JP2012187035A - 釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿 - Google Patents
釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿 Download PDFInfo
- Publication number
- JP2012187035A JP2012187035A JP2011052464A JP2011052464A JP2012187035A JP 2012187035 A JP2012187035 A JP 2012187035A JP 2011052464 A JP2011052464 A JP 2011052464A JP 2011052464 A JP2011052464 A JP 2011052464A JP 2012187035 A JP2012187035 A JP 2012187035A
- Authority
- JP
- Japan
- Prior art keywords
- fitting
- rod
- fishing rod
- resin
- shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Fishing Rods (AREA)
Abstract
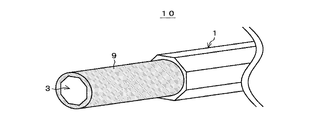
【解決手段】嵌合用突設部3の外周に離型剤5を塗布した後、嵌合用突設部3の周囲に炭素繊維7を巻く。この炭素繊維7を樹脂9で固化し、この樹脂9を嵌合用開口25の形状に合わせて切削する。その後、嵌合用突設部3を嵌合用開口25内に挿入した状態で樹脂9を再び固化した後、嵌合用突設部3を引き抜く。このとき、嵌合用突設部3の外周の形状に一致した形状の嵌合用凹部27を有する樹脂部分が嵌合用開口25内に残される。
【選択図】図1
Description
また、このような現象が起こる都度釣竿の周方向の位置を調整する必要があった。
更に、この遊びにより釣竿にガタツキを生ずるおそれがあった。
従って、第1のロッド又は第1のジョイント部品の凹部に対し嵌合用突設部が挿入されたときに釣竿が周方向にずれることは無くなる。
図1には、本実施形態の製造工程の全体フローを示す。図1のステップ1においては、釣竿の中間セクション10のロッド1に切削を施しジョイント部分を形成する。
図9及び図10にジョイント部品の例を示す。
このことにより、本発明の第2実施形態と同様の効果を得ることができる。
図11及び図12にジョイント部品の例を示す。
このことにより、本発明の第1実施形態と同様の効果を得ることができる。
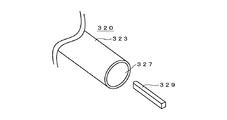
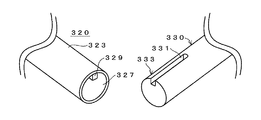
図13及び図14にジョイント部品の例を示す。
このことにより、本発明の第1実施形態と同様の効果を得ることができる。
3、33、133、233、333 嵌合用突設部
5 離型剤
7 炭素繊維
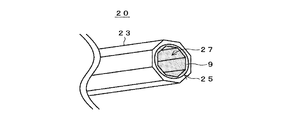
9 エポキシ樹脂
10、40、130、230、330 中間セクション
20、120、220、320 手元セクション
23 ジョイント部
25 嵌合用開口
27、127、227、327 嵌合用凹部
30、125 ジョイント部品
31 装着用円柱部材
43 開口
229 弓形部材
234 平面
329 凸状部材
331 切り込み
Claims (3)
- 第1のロッドの手元側端に突設された外周に真円ではない凹部若しくは凸部が形成された嵌合用突設部を第2のロッドの先端部の嵌合用開口内に埋め込まれた樹脂の内側に形成された嵌合用凹部に対し挿入接続自在とする釣竿のジョイント部製造方法であって、
前記嵌合用突設部の外周に離型剤を塗布した後、
該嵌合用突設部の周囲に繊維を巻き、
該繊維を樹脂で固化し、
該樹脂を前記嵌合用開口の形状に合わせて切削した後、
前記嵌合用突設部を該嵌合用開口内に挿入した状態で前記樹脂を再び固化した後、前記嵌合用突設部を引き抜くことで、前記嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分を前記嵌合用開口内に残すことを特徴とする釣竿のジョイント部製造方法。 - 釣竿のロッド同士を接続するジョイント部品の製造方法であって、
該ジョイント部品が第1のロッドに対し装着される装着用部材と、
該装着用部材の手元側端に突設された外周に真円ではない凹部若しくは凸部が形成された嵌合用突設部とを有し、
該嵌合用突設部を第2のロッドの先端部の嵌合用開口内に埋め込まれた樹脂の内側に形成された嵌合用凹部に対し挿入接続自在であり、
前記嵌合用突設部の外周に離型剤を塗布した後、
該嵌合用突設部の周囲に繊維を巻き、
該繊維を樹脂で固化し、
該樹脂を前記嵌合用開口の形状に合わせて切削した後、
前記嵌合用突設部を該嵌合用開口内に挿入した状態で前記樹脂を再び固化した後、前記嵌合用突設部を引き抜くことで、前記嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分を前記嵌合用開口内に残すことを特徴とする釣竿ジョイント部品の製造方法。 - 断面形状が真円ではない凹部が内側に形成された第1のロッド又は第1のジョイント部品と、
該第1のロッド又は第1のジョイント部品の凹部に対し挿入接続自在とする前記凹部の形状に合わせて形成された嵌合用突設部を端部に有する第2のロッドとを備えたことを特徴とする釣竿。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011052464A JP5830256B2 (ja) | 2011-03-10 | 2011-03-10 | 釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011052464A JP5830256B2 (ja) | 2011-03-10 | 2011-03-10 | 釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012187035A true JP2012187035A (ja) | 2012-10-04 |
| JP5830256B2 JP5830256B2 (ja) | 2015-12-09 |
Family
ID=47080908
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011052464A Active JP5830256B2 (ja) | 2011-03-10 | 2011-03-10 | 釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5830256B2 (ja) |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4070127A (en) * | 1975-08-11 | 1978-01-24 | Lamiglas Corporation | Ferrule joint for sectional fishing rod |
| JPS60147277U (ja) * | 1984-03-12 | 1985-09-30 | 株式会社シマノ | 釣竿 |
| JPS6230568U (ja) * | 1985-08-09 | 1987-02-24 | ||
| JPH06284841A (ja) * | 1993-02-04 | 1994-10-11 | Daiwa Seiko Inc | 継式釣竿とその製造方法 |
| JPH09164628A (ja) * | 1995-12-18 | 1997-06-24 | Kobe Steel Ltd | 制振構造体及び制振構造体の製造方法並びに構造部材用熱硬化型制振樹脂組成物 |
| JP2000032881A (ja) * | 1998-07-17 | 2000-02-02 | Mamiya Op Co Ltd | 釣 竿 |
| JP2003070389A (ja) * | 2001-08-31 | 2003-03-11 | Shimano Inc | 竿体の連結構造 |
| JP2003250396A (ja) * | 2002-02-27 | 2003-09-09 | Daiwa Seiko Inc | インロー継合構造を有した釣竿 |
| JP2007074954A (ja) * | 2005-09-13 | 2007-03-29 | Shimano Inc | 竿体及びその製造方法 |
| JP2009131200A (ja) * | 2007-11-30 | 2009-06-18 | Daiwa Seiko Inc | 釣竿 |
| JP2009153494A (ja) * | 2007-12-27 | 2009-07-16 | Daiwa Seiko Inc | 釣り竿 |
| JP2009207357A (ja) * | 2008-02-29 | 2009-09-17 | Daiwa Seiko Inc | 釣竿 |
| JP2009240179A (ja) * | 2008-03-28 | 2009-10-22 | Daiwa Seiko Inc | 穂先竿 |
-
2011
- 2011-03-10 JP JP2011052464A patent/JP5830256B2/ja active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4070127A (en) * | 1975-08-11 | 1978-01-24 | Lamiglas Corporation | Ferrule joint for sectional fishing rod |
| JPS60147277U (ja) * | 1984-03-12 | 1985-09-30 | 株式会社シマノ | 釣竿 |
| JPS6230568U (ja) * | 1985-08-09 | 1987-02-24 | ||
| JPH06284841A (ja) * | 1993-02-04 | 1994-10-11 | Daiwa Seiko Inc | 継式釣竿とその製造方法 |
| JPH09164628A (ja) * | 1995-12-18 | 1997-06-24 | Kobe Steel Ltd | 制振構造体及び制振構造体の製造方法並びに構造部材用熱硬化型制振樹脂組成物 |
| JP2000032881A (ja) * | 1998-07-17 | 2000-02-02 | Mamiya Op Co Ltd | 釣 竿 |
| JP2003070389A (ja) * | 2001-08-31 | 2003-03-11 | Shimano Inc | 竿体の連結構造 |
| JP2003250396A (ja) * | 2002-02-27 | 2003-09-09 | Daiwa Seiko Inc | インロー継合構造を有した釣竿 |
| JP2007074954A (ja) * | 2005-09-13 | 2007-03-29 | Shimano Inc | 竿体及びその製造方法 |
| JP2009131200A (ja) * | 2007-11-30 | 2009-06-18 | Daiwa Seiko Inc | 釣竿 |
| JP2009153494A (ja) * | 2007-12-27 | 2009-07-16 | Daiwa Seiko Inc | 釣り竿 |
| JP2009207357A (ja) * | 2008-02-29 | 2009-09-17 | Daiwa Seiko Inc | 釣竿 |
| JP2009240179A (ja) * | 2008-03-28 | 2009-10-22 | Daiwa Seiko Inc | 穂先竿 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5830256B2 (ja) | 2015-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5395174B2 (ja) | 時計のギヤシステム | |
| JP2009229463A (ja) | 一体構造型二重バランススプリング及びその製造方法 | |
| EP3078263B1 (en) | Fixing structure for fishing line guide, and fishing rod | |
| JP2019012069A (ja) | 腕輪を取り付けるためのデバイス | |
| JP5830256B2 (ja) | 釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿 | |
| JP2018534066A5 (ja) | ||
| JP2015150050A (ja) | ゴルフクラブシャフト、その特性調整方法及びゴルフクラブ | |
| JP6814564B2 (ja) | リールシート本体及びリールシート並びに釣竿 | |
| JP4928435B2 (ja) | 釣竿 | |
| JP3884253B2 (ja) | 穂先竿 | |
| CN103502020A (zh) | 制造自锁定接头的方法 | |
| JP6371598B2 (ja) | ゴルフクラブ | |
| EP2926651B1 (en) | Casting rod and method of fabricating tip rod of casting rod | |
| JP5492804B2 (ja) | 魚釣用スピニングリール | |
| JP6227438B2 (ja) | ケーブル製造方法、位置決め方法及び治具 | |
| JP5250695B2 (ja) | ルアー | |
| JP5432569B2 (ja) | 内視鏡湾曲管に用いる節輪、内視鏡湾曲管、および内視鏡装置 | |
| US1185601A (en) | Process of manufacturing sound-producing instruments. | |
| JP2016165252A (ja) | 筒状体の連結構造 | |
| JP2004254650A (ja) | インロー芯の製造方法 | |
| JP2016136927A (ja) | 釣竿 | |
| JP2000354646A (ja) | ゴルフクラブシャフトの製造法 | |
| US1098001A (en) | Pendant-bow. | |
| JP6149495B2 (ja) | ゴルフクラブシャフトの製造方法 | |
| JP6252129B2 (ja) | ゴルフクラブシャフト、その長さ調節方法及びゴルフクラブ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140307 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150721 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150909 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151020 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151026 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5830256 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |