JP2012187613A - 曲げ加工機 - Google Patents
曲げ加工機 Download PDFInfo
- Publication number
- JP2012187613A JP2012187613A JP2011054188A JP2011054188A JP2012187613A JP 2012187613 A JP2012187613 A JP 2012187613A JP 2011054188 A JP2011054188 A JP 2011054188A JP 2011054188 A JP2011054188 A JP 2011054188A JP 2012187613 A JP2012187613 A JP 2012187613A
- Authority
- JP
- Japan
- Prior art keywords
- measuring device
- length measuring
- laser
- reflecting member
- light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000005452 bending Methods 0.000 title claims abstract description 116
- 239000000463 material Substances 0.000 claims abstract description 12
- 230000003287 optical effect Effects 0.000 description 12
- 238000003825 pressing Methods 0.000 description 4
- 230000014509 gene expression Effects 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 230000002542 deteriorative effect Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000010720 hydraulic oil Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
Images






Landscapes
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
【課題】周辺温度の影響を受けることなく、高精度に移動量を検出することが可能な曲げ加工機を提供する。
【解決手段】パンチPおよびダイDが対向するように装着された一対のテーブル3,5を相対移動させることにより板材Wを曲げ加工する曲げ加工機1において、上部テーブル3に設けられた測長器13と、上部テーブル3に設けられ測長器13が発した光を測長器13に向けて反射する第1の反射部材15と、測長器13が光を発してからこの発した光を測長器13が受光するまでに要した時間にもとづいて、上部テーブル3の撓み量を算出する制御装置9とを有する。
【選択図】図1
【解決手段】パンチPおよびダイDが対向するように装着された一対のテーブル3,5を相対移動させることにより板材Wを曲げ加工する曲げ加工機1において、上部テーブル3に設けられた測長器13と、上部テーブル3に設けられ測長器13が発した光を測長器13に向けて反射する第1の反射部材15と、測長器13が光を発してからこの発した光を測長器13が受光するまでに要した時間にもとづいて、上部テーブル3の撓み量を算出する制御装置9とを有する。
【選択図】図1
Description
本発明は、パンチおよびダイの加圧によって板材を曲げ加工する曲げ加工機に関する。
曲げ加工機においては、上下一対のテーブルの一方のテーブルにパンチを装着し、他方のテーブルにダイを装着し、パンチとダイとの間に板材(ワーク)を挟み込んだ状態でパンチおよびダイの加圧によって板材を曲げ加工している。板材を加圧して曲げ加工を行うため、一方のテーブルが他方のテーブルに対して移動可能となっている。
ワークを曲げ加工するときの反力で、僅かではあるがテーブルに撓みが発生する。そこで、たとえば、特許文献1に記載されている曲げ加工機では、バックゲージ等に設けられたレーザ測長器よって、テーブルの撓みを測定している。
しかしながら、特許文献1に記載されている従来の曲げ加工機では、レーザ測長器がバックゲージ等に設けられているので、曲げ加工されているワークが邪魔になって、ワークの曲げ加工をしているときにおけるテーブルの撓みを測定することができない場合があるという問題がある。また、レーザ測長器がバックゲージ等に設けられているので、テーブルの撓みを測定するときに、フレームの撓み等による誤差が生じて、テーブルの撓みを正確に測定することができないおそれがある。
なお、特許文献1の図12で示すように、測長器支持台にレーザ測長器を設ける構成も考えられるが、測長器支持台が邪魔になり、作業効率が悪化したり曲げ加工機の構造が煩雑になるという問題がある。
そこで本発明は、簡素な構成でワークを曲げ加工しているときであってもテーブルの撓みを正確に測定することができるとともに、作業効率が悪化することを防止できる曲げ加工機を提供することを目的とする。
請求項1に記載の発明は、パンチおよびダイが対向するように装着された一対のテーブルを相対移動させることにより前記パンチと前記ダイとの加圧によって板材を曲げ加工する曲げ加工機において、前記一対のテーブルのうちの少なくとも一方のテーブルに設けられた測長器と、前記測長器が設けられたテーブルに設けられ、前記測長器が発した光を前記測長器に向けて反射する第1の反射部材と、前記測長器が光を発してから、この発した光を前記測長器が受光するまでに要した時間にもとづいて、前記測長器が設けられたテーブルの撓み量を算出する制御装置とを有する曲げ加工機である。
請求項2に記載の発明は、請求項1に記載の曲げ加工機において、前記測長器が設けられたテーブルと対向しているテーブルに設けられ、前記測長器が発した光を前記測長器に向かって反射する第2の反射部材と、前記測長器が発した光を前記第1の反射部材に向けて反射するとともに前記第1の反射部材が反射した光を前記測長器に向けて反射し、もしくは、前記測長器が発した光を前記第2の反射部材まで到達させるとともに前記第2の反射部材で反射された光を測長器まで到達させる導光部材とを有し、前記制御装置は、前記導光部材が、前記測長器が発した光を前記第2の反射部材まで到達させるとともに前記第2の反射部材で反射された光を前記測長器まで到達させるときに、前記測長器が光を発してから、この発した光を前記測長器が受光するまでに要した時間にもとづいて、前一対のテーブルの間の距離を算出する装置である曲げ加工機である。
請求項3に記載の発明は、パンチおよびダイが対向するように装着された上部テーブルと下部テーブルとを相対移動させることにより前記パンチと前記ダイとの加圧によって板材を曲げ加工する曲げ加工機において、前記上部テーブルの長手方向の一端部側で前記上部テーブルに設けられ、下方に向けてレーザ光を発しまた上方に向かって進むレーザ光を受光する上側レーザ測長器と、前記上部テーブルの長手方向の中間部で前記上部テーブルに設けられ、前記上側レーザ測長器が発したレーザ光を前記上側レーザ測長器に向けて反射する上側中間反射部材と、前記上部テーブルに設けられ、前記上側レーザ測長器が発したレーザ光を前記上側中間反射部材に向けて反射するとともに前記上側中間反射部材が反射した光を前記上側レーザ測長器に向けて反射する第1の上側端部反射部材と、前記下部テーブルの長手方向の一端部側で前記下部テーブルに設けられ、上方に向けてレーザ光を発しまた下方に向かって進むレーザ光を受光する下側レーザ測長器と、前記下部テーブルの長手方向の中間部で前記下部テーブルに設けられ、前記下側レーザ測長器が発したレーザ光を前記下側レーザ測長器に向けて反射する下側中間反射部材と、前記下部テーブルに設けられ、前記下側レーザ測長器が発したレーザ光を前記下側中間反射部材に向けて反射するとともに前記下側中間反射部材が反射した光を前記下側レーザ測長器に向けて反射する第1の下側端部反射部材と、前記上側レーザ測長器がレーザ光を発してから、この発したレーザ光を前記上側レーザ測長器が受光するまでに要した時間にもとづいて、前記上部テーブルの撓み量を算出し、前記下側レーザ測長器がレーザ光を発してから、この発したレーザ光を前記下側レーザ測長器が受光するまでに要した時間にもとづいて、前記下部テーブルの撓み量を算出する制御装置とを有する曲げ加工機である。
請求項4に記載の発明は、請求項3に記載の曲げ加工機において、前記下側レーザ測長器と前記第1の下側端部反射部材とは、前記各テーブルの長手方向で、前記上側レーザ測長器と前記第1の上側端部反射部材とは反対側に設けられており、前記下部テーブルに設けられ、前記上側レーザ測長器が発したレーザ光を前記上側レーザ測長器に向けて反射する第2の下側端部反射部材と、前記上部テーブルに設けられ、前記下側レーザ測長器が発したレーザ光を前記下側レーザ測長器に向けて反射する第2の上側端部反射部材とを有し、前記第1の上側端部反射部材は、前記上側レーザ測長器が発したレーザ光から離れた位置である退避位置に位置するように構成されており、前記第1の下側端部反射部材は、前記下側レーザ測長器が発したレーザ光から離れた位置である退避位置に位置するように構成されており、前記制御装置は、前記第1上側端部反射部材と前記第1下側端部反射部材とが、前記退避位置に位置しているときに、前記各テーブルの間の距離を算出する装置である曲げ加工機である。
請求項5に記載の発明は、請求項3または請求項4に記載の曲げ加工機において、前記上部テーブルの撓みと同等の撓みを前記下部テーブルに付与するか、もしくは、前記下部テーブルの撓みと同等の撓みを前記上部テーブルに付与するクラウニング装置を有する曲げ加工機である。
本発明によれば、簡素な構成でワークを曲げ加工しているときであってもテーブルの撓みを正確に測定することができるとともに、作業効率が悪化することを防止できる。
本発明の実施形態に係る曲げ加工機1は、パンチP(図7参照)およびダイD(図7参照)が対向するように装着された上部テーブル3と下部テーブル5とを相対移動させることによりパンチPとダイDとの加圧によって板材(ワーク)W(図7参照)を曲げ加工するものである。
詳しく説明すると、下部テーブル5は、曲げ加工機1のフレーム7の下側でフレーム7に一体的に設けられており、上部テーブル3は、フレーム7の上側で図示しないリニアガイドベアリングを介してフレーム7に設けられており、下部テーブル5に対して接近もしくは離反する方向(上下方向)で移動自在になっている。
また、曲げ加工機1には、制御装置9が設けられており、上部テーブル3は、制御装置9(制御部41)の制御の下、油圧シリンダ11等のアクチュエータにより上下方向で移動するようになっている。上部テーブル3の下面にはパンチP(図1等では図示せず)が装着されるようになっており、下部テーブル5の上面にはパンチPに対向してダイD(図1等では図示せず)が装着されるようになっている。
そして、上部テーブル3とパンチPおよび下部テーブル5とダイDを介して油圧シリンダ11でワークW(図1等では図示せず)に加圧力を作用させることにより、ワークWを曲げ加工するようになっている。なお、すでに理解されるように、ワークWを曲げ加工するための加圧力は、上部テーブル3が下部テーブル5に向かって下降してパンチPおよびダイDによってワークWを挟むことにより作用する。
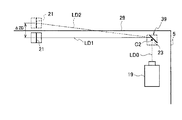
また、曲げ加工機1には、上側レーザ測長器13と上側中間反射部材15と第1の上側端部反射部材17と下側レーザ測長器19と下側中間反射部材21と第1の下側端部反射部材23とが設けられている。
上側レーザ測長器13は、上部テーブル3の長手方向の一端部側(たとえば、曲げ加工機1の左側の端部近傍)で、上部テーブル3に一体的に設けられている。また、上側レーザ測長器13は、下方(たとえば鉛直下方)に向けてレーザ光を発し、また、上方に向かって進むレーザ光(上記発したレーザ光とは逆向きのレーザ光)を受光するように構成されている。
上側中間反射部材15は、たとえば、反射鏡で構成されており、上側レーザ測長器13から離れており、上部テーブル3の長手方向の中間部(たとえば、中央)で上部テーブル3に一体的に設けられている。なお、曲げ加工機1の上下方向では、上側中間反射部材15は、上側レーザ測長器13よりも下方に位置している。曲げ加工機1の前後方向では、上側中間反射部材15は、上側レーザ測長器13とほぼ同じところに位置している。そして、上側中間反射部材15は、第1の上側端部反射部材17を介して、上側レーザ測長器13が発したレーザ光を上側レーザ測長器13に向けて反射するようになっている。
第1の上側端部反射部材17も、たとえば、反射鏡で構成されている。また、第1の上側端部反射部材17は、上側レーザ測長器13と上側中間反射部材15とから離れており、上側レーザ測長器13と上側中間反射部材15との間のレーザ光の光路の中間部で、上部テーブル3に設けられている。なお、曲げ加工機1の上下方向では、第1の上側端部反射部材17は、上側中間反射部材15とほぼ同じ高さのところに位置しており、曲げ加工機1の上下方向では、第1の上側端部反射部材17は、上側レーザ測長器13の下側(真下)に位置している。そして、第1の上側端部反射部材17は、上側レーザ測長器13が発したレーザ光を上側中間反射部材15に向けて反射するとともに上側中間反射部材15が反射した光を上側レーザ測長器13に向けて反射するようになっている。
下側レーザ測長器19は、下部テーブル5の長手方向の一端部側(たとえば、曲げ加工機1の右側の端部近傍)で、下部テーブル5に一体的に設けられている。また、下側レーザ測長器19は、上方(たとえば鉛直上方)に向けてレーザ光を発し、また、下方に向かって進むレーザ光(上記発したレーザ光とは逆向きのレーザ光)を受光するように構成されている。
下側中間反射部材21も、たとえば、反射鏡で構成されており、下側レーザ測長器19から離れており、下部テーブル5の長手方向の中間部(たとえば、中央)で下部テーブル5に一体的に設けられている。なお、曲げ加工機1の上下方向では、下側中間反射部材21は、下側レーザ測長器19よりも上方に位置している。曲げ加工機1の前後方向では、下側中間反射部材21は、下側レーザ測長器19とほぼ同じところに位置している。そして、下側中間反射部材21は、第1の下側端部反射部材23を介して、下側レーザ測長器19が発したレーザ光を下側レーザ測長器19に向けて反射するようになっている。
第1の下側端部反射部材23も、たとえば、反射鏡で構成されている。また、第1の下側端部反射部材23は、下側レーザ測長器19と下側中間反射部材21とから離れており、下側レーザ測長器19と下側中間反射部材21との間のレーザ光の光路の中間部で、下部テーブル5に設けられている。なお、曲げ加工機1の上下方向では、第1の下側端部反射部材23は、下側中間反射部材21とほぼ同じ高さのところに位置しており、曲げ加工機1の上下方向では、第1の下側端部反射部材23は、下側レーザ測長器19の上側(真上)に位置している。そして、第1の下側端部反射部材23は、下側レーザ測長器19が発したレーザ光を下側中間反射部材21に向けて反射するとともに下側中間反射部材21が反射した光を下側レーザ測長器19に向けて反射するようになっている。
制御装置9は、上側レーザ測長器13がレーザ光を発してから、この発したレーザ光を上側レーザ測長器13が受光するまでに要した時間にもとづいて、上部テーブル3の撓み量を算出するようになっている。また、制御装置9は、下側レーザ測長器19がレーザ光を発してから、この発したレーザ光を下側レーザ測長器19が受光するまでに要した時間にもとづいて、下部テーブル5の撓み量を算出するようになっている。
さらに説明すると、上側レーザ測長器13は、レーザ光を発するレーザ発光部(図示せず)とレーザ光を受光するレーザ受光部(図示せず)とを備えている。レーザ発光部とレーザ受光部とはお互いがほぼ同じところに位置している。
上側レーザ測長器13が発したレーザ光が第1の上側端部反射部材17に向かって進み(鉛直下方に進み)第1の上側端部反射部材17で反射されるようになっている。第1の上側端部反射部材17で反射されたレーザ光は、上側中間反射部材15に向かって進み(水平方向で曲げ加工機の左から右に向かって進み)上側中間反射部材15で反射されるようになっている。上側中間反射部材15で反射されたレーザ光は、第1の上側端部反射部材17に向かって進み(水平方向で曲げ加工機の右から左に向かって進み)第1の上側端部反射部材17で反射されるようになっている。第1の上側端部反射部材17で反射されたレーザ光は、上側レーザ測長器13に向かって進み(鉛直上方に進み)、上側レーザ測長器13に到達し、前記レーザ受光部で受光されるようになっている。
そして、上側レーザ測長器13がレーザ光を出射した時刻と、上側レーザ測長器13が出射し上側中間反射部材15で反射した光を上側レーザ測長器13で受光した時刻との差(ごく短い時間)を、制御装置9に出力するようになっている。
制御装置9(演算部25)は、上側レーザ測長器13から受け取った上記ごく短い時間に基づいて、上側レーザ測長器13と上側中間反射部材15との間の距離を算出し、この算出した距離を用いて、上部テーブル3の撓み量を算出するようになっている。
ここで、図1と図2とを参照して、上部テーブル3の撓みの算出についてさらに詳しく説明する。
図1で示す参照符号27は、上部テーブル3の平面状の下面を示している。ワークWを曲げ加工するときの加圧力(ワークW等から受ける反力)がかかっていない場合には、上部テーブル3の下面は、参照符号27で示すように直線状になっている。
図1で示す参照符号27Aは、上部テーブル3の撓んで湾曲した下面を示している。ワークWを曲げ加工するときの加圧力(ワークW等から受ける反力)がかかると、上部テーブル3の下面は、参照符号27Aで示すように、上に凸な円弧状になる。
なお、上部テーブル3に一体的に設けられたパンチPは、上部テーブル3と同様に撓むようになっている。
図2を参照するに、上部テーブル3の下面27が平面状になっているときには、上側中間反射部材15は、位置PU1のところに存在している。一方、ある大きさの加圧力で上部テーブル3が撓んで下面27Aが上方に凸になると、上側中間反射部材15は、距離ΔZUだけ上方に移動して、位置PU2のところに存在する。このときの距離ΔZUが、上部テーブル3の中央における撓み量になる。なお、図2では、上部テーブル3の撓んだ下面27Aの表示は省略してある。
上側中間反射部材15が位置PU1に存在している状態では、上側レーザ測長器13が発したレーザ光は、光路LU0を通って下方に進み第1の上側端部反射部材17で反射される。第1の上側端部反射部材17で反射されたレーザ光は、光路LU1を通って左から右に進み上側中間反射部材15で反射される。上側中間反射部材15で反射されたレーザ光は、光路LU1を通って右から左に進み第1の上側端部反射部材17で反射される。第1の上側端部反射部材17で反射されたレーザ光は、光路LU0を通って上方に進み上側レーザ測長器13で受光される。
このときにおける、上側レーザ測長器13がレーザ光を発してから、この発したレーザ光を上側レーザ測長器13が受光するまでに要した時間tu1は、次に示す式f1で表すことができる。
tu1/2={<LU0>+<LU1>}/c・・・f1
ここで、cは、空気中におけるレーザ光の速度であり、<LU0>は、上側レーザ測長器13と第1の上側端部反射部材17(上側端部反射部材17の反射部位)との間の距離であり、<LU1>は、第1の上側端部反射部材17(上側端部反射部材17の反射部位)と、上側中間反射部材15(上側中間反射部材15の反射部位)との間の距離である。
ここで、cは、空気中におけるレーザ光の速度であり、<LU0>は、上側レーザ測長器13と第1の上側端部反射部材17(上側端部反射部材17の反射部位)との間の距離であり、<LU1>は、第1の上側端部反射部材17(上側端部反射部材17の反射部位)と、上側中間反射部材15(上側中間反射部材15の反射部位)との間の距離である。
一方、上部テーブル3が撓んで上側中間反射部材15が位置PU2に存在している状態では、上側レーザ測長器13が発したレーザ光は、光路LU0を通って下方に進み第1の上側端部反射部材17で反射される。第1の上側端部反射部材17で反射されたレーザ光は、光路LU2を通って左から右に進み上側中間反射部材15で反射される。上側中間反射部材15で反射されたレーザ光は、光路LU2を通って右から左に進み第1の上側端部反射部材17で反射される。第1の上側端部反射部材17で反射されたレーザ光は、光路LU0を通って上方に進み上側レーザ測長器13で受光される。
このときにおける、上側レーザ測長器13がレーザ光を発してから、この発したレーザ光を上側レーザ測長器13が受光するまでに要した時間tu2は、次に示す式f2で表すことができる。
tu2/2={<LU0>+<LU2>}/c・・・f2
ここで、<LU2>は、第1の上側端部反射部材17(上側端部反射部材17の反射部位)と、上側中間反射部材15(上側中間反射部材15の反射部位)との間の距離である。
ここで、<LU2>は、第1の上側端部反射部材17(上側端部反射部材17の反射部位)と、上側中間反射部材15(上側中間反射部材15の反射部位)との間の距離である。
また、距離<LU1>と距離<LU2>と上側中間反射部材15の移動量ΔZUとの関係は、次に示す式f3で表すことができる。
<LU1>2+ΔZU2=<LU2>2・・・f3
各式f2,f3において、各距離<LU0>,<LU1>は既知である。すなわち、たとえば、曲げ加工機1が稼動していないときに別途測定した値を、制御装置9の図示しないメモリに記憶しておいて、使用すればよい。また、時間tu2は実際に測定された値が使用される。
各式f2,f3において、各距離<LU0>,<LU1>は既知である。すなわち、たとえば、曲げ加工機1が稼動していないときに別途測定した値を、制御装置9の図示しないメモリに記憶しておいて、使用すればよい。また、時間tu2は実際に測定された値が使用される。
そして、制御装置9の演算部25が、各式f2,f3を用いて、距離ΔZUを求めることで、上部テーブル3の中央における撓み量を求めることができる。
なお、式f1を用いて距離<LU1>を求め、この求めた距離<LU1>と各式f2,f3とを用いて、距離ΔZUを求めてもよい。
また、図1等では、曲げ加工機1の左右方向において、左側の油圧シリンダ11の中心位置と、上側レーザ測長器13の中心位置(上側レーザ測長器13のレーザ光の出射位置および受光位置)と、第1の上側端部反射部材17の中心位置(第1の上側端部反射部材のレーザ光反射部位)とがお互いに一致しているが、上側レーザ測長器13の中心位置と第1の上側端部反射部材17の中心位置とを、曲げ加工機1の中央側に僅かにずらしてあってもよいし、上側レーザ測長器13の中心位置と第1の上側端部反射部材17の中心位置とを、曲げ加工機1の外側に僅かにずらしてあってもよい。
すなわち、上側レーザ測長器13の中心位置と第1の上側端部反射部材17の中心位置とを、左側の油圧シリンダ11の中心位置中心位置よりも、僅かに右側にずらして設けてもよいし、僅かに左側にずらして設けてもよい。
なお、上側レーザ測長器13がレーザ光を出射した時刻と、上側レーザ測長器13がレーザ光を受光した時刻とを、上側レーザ測長器13が制御装置9に出力する代わりに、レーザ光を出射した時刻とレーザ光を受光した時刻との差(短い時間)を用いて、上側レーザ測長器13が上側レーザ測長器13と上側中間反射部材15との間の距離を算出し、この算出した距離を制御装置9に出力するようになって構成されていてもよい。
次に、図1と図2とを参照して、下部テーブル5の撓みの算出についてさらに詳しく説明する。
図1で示す参照符号29は、下部テーブル5の平面状の上面を示している。ワークWを曲げ加工するときの加圧力(ワークW等から受ける反力)がかかっていない場合には、下部テーブル5の上面は、参照符号29で示すように直線状になっている。
参照符号29Aは、下部テーブル5の撓んで湾曲した上面を示している。ワークWを曲げ加工するときの加圧力(ワークW等から受ける反力)がかかると、下部テーブル5の上面は、参照符号29Aで示すように、下に凸な円弧線状になる。
また、参照符号29Bは、詳しくは後述するクラウニング装置31で下部テーブル5の撓みを上部テーブル3の撓みに合わせて補正したときの、下部テーブル5の上面を示している。撓みが補正された下部テーブル5の上面は、参照符号29Bで示すように、上に凸な円弧線状になる。
なお、下部テーブル5に一体的に設けられたダイDは、下部テーブル5と同様に撓むようになっている。
下部テーブル5の撓みΔZDは、クラウニング装置31の稼動の有無にかかわらず、上部テーブル3の撓みΔZUと同様にして、次に示す各式f4,f5,f6を用いて求めることができる。
td1/2={<LD0>+<LD1>}/c・・・f4
tu2/2={<LD0>+<LD2>}/c・・・f5
<LD1>2+ΔZU2=<LD2>2・・・f6
ここで、各時間td1,tu2は、下側レーザ測長器19がレーザ光を発してから、この発したレーザ光を下側レーザ測長器19が受光するまでに要した時間であり、<LD0>は、下側レーザ測長器19と第1の下側端部反射部材23との間の距離であり、<LD1>は、下部テーブル5が撓んでいないときにおける第1の下側端部反射部材23と下側中間反射部材21との間の距離であり、<LD2>は、下部テーブル5が撓んだときにおける(クラウニング装置31の稼動で撓んだときにおける)第1の下側端部反射部材23と下側中間反射部材21との間の距離である。
tu2/2={<LD0>+<LD2>}/c・・・f5
<LD1>2+ΔZU2=<LD2>2・・・f6
ここで、各時間td1,tu2は、下側レーザ測長器19がレーザ光を発してから、この発したレーザ光を下側レーザ測長器19が受光するまでに要した時間であり、<LD0>は、下側レーザ測長器19と第1の下側端部反射部材23との間の距離であり、<LD1>は、下部テーブル5が撓んでいないときにおける第1の下側端部反射部材23と下側中間反射部材21との間の距離であり、<LD2>は、下部テーブル5が撓んだときにおける(クラウニング装置31の稼動で撓んだときにおける)第1の下側端部反射部材23と下側中間反射部材21との間の距離である。
なお、上側レーザ測長器13等の場合と同様にして、下側レーザ測長器19の中心位置と第1の下側端部反射部材23の中心位置とを、右側の油圧シリンダ11の中心位置中心位置よりも、僅かに左側にずらして設けてもよいし、僅かに右側にずらして設けてもよい。
ところで、既に理解されるように、上部テーブル3の長さと下部テーブル5の長さとはお互いがのほぼ等しくなっており、上部テーブル3の長手方向は、曲げ加工機1の左右方向(図1の左右方向)になっており、下部テーブル5の長手方向も、曲げ加工機1の左右方向になっており、上部テーブル3と下部テーブル5とは、曲げ加工機1の左右方向でお互いがほぼ同じ位置に位置している。そして、下側レーザ測長器19と第1の下側端部反射部材23とは、各テーブル3,5の長手方向で、上側レーザ測長器13と第1の上側端部反射部材17とは反対側に設けられている。
また、曲げ加工機1には、図1等で示すように、第2の下側端部反射部材33と第2の上側端部反射部材35とが設けられている。
第2の下側端部反射部材33は、たとえば、反射鏡で構成されており、第1の上側端部反射部材17の下側(真下)で、下部テーブル5に一体的に設けられている。また、第2の下側端部反射部材33は、上側レーザ測長器13が発したレーザ光(下方に向かって進んだレーザ光)を上側レーザ測長器13に向けて(上側に向けて)反射するようになっている。
また、第1の上側端部反射部材17は、上側レーザ測長器13が発したレーザ光(レーザ光の光路)から離れた位置(レーザ光と干渉しない位置)である退避位置に位置するように構成されている。
すなわち、第1の上側端部反射部材17は、制御装置9(制御部41)の制御の下、上側レーザ測長器13が発したレーザ光を、上側中間反射部材15に向けて反射する反射位置(図1参照)、もしくは、上側レーザ測長器13が発したレーザ光を、第2の下側端部反射部材33まで到達させる退避位置(図4参照)に位置するようになっている。このような、第1の上側端部反射部材17の移動(回動)位置決めは、第1の上側端部反射部材の移動位置決め装置37によってなされるようになっている。
詳しく説明すると、第1の上側端部反射部材17は、図示しないベアリングを介して上部テーブル3に設けられており、曲げ加工機1の前後方向(図1に紙面に直交する方向)に延びた軸C1を中心にして回動するようになっている。また、第1の上側端部反射部材17は、図示しないソレノイド等のアクチュエータで駆動されて、図1で示すように、軸C1を中心にして45°インデックス位置決めされるようになっている。
図1で示すように反射位置に位置している状態では、第1の上側端部反射部材17の平面状の反射面は、水平面に対して45°傾いている。一方、図4で示すように退避位置に位置している状態では、回動中心軸C1の位置と第1の上側端部反射部材17との位置関係を適宜選択することで、レーザ光と干渉しない位置で、第1の上側端部反射部材17の平面状の反射面が、上下方向に展開している。
第2の上側端部反射部材35も、第2の下側端部反射部材33と同様にして、反射鏡で構成されており、第1の下側端部反射部材23の上側(真上)で、上部テーブル3に一体的に設けられている。また、第2の上側端部反射部材35は、下側レーザ測長器19が発したレーザ光(上方に向かって進んだレーザ光)を下側レーザ測長器19に向けて(下側に向けて)反射するようになっている。
また、第1の下側端部反射部材23は、第1の上側端部反射部材17と同様にして、軸C2を中心にして回動し、下側レーザ測長器19が発したレーザ光(レーザ光の光路)から離れた位置(レーザ光と干渉しない位置)である退避位置に位置するように構成されている。
すなわち、第1の下側端部反射部材23は、下側レーザ測長器19が発したレーザ光を、下側中間反射部材21に向けて反射する反射位置(図1参照)、もしくは、下側レーザ測長器19が発したレーザ光を、第2の上側端部反射部材35まで到達させる退避位置(図4参照)に位置するようになっている。このような、第1の下側端部反射部材23の移動(回動)位置決めは、第1の下側端部反射部材の移動位置決め装置39によってなされるようになっている。
そして、制御装置9は、第1の上側端部反射部材17と第1の下側端部反射部材23とが、前記反射位置に位置しているときに、各テーブル3,5の撓み量を算出し、第1の上側端部反射部材17と第1の下側端部反射部材23とが、前記退避位置に位置しているときに、各テーブル3,5の間の距離を算出するようになっている。
詳しく説明すると、図4に示す状態で、上側レーザ測長器13がレーザ光を発してから、この発したレーザ光を上側レーザ測長器13が受光するまでに要した時間に基づいて、制御装置9(演算部25)が距離L1を算出し、下側レーザ測長器19がレーザ光を発してから、この発したレーザ光を下側レーザ測長器19が受光するまでに要した時間に基づいて、制御装置9(演算部25)が距離L2を算出するようになっている。
そして、各距離L1,L2により、各テーブル3,5の左右方向の両端部で、各テーブル3,5間の距離を算出することができるようになっている。
なお、第1の上側端部反射部材17と第1の下側端部反射部材23とを、レーザ光の一部を反射し他の一部を透過させるハーフミラーで構成してもよい。これにより、第1の上側端部反射部材17と第1の下側端部反射部材23とを上述したように移動させる必要がなくなり、第1の上側端部反射部材17と第1の下側端部反射部材23とを反射位置に位置させたままにしておける。
この場合、たとえば、常に距離L1(L2)が、<LU0>+<LU2>(<LD0>+<LD2>)よりも小さくなっていることが望ましい。
また、前述したように、曲げ加工機1には、クラウニング装置31が設けられている。クラウニング装置31は、制御装置9(制御部41)の制御の下、上部テーブル3の撓みと同等の撓みを下部テーブル5に付与するようになっている。
詳しく説明すると、クラウニング装置31は、図5で示すように、下部テーブル5と、一対の平板状の支え板51と、下部テーブル5と支え板51とに係合している油圧シリンダ45等のアクチュエータとを備えて構成されている。
平板状の支え板51は、フレーム7に一体的に設けられている。平板状の支え板51には、複数の貫通孔43が設けられている。各貫通孔43は、支え板51の長手方向の中間部で所定の間隔をあけて配置されている。
下部テーブル5は、所定の間隔をあけて設けられている一対の支え板51の間に設けられており、長手方向の両端部が、円柱状の軸部材53を介して、支え板51に支持されている。これにより、下部テーブル5は、長手方向の両端が回転支点によって支持されている両端支持梁にようになっている。なお、各貫通孔43は、下部テーブル5や支え板51の長手方向で、各軸部材53の内側に位置している。
油圧シリンダ45のヘッド側端部(シリンダの端部)は、貫通孔43の下面に接触しており、油圧シリンダ45のロッドの先端部は、下部テーブル5の下面(下部)に接触している。そして、油圧シリンダ45に油圧作動油を供給すると、油圧シリンダ45のシリンダロッドが上方に突出し、この突出によって下部テーブル5の上面が上に凸に撓むようになっている。なお、油圧シリンダ45による下部テーブル5の上面の撓み量や撓み曲線の形状は、制御装置9の制御の下、油圧シリンダ45に供給される油圧作動油の圧力を変えること等でなされる。
下側レーザ測長器19は、下側レーザ測長器支持部材55を介して下部テーブル5に一体的に設けられており、支え板51とは非接触の状態になっている。
ところで、図6で示すように、一方の支え板(下側レーザ測長器19側の支え板;前側の支え板)51(51A)の長さを僅かに短くして、支え板51Aの外側(長手方向における外側)に、下側レーザ測長器19を設けてもよい。この場合も、下側レーザ測長器19は、下側レーザ測長器支持部材55を介して下部テーブル5に一体的に設けられるが、図5に示す場合に比べて、曲げ加工機1の前後方向で下側レーザ測長器19を下部テーブル5により近づけることができる。
また、図5や図6で示す場合において、下側レーザ測長器支持部材55を使用することなく、下部テーブル5の形態を適宜変更して、下側レーザ測長器19を下部テーブル5に直接設けてもよいし、支え板51に切り欠きや貫通孔を設けて、そこに、下側レーザ測長器19を設置してもよい。
さらに、クラウニング装置31を上部テーブル3に設けて、下部テーブル5の撓みと同等の撓みを上部テーブル3に付与するように構成してもよい。
ところで、図7は、ワークWが目標の曲げ角度に曲げ加工される状態を示している。ワークWは目標の曲げ角度となるように曲げ加工される。目標の曲げ角度とするためのパンチPとダイDとの設定距離Lは制御装置9に格納されている。かかる設定距離Lは、板材の材質、板厚、曲げ長さに応じて適宜設定されるものである。上述した手順で演算部25が算出したパンチPとダイDとの間の距離(上部テーブル3と下部テーブル5との間の距離)が設定距離Lに達していない場合には、制御部41が油圧シリンダ11を駆動して上部テーブル3をさらに下降させる。
クラウニング装置31は、上述したように、ワークWへの曲げ加工によって上部テーブル3に発生した撓みに合わせて下部テーブル5を撓ませるものである。上部テーブル3の撓みは、曲げ加工時におけるワークWの反力によって上部テーブル3が上方に反る(左右方向の両端部が下方に位置し左右方向の中央部が上方に位置するようにして上部テーブル3に下面が凹状に湾曲する)ように発生するものである。同様に下部テーブル5には下方に反る撓みがワークWの反力によって発生する。この撓みを補正するため、クラウニング装置31は上部テーブル3の反りに合わせて下部テーブル5を上方に反る(下部テーブル5が凸状になるように)ように撓ませる。
上部テーブル3に撓みが発生した場合、制御装置9はクラウニング装置31を駆動制御する。クラウニング装置31の駆動により上部テーブル3の撓みと同じような上方へ反った撓みが下部テーブル5に発生する。この下部テーブル5の撓み量は、下側レーザ測長器19等によって検出された時間差が制御装置9に出力されることにより算出される。そして算出された撓み量が上部テーブル3の撓み量と等しくなるまでクラウニング装置31の駆動が継続され、上部テーブル3の撓み量(上側レーザ測長器13等と制御装置9とによって算出された撓み量)と同じとなった時点でクラウニング装置31の駆動が停止する(油圧シリンダ45のシリンダロッドが停止する)。これにより上下のテーブル2,3の撓み量が同じとなって撓み補正がなされる。従ってワークWの曲げ加工を高精度に行うことができる。また、ワークWの実際の曲げ加工時に撓み量を補正できるため、試し曲げが不要となる。
ここで、曲げ加工機1の動作について説明する。
初期状態では、パンチPが設置された上部テーブル3が、ダイDが設置された下部テーブル5から離れて上昇しており、第1の上側端部反射部材17と第1の下側端部反射部材23とが、図4に示すように退避位置に位置しているものとする。また、各レーザ測長器13,19は、レーザ光を発しておらず、クラウニング装置31は停止しているものとする。また、制御装置9のメモリには、ワークWの加工プログラムが格納されているものとする。
上記初期状態において、曲げ加工機1のスタートスイッチが押されると、制御装置9の制御の下、図示しない突き当てが所定の位置に移動位置される。
この後、オペレータは、ワークWの端部を突き当てに当接させ、ダイDの所定の位置にワークWを載置する。
続いて、上部テーブル3が下降し始める。このとき、各レーザ測長器13,19が、レーザ光を発して、上部テーブル3と下部テーブル5との間の距離を算出する。
上部テーブル3と下部テーブル5との間の距離が所定の距離になったとき(たとえば、ダイDとワークWとパンチPとが接触し始めたとき)、第1の上側端部反射部材17と第1の下側端部反射部材23とを図1に示す反射位置に位置させるとともに、クラウニング装置31を稼動して、ワークWへの曲げ加工によって上部テーブル3に発生した撓みに合わせて下部テーブル5を撓ませつつ、ワークWの曲げ加工を進める(上部テーブル3をさらに下降してワークWの曲げを進める)。
このワークWの曲げ加工を進めているときには、短い時間間隔で、第1の上側端部反射部材17と第1の下側端部反射部材23との位置が、退避位置もしくは反射位置になるように切り変えて、各テーブル3,5間の距離の測定と、各テーブル3,5の撓み量の測定とを交互に繰り返す。
続いて、各テーブル3,5間の距離が所定の距離(ワークWの曲げが完了する距離)になったとき、上部テーブル3の下降を停止し、各レーザ測長器13,19でのレーザ光の出射を停止し、クラウニング装置31を停止し、突き当てを退避させ、上部テーブル3が上昇する。
続いて、曲げ加工が終了したワークWを曲げ加工機1から搬出する。2回目以降の曲げは、初回曲げと同じ条件であれば初回の曲げのデータを有効に利用することができる。
曲げ加工機1によれば、上部テーブル3に設けられている上側レーザ測長器13と第1の上側端部反射部材17と上側中間反射部材15とを用いて、上部テーブル3の撓みを測定しているので、従来のように測長器支持台等を別途設ける必要がなくなり、簡素な構成で、また、ワークWを曲げ加工しているときであっても上部テーブル3の撓みを正確に測定することができる。
また、上部テーブル3の撓みを測定するためのシステム(上側レーザ測長器13、第1の上側端部反射部材17、上側中間反射部材15)が、上部テーブル3内にセットされている(一体物である上部テーブル3に一体的に設けられている)ので、外部の影響をほとんど受けないようになっている。そして、周辺温度等に影響されることなく上部テーブル3の撓み量を高精度で測定することができる。これにより恒温室等の設備が不要となる。
また、下部テーブル5においても、上部テーブル3の場合と同様にして、周辺温度等に影響されることなく下部テーブル5の撓みを正確に測定することができる。
さらに、従来のように測長器支持台等を設けていないので、ワークWに曲げ加工をするときワークWに干渉する障害物が存在しておらず、作業効率が悪化することを防止できる。
また、曲げ加工機1によれば、上側レーザ測長器13と第2の下側端部反射部材33、および、下側レーザ測長器19と第2の上側端部反射部材35を用いて、上部テーブル3と下部テーブル5との間の距離を測定するように構成されているので、簡素な構成で外部の影響をほとんど受けることなく、上部テーブル3と下部テーブル5との間の距離を正確に測定することができるとともに、従来のように測長器支持台等を設けていないので、作業効率が悪化することを防止できる。
なお、曲げ加工機1は、パンチおよびダイが対向するように装着される一対のテーブルを相対移動させることにより前記パンチと前記ダイとの加圧によって板材を曲げ加工する曲げ加工機であって、前記一対のテーブルのうちの少なくとも一方のテーブルに一体的に設けられた測長器と、前記測長器から離れて前記測長器が設けられたテーブルに一体的に設けられ前記測長器が発した光を前記測長器に向けて反射する第1の反射部材と、前記測長器が光を発してからこの発した光を前記測長器が受光するまでに要した時間にもとづいて前記測長器が設けられたテーブルの撓み量を算出する制御装置とを有する曲げ加工機の例である。
また、曲げ加工機1において、上側中間反射部材15に変えて受光センサを設けてもよい。この受光センサは、微細な受光素子を多数備えているものとする。また、上記受光センサでは、それらの微細は受光素子が曲げ加工機1の上下方向に並んでいるとする。そして、上部テーブル3の撓み量に応じて、レーザ光を受光する受光素子が変わるようになっており、いずれの受光素子でレーザ光受光したかによって、上部テーブル3の撓み量を測定することができるようになっていてもよい。同様にして、下側中間反射部材21に変えて受光センサを設けてもよい。
なお、前記測長器は、光を出射する発光部と光を検知する受光部とを備えている。そして、前記測長器から離れている前記第1の反射部材に前記発光部で出射した光を照射し、前記第1の反射部材で反射した光を前記受光部で受光するようになっている。また、前記発光部で光を出射した時刻と、前記発光部で出射され前記第1の反射部材で反射した光を前記受光部で受光した時刻との差(ごく短い時間)を、前記制御装置に出力するようになっている。そして、前記制御装置は、前記測長器から受け取った前記ごく短い時間に基づいて、前記測長器と前記第1の反射部材との間の距離を算出し、この算出した距離を用いて、前記測長器が設けられたテーブルの撓み量を算出するようになっている。
また、前記曲げ加工機において、前記測長器が設けられたテーブルと対向しているテーブルに一体的に設けられ前記測長器が発した光を前記測長器に向かって反射する第2の反射部材と、前記測長器が発した光を前記第1の反射部材に向けて反射するとともに前記第1の反射部材が反射した光を前記測長器に向けて反射しもしくは前記測長器が発した光を前記第2の反射部材まで到達させるとともに前記第2の反射部材で反射された光を測長器まで到達させる導光部材とを設け、前記制御装置が前記導光部材が前記測長器が発した光を前記第2の反射部材まで到達させるとともに前記第2の反射部材で反射された光を前記測長器まで到達させるときに前記測長器が光を発してからこの発した光を前記測長器が受光するまでに要した時間にもとづいて前一対のテーブルの間の距離を算出する構成になっていてもよい。
1 曲げ加工機
3 上部テーブル
5 下部テーブル
9 制御装置
13 上側レーザ測長器
15 上側中間反射部材
17 第1の上側端部反射部材
19 下側レーザ測長器
21 下側中間反射部材
23 第1の下側端部反射部材
31 クラウニング装置
P パンチ
D ダイ
W ワーク
3 上部テーブル
5 下部テーブル
9 制御装置
13 上側レーザ測長器
15 上側中間反射部材
17 第1の上側端部反射部材
19 下側レーザ測長器
21 下側中間反射部材
23 第1の下側端部反射部材
31 クラウニング装置
P パンチ
D ダイ
W ワーク
Claims (5)
- パンチおよびダイが対向するように装着された一対のテーブルを相対移動させることにより前記パンチと前記ダイとの加圧によって板材を曲げ加工する曲げ加工機において、
前記一対のテーブルのうちの少なくとも一方のテーブルに設けられた測長器と、
前記測長器が設けられたテーブルに設けられ、前記測長器が発した光を前記測長器に向けて反射する第1の反射部材と、
前記測長器が光を発してから、この発した光を前記測長器が受光するまでに要した時間にもとづいて、前記測長器が設けられたテーブルの撓み量を算出する制御装置と、
を有することを特徴とする曲げ加工機。 - 請求項1に記載の曲げ加工機において、
前記測長器が設けられたテーブルと対向しているテーブルに設けられ、前記測長器が発した光を前記測長器に向かって反射する第2の反射部材と、
前記測長器が発した光を前記第1の反射部材に向けて反射するとともに前記第1の反射部材が反射した光を前記測長器に向けて反射し、もしくは、前記測長器が発した光を前記第2の反射部材まで到達させるとともに前記第2の反射部材で反射された光を測長器まで到達させる導光部材と、
を有し、前記制御装置は、前記導光部材が、前記測長器が発した光を前記第2の反射部材まで到達させるとともに前記第2の反射部材で反射された光を前記測長器まで到達させるときに、前記測長器が光を発してから、この発した光を前記測長器が受光するまでに要した時間にもとづいて、前一対のテーブルの間の距離を算出する装置であることを特徴とする曲げ加工機。 - パンチおよびダイが対向するように装着された上部テーブルと下部テーブルとを相対移動させることにより前記パンチと前記ダイとの加圧によって板材を曲げ加工する曲げ加工機において、
前記上部テーブルの長手方向の一端部側で前記上部テーブルに設けられ、下方に向けてレーザ光を発しまた上方に向かって進むレーザ光を受光する上側レーザ測長器と、
前記上部テーブルの長手方向の中間部で前記上部テーブルに設けられ、前記上側レーザ測長器が発したレーザ光を前記上側レーザ測長器に向けて反射する上側中間反射部材と、
前記上部テーブルに設けられ、前記上側レーザ測長器が発したレーザ光を前記上側中間反射部材に向けて反射するとともに前記上側中間反射部材が反射した光を前記上側レーザ測長器に向けて反射する第1の上側端部反射部材と、
前記下部テーブルの長手方向の一端部側で前記下部テーブルに設けられ、上方に向けてレーザ光を発しまた下方に向かって進むレーザ光を受光する下側レーザ測長器と、
前記下部テーブルの長手方向の中間部で前記下部テーブルに設けられ、前記下側レーザ測長器が発したレーザ光を前記下側レーザ測長器に向けて反射する下側中間反射部材と、
前記下部テーブルに設けられ、前記下側レーザ測長器が発したレーザ光を前記下側中間反射部材に向けて反射するとともに前記下側中間反射部材が反射した光を前記下側レーザ測長器に向けて反射する第1の下側端部反射部材と、
前記上側レーザ測長器がレーザ光を発してから、この発したレーザ光を前記上側レーザ測長器が受光するまでに要した時間にもとづいて、前記上部テーブルの撓み量を算出し、前記下側レーザ測長器がレーザ光を発してから、この発したレーザ光を前記下側レーザ測長器が受光するまでに要した時間にもとづいて、前記下部テーブルの撓み量を算出する制御装置と、
を有することを特徴とする曲げ加工機。 - 請求項3に記載の曲げ加工機において、
前記下側レーザ測長器と前記第1の下側端部反射部材とは、前記各テーブルの長手方向で、前記上側レーザ測長器と前記第1の上側端部反射部材とは反対側に設けられており、
前記下部テーブルに設けられ、前記上側レーザ測長器が発したレーザ光を前記上側レーザ測長器に向けて反射する第2の下側端部反射部材と、前記上部テーブルに設けられ、前記下側レーザ測長器が発したレーザ光を前記下側レーザ測長器に向けて反射する第2の上側端部反射部材とを有し、
前記第1の上側端部反射部材は、前記上側レーザ測長器が発したレーザ光から離れた位置である退避位置に位置するように構成されており、
前記第1の下側端部反射部材は、前記下側レーザ測長器が発したレーザ光から離れた位置である退避位置に位置するように構成されており、
前記制御装置は、前記第1上側端部反射部材と前記第1下側端部反射部材とが、前記退避位置に位置しているときに、前記各テーブルの間の距離を算出する装置であることを特徴とする曲げ加工機。 - 請求項3または請求項4に記載の曲げ加工機において、
前記上部テーブルの撓みと同等の撓みを前記下部テーブルに付与するか、もしくは、前記下部テーブルの撓みと同等の撓みを前記上部テーブルに付与するクラウニング装置を有することを特徴とする曲げ加工機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011054188A JP2012187613A (ja) | 2011-03-11 | 2011-03-11 | 曲げ加工機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011054188A JP2012187613A (ja) | 2011-03-11 | 2011-03-11 | 曲げ加工機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012187613A true JP2012187613A (ja) | 2012-10-04 |
Family
ID=47081359
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011054188A Withdrawn JP2012187613A (ja) | 2011-03-11 | 2011-03-11 | 曲げ加工機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012187613A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014136224A (ja) * | 2013-01-15 | 2014-07-28 | Amada Co Ltd | 曲げ加工機における撓み補正装置および撓み補正方法 |
-
2011
- 2011-03-11 JP JP2011054188A patent/JP2012187613A/ja not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014136224A (ja) * | 2013-01-15 | 2014-07-28 | Amada Co Ltd | 曲げ加工機における撓み補正装置および撓み補正方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006205256A (ja) | ワークの曲げ角度検出装置およびワークの曲げ加工機 | |
| JP6242542B2 (ja) | ガントリ装置、及び、制御方法 | |
| CN103370150B (zh) | 弯曲加工机 | |
| KR102801247B1 (ko) | 이차전지용 코팅 두께 측정장치 및 방법 | |
| JP2017209692A (ja) | 工作機械 | |
| JP6940663B1 (ja) | 放電加工装置およびセンサユニット | |
| KR20160116086A (ko) | 강판의 전단 위치 측정 장치 | |
| JP2012187613A (ja) | 曲げ加工機 | |
| KR100919391B1 (ko) | 스테이지장치 | |
| CN100528395C (zh) | 工件的弯曲角度检测装置及工件的弯曲加工机 | |
| JP5613893B2 (ja) | 作業装置におけるテーブル位置決め装置および位置決め方法。 | |
| AU2016280147B2 (en) | Machine for the laser working of profiles and method for carrying out an inclined cutting operation on a profile by means of this machine | |
| JP2010521696A (ja) | 基準板を用いた3次元座標測定機 | |
| JP4297943B2 (ja) | 板状材の塗工方法 | |
| JP4553420B2 (ja) | 板厚検出方法、板厚差検出方法および板材折り曲げ加工機 | |
| JP5459833B2 (ja) | ペースト塗布装置 | |
| JP6593452B2 (ja) | レーザ加工機、及びワークの加工方法 | |
| HK1254621A1 (en) | Machine for the laser working of profiles and method for carrying out an inclined cutting operation on a profile by means of this machine | |
| JP4291313B2 (ja) | ヘッド作動制御装置及び制御方法及びステージ装置 | |
| JP5402100B2 (ja) | 板材保持装置、板材保持方法、レーザ溶接システム、およびレーザ溶接方法 | |
| JP2001030011A (ja) | ダイ、パンチ、折り曲げ角度検出方法および折り曲げ加工機 | |
| JP3280748B2 (ja) | 曲げ加工機 | |
| JP2012143804A (ja) | 曲げ加工機 | |
| JP2001071034A (ja) | 板材折曲げ加工機における金型撓み検出方法及び金型装置並びに板材折曲げ加工機 | |
| JP2001025824A (ja) | 折曲げ長さ計測方法および折曲げ長さ計測装置並びに折曲げ加工方法および折曲げ加工機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |