JP2012184279A - トウプリプレグの製造方法およびトウプリプレグ - Google Patents
トウプリプレグの製造方法およびトウプリプレグ Download PDFInfo
- Publication number
- JP2012184279A JP2012184279A JP2011046198A JP2011046198A JP2012184279A JP 2012184279 A JP2012184279 A JP 2012184279A JP 2011046198 A JP2011046198 A JP 2011046198A JP 2011046198 A JP2011046198 A JP 2011046198A JP 2012184279 A JP2012184279 A JP 2012184279A
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- guide
- carbon fiber
- tow prepreg
- width
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Landscapes
- Reinforced Plastic Materials (AREA)
Abstract
【課題】パッケージに巻き取られたトウプリプレグの解舒時における、炭素繊維の反転や幅バラツキが少なく、また炭素繊維の毛羽立ちが少なく、さらには、炭素繊維強化プラスチックにした際の強度利用率が高いトウプリプレグの製造方法、またそのようなトウプリプレグを提供すること。
【解決手段】明細書に記載の方法で測定された解舒時の糸条反転数が5個/1000m以下の炭素繊維パッケージから炭素繊維糸条を解舒し、該糸条を糸条位置規制ガイドに通す工程、該糸条を幅方向に60〜120°ひねり、繊維束整形ガイドに導入する工程、該糸条をキスロール含浸部に導入し、樹脂を含浸させる工程、該糸条を幅規制ロールにより所定の幅に規制する工程、該糸条を引き取り装置により一定速度で引き取る工程、該糸条を綾角1.5〜13°でボビントラバース巻取機によって巻取る工程、をこの順で連続して行うトウプリプレグの製造方法。
【選択図】図1
【解決手段】明細書に記載の方法で測定された解舒時の糸条反転数が5個/1000m以下の炭素繊維パッケージから炭素繊維糸条を解舒し、該糸条を糸条位置規制ガイドに通す工程、該糸条を幅方向に60〜120°ひねり、繊維束整形ガイドに導入する工程、該糸条をキスロール含浸部に導入し、樹脂を含浸させる工程、該糸条を幅規制ロールにより所定の幅に規制する工程、該糸条を引き取り装置により一定速度で引き取る工程、該糸条を綾角1.5〜13°でボビントラバース巻取機によって巻取る工程、をこの順で連続して行うトウプリプレグの製造方法。
【選択図】図1
Description
本発明は、取扱いに性に優れ、高品位であるトウプリプレグの製造方法、ならびにトウプリプレグに関する。
炭素繊維強化複合材料製の部品は、例えば、炭素繊維に樹脂を含浸させたシート状中間体、いわゆるプリプレグをツール上に積層し、さらに加熱・加圧して賦型・硬化させることにより製造される。従来、プリプレグとしては、複数本の炭素繊維束を一方向に並行して配列させたものに樹脂を含浸させたシート状一方向プリプレグが主流であったが、近年、1ないし数本の糸条に樹脂を含浸させた糸状のプリプレグであって、ヤーンプリプレグまたはテープ状プリプレグともいわれるトウプリプレグが、土木建築用の補強材、ワイヤー用途や、航空機の機体用材料、圧力容器用として注目されている。
例えば、従来圧力容器には、主に鋼製のものが用いられているが、鋼製圧力容器は重く、取り扱い性の観点から軽量化が強く望まれている。かかる圧力容器を製造する方法としては、一般的にはフィラメントワインド方式(樹脂の含浸はウェット方式で樹脂を溶媒で希釈したものを繊維に含浸させたり、溶媒を使用せずに低粘度の樹脂を用いたりする)が主流である。しかし環境問題や樹脂の飛散による作業環境の悪化、樹脂含有量のバラツキが大きい問題があり、近年圧力容器を製造する際に、トウプリプレグを、フィラメントワインドマシンを用いてマンドレルに巻き上げる方法が適用され始めている。
このような目的で用いられるトウプリプレグは、一般には、扁平断面の形状を持ち、その幅(断面の長径)が数mmから数十mm程度である。圧力容器を設計値通りの性能を発揮した製品とするためには、用いられるトウプリプレグとして、扁平な糸条が糸幅方向に反転や折れ曲がりがなく、かつ、幅バラツキが小さく毛羽が少ないものが、解舒時にもその形状を保ちながらマンドレルに巻かれることが要求される。
トウプリプレグは、製造工程の中で炭素繊維束に熱硬化性樹脂が含浸された後、好ましくは離型紙や離型用フィルム等を介することなくボビンに巻き取られ、トウプリプレグパッケージに形成される。次いで、炭素繊維強化複合材料の製造工程において、ボビンに巻き取られたトウプリプレグが解舒され、マンドレルに巻き付けられる。そのため、解舒時に反転や幅バラツキが少なく、また炭素繊維が毛羽立たないようにするため、トウプリプレグはもともと幅バラツキが小さく、毛羽が少ない上に自己接着性が極めて少なく、ドレープ性に優れており、解舒時にその形を保つことが必須となる。
特許文献1には、工程安定性にすぐれた無溶媒樹脂を樹脂含浸することに関するヤーンプリプレグの製造方法が開示されているが、炭素繊維パッケージを引き出す時や糸条ラインにおける糸道の安定性、反転防止対策については、何ら考慮されていない。
特許文献2には、樹脂粘度を下げるため加熱された溝付きローラを回転させながら、該溝付きローラの溝部に温度を30〜100℃としたエポキシ樹脂組成物を導入し、予め開繊した炭素繊維束を接触させることによって、前記樹脂を炭素繊維束に含浸させることを特徴とする含浸方法が開示されているが、毛羽の発生対策や幅異常等に対する対策が検討されておらず、均一な形態のトウプリプレグを得るには改善が必要であった。
以上の背景から、常温で安定操業でき、均一な形態を有するトウプリプレグを製造するプロセスの開発が望まれていた。また、反転が極めて少ない炭素繊維パッケージ、反転防止プロセスの開発が望まれていた。
本発明は、パッケージに巻き取られたトウプリプレグの解舒時における、炭素繊維の反転や幅バラツキが少なく、また炭素繊維の毛羽立ちが少なく、さらには、炭素繊維強化複合材料にした際の強度利用率が高いトウプリプレグの製造方法、またそのようなトウプリプレグを提供することを目的とする。
かかる課題を解決するための本発明は、以下の構成からなる。すなわち、
下記の方法で測定された解舒時の糸条反転数が5個/1000m以下の炭素繊維パッケージから炭素繊維糸条を解舒し、該糸条を糸条位置規制ガイドに通す工程、該糸条を幅方向に60〜120°ひねり、繊維束整形ガイドに導入する工程、該糸条をキスロール含浸部に導入し、樹脂を含浸させる工程、該糸条を幅規制ロールにより所定の幅に規制する工程、該糸条を引き取り装置により一定速度で引き取る工程、該糸条を綾角1.5〜13°でボビントラバース巻取機によって巻取る工程、をこの順で連続して行うトウプリプレグの製造方法である。
下記の方法で測定された解舒時の糸条反転数が5個/1000m以下の炭素繊維パッケージから炭素繊維糸条を解舒し、該糸条を糸条位置規制ガイドに通す工程、該糸条を幅方向に60〜120°ひねり、繊維束整形ガイドに導入する工程、該糸条をキスロール含浸部に導入し、樹脂を含浸させる工程、該糸条を幅規制ロールにより所定の幅に規制する工程、該糸条を引き取り装置により一定速度で引き取る工程、該糸条を綾角1.5〜13°でボビントラバース巻取機によって巻取る工程、をこの順で連続して行うトウプリプレグの製造方法である。
また、本発明は、糸条位置規制ガイドが、直径5mm以上の2本以上の丸棒形状のガイドロールまたはガイドバーが実質的に互いに平行に配されており、ガイドの軸線が炭素繊維パッケージの紙管軸線と60〜120°方向に配され、ガイド間の相互の間隔が1mm以上に配置されており、かつ、繊維束整形ガイドが、糸条位置規制ガイドの軸線と60〜120°方向に軸線を配した3〜7本の丸棒形状のガイドロールまたはガイドバーからなり、ガイドロールまたはガイドバーの互いの軸線は実質的に平行で同一平面上に実質的に等間隔で位置していることが好ましく、さらに、炭素繊維パッケージから引き出した糸条を糸条位置規制ガイドに導き、炭素繊維糸条を各々のガイドとの接触角を5°以上としてガイド間の間隔を通過させた後、繊維束整形ガイドに合計接触角を15〜720°として互い違いに接触するようにジグザグに通した後に、キスロール含浸部にて樹脂を含浸することが好ましい。
また、本発明は、炭素繊維および/またはトウプリプレグが接触する、糸条位置規制ガイドおよび繊維束整形ガイドが、その表面が3S〜20Sの梨地処理されたクロムメッキからなり、炭素繊維パッケージ、糸条位置規制ガイド、繊維束整形ガイド間をそれぞれ0.3〜1.5mの距離に設置し、繊維束整形ガイド間の相互の間隔が30〜100mmの範囲であるものが好ましい。
このような製造方法を用いることによって、下記の方法で測定された解舒時のトウプリプレグ幅のバラツキが2mm以下であって、好ましくは1mm以下で糸条反転数が5個/1000m以下であるトウプリプレグが得られる。
ここで、本発明で規定される炭素繊維パッケージ、またはトウプリプレグパッケージの解舒時の糸条形態(糸幅、幅のバラツキ)は、下記の方法で測定される。
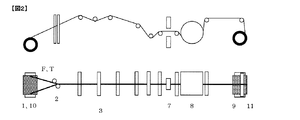
図2に示す糸道のクリールに炭素繊維パッケージ、またはトウプリプレグパッケージを仕掛け、図示する糸道に誘導し、炭素繊維パッケージ1、またはトウプリプレグパッケージ10と糸条位置規制ガイド2との間で糸条を一旦90°に捻り、逆方向に捻り返してから繊維束整形ガイド3との接触角を15°以上として通過させ、糸幅測定位置を通過させて、ワインダーに巻き取る。張力、速度を所定の条件に合わせて、条件設定後空中糸幅を光学センサーで測定し、糸幅の平均値を求める。また、糸幅の測定値が糸幅の平均値の75%以下となったときに反転が1回とカウントする。さらに、トウプリプレグパッケージ10の場合、1000m測定を実施したときの糸幅の最大値と最小値の差をトウプリプレグ幅のバラツキと定義する。
引き出し張力:0.4〜4.6mN/tex、測定糸長:1000m、糸速:12m/分とする。
キーエンス社製NR600,NR1000データロガーを用い、0.5秒間隔でデーター取り入れする。
本発明のトウプリプレグの製造方法によれば、幅精度良好な炭素繊維糸条を、その精度を維持しつつ、撚り、毛羽立ち無くトウプリプレグとしてパッケージに巻き取ることが可能となり、巻き取られたトウプリプレグパッケージは、均一の幅と厚みで加工性の良いものとなる。
本発明のトウプリプレグを使用して成形した炭素繊維強化複合材料は、耐衝撃性に優れることから、航空・宇宙、自動車、鉄道車両、船舶、土木建築およびスポーツ用品などの数多くの分野に使用することができ、特に燃料電池に使用されるような水素ガスなどを充填する高圧力容器に好適に使用することができる。
以下、本発明をさらに詳細に説明する。
<炭素繊維>
本発明に用いられる炭素繊維は、高い複合材料特性を得るために、ストランド引張強度が4000MPa以上、ストランド引張弾性率が225GPa以上350GPa以下、かつフィラメント数が10000〜75000、単糸繊度が0.25〜0.8dtexが好ましい。より好ましい範囲は、ストランド引張強度が5000MPa以上、単糸繊度が0.3〜0.6dtexであり、フィラメント数が15000〜60000である。弾性率を225GPa以上とすることによって、複合材料の剛性を確保でき、350GPa以下とすることによって、複合材料の非繊維方向の特性を良好に保つことができる。このような観点から炭素繊維はポリアクリロニトリルベースであることが好ましい。また、単糸断面の形状は円形に近く、表面が平滑であるほうが、収束性が良好で、取り扱い時の毛羽発生を防ぐことが出来るので好ましい。
本発明に用いられる炭素繊維は、高い複合材料特性を得るために、ストランド引張強度が4000MPa以上、ストランド引張弾性率が225GPa以上350GPa以下、かつフィラメント数が10000〜75000、単糸繊度が0.25〜0.8dtexが好ましい。より好ましい範囲は、ストランド引張強度が5000MPa以上、単糸繊度が0.3〜0.6dtexであり、フィラメント数が15000〜60000である。弾性率を225GPa以上とすることによって、複合材料の剛性を確保でき、350GPa以下とすることによって、複合材料の非繊維方向の特性を良好に保つことができる。このような観点から炭素繊維はポリアクリロニトリルベースであることが好ましい。また、単糸断面の形状は円形に近く、表面が平滑であるほうが、収束性が良好で、取り扱い時の毛羽発生を防ぐことが出来るので好ましい。
本発明に用いられる炭素繊維は、上記方法で測定した解舒時の糸条反転数が5個/1000m以下であることが必要で、好ましくは2個/1000m以下である。
このような炭素繊維は、例えばポリアクリロニトリル系ポリマをホール数が3000〜15000である口金から吐出、凝固してマルチフィラメント糸とし、その糸条を複数本合糸して、前記フィラメント数が15000〜60000の前駆体繊維を得るに際して、延伸後に合糸する工程を含み、該合糸工程での合糸用のガイドが、フリーガイドローラ群からなり、そのローラ群がローラ軸を走行糸条に対して実質的に直角かつ互いに平行になるよう配置した複数本の第1フリーローラと、該第1フリーローラとはそのローラ軸を実質的に直角に配置した少なくとも1本の第2フリーローラとからなるものであって、かつ、走行糸条が複数本の第1フリーローラに該糸条の表裏を交互に接触させて後、第2フリーローラによりひねりを与えるよう通過せしめることにより、前駆体繊維パッケージを得たのち、前駆体繊維を無撚りで耐炎化、炭化し、得られた炭素繊維束をワインダーに巻き取る際に、ワインダーのトラバースガイドに、糸道を外れる動作をする繊維束を本来の糸道方向に案内する糸ガイド機構を有するものを用いることによって、巻取り直前のローラ上での糸道変動を3mm未満として巻き取ることで製造することができる。
このような製造方法によって、好ましくはボビン上糸幅が3.5×10−4〜7.5×10−4mm/dtexであって、炭素繊維束を解舒したときの解舒時の糸幅変動率がCV値で10%以下であり、かつ解舒時の糸幅の平均値に対して75%未満の糸幅を有する部分が5個/1000m以下であることを特徴とする炭素繊維を得ることが出来る。
本発明に用いられる炭素繊維糸条は、目的の幅、繊度などにより、炭素繊維束を合糸して使用しても良い。例えば、単繊維数12000本の炭素繊維束を3本合糸し、36000本の炭素繊維糸条として使用してもよい。
<樹脂>
本発明に用いられる樹脂はマトリックス樹脂として用いられる樹脂であると良く、例えば、ポリエステル樹脂、ビニルエステル樹脂、シアネート樹脂やエポキシ樹脂などの熱硬化性樹脂が挙げられるが、なかでもエポキシ樹脂を含んでなるエポキシ樹脂組成物が好ましい。好ましく用いられるエポキシ樹脂組成物は、樹脂含浸、巻取り、パッケージからの解舒時に毛羽の発生を抑制するため、25℃の温度における粘度が40Pa・s以下であることが好ましく、さらに好ましくは20Pa・s以下であり、10Pa・s以下が最も好ましい。なお、粘度測定は動的粘弾性装置ARES−2KFRTN1−FCO−STD(ティー・エイ・インスツルメント社製)を用い、上部測定冶具に直径50mmの平板、下部測定冶具に平板底のカップを用い、上部と下部の冶具間距離が1mmとなるようにエポキシ樹脂組成物をセット後、ねじりモード(測定周波数:0.5Hz)で測定する。また、樹脂セッティングから所定温度の粘度を測定するまでの時間は15分以内とする。
本発明に用いられる樹脂はマトリックス樹脂として用いられる樹脂であると良く、例えば、ポリエステル樹脂、ビニルエステル樹脂、シアネート樹脂やエポキシ樹脂などの熱硬化性樹脂が挙げられるが、なかでもエポキシ樹脂を含んでなるエポキシ樹脂組成物が好ましい。好ましく用いられるエポキシ樹脂組成物は、樹脂含浸、巻取り、パッケージからの解舒時に毛羽の発生を抑制するため、25℃の温度における粘度が40Pa・s以下であることが好ましく、さらに好ましくは20Pa・s以下であり、10Pa・s以下が最も好ましい。なお、粘度測定は動的粘弾性装置ARES−2KFRTN1−FCO−STD(ティー・エイ・インスツルメント社製)を用い、上部測定冶具に直径50mmの平板、下部測定冶具に平板底のカップを用い、上部と下部の冶具間距離が1mmとなるようにエポキシ樹脂組成物をセット後、ねじりモード(測定周波数:0.5Hz)で測定する。また、樹脂セッティングから所定温度の粘度を測定するまでの時間は15分以内とする。
エポキシ樹脂組成物の25℃の温度における粘度を40Pa・s以下にすることによって、炭素繊維に該エポキシ樹脂生成物を容易に含浸でき、パッケージの解舒時、および炭素繊維強化複合材を製造する工程において毛羽の発生を防止できる。
本発明に好ましく用いられるエポキシ樹脂組成物の25℃の温度における粘度の下限は、低いほど炭素繊維への含浸性が向上し、得られるトウプリプレグの自己接着性を抑制して毛羽の発生を抑制できるが、1Pa・s以上で有れば、キスロール含浸部からの流出を防止することができるので好ましい。
エポキシ樹脂組成物の組成は特に制限されないが、135℃硬化のものが好ましく、その一例として液状ビスフェノールA型エポキシ樹脂、固形ビスフェノールF型エポキシ樹脂、ジシアンジアミド、3−フェニル−1,1−ジメチル尿素、3−(3,4−ジクロロフェニル)−1,1−ジメチル尿素、コアシェルポリポリマーを所定の比率で混合した樹脂組成物が挙げられる。
<トウプリプレグの製造>
トウプリプレグは、例えば図1に示す製造装置によって、予め処方された樹脂をホットメルト法により、炭素繊維束に含浸せしめ、トウプリプレグとする。
トウプリプレグは、例えば図1に示す製造装置によって、予め処方された樹脂をホットメルト法により、炭素繊維束に含浸せしめ、トウプリプレグとする。
炭素繊維束Fを送り出すクリールスタンド1(炭素繊維パッケージが配されている。)から、好ましくは引き出し張力0.4から4.6mN/texの範囲で炭素繊維糸条を引き出し、該糸条を位置規制ガイド2に導く。引き出し張力を0.4mN/tex以上とすることで、炭素繊維パッケージ上の安定した糸幅を保ったまま解舒することが可能となり、4.6mN/tex以下とすることで、繊維束整形ガイド3での単糸切れ、擦過毛羽の発生を抑制することができる。より好ましい張力の範囲は1.2〜3.7mN/texである。
炭素繊維パッケージをクリールスタンド1から引き出し、糸条位置規制ガイド2を通した後に、糸条を幅方向に60〜120°ひねり、繊維束整形ガイド3に導入する。好ましいひねり角度は、80〜100°である。クリールスタンド1、糸条位置規制ガイド2、繊維束整形ガイド3の間隔はそれぞれ0.3〜1.5mの距離に設置することが好ましく、より好ましくは0.5〜1mである。設置間隔を0.3m以上とすることで、繊維束の張力や位置が変動したときでも糸条ガイド出の糸道を安定させることができ、1、5m以下とすることで、糸条に損傷を与えることのない低張力での反転を防止できる。
糸条位置規制ガイド2は、好ましくは、直径5mm以上の2本以上の丸棒形状ガイドロールまたはガイドバーからなり、互いに実質的に平行に設置され、ガイドの軸線が炭素繊維パッケージの紙管軸線と好ましくは60〜120°方向に配される。さらに好ましい角度は、80〜100°である。糸条位置規制ガイド2は、好ましくは、直径が10〜20mmの1対の丸棒形状ガイドバーからなる。
ガイド間の相互の間隔は1mm以上であることが好ましく、より好ましくは3〜10mmに配置されてなり、炭素繊維パッケージから引き出した炭素繊維糸条を各々のガイドとの接触角を5°以上、好ましくは15〜45°としてガイド間の間隔を通過させた後、繊維束整形ガイド3に導入する。
繊維束整形ガイド3は、3〜7本の丸棒形状であることが好ましく、上記幅規制ガイドの軸線と60〜120°方向に軸線を配することが必要で、互いに平行に配置されることは好ましい。さらに好ましい角度は80〜100°である。また、これらは、実質的に等間隔を置いて配置されており、走行する炭素繊維束が、上下からガイドローラーまたはガイドバーによって把持されその接触角は合計して15〜720°であることが好ましい。より好ましくは、繊維束整形ガイドは、ガイドバーからなり、本数が3本、接触角合計が60°〜240°の範囲、より好ましくは80°〜180°である。繊維束整形ガイドが3本以上としたり、接触角を15°以上とすることによって、炭素繊維の整形が安定に達成することができ、繊維束整形ガイドを7本以下としたり、接触角合計が720°以下にすることによって繊維束のダメージを防ぎかつ、反転折れ畳まれの発生を防止することができる。炭素繊維糸条は、これらのガイドに互い違いに接触するようにジグザグに通した後に、樹脂含浸装置であるキスロール含浸部に導かれて樹脂が含浸される。
幅規制ロール6は、糸溝がU字断面のロールを使用し、このU字ロールにおける、トウプリプレグに接触する部位における曲率半径を2〜8mmとすることが好ましい。より好ましい曲率半径は3〜6mmである。曲率半径を2mm以上にすることによって、反転を防止することができ、8mm以下とすることで幅バラツキを抑制することができる。
糸条位置規制ガイドおよび繊維束整形ガイドは、硬質クロムメッキ、セラミックス、ポリフッ化エチレン処理した金属などからなり、その表面粗さ(表面粗さ:JISB0601−1952記載の最大高さ表示)は3S〜20Sの梨地表面とすることが好ましく、6S〜16Sの表面粗さとすることがより好ましい。より好ましい材質は硬質クロムメッキである。表面粗さが20S未満であればロール表面の凹凸による炭素繊維束に傷が付きにくく毛羽の発生を抑制でき、表面荒さが3S以上であれば、炭素繊維束のロール表面への接触面積が小さくなり、単繊維の巻き付き、糸切れの発生を防止できる。
トウプリプレグは、ボビントラバース方式や、ガイドトラバース方式などによってパッケージに巻き取られるが、本発明のトウプリプレグは幅精度の保持が必要であるため、ボビントラバース方式を用い、綾角を1.5〜13°として巻き取ることを特徴とするものである。綾角を13°以下とすることによって、往復動の方向が切り替わるパッケージ両端部で繊維束の膨れや折れ曲がりを防止することができ、1.5°以上であると、解舒時に糸条が干渉して発生する毛羽や張力変動を防止することができる。パッケージ全体にわたる綾角は最大値が13°以下、最小値1.5°以上である必要があるが、巻き始めの綾角を13°以下、巻き終わりの綾角を1.5°以上とすれば、巻き始めから巻き終わりまで綾角が一定である綾角一定巻でなくても、巻径の増大に伴って綾角が小さくなるワインド比一定巻としてもよい。また、径の大きいパッケージ、いわゆるラージパッケージの場合には、巻取時や解舒時に発生する綾落ちを防止するために、綾角が段階的に大きくなるようにワインド比を段階的に切り替えるワインド比可変巻を採用するのも好ましい。
好ましい巻取り機としては、例えば特開2004−168466号公報に開示されているボビントラバースタイプの巻取り機が例示される。
以下、実施例を用いて、本発明を具体的に説明する。なお、本実施例で用いた測定結果は以下の方法にて測定したものである。
<トウプリプレグおよび炭素繊維解舒時の糸条形態測定>
ここで、本発明で規定される解舒時の糸条形態(糸幅、幅のバラツキ)は、下記の方法で測定される。
ここで、本発明で規定される解舒時の糸条形態(糸幅、幅のバラツキ)は、下記の方法で測定される。
キーエンス社製NR600,NR1000データロガーを用い、0.5秒間隔でデーター取り入れする。
図2に示す糸道のクリールに炭素繊維パッケージまたはトウプリプレグを仕掛け、図示する糸道に誘導し、パッケージ10と糸条位置規制ガイド2との間で糸条を一旦90°に捻り、逆方向に捻り返してから繊維束整形ガイド3を通過させ、糸幅測定位置を通過させて、ワインダーに巻き取る。張力、速度を所定の条件に合わせて、条件設定後空中糸幅を光学センサーで測定し、糸幅の平均値を求め、本発明で規定する糸幅平均値とする。また、糸幅の測定値が平均値の75%以下となったときに反転が1回とカウントする。さらに、トウプリプレグの場合、1000m測定を実施したときの糸幅の最大値と最小値の差をトウプリプレグ幅のバラツキと定義する。
引き出し張力:0.4〜4.6mN/tex、測定糸長:1000m、糸速:12m/分
キーエンス社製NR600,NR1000データロガーを用い、0.5秒間隔でデーター取り入れする。
キーエンス社製NR600,NR1000データロガーを用い、0.5秒間隔でデーター取り入れする。
<擦過毛羽測定>
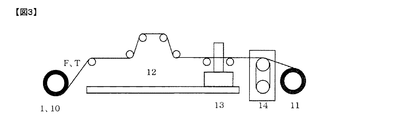
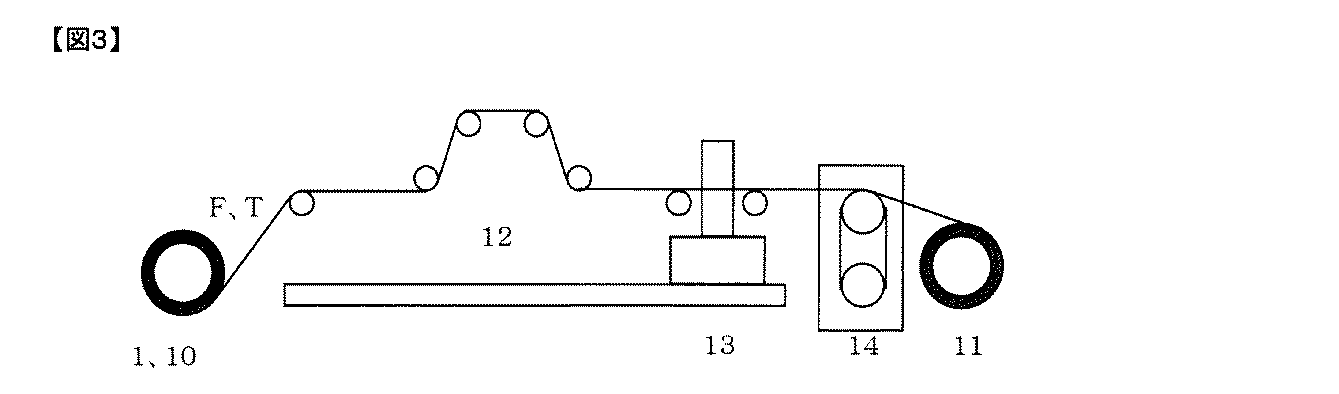
本発明で規定されるトウプリプレグ擦過毛羽は、図3に示した装置を用い下記の方法で測定される。
本発明で規定されるトウプリプレグ擦過毛羽は、図3に示した装置を用い下記の方法で測定される。
トウプリプレグが巻かれたボビンを、温度23±5℃、相対湿度60±20%に管理された雰囲気に30分以上放置する。次いで、かかる雰囲気内にある擦過毛羽装置のクリールに該トウプリプレグが巻かれたボビンを設置する。ボビンから該トウプリプレグを引き出し、擦過毛羽装置に通して糸道を作製する。ボビンから引き出された該トウプリプレグは、直径が10mmの硬質クロムメッキ鏡面仕上げのピン4本に合計接触角が100°となるように接触させたのち毛羽カウンター13で毛羽を計測したのち巻き取られる。
毛羽カウンターは、ランプ光を走行しているトウプリプレグに照射し、その照射光をレンズで集光せしめた状態で、フォトトランジスタで毛羽数を検出するものである。検出精度としては、長さ2mm以上で、かつ炭素繊維の単繊維径が3μm以上の毛羽を検出する様に設定する。該トウプリプレグの走行速度を3m/分、該トウプリプレグがボビンから解舒される時の解舒張力を0.03〜0.04mN/texに調整して走行を開始し、糸道が安定したことを確認後、毛羽カウンターを作動させて、走行状態での擦過毛羽の評価を、サンプル毎に1分間測定を3回繰り返す。それぞれ1分間でカウントされた擦過毛羽数をX1、X2、X3として、下式(1)から擦過毛羽数X[個/m]を算出する。
式(1):X=(X1+X2+X3)/9。
式(1):X=(X1+X2+X3)/9。
<実施例1>
図1に示した装置を用い、炭素繊維束として糸条反転数が1回/1000mであり単糸数36000本、引張強さ5800MPa、弾性率295GPaの炭素繊維束を使用した。
図1に示した装置を用い、炭素繊維束として糸条反転数が1回/1000mであり単糸数36000本、引張強さ5800MPa、弾性率295GPaの炭素繊維束を使用した。
炭素繊維束を、幅方向に一旦90°にひねり、糸条位置規制ガイドを通した後に幅方向に90°ひねり、繊維束整形ガイドに導入し、繊維束整形ガイドを通過させ、キスロール含浸部に通しエポキシ樹脂35重量%を含浸させ、幅規制ロールに約60°接触させ、得られたトウプリプレグを、走行速度12m/分、巻き取り張力を14.3mN/texでボビントラバース巻き取り機で綾角13°で巻取った。糸条位置規制ガイド2と繊維束整形ガイド3の軸中心との間隔Lは0.8mとし、繊維束整形ガイド3は3本使用し接触角は合計で120°とした。
幅規制ロールは、トウプリプレグに接触する部位における曲率半径を3mmとした。
各々のガイドロールはロール直径20mm、表面粗さ10Sの梨地表面に加工されている硬質クロムメッキの丸棒形状からなる。
各々のガイドロールはロール直径20mm、表面粗さ10Sの梨地表面に加工されている硬質クロムメッキの丸棒形状からなる。
このように得られたトウプリプレグを解舒し確認したところ、糸条反転数が3回/1000mであり、解舒時の幅変動が0.8mmで、解舒性および毛羽の発生に問題ない良好なトウプリプレグを得た。
得られたトウプリプレグをドラムワインドシート法でシート化し一方向積層して、1mm厚の硬化板を作成した。0°引張強度の測定は、JIS−K−7073(1988)に従い測定した。硬化板から、長さ230±0.4mm、幅12.5±0.2mm、厚さ1±0.2mmの一方向0゜引張試験片(I形)を作成した。ゲージ長は125±0.2mmとし、試験片引張試験機のクロスヘッドスピードを15mm/分とし、n=5で行った。
このトウプリプレグの引張強度発現率は73%であった。
なお用いたマトリックス樹脂は、25℃の温度における粘度は20Pa・sで、135℃硬化で樹脂靭性は1.0MPa/m0.5のエポキシ樹脂を使用した。
<実施例2>
炭素繊維束を幅方向に60°ひねり、糸条位置規制ガイドに通し、逆方向に60°ひねり返して繊維束整形ガイドに導入した以外は実施例1と同様とした。得られたトウプリプレグは糸反転が5回/1000mであり解舒時の幅変動が0.9mmで、解舒性および毛羽の発生に問題ない良好なトウプリプレグを得た。
炭素繊維束を幅方向に60°ひねり、糸条位置規制ガイドに通し、逆方向に60°ひねり返して繊維束整形ガイドに導入した以外は実施例1と同様とした。得られたトウプリプレグは糸反転が5回/1000mであり解舒時の幅変動が0.9mmで、解舒性および毛羽の発生に問題ない良好なトウプリプレグを得た。
<実施例3>
ボビントラバース巻取り綾角を4°とした以外は実施例1と同様とした。その結果得られたトウプリプレグは糸反転が4回/1000mであり解舒時の幅変動は0.8mmで、解舒性および毛羽の発生に問題ない良好なトウプリプレグを得た。
ボビントラバース巻取り綾角を4°とした以外は実施例1と同様とした。その結果得られたトウプリプレグは糸反転が4回/1000mであり解舒時の幅変動は0.8mmで、解舒性および毛羽の発生に問題ない良好なトウプリプレグを得た。
<実施例4>
繊維束整形ガイドに丸棒形状ガイドバーを7本設置し、接触角合計720°にとした以外は実施例1と同様とした。その結果得られたトウプリプレグの糸反転は4回/1000mと良好であったが、擦過による毛羽の発生があった。
繊維束整形ガイドに丸棒形状ガイドバーを7本設置し、接触角合計720°にとした以外は実施例1と同様とした。その結果得られたトウプリプレグの糸反転は4回/1000mと良好であったが、擦過による毛羽の発生があった。
<比較例1>
糸反転が10回/1000mある炭素繊維束を用いた以外は実施例1と同様とした。その結果得られたトウプリプレグは糸反転が多発し幅測定不可であった。このトウプリプレグを硬化させ引張強度発現率を測定したところ62%であった。
糸反転が10回/1000mある炭素繊維束を用いた以外は実施例1と同様とした。その結果得られたトウプリプレグは糸反転が多発し幅測定不可であった。このトウプリプレグを硬化させ引張強度発現率を測定したところ62%であった。
<比較例2>
ガイドトラバース方式の巻取り機を使用した以外は実施例1と同様とした。その結果、得られたトウプリプレグは、糸反転が4回/1000mと良好であったが、幅変動が2.2mmとバラツキの大きいものであった。
ガイドトラバース方式の巻取り機を使用した以外は実施例1と同様とした。その結果、得られたトウプリプレグは、糸反転が4回/1000mと良好であったが、幅変動が2.2mmとバラツキの大きいものであった。
<比較例3>
幅規制ロール6を撤去した以外は実施例1と同様とした。その結果得られたトウプリプレグの糸反転は4回/1000mと良好であったが、幅変動が3.3mmと大きいものであった。
幅規制ロール6を撤去した以外は実施例1と同様とした。その結果得られたトウプリプレグの糸反転は4回/1000mと良好であったが、幅変動が3.3mmと大きいものであった。
<比較例4>
糸条位置規制ガイド2を撤去した以外は実施例1と同様とした。その結果得られたトウプリプレグは糸反転が多発し幅測定不可であった。
糸条位置規制ガイド2を撤去した以外は実施例1と同様とした。その結果得られたトウプリプレグは糸反転が多発し幅測定不可であった。
<比較例5>
巻き取りの綾角を30°に変更した以外は実施例1と同様とした。その結果得られたトウプリプレグは巻き崩れが生じた。
巻き取りの綾角を30°に変更した以外は実施例1と同様とした。その結果得られたトウプリプレグは巻き崩れが生じた。
<比較例6>
巻き取りの綾角を0.5°に変更した以外は実施例1と同様とした。その結果得られたトウプリプレグは解舒の際に毛羽が発生して、糸条品位が悪化した。
巻き取りの綾角を0.5°に変更した以外は実施例1と同様とした。その結果得られたトウプリプレグは解舒の際に毛羽が発生して、糸条品位が悪化した。
F:炭素繊維
T:トウプリプレグ
1:炭素繊維パッケージ(クリールスタンド)
2:糸条位置規制ガイド
3:繊維束整形ガイド
4:ガイドロール
5:キスロール含浸部
6:幅規制ロール
7:幅測定機
8:駆動ロール
9:ボビントラバース巻取り装置
10:トウプリプレグパッケージ
11:巻取りボビン
12:擦過ピン
13:毛羽検知器
14:駆動ロール
T:トウプリプレグ
1:炭素繊維パッケージ(クリールスタンド)
2:糸条位置規制ガイド
3:繊維束整形ガイド
4:ガイドロール
5:キスロール含浸部
6:幅規制ロール
7:幅測定機
8:駆動ロール
9:ボビントラバース巻取り装置
10:トウプリプレグパッケージ
11:巻取りボビン
12:擦過ピン
13:毛羽検知器
14:駆動ロール
Claims (5)
- 明細書に記載の方法で測定された解舒時の糸条反転数が5個/1000m以下の炭素繊維パッケージから炭素繊維糸条を解舒し、該糸条を糸条位置規制ガイドに通す工程、該糸条を幅方向に60〜120°ひねり、繊維束整形ガイドに導入する工程、該糸条をキスロール含浸部に導入し、樹脂を含浸させる工程、該糸条を幅規制ロールにより所定の幅に規制する工程、該糸条を引き取り装置により一定速度で引き取る工程、該糸条を綾角1.5〜13°でボビントラバース巻取機によって巻取る工程、をこの順で連続して行うトウプリプレグの製造方法。
- 糸条位置規制ガイドが、直径5mm以上の2本以上の丸棒形状のガイドロールまたはガイドバーが実質的に互いに平行に配されており、ガイドの軸線が炭素繊維パッケージの紙管軸線と60〜120°方向に配され、ガイド間の相互の間隔が1mm以上に配置されており、かつ、繊維束整形ガイドが、糸条位置規制ガイドの軸線と60〜120°方向に軸線を配した3〜7本の丸棒形状のガイドロールまたはガイドバーからなり、ガイドロールまたはガイドバーの互いの軸線は実質的に平行で同一平面上に実質的に等間隔で位置している、請求項1に記載のトウプリプレグの製造方法。
- 炭素繊維パッケージから引き出した糸条を糸条位置規制ガイドに導き、炭素繊維糸条を各々のガイドとの接触角を5°以上としてガイド間の間隔を通過させた後、繊維束整形ガイドに合計接触角を15〜720°として互い違いに接触するようにジグザグに通した後に、キスロール含浸部にて樹脂を含浸する、請求項2に記載のトウプリプレグの製造方法。
- 炭素繊維および/またはトウプリプレグが接触する、糸条位置規制ガイドおよび繊維束整形ガイドが、その表面が3S〜20Sの梨地処理されたクロムメッキからなり、炭素繊維パッケージ、糸条位置規制ガイド、繊維束整形ガイド間をそれぞれ0.3〜1.5mの距離に設置し、繊維束整形ガイド間の相互の間隔が30〜100mmの範囲である、請求項1〜3のいずれかに記載のトウプリプレグの製造方法。
- 明細書に記載の方法で測定された解舒時のトウプリプレグ幅のバラツキが2mm以下であって、糸条反転数が5個/1000m以下であるトウプリプレグ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011046198A JP2012184279A (ja) | 2011-03-03 | 2011-03-03 | トウプリプレグの製造方法およびトウプリプレグ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011046198A JP2012184279A (ja) | 2011-03-03 | 2011-03-03 | トウプリプレグの製造方法およびトウプリプレグ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012184279A true JP2012184279A (ja) | 2012-09-27 |
Family
ID=47014638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011046198A Withdrawn JP2012184279A (ja) | 2011-03-03 | 2011-03-03 | トウプリプレグの製造方法およびトウプリプレグ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012184279A (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014189722A (ja) * | 2013-03-28 | 2014-10-06 | Mitsubishi Chemicals Corp | 繊維強化プラスティックの積層基材およびその製造方法 |
| CN109298164A (zh) * | 2018-11-22 | 2019-02-01 | 合肥工业大学 | 一种纤维丝束展纱性能测试装置及测试方法 |
| CN109651636A (zh) * | 2018-12-24 | 2019-04-19 | 王新民 | 一种半固化片的制备方法 |
| CN112730230A (zh) * | 2020-12-24 | 2021-04-30 | 中国航空工业集团公司成都飞机设计研究所 | 一种自动铺丝预浸料丝束粘性测定装置及方法 |
| JP2022039263A (ja) * | 2020-08-28 | 2022-03-10 | 東レ株式会社 | トウプレグ |
| JP2022519335A (ja) * | 2019-02-08 | 2022-03-23 | 東レ株式会社 | トウプレグの製造方法 |
| JP2022118925A (ja) * | 2021-02-03 | 2022-08-16 | ミズノ テクニクス株式会社 | トウプリプレグ製造装置、及びトウプリプレグ製造方法 |
| CN115074887A (zh) * | 2022-08-22 | 2022-09-20 | 常州市新创智能科技有限公司 | 一种碳纤维定宽展纤系统及方法 |
| JP2022183063A (ja) * | 2021-05-28 | 2022-12-08 | 臺灣塑膠工業股▲ふん▼有限公司 | プリプレグの製造方法及び製造装置 |
| WO2023106396A1 (ja) | 2021-12-10 | 2023-06-15 | 東レ株式会社 | 繊維束引き出し装置、繊維束の引き出し方法、および繊維複合材料の製造方法 |
-
2011
- 2011-03-03 JP JP2011046198A patent/JP2012184279A/ja not_active Withdrawn
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014189722A (ja) * | 2013-03-28 | 2014-10-06 | Mitsubishi Chemicals Corp | 繊維強化プラスティックの積層基材およびその製造方法 |
| CN109298164A (zh) * | 2018-11-22 | 2019-02-01 | 合肥工业大学 | 一种纤维丝束展纱性能测试装置及测试方法 |
| CN109651636A (zh) * | 2018-12-24 | 2019-04-19 | 王新民 | 一种半固化片的制备方法 |
| US12011853B2 (en) * | 2019-02-08 | 2024-06-18 | Toray Industries, Inc. | Method for producing towpreg |
| JP2022519335A (ja) * | 2019-02-08 | 2022-03-23 | 東レ株式会社 | トウプレグの製造方法 |
| US20220105661A1 (en) * | 2019-02-08 | 2022-04-07 | Toray Industries, Inc. | Method for producing towpreg |
| JP7435607B2 (ja) | 2019-02-08 | 2024-02-21 | 東レ株式会社 | トウプレグの製造方法 |
| JP2022039263A (ja) * | 2020-08-28 | 2022-03-10 | 東レ株式会社 | トウプレグ |
| JP7714866B2 (ja) | 2020-08-28 | 2025-07-30 | 東レ株式会社 | トウプレグ |
| CN112730230A (zh) * | 2020-12-24 | 2021-04-30 | 中国航空工业集团公司成都飞机设计研究所 | 一种自动铺丝预浸料丝束粘性测定装置及方法 |
| CN112730230B (zh) * | 2020-12-24 | 2022-10-11 | 中国航空工业集团公司成都飞机设计研究所 | 一种自动铺丝预浸料丝束粘性测定装置及方法 |
| JP7577552B2 (ja) | 2021-02-03 | 2024-11-05 | ミズノ テクニクス株式会社 | トウプリプレグ製造装置、及びトウプリプレグ製造方法 |
| JP2022118925A (ja) * | 2021-02-03 | 2022-08-16 | ミズノ テクニクス株式会社 | トウプリプレグ製造装置、及びトウプリプレグ製造方法 |
| JP2022183063A (ja) * | 2021-05-28 | 2022-12-08 | 臺灣塑膠工業股▲ふん▼有限公司 | プリプレグの製造方法及び製造装置 |
| JP7577087B2 (ja) | 2021-05-28 | 2024-11-01 | 臺灣塑膠工業股▲ふん▼有限公司 | プリプレグの製造方法及び製造装置 |
| WO2023106396A1 (ja) | 2021-12-10 | 2023-06-15 | 東レ株式会社 | 繊維束引き出し装置、繊維束の引き出し方法、および繊維複合材料の製造方法 |
| KR20240118768A (ko) | 2021-12-10 | 2024-08-05 | 도레이 카부시키가이샤 | 섬유 다발 인출 장치, 섬유 다발의 인출 방법, 및 섬유 복합 재료의 제조 방법 |
| CN115074887B (zh) * | 2022-08-22 | 2023-01-20 | 常州市新创智能科技有限公司 | 一种碳纤维定宽展纤系统及方法 |
| CN115074887A (zh) * | 2022-08-22 | 2022-09-20 | 常州市新创智能科技有限公司 | 一种碳纤维定宽展纤系统及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012184279A (ja) | トウプリプレグの製造方法およびトウプリプレグ | |
| JP5772012B2 (ja) | フィラメントワインディング成形用炭素繊維およびその製造方法 | |
| EP3808880B1 (en) | Carbon fiber and method for producing same | |
| TWI491551B (zh) | 聚酯單絲捲裝物 | |
| JP5148734B2 (ja) | 連続繊維束のガイド装置を備えた連続繊維束巻取機と同機によるボビンの製造方法、及び同製造方法により得られる炭素繊維ボビン | |
| JP5161604B2 (ja) | 炭素繊維の製造方法 | |
| CN111263834B (zh) | 碳纤维束及其制造方法 | |
| JP7147752B2 (ja) | 液晶ポリエステルマルチフィラメント製撚糸コード、その製造方法およびそれを用いてなる製品 | |
| EP2060525A1 (en) | Carbon fiber package and process for producing the same | |
| JPH0424264A (ja) | 開繊性の優れた無撚炭素繊維パッケージ | |
| JP2015067910A (ja) | 炭素繊維およびその製造方法 | |
| JP5682139B2 (ja) | 炭素繊維束 | |
| US20200173100A1 (en) | Carbon fiber tow with improved processability | |
| TW201940771A (zh) | 碳纖維束及其製造方法 | |
| JP7472787B2 (ja) | 液晶ポリエステルマルチフィラメントおよびそれからなる高次加工製品 | |
| WO2024090196A1 (ja) | 炭素繊維束、および、それを用いた炭素繊維強化複合材料 | |
| JP2004238615A (ja) | 一方向性プリプレグ、強化繊維シートの製造方法および製造装置 | |
| JP5574630B2 (ja) | ガイド装置、連続繊維束の巻取機、連続繊維束の製造方法、および炭素繊維束 | |
| JP4940781B2 (ja) | 多軸基材の製造方法 | |
| JP2009221017A (ja) | 巻取機用ガイド装置、強化繊維束の巻き取り方法ならびに強化繊維束の巻体 | |
| KR20240097812A (ko) | 탄소 섬유 다발 및 그 제조 방법 | |
| JP2004232133A (ja) | 炭素繊維糸条およびその製造方法 | |
| JP2011208315A (ja) | 炭素繊維の製造方法 | |
| JP2014141760A (ja) | 炭素繊維束およびその製造方法 | |
| JP2023133739A (ja) | 炭素繊維束 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |