JP2012183861A - 自動二輪車用ラジアルタイヤおよびその製造方法 - Google Patents
自動二輪車用ラジアルタイヤおよびその製造方法 Download PDFInfo
- Publication number
- JP2012183861A JP2012183861A JP2011046615A JP2011046615A JP2012183861A JP 2012183861 A JP2012183861 A JP 2012183861A JP 2011046615 A JP2011046615 A JP 2011046615A JP 2011046615 A JP2011046615 A JP 2011046615A JP 2012183861 A JP2012183861 A JP 2012183861A
- Authority
- JP
- Japan
- Prior art keywords
- belt
- warp
- tire
- motorcycle
- radial tire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Landscapes
- Tires In General (AREA)
- Tyre Moulding (AREA)
Abstract
【課題】成形および加硫工程を経た後もベルトコードとなる縦糸の配列の均一性を確保できると共に、コード本数の自由度の制限もなく、さらに加工性および過渡特性も向上させることができる自動二輪車用ラジアルタイヤおよびその製造方法を提供する。
【解決手段】ベルト2は、タイヤ周方向に沿って配置される第1縦糸5aと第2縦糸5bとが互いに絡むことにより横糸6を織り込んだ絡み織り構造であり、第1縦糸5aは、アラミド繊維で形成され、第2縦糸5bは、有機繊維で形成され、横糸6は、アラミド繊維以外の有機繊維で形成され、5cm幅当たりに含まれるアラミド繊維製の縦糸の打ち込み本数は、30〜50本であり、トレッドは、タイヤ半径方向内側に位置するベース層と、外側に位置して走行時の接地面に相当するキャップ層とを備えており、ベルト2の縦糸間に、ベース層のゴムが浸透、充填されて、ベース層とベルト6が一体に形成されている。
【選択図】図2
【解決手段】ベルト2は、タイヤ周方向に沿って配置される第1縦糸5aと第2縦糸5bとが互いに絡むことにより横糸6を織り込んだ絡み織り構造であり、第1縦糸5aは、アラミド繊維で形成され、第2縦糸5bは、有機繊維で形成され、横糸6は、アラミド繊維以外の有機繊維で形成され、5cm幅当たりに含まれるアラミド繊維製の縦糸の打ち込み本数は、30〜50本であり、トレッドは、タイヤ半径方向内側に位置するベース層と、外側に位置して走行時の接地面に相当するキャップ層とを備えており、ベルト2の縦糸間に、ベース層のゴムが浸透、充填されて、ベース層とベルト6が一体に形成されている。
【選択図】図2
Description
本発明は、自動二輪車用ラジアルタイヤおよびその製造方法に関する。
一般に、自動二輪車用ラジアルタイヤでは、カーカスとトレッドの間に、ベルトが配置されている。
上記ベルトは、ベルトプライにより形成される。具体的には、あらかじめディップ処理されたベルトコード(縦糸)にトッピングゴムをコーティングし、1〜5本のテープ状に仕上げられたベルトプライを円弧状に巻きつけて形成される。
上記ベルトプライには、一般的にベルトコードのみで横糸が存在しないベルトプライが用いられており、製造する際に、ガイドとなるバッフルを用いてベルトコードの間隔を等間隔に保った状態でトッピングゴムを被覆する。これにより、トッピングゴムを被覆した際のベルトコードの間隔は均等に保たれるが、その後の成形及び加硫工程を経ることにより、コード間隔が乱れて不均等になるという問題があった。コード間隔が乱れている場合には、自動二輪車をロール方向に運動させたときの過渡特性が一定でなくなり、タイヤ挙動に悪影響を与える。
そこで、ベルトコードを所定の間隔に保つために、図3に示すように、隣接するベルトコード101を横糸102でつないだ簾織りタイプのベルトプライなどが提案されている(例えば、特許文献1、2)。
しかし、簾織りタイプのベルトコード配列体100は、ベルトコード101の本数が少ない場合、ベルトコード101がバラけるため、コード本数の自由度が限られるという問題があった。
本発明は、成形および加硫工程を経た後もベルトコードとなる縦糸の配列の均一性を確保できると共に、コード本数の自由度の制限がない自動二輪車用ラジアルタイヤおよびその製造方法を提供することを課題とする。
請求項1に記載の発明は、
カーカスとトレッドの間に、ベルトが配置されている自動二輪車用ラジアルタイヤであって、
前記ベルトは、タイヤ周方向に沿って配置される第1縦糸と第2縦糸とが互いに絡むことにより横糸を織り込んだ絡み織り構造であり、
前記第1縦糸は、アラミド繊維で形成され、
前記第2縦糸は、有機繊維で形成され、
前記横糸は、アラミド繊維以外の有機繊維で形成され、
5cm幅当たりに含まれるアラミド繊維製の縦糸の打ち込み本数は、30〜50本であり、
前記トレッドは、タイヤ半径方向内側に位置するベース層と、外側に位置して走行時の接地面に相当するキャップ層とを備えており、
前記ベルトの前記縦糸間に、前記ベース層のゴムが浸透、充填されて、前記ベース層と前記ベルトが一体に形成されている
ことを特徴とする自動二輪車用ラジアルタイヤである。
カーカスとトレッドの間に、ベルトが配置されている自動二輪車用ラジアルタイヤであって、
前記ベルトは、タイヤ周方向に沿って配置される第1縦糸と第2縦糸とが互いに絡むことにより横糸を織り込んだ絡み織り構造であり、
前記第1縦糸は、アラミド繊維で形成され、
前記第2縦糸は、有機繊維で形成され、
前記横糸は、アラミド繊維以外の有機繊維で形成され、
5cm幅当たりに含まれるアラミド繊維製の縦糸の打ち込み本数は、30〜50本であり、
前記トレッドは、タイヤ半径方向内側に位置するベース層と、外側に位置して走行時の接地面に相当するキャップ層とを備えており、
前記ベルトの前記縦糸間に、前記ベース層のゴムが浸透、充填されて、前記ベース層と前記ベルトが一体に形成されている
ことを特徴とする自動二輪車用ラジアルタイヤである。
請求項2に記載の発明は、
前記第2縦糸が、アラミド繊維で形成されている
ことを特徴とする請求項1に記載の自動二輪車用ラジアルタイヤである。
前記第2縦糸が、アラミド繊維で形成されている
ことを特徴とする請求項1に記載の自動二輪車用ラジアルタイヤである。
請求項3に記載の発明は、
請求項1または請求項2に記載の自動二輪車用ラジアルタイヤの製造方法であって、
前記第1縦糸と前記第2縦糸とを互いに絡ませて前記横糸を織り込むことにより、絡み織り構造の前記ベルトを作製するベルト作製工程と、
前記ベルトを前記トレッドの内面に、前記第1縦糸および前記第2縦糸がタイヤ周方向に沿うように貼り付ける貼り付け工程と、
前記ベルトが前記トレッドの内面に貼り付けられた生タイヤを加硫成形する加硫成形工程と
を備えており、
前記加硫成形工程において、前記縦糸間に、前記ベース層のゴムを浸透、充填させることを特徴とする自動二輪車用ラジアルタイヤの製造方法である。
請求項1または請求項2に記載の自動二輪車用ラジアルタイヤの製造方法であって、
前記第1縦糸と前記第2縦糸とを互いに絡ませて前記横糸を織り込むことにより、絡み織り構造の前記ベルトを作製するベルト作製工程と、
前記ベルトを前記トレッドの内面に、前記第1縦糸および前記第2縦糸がタイヤ周方向に沿うように貼り付ける貼り付け工程と、
前記ベルトが前記トレッドの内面に貼り付けられた生タイヤを加硫成形する加硫成形工程と
を備えており、
前記加硫成形工程において、前記縦糸間に、前記ベース層のゴムを浸透、充填させることを特徴とする自動二輪車用ラジアルタイヤの製造方法である。
請求項4に記載の発明は、
前記縦糸と前記横糸をディップ処理するディップ処理工程を備えており、
ディップ処理された前記縦糸と前記横糸を織り込んで前記ベルトを作製することを特徴とする請求項3に記載の自動二輪車用ラジアルタイヤの製造方法である。
前記縦糸と前記横糸をディップ処理するディップ処理工程を備えており、
ディップ処理された前記縦糸と前記横糸を織り込んで前記ベルトを作製することを特徴とする請求項3に記載の自動二輪車用ラジアルタイヤの製造方法である。
本発明によれば、成形および加硫工程を経た後もベルトコードとなる縦糸の配列の均一性を確保できると共に、コード本数の自由度の制限もなく、さらに加工性および過渡特性も向上させることができる自動二輪車用ラジアルタイヤを提供することができる。
以下、本発明の実施の形態を図面に基づいて説明する。
1.自動二輪車用ラジアルタイヤの構成
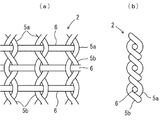
図1は、本発明の実施の形態に係る自動二輪車用ラジアルタイヤを模式的に示す断面図である。図2は、本発明の実施の形態に係るベルトを模式的に示す図であって、(a)は平面図、(b)は側面図である。
図1は、本発明の実施の形態に係る自動二輪車用ラジアルタイヤを模式的に示す断面図である。図2は、本発明の実施の形態に係るベルトを模式的に示す図であって、(a)は平面図、(b)は側面図である。
図1に示すように、自動二輪車用ラジアルタイヤAは、ラジアル構造を有するカーカス1およびトレッド3と、カーカス1およびトレッド3の間に配置されるベルト2と、サイドウォール4とを備えている。
トレッド3は、タイヤ半径方向内側に位置するベース層3aと、外側に位置して走行時の接地面に相当するキャップ層3bとを備えている。
図2に示すように、ベルト2は、タイヤ周方向に沿って配置される第1縦糸5aと第2縦糸5bとが互いに絡むことにより横糸6を織り込んだ絡み織り構造である。
第1縦糸5aと第2縦糸5bとが絡んだ絡み縦糸は、それぞれ所定の間隔を置いて配列されている。そして、ベルト2は、前記絡み縦糸が、タイヤ周方向に沿うように、即ちタイヤ周方向に対して0°の角度となるようにして配置されている。
第1縦糸5aは、アラミド繊維で形成され、ベルトコードとしての性能を発揮するものである。
第2縦糸5bは、第1の態様の場合は、アラミド繊維以外の有機繊維で形成されている。また、第2の態様の場合は、第2縦糸5bもアラミド繊維で形成され、これにより、第1縦糸5aと同様に、第2縦糸5bもベルトコードとしての性能を発揮する。
いずれの態様のベルト2であっても、5cm幅当たりのアラミド繊維で形成される縦糸(ベルトコード)の打ち込み本数(エンズ)は、30〜50本に設定されている。
また、横糸6の材質としては、ナイロンやPETなどが用いられる。
そして、タイヤ加硫成形時には、トレッド3のベース層3aのゴムが、ベルト2の前記絡み縦糸同士の間に浸透、充填されることにより一体化され、複合体が形成される。
また、横糸6の織り込みにより、第1縦糸5aと第2縦糸5bとの間にすきまが形成されるため(図2(a)参照)、第1縦糸5aと第2縦糸5bとの間にもベース層3aのゴムが浸透、充填される。
2.自動二輪車用ラジアルタイヤの製造方法
本実施の形態の自動二輪車用ラジアルタイヤAは、以下のようにして製造される。
本実施の形態の自動二輪車用ラジアルタイヤAは、以下のようにして製造される。
(1)ベルト作製工程
イ.ベルト作製の準備
まず、アラミド繊維の第1縦糸5aと、アラミド繊維以外の有機繊維の第2縦糸5bと、有機繊維の横糸6を準備する。
イ.ベルト作製の準備
まず、アラミド繊維の第1縦糸5aと、アラミド繊維以外の有機繊維の第2縦糸5bと、有機繊維の横糸6を準備する。
他の形態の製造方法としては、第2縦糸についても、アラミド繊維で形成されたものを準備する。
ロ.ディッピング処理
次に、第1縦糸5a、第2縦糸5bおよび横糸6を、ディッピングして粘着性を付与する。
次に、第1縦糸5a、第2縦糸5bおよび横糸6を、ディッピングして粘着性を付与する。
ハ.織り込み
第1縦糸5aと第2縦糸5bとを互いに絡めながら横糸6を織り込むことにより、絡み織り構造のベルト2を形成する。
第1縦糸5aと第2縦糸5bとを互いに絡めながら横糸6を織り込むことにより、絡み織り構造のベルト2を形成する。
(2)トレッドへのベルトの貼り付け
ベルト2を、第1縦糸5aおよび第2縦糸5bがタイヤの周方向に沿うようにトレッド(ベース層)の内面に貼り付ける。
ベルト2を、第1縦糸5aおよび第2縦糸5bがタイヤの周方向に沿うようにトレッド(ベース層)の内面に貼り付ける。
(3)加硫成形
次に、ベルト2が取り付けられた生タイヤを加硫成形する。加硫成形工程では、流動化するベース層3aのゴムが、上記のようにベルト2に浸透、充填されることにより、トレッド3とベルト2とが一体化される。なお、この場合において、キャップ層3bとベルト2が接触しないように、ベルト2の厚さなどの条件が定められている。以上のようにして、本実施の形態の自動二輪車用ラジアルタイヤを製造することができる。
次に、ベルト2が取り付けられた生タイヤを加硫成形する。加硫成形工程では、流動化するベース層3aのゴムが、上記のようにベルト2に浸透、充填されることにより、トレッド3とベルト2とが一体化される。なお、この場合において、キャップ層3bとベルト2が接触しないように、ベルト2の厚さなどの条件が定められている。以上のようにして、本実施の形態の自動二輪車用ラジアルタイヤを製造することができる。
3.本実施の形態の効果
(1)本実施の形態によれば、ベルト2は、第1縦糸と第2縦糸とが互いに絡むことにより横糸を織り込んだ絡み織り構造とされているため、2つの縦糸が絡んで形成された絡み縦糸同士の間隔を均等に保ちつつ、縦糸(ベルトコード)の本数などの自由度が高いベルト2を備えるタイヤ自動二輪車用ラジアルタイヤAを提供することができる。
(1)本実施の形態によれば、ベルト2は、第1縦糸と第2縦糸とが互いに絡むことにより横糸を織り込んだ絡み織り構造とされているため、2つの縦糸が絡んで形成された絡み縦糸同士の間隔を均等に保ちつつ、縦糸(ベルトコード)の本数などの自由度が高いベルト2を備えるタイヤ自動二輪車用ラジアルタイヤAを提供することができる。
(2)また、前記絡み縦糸の間隔が均等に保たれて、縦糸の配列の均一性を高めることができるため、ロール時の過渡特性を高めることができる。
(3)アラミド繊維製の縦糸がタイヤ周方向に沿って配置されており、縦糸の配列が乱れないため、ベルト2の本来のタイヤ回転時の遠心力により起こる外径成長を抑える機能が充分に発揮される。
(4)第1縦糸と第2縦糸とが互いに絡むことにより横糸6を織り込んでいるため、縦糸の本数が少ない場合でも、縦糸と横糸6がバラけることがなく、前記絡み縦糸の間隔を適正な間隔をもって配置できる。また、加硫成形工程では、トレッド3のベース層3aのゴムが流れてベルトに浸透する。このため、加硫成形前に、ベルトにトッピングゴムで被覆するトッピング工程が不要になり、生産設備の簡素化が図れ、生産性を向上させることができる。
(5)第1縦糸5aおよび第2縦糸5bが共にアラミド繊維の場合、隣接する縦糸の間隔を広げても所定本数のベルトコードを確保することができる。このため、ゴムの浸透、充填が一層確実に行われ、加工性を更に向上させることができる。
(実施例1〜5、比較例1〜6および従来例)
本例は、表1の仕様のベルトおよびトレッドを備える、サイズが120/70ZR17M/C(58W)の自動二輪車用ラジアルタイヤを作製し、ベルトコード配列の均一性、加工性、過渡特性のテストを行った例である。
本例は、表1の仕様のベルトおよびトレッドを備える、サイズが120/70ZR17M/C(58W)の自動二輪車用ラジアルタイヤを作製し、ベルトコード配列の均一性、加工性、過渡特性のテストを行った例である。
実施例1〜3および比較例1〜4は、上記のトッピングゴムのないベルトを用いて、自動二輪車用ラジアルタイヤを作製した例である。この内、比較例1は上記の従来例の簾織り構造のベルトを用い、比較例1以外のものは、絡み織り構造のベルトを用いた例である。
比較例5,6は、上記の従来のトッピングゴムで被覆したベルトプライを用いたタイプの自動二輪車用ラジアルタイヤを作製した例である。
従来例は、上記の従来の縦糸だけをトッピングゴムで被覆したベルトプライを用いたタイプの自動二輪車用ラジアルタイヤを作製した例である。
(評価方法および評価基準)
(1)縦糸(ベルトコード)配列の均一性
縦糸配列の均一性については、タイヤ切断断面のコード配列の乱れを確認し、○(問題なし)、△(縦糸(コード)の配列が不均等)、×(隣接する縦糸(コード)の重なりの発生)の3段階で評価した。
(1)縦糸(ベルトコード)配列の均一性
縦糸配列の均一性については、タイヤ切断断面のコード配列の乱れを確認し、○(問題なし)、△(縦糸(コード)の配列が不均等)、×(隣接する縦糸(コード)の重なりの発生)の3段階で評価した。
(2)加工性
加工性については、タイヤ成形時におけるトレッドとベルトプライとの接着性およびタイヤの仕上がり時のエアー残りなどの不具合の発生頻度により、○△×の3段階で評価した。
加工性については、タイヤ成形時におけるトレッドとベルトプライとの接着性およびタイヤの仕上がり時のエアー残りなどの不具合の発生頻度により、○△×の3段階で評価した。
(3)過渡特性
過渡特性は、試験サイズのタイヤの装着が可能な排気量1000ccの車両(試験空気圧290kPa)を用い、走行テストを実施し、車両ロール時の繋がりが均一かどうかを○(問題なし)、△(一般走行で分からないレベル)、×(パンク角で異なる)の3段階で官能評価した。
過渡特性は、試験サイズのタイヤの装着が可能な排気量1000ccの車両(試験空気圧290kPa)を用い、走行テストを実施し、車両ロール時の繋がりが均一かどうかを○(問題なし)、△(一般走行で分からないレベル)、×(パンク角で異なる)の3段階で官能評価した。
各実施例、比較例および従来例の評価結果をまとめて表1に示す。

(評価内容)
縦糸(ベルトコード)配列の均一性の評価について、実施例1〜3は、いずれも評価が高くなることが確認された。これに対して、従来例は、横糸のないベルトコード配列体を用いているため、ベルトコード配列の評価が低くなることが確認された。また、比較例1は、簾織りのベルトコード配列体を用いているため、ベルトコード配列の均一性は確保されたが、下記のように加工性が低下することが確認された。
過渡特性の評価について、実施例1、2は、いずれもベルトコードの打ち込み本数が50本であり、高くなることが確認された。また、実施例3は、△の評価になったが、総合的に見て高い評価になることが確認された。これに対して、ベルトコード配列の評価が低い従来例は、△の評価となることが確認された。また、ベルトコードの打ち込み本数(仕上りエンズ)が50本である比較例4は、○の評価となることが確認されたが、下記のように加工性の評価が低くなることが確認された。
加工性の評価について、実施例1〜3は、高くなることが確認された。これに対して、比較例1は、簾織りのため、低くなることが確認された。また、比較例3および比較例6は、ベルトコードの打ち込み本数が60本と多いため、加工性の評価が低くなることが確認された。また、比較例4は、ベルトコードの打ち込み本数が50本であるが、1層タイプであるため、加工性の評価が低くなることが確認された。また、比較例5は、ベルトコードの打ち込み本数が50本であるが、トッピングタイプのベルトであるため、ベルトコード配列の均等性および加工性の評価が向上しないことが確認された。また、比較例2は、ベルトコードの打ち込み本数が20本と少ないため、過渡特性の評価が低くなることが確認された。
以上より、総合評価については、ベルトを絡み織り構造とし、ベルトコードの打ち込み本数を30〜50本とし、さらにトレッドを2層タイプにすることにより、ベルトコード配列の均一性、加工性、過渡特性の評価が向上することが確認された。
以上、実施の形態に基づいて本発明を説明したが、本発明は、上記の実施の形態に限定されるものではない。本発明と同一及び均等の範囲内において、上記の実施の形態に対して種々の変更を加えることが可能である。
1 カーカス
2 ベルト
3 トレッド
3a キャップ層
3b ベース層
4 サイドウォール
5a 第1縦糸
5b 第2縦糸
6、102 横糸
100 ベルトコード配列体
101 ベルトコード
2 ベルト
3 トレッド
3a キャップ層
3b ベース層
4 サイドウォール
5a 第1縦糸
5b 第2縦糸
6、102 横糸
100 ベルトコード配列体
101 ベルトコード
Claims (4)
- カーカスとトレッドの間に、ベルトが配置されている自動二輪車用ラジアルタイヤであって、
前記ベルトは、タイヤ周方向に沿って配置される第1縦糸と第2縦糸とが互いに絡むことにより横糸を織り込んだ絡み織り構造であり、
前記第1縦糸は、アラミド繊維で形成され、
前記第2縦糸は、有機繊維で形成され、
前記横糸は、アラミド繊維以外の有機繊維で形成され、
5cm幅当たりに含まれるアラミド繊維製の縦糸の打ち込み本数は、30〜50本であり、
前記トレッドは、タイヤ半径方向内側に位置するベース層と、外側に位置して走行時の接地面に相当するキャップ層とを備えており、
前記ベルトの前記縦糸間に、前記ベース層のゴムが浸透、充填されて、前記ベース層と前記ベルトが一体に形成されている
ことを特徴とする自動二輪車用ラジアルタイヤ。 - 前記第2縦糸は、アラミド繊維で形成されている
ことを特徴とする請求項1に記載の自動二輪車用ラジアルタイヤ。 - 請求項1または請求項2に記載の自動二輪車用ラジアルタイヤの製造方法であって、
前記第1縦糸と前記第2縦糸とを互いに絡ませて前記横糸を織り込むことにより、絡み織り構造の前記ベルトを作製するベルト作製工程と、
前記ベルトを前記トレッドの内面に、前記第1縦糸および前記第2縦糸がタイヤ周方向に沿うように貼り付ける貼り付け工程と、
前記ベルトが前記トレッドの内面に貼り付けられた生タイヤを加硫成形する加硫成形工程と
を備えており、
前記加硫成形工程において、前記縦糸間に、前記ベース層のゴムを浸透、充填させることを特徴とする自動二輪車用ラジアルタイヤの製造方法。 - 前記縦糸と前記横糸をディップ処理するディップ処理工程を備えており、
ディップ処理された前記縦糸と前記横糸を織り込んで前記ベルトを作製することを特徴とする請求項3に記載の自動二輪車用ラジアルタイヤの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011046615A JP2012183861A (ja) | 2011-03-03 | 2011-03-03 | 自動二輪車用ラジアルタイヤおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011046615A JP2012183861A (ja) | 2011-03-03 | 2011-03-03 | 自動二輪車用ラジアルタイヤおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012183861A true JP2012183861A (ja) | 2012-09-27 |
Family
ID=47014341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011046615A Withdrawn JP2012183861A (ja) | 2011-03-03 | 2011-03-03 | 自動二輪車用ラジアルタイヤおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012183861A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107735267A (zh) * | 2015-08-06 | 2018-02-23 | 横滨橡胶株式会社 | 充气轮胎 |
-
2011
- 2011-03-03 JP JP2011046615A patent/JP2012183861A/ja not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107735267A (zh) * | 2015-08-06 | 2018-02-23 | 横滨橡胶株式会社 | 充气轮胎 |
| CN107735267B (zh) * | 2015-08-06 | 2020-02-28 | 横滨橡胶株式会社 | 充气轮胎 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7992611B2 (en) | Pneumatic tire with a leno weave flipper or chipper | |
| JP5096615B2 (ja) | 空気入りタイヤ用の搦み織構造のバンドプライ | |
| US7252129B2 (en) | Tire with cap ply layer | |
| US7931062B2 (en) | Pneumatic tire with leno cap ply and method of making same | |
| EP2439080B1 (en) | A pneumatic tire with a woven or knitted reinforcement | |
| US20080277037A1 (en) | Pneumatic Radial Tire | |
| US8083877B2 (en) | Process for forming pneumatic tire with leno cap ply | |
| EP2439084B1 (en) | A pneumatic tire with a knitted fabric as reinforcing structure | |
| JP2012507438A5 (ja) | ||
| US20060185778A1 (en) | Tire with cap ply layer | |
| JP5638870B2 (ja) | タイヤ部材用トップ反の製造方法 | |
| US8006733B2 (en) | Pneumatic tire with leno cap ply and method of making same | |
| JP4423773B2 (ja) | タイヤ用スチールコード及びラジアルタイヤ | |
| JP6384032B2 (ja) | 建設車両用空気入りラジアルタイヤ | |
| JP2012183861A (ja) | 自動二輪車用ラジアルタイヤおよびその製造方法 | |
| EP3173222B1 (en) | Method of manufacturing a tire with a monolayer belt component | |
| JP2012192788A (ja) | 自動二輪車用ラジアルタイヤおよびその製造方法 | |
| JP2012192789A (ja) | 自動二輪車用ラジアルタイヤおよびその製造方法 | |
| JP5099249B1 (ja) | 空気入りラジアルタイヤ | |
| JP2008296678A (ja) | 空気入りラジアルタイヤ | |
| CN119682442B (zh) | 一种具有多层连续编织胎体帘布层结构的轮胎 | |
| JP2006063486A (ja) | すだれ織物及びこれを使用した空気入りラジアルタイヤ | |
| FR3098440A1 (fr) | Assemblage comprenant un tissu déformable plastiquement et une structure porteuse | |
| JP7744173B2 (ja) | タイヤ及びタイヤの製造方法 | |
| JP2013141919A (ja) | 空気入りタイヤ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |