着剤(X)を使用したこと以外は、実施例1と同様にして本発明のフレキソ印刷製版用支持シートを得た。
−接着剤(X)−
(A)熱硬化型ポリエステル樹脂(ガラス転移温度:69℃):7重量部
(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂(ガラス転移温度:68℃):6重量部
(C)水酸基含有紫外線硬化型樹脂:1重量部
(D)アクリロイル基含有紫外線硬化型樹脂:6重量部
(E)ヘキサメチレンジイソシアネート:0.05重量部
(F)光重合開始剤(1−ヒドロキシ−シクロヘキシル−フェニル−ケトン):0.6重量部
実施例1で使用した接着剤(W)の(A)熱硬化型ポリエステル樹脂、及び(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂のガラス転移温度を変更した下記接着剤(X)を使用したこと以外は、実施例1と同様にして本発明のフレキソ印刷製版用支持シートを得た。
−接着剤(X)−
(A)熱硬化型ポリエステル樹脂(ガラス転移温度:69℃):7重量部
(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂(ガラス転移温度:68℃):6重量部
(C)水酸基含有紫外線硬化型樹脂:1重量部
(D)アクリロイル基含有紫外線硬化型樹脂:6重量部
(E)ヘキサメチレンジイソシアネート:0.05重量部
(F)光重合開始剤(1−ヒドロキシ−シクロヘキシル−フェニル−ケトン):0.6重量部
[実施例3]
実施例1で使用した接着剤(W)の(A)熱硬化型ポリエステル樹脂、及び(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂のガラス転移温度、並びに(F)光重合開始剤を変更した下記接着剤(Y)を使用したこと以外は、実施例1と同様にして本発明のフレキソ印刷製版用支持シートを得た。
−接着剤(Y)−
(A)熱硬化型ポリエステル樹脂(ガラス転移温度:69℃):7重量部
(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂(ガラス転移温度:68℃):6重量部
(C)水酸基含有紫外線硬化型樹脂:1重量部
(D)アクリロイル基含有紫外線硬化型樹脂:6重量部
(E)ヘキサメチレンジイソシアネート:0.05重量部
(F)光重合開始剤(1−ヒドロキシ−シクロヘキシル−フェニル−ケトン:0.3重量部と、1−{4−(2−ヒドロキシエトキシ)−フェニル}−2−ヒドロキシ−2―メチル―1―プロパン―1−オン:0.3重量部を混合した光重合開始剤)
実施例1で使用した接着剤(W)の(A)熱硬化型ポリエステル樹脂、及び(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂のガラス転移温度、並びに(F)光重合開始剤を変更した下記接着剤(Y)を使用したこと以外は、実施例1と同様にして本発明のフレキソ印刷製版用支持シートを得た。
−接着剤(Y)−
(A)熱硬化型ポリエステル樹脂(ガラス転移温度:69℃):7重量部
(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂(ガラス転移温度:68℃):6重量部
(C)水酸基含有紫外線硬化型樹脂:1重量部
(D)アクリロイル基含有紫外線硬化型樹脂:6重量部
(E)ヘキサメチレンジイソシアネート:0.05重量部
(F)光重合開始剤(1−ヒドロキシ−シクロヘキシル−フェニル−ケトン:0.3重量部と、1−{4−(2−ヒドロキシエトキシ)−フェニル}−2−ヒドロキシ−2―メチル―1―プロパン―1−オン:0.3重量部を混合した光重合開始剤)
[比較例1]
実施例2で使用した接着剤(X)の(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂が含有されていない接着剤(Z)を使用したこと以外は、実施例1と同様にしてフレキソ印刷製版用支持シートを得た。
−接着剤(Z)−
(A)熱硬化型ポリエステル樹脂(ガラス転移温度:69℃):7重量部
(C)水酸基含有紫外線硬化型樹脂:1重量部
(D)アクリロイル基含有紫外線硬化型樹脂:6重量部
(E)ヘキサメチレンジイソシアネート:0.05重量部
(F)光重合開始剤(1−ヒドロキシ−シクロヘキシル−フェニル−ケトン):0.6重量部
実施例2で使用した接着剤(X)の(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂が含有されていない接着剤(Z)を使用したこと以外は、実施例1と同様にしてフレキソ印刷製版用支持シートを得た。
−接着剤(Z)−
(A)熱硬化型ポリエステル樹脂(ガラス転移温度:69℃):7重量部
(C)水酸基含有紫外線硬化型樹脂:1重量部
(D)アクリロイル基含有紫外線硬化型樹脂:6重量部
(E)ヘキサメチレンジイソシアネート:0.05重量部
(F)光重合開始剤(1−ヒドロキシ−シクロヘキシル−フェニル−ケトン):0.6重量部
<フレキソ印刷製版材の製造>
[実施例4]
実施例1の本発明のフレキソ印刷製版用支持シートの接着剤層上に、紫外線硬化型ブチルゴムと光重合開始剤を混合した塗料を、ダイコート法にてコーティングして、厚さ2mmの製版用紫外線硬化型樹脂層を全面に形成した。
その後、紫外線を照射(照射量:180mj/cm2)して、製版用紫外線硬化型樹脂層を半硬化状態にするとともに、接着剤層を完全硬化状態とし、本発明のフレキソ印刷製版材を得た。
[実施例4]
実施例1の本発明のフレキソ印刷製版用支持シートの接着剤層上に、紫外線硬化型ブチルゴムと光重合開始剤を混合した塗料を、ダイコート法にてコーティングして、厚さ2mmの製版用紫外線硬化型樹脂層を全面に形成した。
その後、紫外線を照射(照射量:180mj/cm2)して、製版用紫外線硬化型樹脂層を半硬化状態にするとともに、接着剤層を完全硬化状態とし、本発明のフレキソ印刷製版材を得た。
[実施例5]
実施例1の本発明のフレキソ印刷製版用支持シートに替えて、実施例2の本発明のフレキソ印刷製版用支持シートを使用したこと以外は実施例4と同様にして、本発明のフレキソ印刷製版材を得た。
実施例1の本発明のフレキソ印刷製版用支持シートに替えて、実施例2の本発明のフレキソ印刷製版用支持シートを使用したこと以外は実施例4と同様にして、本発明のフレキソ印刷製版材を得た。
[実施例6]
実施例1の本発明のフレキソ印刷製版用支持シートに替えて、実施例3の本発明のフレキソ印刷製版用支持シートを使用したこと以外は実施例4と同様にして、本発明のフレキソ印刷製版材を得た。
実施例1の本発明のフレキソ印刷製版用支持シートに替えて、実施例3の本発明のフレキソ印刷製版用支持シートを使用したこと以外は実施例4と同様にして、本発明のフレキソ印刷製版材を得た。
[比較例2]
実施例1の本発明のフレキソ印刷製版用支持シートに替えて、比較例1のフレキソ印刷製版用支持シートを使用したこと以外は実施例4と同様にして、フレキソ印刷製版材を得た。
実施例1の本発明のフレキソ印刷製版用支持シートに替えて、比較例1のフレキソ印刷製版用支持シートを使用したこと以外は実施例4と同様にして、フレキソ印刷製版材を得た。
<フレキソ印刷版の製造>
[実施例7]
実施例4の本発明のフレキソ印刷製版材を製版して、本発明のフレキソ印刷版を得た。
詳細には、まず、実施例4の本発明のフレキソ印刷製版材の製版用紫外線硬化型樹脂層側から、印刷模様状の凸部を形成するためのマスキング材、及び凸部表面に微細セルを形成するためのマスキング材を同時に使用して、紫外線を照射(照射量:1500mj/cm2)し、製版用紫外線硬化型樹脂層を硬化させた。このとき、製版用紫外線硬化型樹脂層は完全に硬化しておらず、半硬化状態であった。
その後、オクチルフェニルエーテルを洗浄剤として使用して洗浄することにより、紫外線で硬化しなかった部分の製版用紫外線硬化型樹脂層を洗い流して印刷インキがのらない非印刷部分(凹部)を形成するとともに、上記印刷模様状に半硬化した部分の製版用紫外線硬化型樹脂層を残存させることにより、印刷インキを保持してプラスチックフイルム等の被印刷物に該インキを転移させて印刷する印刷部分(凸部)を印刷模様状に形成した。
また、同時に該凸部表面の製版用紫外線硬化型樹脂の一部をオクチルフェニルエーテルで洗浄することにより、凸部表面に、被印刷物に転移する印刷インキの量をコントロールする目的の微細セルが、所望の大きさ、所望の深さ、所望の数に形成できていた。
その後、紫外線を再び照射(照射量:1500mj/cm2)して、凸部及び凸部表面の微細セルを完全に硬化させて、本発明のフレキソ印刷版を得た。
[実施例7]
実施例4の本発明のフレキソ印刷製版材を製版して、本発明のフレキソ印刷版を得た。
詳細には、まず、実施例4の本発明のフレキソ印刷製版材の製版用紫外線硬化型樹脂層側から、印刷模様状の凸部を形成するためのマスキング材、及び凸部表面に微細セルを形成するためのマスキング材を同時に使用して、紫外線を照射(照射量:1500mj/cm2)し、製版用紫外線硬化型樹脂層を硬化させた。このとき、製版用紫外線硬化型樹脂層は完全に硬化しておらず、半硬化状態であった。
その後、オクチルフェニルエーテルを洗浄剤として使用して洗浄することにより、紫外線で硬化しなかった部分の製版用紫外線硬化型樹脂層を洗い流して印刷インキがのらない非印刷部分(凹部)を形成するとともに、上記印刷模様状に半硬化した部分の製版用紫外線硬化型樹脂層を残存させることにより、印刷インキを保持してプラスチックフイルム等の被印刷物に該インキを転移させて印刷する印刷部分(凸部)を印刷模様状に形成した。
また、同時に該凸部表面の製版用紫外線硬化型樹脂の一部をオクチルフェニルエーテルで洗浄することにより、凸部表面に、被印刷物に転移する印刷インキの量をコントロールする目的の微細セルが、所望の大きさ、所望の深さ、所望の数に形成できていた。
その後、紫外線を再び照射(照射量:1500mj/cm2)して、凸部及び凸部表面の微細セルを完全に硬化させて、本発明のフレキソ印刷版を得た。
[実施例8]
実施例4の本発明のフレキソ印刷製版材に替えて、実施例5の本発明のフレキソ印刷製版材を使用したこと以外は実施例7と同様にして、本発明のフレキソ印刷版を得た。
実施例4の本発明のフレキソ印刷製版材に替えて、実施例5の本発明のフレキソ印刷製版材を使用したこと以外は実施例7と同様にして、本発明のフレキソ印刷版を得た。
[実施例9]
実施例4の本発明のフレキソ印刷製版材に替えて、実施例6の本発明のフレキソ印刷製版材を使用したこと以外は実施例7と同様にして、本発明のフレキソ印刷版を得た。
実施例4の本発明のフレキソ印刷製版材に替えて、実施例6の本発明のフレキソ印刷製版材を使用したこと以外は実施例7と同様にして、本発明のフレキソ印刷版を得た。
[比較例3]
実施例4の本発明のフレキソ印刷製版材に替えて、比較例2のフレキソ印刷製版材を使用したこと以外は実施例7と同様にして、フレキソ印刷版を得た。
実施例4の本発明のフレキソ印刷製版材に替えて、比較例2のフレキソ印刷製版材を使用したこと以外は実施例7と同様にして、フレキソ印刷版を得た。
実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版について、以下の試験を行いフレキソ印刷版としての性能を比較した。
<密着性試験>
[耐熱試験前]
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版をそれぞれ、巾20mm、長さ60mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)JIS K 6854−2(接着剤−はく離接着強さ試験方法−第2部:180度はく離)に準拠して、ポリエチレンテレフタレートフイルムと製版用紫外線硬化型樹脂層間の、20mm幅の180度はく離強度を測定した(はく離速度:300mm/min)。
(評価結果)表1
[耐熱試験後]
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版をそれぞれ、巾20mm、長さ60mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)耐熱試験(60℃の環境下で7日間放置する試験)後、上記耐熱試験前と同様の方法で、はく離強度を測定した(はく離速度:300mm/min)。
(評価結果)表1
<密着性試験>
[耐熱試験前]
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版をそれぞれ、巾20mm、長さ60mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)JIS K 6854−2(接着剤−はく離接着強さ試験方法−第2部:180度はく離)に準拠して、ポリエチレンテレフタレートフイルムと製版用紫外線硬化型樹脂層間の、20mm幅の180度はく離強度を測定した(はく離速度:300mm/min)。
(評価結果)表1
[耐熱試験後]
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版をそれぞれ、巾20mm、長さ60mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)耐熱試験(60℃の環境下で7日間放置する試験)後、上記耐熱試験前と同様の方法で、はく離強度を測定した(はく離速度:300mm/min)。
(評価結果)表1
<耐溶剤性試験>
[耐熱試験前]
−耐nメチルピロリドン性試験−
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版をそれぞれ、巾20mm、長さ60mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)上記試料をnメチルピロリドンに24時間浸漬した後、前記耐熱試験前の密着性試験と同様にして、はく離強度を測定した(はく離速度:300mm/min)
(評価結果)表1
−耐ブチルセロソルブ性試験−
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版をそれぞれ、巾20mm、長さ60mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)上記試料を耐ブチルセロソルブに24時間浸漬した後、前記耐熱試験前の密着性試験と同様にして、はく離強度を測定した(はく離速度:300mm/min)
(評価結果)表1
[耐熱試験後]
−耐nメチルピロリドン性試験−
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版をそれぞれ、巾20mm、長さ60mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)耐熱試験(60℃の環境下で7日間放置する試験)後、上記試料をnメチルピロリドンに24時間浸漬した後、前記耐熱試験前の密着性試験と同様にして、はく離強度を測定した(はく離速度:300mm/min)
(評価結果)表1
−耐ブチルセロソルブ性試験−
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版をそれぞれ、巾20mm、長さ60mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)耐熱試験(60℃の環境下で7日間放置する試験)後、上記試料を耐ブチルセロソルブに24時間浸漬した後、前記耐熱試験前の密着性試験と同様にして、はく離強度を測定した(はく離速度:300mm/min)
(評価結果)表1
[耐熱試験前]
−耐nメチルピロリドン性試験−
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版をそれぞれ、巾20mm、長さ60mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)上記試料をnメチルピロリドンに24時間浸漬した後、前記耐熱試験前の密着性試験と同様にして、はく離強度を測定した(はく離速度:300mm/min)
(評価結果)表1
−耐ブチルセロソルブ性試験−
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版をそれぞれ、巾20mm、長さ60mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)上記試料を耐ブチルセロソルブに24時間浸漬した後、前記耐熱試験前の密着性試験と同様にして、はく離強度を測定した(はく離速度:300mm/min)
(評価結果)表1
[耐熱試験後]
−耐nメチルピロリドン性試験−
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版をそれぞれ、巾20mm、長さ60mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)耐熱試験(60℃の環境下で7日間放置する試験)後、上記試料をnメチルピロリドンに24時間浸漬した後、前記耐熱試験前の密着性試験と同様にして、はく離強度を測定した(はく離速度:300mm/min)
(評価結果)表1
−耐ブチルセロソルブ性試験−
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版をそれぞれ、巾20mm、長さ60mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)耐熱試験(60℃の環境下で7日間放置する試験)後、上記試料を耐ブチルセロソルブに24時間浸漬した後、前記耐熱試験前の密着性試験と同様にして、はく離強度を測定した(はく離速度:300mm/min)
(評価結果)表1
<耐洗浄性試験>
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版を試料とした。
(評価方法)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版を製版したときに、所望の大きさ、所望の深さ、所望の数の微細セルが形成されていたものを○、所望の大きさ、所望の深さ、所望の数の微細セルが形成されていなかったものを×とした。
(評価結果)表1
(評価試料)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版を試料とした。
(評価方法)実施例7〜9の本発明のフレキソ印刷版、及び比較例3のフレキソ印刷版を製版したときに、所望の大きさ、所望の深さ、所望の数の微細セルが形成されていたものを○、所望の大きさ、所望の深さ、所望の数の微細セルが形成されていなかったものを×とした。
(評価結果)表1
<非タック性試験>
(評価試料)実施例1〜3のフレキソ印刷製版用支持シート、及び比較例1のフレキソ印刷製版用支持シートの接着剤層上に、厚さ25μmのポリプロピレンフイルムからなる保護シートをそれぞれ全面に形成し、縦30mm、横25mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)上記試料を60℃で湿度95%の環境下で24時間放置した後、さらに常温で24時間放置した。次に、保護シートを剥離した後、ポリエチレンテレフタレートフイルムと接着剤層とが幾重にも接するように円筒状に巻いて固定し、常温で60分間放置した。その後、円筒状の巻きを解く際に、接着剤層にタック現象が生じ、ポリエチレンテレフタレートフイルムと接着剤層とがひっついて離れにくかったものを×、接着剤層にタック現象が生じず、ひっつきもなく容易に離れたものを○とした。
(評価結果)表2
(評価試料)実施例1〜3のフレキソ印刷製版用支持シート、及び比較例1のフレキソ印刷製版用支持シートの接着剤層上に、厚さ25μmのポリプロピレンフイルムからなる保護シートをそれぞれ全面に形成し、縦30mm、横25mmに切り取ったものを1枚ずつ準備して試料とした。
(評価方法)上記試料を60℃で湿度95%の環境下で24時間放置した後、さらに常温で24時間放置した。次に、保護シートを剥離した後、ポリエチレンテレフタレートフイルムと接着剤層とが幾重にも接するように円筒状に巻いて固定し、常温で60分間放置した。その後、円筒状の巻きを解く際に、接着剤層にタック現象が生じ、ポリエチレンテレフタレートフイルムと接着剤層とがひっついて離れにくかったものを×、接着剤層にタック現象が生じず、ひっつきもなく容易に離れたものを○とした。
(評価結果)表2

1 プラスチックフイルム
2 接着剤層
3 製版用紫外線硬化型樹脂層
4 保護シート
2 接着剤層
3 製版用紫外線硬化型樹脂層
4 保護シート
Claims (5)
- プラスチックフイルムの片面に、少なくとも接着剤層が全面に形成されているフレキソ印刷製版用支持シートであって、接着剤層が、少なくとも下記(A)〜(F)を含有したものである接着剤を熱及び紫外線により半硬化状態とした樹脂の薄膜層であることを特徴とするフレキソ印刷製版用支持シート。
(A)熱硬化型ポリエステル樹脂
(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂
(C)水酸基含有紫外線硬化型樹脂
(D)アクリロイル基含有紫外線硬化型樹脂
(E)ヘキサメチレンジイソシアネート
(F)光重合開始剤 - 接着剤層上に、プラスチックシートからなる保護シートが形成されている請求項1記載のフレキソ印刷製版用支持シート。
- 請求項1記載のフレキソ印刷製版用支持シートの接着剤層上に、未硬化状態又は半硬化状態の製版用紫外線硬化型樹脂層が全面に形成されているとともに、接着剤層が半硬化状態又は完全硬化状態であることを特徴とするフレキソ印刷製版材。
- 製版用紫外線硬化型樹脂層上に、プラスチックシートからなる保護シートが形成されている請求項3記載のフレキソ印刷製版材。
- プラスチックフイルムの片面に、少なくとも接着剤層、及び完全硬化状態でかつ印刷模様状の製版用紫外線硬化型樹脂層が形成されているフレキソ印刷版であって、接着剤層が、少なくとも下記(A)〜(F)を含有したものである接着剤を熱及び紫外線により完全硬化状態とした樹脂の薄膜層であることを特徴とするフレキソ印刷版。
(A)熱硬化型ポリエステル樹脂
(B)カルボキシル基含有ウレタンアクリレートシリカハイブリッド紫外線硬化型樹脂
(C)水酸基含有紫外線硬化型樹脂
(D)アクリロイル基含有紫外線硬化型樹脂
(E)ヘキサメチレンジイソシアネート
(F)光重合開始剤
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011049904A JP2012183785A (ja) | 2011-03-08 | 2011-03-08 | フレキソ印刷版、並びにそれに使用するフレキソ印刷製版材及びフレキソ印刷製版用支持シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011049904A JP2012183785A (ja) | 2011-03-08 | 2011-03-08 | フレキソ印刷版、並びにそれに使用するフレキソ印刷製版材及びフレキソ印刷製版用支持シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012183785A true JP2012183785A (ja) | 2012-09-27 |
Family
ID=47014292
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011049904A Pending JP2012183785A (ja) | 2011-03-08 | 2011-03-08 | フレキソ印刷版、並びにそれに使用するフレキソ印刷製版材及びフレキソ印刷製版用支持シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012183785A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105774287A (zh) * | 2014-12-18 | 2016-07-20 | 乐凯华光印刷科技有限公司 | 一种柔性版热固化金属基支持体及其制备方法 |
| CN108215560A (zh) * | 2016-12-14 | 2018-06-29 | 乐凯华光印刷科技有限公司 | 一种金属基感光树脂版支持体及其制备方法 |
| CN108948321A (zh) * | 2018-05-14 | 2018-12-07 | 广东工业大学 | 一种紫外光混杂光固化水性聚氨酯丙烯酸酯及其制备方法和应用 |
| CN111319372A (zh) * | 2018-12-14 | 2020-06-23 | 乐凯华光印刷科技有限公司 | 一种水洗柔性版支撑体及其制备方法 |
| JP2021178485A (ja) * | 2020-05-15 | 2021-11-18 | シャープ株式会社 | 印刷版の洗浄システム、及び印刷版の洗浄方法 |
| WO2025206369A1 (ja) * | 2024-03-29 | 2025-10-02 | 旭化成株式会社 | フレキソ印刷原版、フレキソ印刷版の製造方法、フレキソ印刷方法、及び支持体 |
-
2011
- 2011-03-08 JP JP2011049904A patent/JP2012183785A/ja active Pending
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105774287A (zh) * | 2014-12-18 | 2016-07-20 | 乐凯华光印刷科技有限公司 | 一种柔性版热固化金属基支持体及其制备方法 |
| CN105774287B (zh) * | 2014-12-18 | 2019-01-15 | 乐凯华光印刷科技有限公司 | 一种柔性版热固化金属基支持体及其制备方法 |
| CN108215560A (zh) * | 2016-12-14 | 2018-06-29 | 乐凯华光印刷科技有限公司 | 一种金属基感光树脂版支持体及其制备方法 |
| CN108215560B (zh) * | 2016-12-14 | 2021-02-02 | 乐凯华光印刷科技有限公司 | 一种金属基感光树脂版支持体及其制备方法 |
| CN108948321A (zh) * | 2018-05-14 | 2018-12-07 | 广东工业大学 | 一种紫外光混杂光固化水性聚氨酯丙烯酸酯及其制备方法和应用 |
| CN111319372A (zh) * | 2018-12-14 | 2020-06-23 | 乐凯华光印刷科技有限公司 | 一种水洗柔性版支撑体及其制备方法 |
| CN111319372B (zh) * | 2018-12-14 | 2021-10-15 | 乐凯华光印刷科技有限公司 | 一种水洗柔性版支撑体及其制备方法 |
| JP2021178485A (ja) * | 2020-05-15 | 2021-11-18 | シャープ株式会社 | 印刷版の洗浄システム、及び印刷版の洗浄方法 |
| JP7398741B2 (ja) | 2020-05-15 | 2023-12-15 | シャープ株式会社 | 印刷版の洗浄システム、及び印刷版の洗浄方法 |
| WO2025206369A1 (ja) * | 2024-03-29 | 2025-10-02 | 旭化成株式会社 | フレキソ印刷原版、フレキソ印刷版の製造方法、フレキソ印刷方法、及び支持体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103261965B (zh) | 柔性印刷版原版 | |
| JP2012183785A (ja) | フレキソ印刷版、並びにそれに使用するフレキソ印刷製版材及びフレキソ印刷製版用支持シート | |
| US7544463B2 (en) | Photosensitive structure for flexographic printing | |
| JP4230085B2 (ja) | 改良されたフレキソ印刷版用感光性構成体 | |
| EP2755087B1 (en) | Flexographic printing original plate and water-developable photosensitive resin laminate | |
| US12397574B2 (en) | Flexographic printing original plate | |
| JP2014119594A (ja) | 赤外線アブレーション層を有するフレキソ印刷版用感光性樹脂積層体 | |
| JP2012173368A (ja) | 感光性樹脂印刷原版およびそれを用いた印刷版 | |
| TWI461120B (zh) | 用於柔版印刷版之背基板及其製造方法 | |
| JP2014065251A (ja) | フレキソ印刷版およびフレキソ印刷版の表面処理方法 | |
| JP6135040B2 (ja) | 感光性樹脂凸版用印刷原版 | |
| JP2008181059A (ja) | 感光性樹脂版材 | |
| JP4067849B2 (ja) | フレキソ印刷用感光性構成体及びその製造方法 | |
| JP2007268846A (ja) | 剥離シートおよびその製造方法 | |
| JP4601769B2 (ja) | フォトマスク用保護膜転写シート及び保護膜転写方法 | |
| JP2004107650A (ja) | 剥離性接着剤組成物 | |
| JP4536531B2 (ja) | フレキソ印刷用感光性構成体 | |
| JP2008152218A (ja) | 感光性樹脂版材 | |
| JP2000155410A (ja) | フレキソ印刷版用感光性構成体 | |
| JP2013073179A (ja) | 剥離現像用フレキソ印刷版原版 | |
| JP5158925B2 (ja) | 印刷基材の製造方法 | |
| JP3166985B2 (ja) | ポリウレタン系感光性樹脂印刷版用支持体および該支持体を用いたポリウレタン系感光性樹脂印刷版 | |
| JP2013073180A (ja) | 剥離現像用フレキソ印刷版原版 | |
| JP2008170921A (ja) | 感光性樹脂版材 | |
| JPS58174945A (ja) | 感光性樹脂印刷版用支持体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121002 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140121 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140604 |