JP2012187599A - 遠隔レーザ処理装置 - Google Patents
遠隔レーザ処理装置 Download PDFInfo
- Publication number
- JP2012187599A JP2012187599A JP2011051798A JP2011051798A JP2012187599A JP 2012187599 A JP2012187599 A JP 2012187599A JP 2011051798 A JP2011051798 A JP 2011051798A JP 2011051798 A JP2011051798 A JP 2011051798A JP 2012187599 A JP2012187599 A JP 2012187599A
- Authority
- JP
- Japan
- Prior art keywords
- irradiation head
- laser irradiation
- processing apparatus
- position detection
- detection sensor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Landscapes
- Laser Beam Processing (AREA)
- Length Measuring Devices By Optical Means (AREA)
Abstract
【課題】作業員の手動操作での位置決め作業を削減することができるとともに、装置や施工対象物を破損させることなく、精度良く良好な処理を行うことのできる遠隔レーザ処理装置を提供する。
【解決手段】配管又は貫通孔の内部に、管状部材の先端部に配設されたレーザ照射ヘッド部を挿入し、配管内面又は貫通孔内面にレーザ光を照射して処理する遠隔レーザ処理装置であって、管状部材の後端側に配設され、レーザ照射ヘッド部を移動させる駆動機構と、レーザ照射ヘッド部の位置を検出する位置検出センサと、位置検出センサからの位置検出信号に基づいてレーザ照射ヘッド部の位置を示す位置データを算出する位置検出機構と、位置検出機構によって算出された位置データに基づいて駆動機構を制御し、レーザ照射ヘッド部を配管内又は前記貫通孔内に挿入する制御部と、を具備している。
【選択図】図1
【解決手段】配管又は貫通孔の内部に、管状部材の先端部に配設されたレーザ照射ヘッド部を挿入し、配管内面又は貫通孔内面にレーザ光を照射して処理する遠隔レーザ処理装置であって、管状部材の後端側に配設され、レーザ照射ヘッド部を移動させる駆動機構と、レーザ照射ヘッド部の位置を検出する位置検出センサと、位置検出センサからの位置検出信号に基づいてレーザ照射ヘッド部の位置を示す位置データを算出する位置検出機構と、位置検出機構によって算出された位置データに基づいて駆動機構を制御し、レーザ照射ヘッド部を配管内又は前記貫通孔内に挿入する制御部と、を具備している。
【選択図】図1
Description
本発明の実施形態は、遠隔レーザ処理装置に関する。
従来から、例えば、タービン翼を固定するためのタービン翼のピン孔内にレーザ光を照射してレーザピーニングを行い、ピン孔内面の応力改善を行う技術が知られている(例えば、特許文献1参照)。このようなレーザピーニング処理等を遠隔操作で行う場合、遠隔レーザ処理装置が用いられる。遠隔レーザ処理装置では、例えば水中に設けられた施工部材の貫通孔の内側面や細管の内側面等の円筒内面に対してレーザ光を照射しつつ走査して処理することができる。
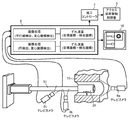
上記のように遠隔操作で、タービン翼のピン孔内等にレーザ光を照射する遠隔レーザ処理装置の構成の一例を図12に示す。同図に示す遠隔レーザ処理装置では、アクセス装置24に、管状部材51を介してレーザ照射ヘッド20が取り付けられている。
図12の上部に示す点線で囲まれた部分は、レーザ処理を施すタービン翼10のピン孔11の部分を拡大して示すもので、この遠隔レーザ処理装置では、加工したタービン翼10のピン孔11にレーザ照射ヘッド20を挿入し、ピン孔11の円筒内面に対してレーザビーム14を照射し、走査してレーザピーニング施工を行うものである。
この遠隔レーザ処理装置は、4軸、すなわち高さ方向調整機構141、幅方向調整機構142、ヘッド回転機構143、ヘッド前後機構144を備えた駆動機構からなるアクセス装置24を用いている。そして、このアクセス装置24により、レーザ照射ヘッド20を移動し、ピン孔11内への挿入処理、施工開始位置決め処理、走査処理、ピン孔11からの引き抜き処理を行う。
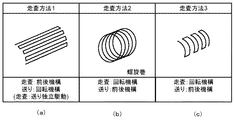
施工対象となるピン孔11の孔径や形状がタービンの機種によって若干異なっているが、この遠隔レーザ処理装置では、1つのレーザ照射ヘッド20を用い、ピン孔11の内径に合わせた走査パターンとし、高さ方向調整機構141、幅方向調整機構142を用いて逐次位置調整を行って、施工する方法を採っている。走査する際のレーザ照射ヘッド20の移動パターンは、例えば図13(a)〜(c)に示すように幾つかのパターンがあり、施工対象物の形状や施工条件に適したものを選択して行っている。なお、図13(a)は、走査を前後方向で行い送りを回転方向によってステップ状に行う場合を示し、図13(b)は、走査を回転方向で行い送りを前後方向によって連続的に行い螺旋状に操作する場合を示し、図13(c)は、走査を回転方向で行い送りをステップ状に前後方向によって行う場合を示している。
この遠隔レーザ処理装置では、ピン孔11とレーザ照射ヘッド20との位置、姿勢を監視、検出する手段を有していない。ピン孔11に対するレーザ照射ヘッド20の位置決めは、予め作業員が手動操作を行いながら、最適な位置となるように調整し、その時の各軸の位置データを教示データとして記録し、再現させるティーチング・プレーバック方式により行っている。
施工対象であるタービン翼10のピン孔11の径は、約15mm前後と小さい(複数パターンある)。また、水中環境下において強力なレーザ光を用いて施工処理を行うため、作業員による操作は遠隔操作で行うことになる。このため、特にレーザ照射ヘッド20をピン孔11に挿入する際の作業が難しく、熟練を要するとともに、時間と労力が必要となる。
また、予め位置決め処理で調整した状態から、施工対象物や遠隔レーザ処理装置が変動した場合や、施工対象物の形状や内径が異なっている場合など、衝突や接触が発生し、遠隔レーザ処理装置の破損や施工対象物を損傷させる事故を引き起こすおそれがある。また、施工前に施工対象物や施工装置が変動した場合等は、再度作業員が手動操作を行いながら、最適な位置になるように調整し、その時の各軸の位置データを記録する作業が発生してしまう。
特に、レーザ照射ヘッド20が、駆動軸を備えるアクセス装置24に対して細長い管状部材51を介して取り付けられているため、運転を行ううちに管状部材51が形状変化する虞がある。また、施工対象物であるタービン翼10を、施工終了毎に新たなタービン翼10に逐次交換していくため、初めに高精度に位置決めしたとしても、新たなタービン翼10に交換した際に、初めに調整した時と位置、姿勢にずれが発生してしまう虞がある。
さらに、良好な処理を行うためには、タービン翼10のピン孔11内面に対してレーザ照射ヘッド20の照射距離(レーザ照射口と施工対象である孔内面との距離)を精度良く一定に保ちながら走査させる必要がある。しかしながら、上記のような位置等のずれが発生すると、照射距離を精度良く一定に保つことができなくなり、精度良い処理が行えなくなる。
上記のとおり、従来の遠隔レーザ処理装置では、位置決め操作に熟練を要するとともに、時間と労力が必要となるという問題、装置や施工対象物を破損させる虞があるという問題、精度良く良好な処理を行えないという問題があった。
本発明は、上記従来の事情に対処してなされたものであり、本発明の目的は、作業員の手動操作での位置決め作業を削減することができるとともに、装置や施工対象物を破損させることなく、精度良く良好な処理を行うことのできる遠隔レーザ処理装置を提供することにある。
本発明の遠隔レーザ処理装置の一態様は、配管又は貫通孔の内部に、管状部材の先端部に配設されたレーザ照射ヘッド部を挿入し、前記配管内面又は前記貫通孔内面にレーザ光を照射して処理する遠隔レーザ処理装置であって、前記管状部材の後端側に配設され、前記レーザ照射ヘッド部を移動させる駆動機構と、前記レーザ照射ヘッド部の位置を検出する位置検出センサと、前記位置検出センサからの位置検出信号に基づいて前記レーザ照射ヘッド部の位置を示す位置データを算出する位置検出機構と、前記位置検出機構によって算出された位置データに基づいて前記駆動機構を制御し、前記レーザ照射ヘッド部を前記配管内又は前記貫通孔内に挿入する制御部と、を具備したことを特徴とする。
本発明の遠隔レーザ処理装置によれば、作業員の手動操作での位置決め作業を削減することができるとともに、装置や施工対象物を破損させることなく、精度良く良好な処理を行うことのできる遠隔レーザ処理装置を提供することができる。
以下、本発明の実施形態を、図面を参照して説明する。
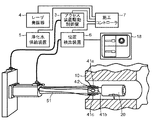
図1は、本発明の一実施形態の遠隔レーザ処理装置の全体構成を模式的に示すものである。以下、この遠隔レーザ処理装置を用いて、タービン翼10のピン孔11の内面にレーザピーニングを行う場合について説明する。
施工対象物であるタービン翼10は、施工対象物固定部材12によって固定されている。レーザ照射ヘッド20は、管状部材51の先端側に配設されており、管状部材51の後端側は、アクセス装置24に接続されている。施工対象物であるタービン翼10を挟んでレーザ照射ヘッド20と反対側には、ピン孔11を通じてレーザ照射ヘッド20が見える位置にセンサ固定部材9aに固定された第1位置検出センサ8aが配設されている。また、レーザ照射ヘッド20の下側には、センサ固定部材9bに固定された第2位置検出センサ8bが配設され、レーザ照射ヘッド20の側方にはセンサ固定部材9cに固定された第3位置検出センサ8cが配設されている。これらの構成物は、図示していないが、水槽内に設置される。
また、水槽の外には、アクセス装置駆動制御盤3、レーザ発振器4、浄化水供給装置5、位置検出装置6、制御部としての施工コントローラ7、位置表示装置18が配設されている。
レーザ照射ヘッド20には、レーザ発振器4から光ファイバ13を介してレーザ光が供給される。図1の下部に点線で囲まれた部分は、レーザ処理を施すタービン翼10のピン孔11の部分を拡大して示すもので、レーザ照射ヘッド20には、照射口15からレーザビーム14をピン孔11の内面に向けて照射するための反射鏡などの光学部品16が内蔵されている。また、レーザ照射ヘッド20には、浄化水供給装置5から水ホース17と管状部材51を介して浄化水が供給され、この浄化水を照射口15から放水するようになっている。
アクセス装置24は、4軸、すなわち高さ方向調整機構141、幅方向調整機構142、ヘッド回転機構143、ヘッド前後機構144を備えた駆動機構から構成されている。そして、このアクセス装置24により、レーザ照射ヘッド20を移動させ、ピン孔11内への挿入処理、施工開始位置決め処理、走査処理、ピン孔11からの引き抜き処理を行う。これらの処理は、施工コントローラ7からの指令でアクセス装置駆動制御盤3を制御することで行われる。
前述したとおり、従来の遠隔レーザ処理装置では、施工コントローラ7の駆動制御は、予め調整して決定した施工開始位置への位置決め処理、走査処理を行う動作制御データを用意しておき(ティーチング)、用意した動作制御データを選択して駆動制御させる(プレーバック)、ティーチング・プレーバック方式を用いている。
本実施形態では、第1位置検出センサ8a、第2位置検出センサ8b、第3位置検出センサ8cによって、レーザ照射ヘッド20の位置を検出する。そして、この位置検出信号に基づいて位置検出装置6により、目的とする位置からの位置ずれ検出処理を行い、位置ずれ量を示す位置データを算出する。位置検出装置6で求めた位置ずれ量を示す位置データは、施工コントローラ7へ送られ、施工コントローラ7は、この位置データに基づいて位置決め補正処理を実施するとともに、位置表示装置18において、位置状態を表示する。
図2に示すように、本実施形態では、第1位置検出センサ8a、第2位置検出センサ8b、第3位置検出センサ8cとしてテレビカメラを用いている。図1に示すように、第1位置検出センサ8aは、施工対象物固定部材12にセンサ固定部材9aを用いて取り付けられており、ピン孔11とレーザ照射ヘッド20を撮像して重心座標を検出しこれらの位置ずれを検出する。
第2位置検出センサ8bは、アクセス装置24にセンサ固定部材9bを用いて取り付けられており、レーザ照射ヘッド20又は管状部材51を下方から撮像してレーザ照射ヘッド20の水平方向の位置ずれを検出する。
また、第3位置検出センサ8cは、アクセス装置24の側方に立設された固定部材9cに取り付けられており、レーザ照射ヘッド20又は管状部材51を側方から撮像してレーザ照射ヘッド20の上下方向の位置ずれを検出する。
図2に示すように、位置検出装置6は、第1位置検出センサ8aからの画像信号から円を検出してその重心座標を検出し、レーザ照射ヘッド20のずれ量(目標座標−検出座標)を演算する。このずれ量を示す位置データは、施工コントローラ7に送られ、施工コントローラ7により、アクセス装置駆動制御盤3を介してアクセス装置24を駆動し、位置ずれが補正される。また、この際の画像は、位置表示装置18に表示される。
図3は、上記の位置ずれ検出の工程におけるレーザ照射ヘッド20挿入前の第1位置検出センサ8aの設定時の処理を説明するための図であり、図3(a)は、処理の流れを示すフローチャート、図3(b)は、位置表示装置18に表示される表示画像を模式的に示す図である。この処理では、図3(a)に示すように、第1位置検出センサ8aの画像信号から、円検出1でまず手前側のピン孔11の円を検出し、その重心座標を検出する(301)。
次に、第1位置検出センサ8aの画像信号から、円検出2で奥側のピン孔11の円を検出し、その重心座標を検出する(302)。
そして、円検出1、円検出2で検出した2つの円の重心が一致するように第1位置検出センサ(テレビカメラ)8aの位置を予め固定する(303)。
図4は、上記の位置ずれ検出の工程におけるレーザ照射ヘッド20をピン孔11に挿入する際の処理を説明するための図であり、図4(a)は、処理の流れを示すフローチャート、図4(b)は、位置表示装置18に表示される表示画像を模式的に示す図である。この処理では、図4(a)に示すように、第1位置検出センサ8aの画像信号から、円検出1でまず手前側のピン孔11の円を検出し、その重心座標を検出する(401)。
次に、第1位置検出センサ8aの画像信号から、円検出2で奥側のピン孔11の円を検出し、その重心座標を検出する(402)。
次に、第1位置検出センサ8aの画像信号から、円検出3でレーザ照射ヘッド20の円を検出し、その重心座標を検出する(403)。
そして、円検出1、円検出2で検出した2つの円の重心と、円検出3で検出したレーザ照射ヘッド20の円の重心が一致するようにレーザ照射ヘッド20の位置を補正する(404)。この状態でレーザ照射ヘッド20をピン孔11内に挿入する。
図2に示すように、位置検出装置6は、同様にして第2位置検出センサ8b、第3位置検出センサ8cからの画像信号から平行線を検出してその重心座標を検出し、レーザ照射ヘッド20又は管状部材51のずれ量(目標座標−検出座標)を演算する。このずれ量を示す位置データは、施工コントローラ7に送られ、施工コントローラ7により、アクセス装置駆動制御盤3を介してアクセス装置24を駆動し、位置ずれが補正される。また、この際の画像は、位置表示装置18に表示される。
なお、上記第1実施形態では、位置検出センサを、ピン孔11の出口側と、管状部材51の水平方向位置、垂直方向位置に設置した場合について説明したが、位置検出センサの設置位置及び設置数は、これに限定されるものではない。つまり、照射ヘッド20と施工対象物であるタービン翼10のピン孔11との位置関係を検出できれば、位置検出センサの設置位置や設置数は、どのようにしてもよい。
また、上記第1実施形態では、第1位置検出センサ8a、第2位置検出センサ8b、第3位置検出センサ8cを、テレビカメラとした場合について説明したが、他のセンサ、例えば超音波センサ、レーザ距離センサ、磁気式近接センサ、接触センサ、電界検出式距離センサ等を用いてもよい。図5に、第1位置検出センサ8a、第2位置検出センサ8b、第3位置検出センサ8cとして、非接触式距離センサであるレーザ距離センサを用いてレーザ照射ヘッド20又は管状部材51の位置ずれ検出を行う構成を示す。
図5に示す例では、第1位置検出センサ8aでレーザ照射ヘッド20との間のZ方向距離、第2位置検出センサ8bでレーザ照射ヘッド20との間のY方向距離、第3位置検出センサ8cでレーザ照射ヘッド20との間のX方向距離を測定するようになっている。この場合、第2位置検出センサ8b、第3位置検出センサ8cについては、事前にレーザ照射ヘッド20のピン孔11に挿入した時の中心位置で、管状部材51との間のY方向距離及びX方向距離の検出データが最短となるように、これらの位置を設置しておく。
そして、施工時にレーザ照射ヘッド20をピン孔11に挿入する際、図6(a)、図6(b)のグラフに示すように、第2位置検出センサ8b、第3位置検出センサ8cによって距離の検出データを検出する。これによって、目標値と測定値との差からレーザ照射ヘッド20のX,Y方向のずれ、およびレーザ照射ヘッド20の中心位置を求めることができる。施工中のレーザ照射ヘッド20の中心位置を予め設定しておけば、施工中のレーザ照射ヘッド20の中心位置のずれ量をモニタすることが可能となる。
上記第1実施形態は、レーザ照射ヘッド20をピン孔11に挿入する際の制御を自動的に行う場合の構成について説明したが、以下、第1実施形態の構成に加えて、レーザ照射ヘッド20をピン孔11に挿入した後の制御において、ピン孔11の内壁とレーザ照射ヘッド20との位置関係を高精度に位置決めした状態で施工できるようにした第2実施形態について説明する。なお、レーザ照射ヘッド20をピン孔11に挿入した後の制御のみを行う場合は、第1実施形態の構成を採用せずに、以下に説明する構成のみによる制御を行ってもよい。
図7、図8、図9は、第2実施形態に係る遠隔レーザ処理装置の要部構成を模式的に示すものである。この第2実施形態に係る遠隔レーザ処理装置では、管状部材51がピン孔11に挿入された際に、ピン孔11の内側面との距離を検出するための複数の距離センサ41a〜41dが、センサ取り付け部材42を介して管状部材51に取り付けられている。
距離センサ41a〜41dとしては、図8、図9にも示すように、例えば、薄型の半導体チップによって構成された磁気式の距離センサを用いることができる。なお、図8は、距離センサ41a〜41dの取り付け部分を管状部材51の管軸方向から見た図であり、図9(a)は、距離センサ41a〜41dの取り付け部分の断面構成を示す図、図9(b)は、距離センサ41a〜41dの取り付け部分の上面構成を示す図である。距離センサ41a〜41dは、管状部材51のレーザ照射ヘッド20の近傍に上下左右に4個取り付けられている。それぞれの距離センサ41a〜41dからの測定データLa,Lb、Lc、Ldを位置検出装置6で収集し、管状部材51の中心の位置(ピン孔11の軸からのずれ量)(Δx=(Lb−Ld)/2,Δy=(La−Lc)/2)を瞬時に算出することができる。
上記のように計測して求めた管状部材51の中心の位置から、施工走査のときのレーザ照射ヘッド20の設定位置からのずれ量を算出し、アクセス装置24によってレーザ照射ヘッド20の位置補正を行う。また、予め施工する前にレーザ照射ヘッド20を走査させて、走査時のずれを求めておけば、実施工時にアクセス装置24でずれ補正をしながら走査することで、高精度に位置決め処理した施工が実現できる。なお、距離センサとしては、磁気式の距離センサの他、例えば超音波センサ、レーザ距離センサ、接触センサ、電界検出式距離センサ等を用いることができる。
なお、上記第2実施形態では、4個の距離センサ41a〜41dを、管状部材51の施工ヘッド20の近傍に上下左右に取り付けた構成の場合について説明したが、距離センサの配置位置、配置数は係る構成のものに限定されるものではない。
図10(a)〜(c)は、距離センサの他の構成例を示すものである。図10(a)に示す例では、レーザ照射ヘッド20の先端部にさらに距離センサ41eを取り付けた場合を示している。この場合、ピン孔11にレーザ照射ヘッド20を挿入する前に、アクセス装置24によりレーザ照射ヘッド20を上下左右に移動させて走査し、距離センサ41eの検出信号からピン孔11の中心位置を求めることができる。
図10(b)に示す例では、管状部材51の施工ヘッド20の近傍に4個の距離センサ41a〜41dを配設するとともに、管状部材51のより後端側にも、4個の距離センサ41f〜41iを上下左右に取付けた構成となっている。これによって、距離センサ41a〜41dによる検出信号と、距離センサ41f〜41iによる検出信号とから、レーザ照射ヘッド20の位置と傾きを求めることができる。
図10(c)に示す例では、レーザ照射ヘッド20の3箇所(照射口15の部分を除く)に距離センサ41j、41k、41mを取り付けた構成となっている。これによって、施工対象物の奥行きが短い場合であっても、レーザ照射ヘッド20と施工対象物との位置ずれ検出することができる。なお、距離センサの配置位置、配置数は、以上に説明したものに限定されるものではなく、施工対象や施工条件等によって、適宜組み合わせたり、取り付け個数を増減させたりしてもよい。
図11は、レーザ照射ヘッド20の上下左右の位置ずれ補正だけではなく、傾き補正も可能とするアクセス装置24aを用いた遠隔レーザ処理装置の構成を示している。アクセス装置24aは、図1に示した遠隔レーザ処理装置のアクセス装置24に横振り機構61、縦振り機構62を追加した構成である。かかる構成の遠隔レーザ処理装置では、前述したようにして検出した施工対象物とレーザ照射ヘッド20との位置ずれ量を位置検出装置6から施工コントローラ7が入力し、傾き補正を含んだずれ量補正制御データを作成し、アクセス装置駆動制御盤3を制御して、アクセス装置24を駆動させ、傾き補正を含んだ位置補正処理を行う。
以上説明したように、各実施形態の遠隔レーザ処理装置では、作業員の手動操作での位置決め作業を削減することができるとともに、装置や施工対象物を破損させることなく、精度良く良好な処理を行うことができる。
なお、以上の実施形態では、タービン翼10のピン孔11内面の応力改善処理に適用した場合について説明したが、配管等の他の施工対象や、溶接処理等にも適用することができる。また、以上の実施形態では、水中環境で処理する場合について説明したが、気中環境で遠隔処理する場合についても同様にして適用することができる。
本発明のいくつかの実施形態を説明したが,これらの実施形態は,例として提示したものであり,発明の範囲を限定することは意図していない。これら新規な実施形態は,その他の様々な形態で実施されることが可能であり,発明の要旨を逸脱しない範囲で,種々の省略,置き換え,変更を行うことができる。これら実施形態やその変形は,発明の範囲や要旨に含まれるとともに,特許請求の範囲に記載された発明とその均等の範囲に含まれる。
2……施工対象物固定部材、3……アクセス装置駆動制御盤、4……レーザ発振器、5……浄化水供給装置、6……位置検出装置、7……施工コントローラ、8a〜8c……位置検出センサ、9a〜9c……センサ固定部材、10……施工対象物(タービン翼)、11……ピン孔、18……位置表示装置、20……レーザ照射ヘッド、24……アクセス装置、51……管状部材。
Claims (8)
- 配管又は貫通孔の内部に、管状部材の先端部に配設されたレーザ照射ヘッド部を挿入し、前記配管内面又は前記貫通孔内面にレーザ光を照射して処理する遠隔レーザ処理装置であって、
前記管状部材の後端側に配設され、前記レーザ照射ヘッド部を移動させる駆動機構と、
前記レーザ照射ヘッド部の位置を検出する位置検出センサと、
前記位置検出センサからの位置検出信号に基づいて前記レーザ照射ヘッド部の位置を示す位置データを算出する位置検出機構と、
前記位置検出機構によって算出された位置データに基づいて前記駆動機構を制御し、前記レーザ照射ヘッド部を前記配管内又は前記貫通孔内に挿入する制御部と、
を具備したことを特徴とする遠隔レーザ処理装置。 - 請求項1記載の遠隔レーザ処理装置であって、
前記位置検出センサとして、
前記配管又は前記貫通孔に対して、前記レーザ照射ヘッド部を挿入する挿入側とは反対側に設けられ、前記配管又は前記貫通孔を介して前記レーザ照射ヘッド部の先端の位置を検出する先端位置検出センサ
を具備したことを特徴とする遠隔レーザ処理装置。 - 請求項2記載の遠隔レーザ処理装置であって、
前記先端位置検出センサが、距離センサ又は撮像カメラから構成されている
ことを特徴とする遠隔レーザ処理装置。 - 請求項1〜3いずれか記載の遠隔レーザ処理装置であって、
前記位置検出センサとして、
前記配管又は前記貫通孔に対して、前記レーザ照射ヘッド部を挿入する挿入側に設けられ、前記レーザ照射ヘッド部の水平方向位置を検出する水平方向位置検出センサと、
前記配管又は前記貫通孔に対して、前記レーザ照射ヘッド部を挿入する挿入側に設けられ、前記レーザ照射ヘッド部の上下方向位置を検出する上下方向位置検出センサと、
を具備したことを特徴とする遠隔レーザ処理装置。 - 請求項4記載の遠隔レーザ処理装置であって、
前記水平方向位置検出センサ及び前記上下方向位置検出センサが、距離センサ又は撮像カメラから構成されている
ことを特徴とする遠隔レーザ処理装置。 - 請求項1〜5いずれか1項記載の遠隔レーザ処理装置であって、
前記管状部材又は前記レーザ照射ヘッド部に配設され、前記配管又は前記貫通孔の内壁との間の距離を検出するための内壁間距離検出センサと、
前記内壁間距離検出センサからの検出信号に基づいて前記駆動機構を制御し、前記レーザ照射ヘッド部を前記配管内又は前記貫通孔内の所定位置に位置させる位置制御部と、
を具備したことを特徴とする遠隔レーザ処理装置。 - 請求項6記載の遠隔レーザ処理装置であって、
前記内壁間距離検出センサが、前記管状部材の管軸方向に沿って間隔を設けて配設され、前記レーザ照射ヘッド部の傾きを検出可能に構成されている
ことを特徴とする遠隔レーザ処理装置。 - 請求項7記載の遠隔レーザ処理装置であって、
前記駆動機構が、前記レーザ照射ヘッド部を垂直方向に首振りさせる垂直方向首振り機構と、前記レーザ照射ヘッド部を水平方向に首振りさせる水平方向首振り機構とを具備し、
前記位置制御部が、前記内壁間距離検出センサによって検出された前記レーザ照射ヘッド部の傾きに基づいて、前記垂直方向首振り機構と前記水平方向首振り機構とを制御して前記レーザ照射ヘッド部の傾きを補正する
ことを特徴とする遠隔レーザ処理装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011051798A JP2012187599A (ja) | 2011-03-09 | 2011-03-09 | 遠隔レーザ処理装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011051798A JP2012187599A (ja) | 2011-03-09 | 2011-03-09 | 遠隔レーザ処理装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012187599A true JP2012187599A (ja) | 2012-10-04 |
Family
ID=47081348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011051798A Pending JP2012187599A (ja) | 2011-03-09 | 2011-03-09 | 遠隔レーザ処理装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012187599A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017064734A (ja) * | 2015-09-29 | 2017-04-06 | 株式会社東芝 | レーザ照射装置 |
| JP2018066347A (ja) * | 2016-10-21 | 2018-04-26 | 株式会社東京エネシス | タービンの測定システム及び位置決めシステム、並びに位置決め方法 |
| WO2018168065A1 (ja) * | 2017-03-13 | 2018-09-20 | 株式会社Screenホールディングス | ワーク保持装置、検査装置およびワーク位置補正方法 |
| WO2019083010A1 (ja) * | 2017-10-26 | 2019-05-02 | 長野オートメーション株式会社 | 検査システムおよび検査方法 |
| JP2019090701A (ja) * | 2017-11-15 | 2019-06-13 | 長野オートメーション株式会社 | 検査システムおよび方法 |
| JP2019202340A (ja) * | 2018-05-24 | 2019-11-28 | トヨタ自動車株式会社 | 部品の製造方法 |
| JP2024068994A (ja) * | 2022-11-09 | 2024-05-21 | 株式会社東芝 | レーザピーニング装置及びレーザピーニング方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06179090A (ja) * | 1992-12-10 | 1994-06-28 | Ishikawajima Harima Heavy Ind Co Ltd | レーザ照射トーチ |
| JPH06328283A (ja) * | 1993-03-24 | 1994-11-29 | Nissan Motor Co Ltd | レーザ加工装置 |
| JP2509975Y2 (ja) * | 1990-12-14 | 1996-09-04 | 新明和工業株式会社 | レ―ザ加工用ロボット |
| JPH09126719A (ja) * | 1995-08-02 | 1997-05-16 | At & T Ipm Corp | 対象物の中央部の特徴のオフセットを正確に計算するための偏心測定システムおよび方法 |
| JP2708195B2 (ja) * | 1988-10-13 | 1998-02-04 | 株式会社アマダ | 3次元レーザ加工機用ティーチング方法およびその装置 |
| JP2001150174A (ja) * | 1999-11-26 | 2001-06-05 | Pearl Kogyo Kk | レーザ加工機 |
| JP2003262514A (ja) * | 2002-03-11 | 2003-09-19 | Daido Steel Co Ltd | 丸鋼材の管理システム |
| JP2007263906A (ja) * | 2006-03-30 | 2007-10-11 | Toshiba Corp | レーザピーニング装置及びその方法 |
-
2011
- 2011-03-09 JP JP2011051798A patent/JP2012187599A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2708195B2 (ja) * | 1988-10-13 | 1998-02-04 | 株式会社アマダ | 3次元レーザ加工機用ティーチング方法およびその装置 |
| JP2509975Y2 (ja) * | 1990-12-14 | 1996-09-04 | 新明和工業株式会社 | レ―ザ加工用ロボット |
| JPH06179090A (ja) * | 1992-12-10 | 1994-06-28 | Ishikawajima Harima Heavy Ind Co Ltd | レーザ照射トーチ |
| JPH06328283A (ja) * | 1993-03-24 | 1994-11-29 | Nissan Motor Co Ltd | レーザ加工装置 |
| JPH09126719A (ja) * | 1995-08-02 | 1997-05-16 | At & T Ipm Corp | 対象物の中央部の特徴のオフセットを正確に計算するための偏心測定システムおよび方法 |
| JP2001150174A (ja) * | 1999-11-26 | 2001-06-05 | Pearl Kogyo Kk | レーザ加工機 |
| JP2003262514A (ja) * | 2002-03-11 | 2003-09-19 | Daido Steel Co Ltd | 丸鋼材の管理システム |
| JP2007263906A (ja) * | 2006-03-30 | 2007-10-11 | Toshiba Corp | レーザピーニング装置及びその方法 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017064734A (ja) * | 2015-09-29 | 2017-04-06 | 株式会社東芝 | レーザ照射装置 |
| JP2018066347A (ja) * | 2016-10-21 | 2018-04-26 | 株式会社東京エネシス | タービンの測定システム及び位置決めシステム、並びに位置決め方法 |
| WO2018168065A1 (ja) * | 2017-03-13 | 2018-09-20 | 株式会社Screenホールディングス | ワーク保持装置、検査装置およびワーク位置補正方法 |
| JP2018151243A (ja) * | 2017-03-13 | 2018-09-27 | 株式会社Screenホールディングス | ワーク保持装置、検査装置およびワーク位置補正方法 |
| US10658219B2 (en) | 2017-03-13 | 2020-05-19 | SCREEN Holdings Co., Ltd. | Workpiece holder, inspection apparatus, and workpiece position correction method |
| WO2019083010A1 (ja) * | 2017-10-26 | 2019-05-02 | 長野オートメーション株式会社 | 検査システムおよび検査方法 |
| JP2019090701A (ja) * | 2017-11-15 | 2019-06-13 | 長野オートメーション株式会社 | 検査システムおよび方法 |
| JP2019202340A (ja) * | 2018-05-24 | 2019-11-28 | トヨタ自動車株式会社 | 部品の製造方法 |
| JP7035807B2 (ja) | 2018-05-24 | 2022-03-15 | トヨタ自動車株式会社 | 部品の製造方法 |
| JP2024068994A (ja) * | 2022-11-09 | 2024-05-21 | 株式会社東芝 | レーザピーニング装置及びレーザピーニング方法 |
| JP7830296B2 (ja) | 2022-11-09 | 2026-03-16 | 株式会社東芝 | レーザピーニング装置及びレーザピーニング方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012187599A (ja) | 遠隔レーザ処理装置 | |
| CA2774745C (en) | Welding head and method for joining a workpiece | |
| JP6490037B2 (ja) | 移動可能な台車に支持されたロボットを備えるロボットシステム | |
| EP1769878B1 (en) | Display method of and system for laser irradiation state with a laser scanning head | |
| US9239219B2 (en) | Form measuring apparatus, method for measuring form, method for manufacturing structure and non-transitory computer readable medium storing a program for setting measurement area | |
| EP2570241A2 (en) | Robot system and imaging method | |
| JP2003154483A (ja) | 亀裂自動補修方法及びその装置 | |
| CN111992895A (zh) | 一种智能打标系统与方法 | |
| US20130192054A1 (en) | Machining method | |
| JP5622250B1 (ja) | 較正機能付きワーク加工装置 | |
| CN109719714B (zh) | 机器人、机器人系统以及机器人的坐标系设定方法 | |
| US20240033847A1 (en) | Method and controller for controlling a laser processing process on a surface of a workpiece and processing system for processing a surface of a workpiece by means of a laser processing process | |
| JP5178314B2 (ja) | ガルバノスキャナシステムの調整方法 | |
| JP6440183B2 (ja) | ワーク加工処理装置 | |
| KR100903900B1 (ko) | 멀티 레이저 비전 시스템의 얼라인 방법 및 장치 | |
| JP2014137265A (ja) | 形状測定方法、構造物製造方法、形状測定プログラム、光学式形状測定装置、構造物製造システム、及び測定条件設定装置 | |
| JP6436521B2 (ja) | ワーク溝検査装置及び検査方法 | |
| JP2000326082A (ja) | レーザ加工機 | |
| JP2022115133A (ja) | 検査装置 | |
| JP2014007213A (ja) | 部品実装装置及び部品実装方法 | |
| JP6957387B2 (ja) | 施工データ作成装置および施工データ作成方法 | |
| JP5287266B2 (ja) | 測定装置 | |
| JP6138722B2 (ja) | ワーク加工装置 | |
| JP3203507B2 (ja) | レーザ加工装置 | |
| JP5094435B2 (ja) | 自動教示システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130712 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140410 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140527 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141007 |