JP2012187635A - エレクトロスラグ溶接法 - Google Patents
エレクトロスラグ溶接法 Download PDFInfo
- Publication number
- JP2012187635A JP2012187635A JP2012024685A JP2012024685A JP2012187635A JP 2012187635 A JP2012187635 A JP 2012187635A JP 2012024685 A JP2012024685 A JP 2012024685A JP 2012024685 A JP2012024685 A JP 2012024685A JP 2012187635 A JP2012187635 A JP 2012187635A
- Authority
- JP
- Japan
- Prior art keywords
- welding
- mold
- space
- electroslag
- interval
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003466 welding Methods 0.000 title claims abstract description 106
- 238000000034 method Methods 0.000 title claims abstract description 25
- 239000002893 slag Substances 0.000 title claims abstract description 16
- 239000002184 metal Substances 0.000 claims abstract description 32
- 229910052751 metal Inorganic materials 0.000 claims abstract description 32
- 238000002844 melting Methods 0.000 claims abstract description 12
- 230000008018 melting Effects 0.000 claims abstract description 12
- 238000010891 electric arc Methods 0.000 claims abstract description 9
- 230000004907 flux Effects 0.000 claims abstract description 9
- 238000005304 joining Methods 0.000 claims description 9
- 238000005520 cutting process Methods 0.000 claims description 2
- 229910000831 Steel Inorganic materials 0.000 description 9
- 239000010959 steel Substances 0.000 description 9
- 239000000919 ceramic Substances 0.000 description 4
- 239000004927 clay Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 230000004308 accommodation Effects 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
Images





Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
【課題】エレクトロスラグ溶接部の接合強度が向上した破壊特性に優れたエレクトロスラグ溶接法を提供する。
【解決手段】第1の型2を第1の構造体11と第2の構造体12のそれぞれの底部に跨って密閉状に配置し、第2の型3、3が外側面122、122を夾持して第1の溶接面111に当接するように配置されると、上面視でラッパ状をなす溶融空間4が形成される。溶融空間4にフラックスを投入すると共に溶接ワイヤ51を送ると、通電された溶接ワイヤ51によって電気アークが発生され、該電気アークでフラックスを溶融し、溶融スラグ61を作る。溶融スラグ61によって溶接ワイヤ51、第1の構造体11及び第2の構造体12を溶融して溶融金属62を作る。溶融金属62が空間4を充満してから、溶融金属62を冷却すると、第1の構造体11と第2の構造体12とを接合した溶接金属63が形成される。
【選択図】図2
【解決手段】第1の型2を第1の構造体11と第2の構造体12のそれぞれの底部に跨って密閉状に配置し、第2の型3、3が外側面122、122を夾持して第1の溶接面111に当接するように配置されると、上面視でラッパ状をなす溶融空間4が形成される。溶融空間4にフラックスを投入すると共に溶接ワイヤ51を送ると、通電された溶接ワイヤ51によって電気アークが発生され、該電気アークでフラックスを溶融し、溶融スラグ61を作る。溶融スラグ61によって溶接ワイヤ51、第1の構造体11及び第2の構造体12を溶融して溶融金属62を作る。溶融金属62が空間4を充満してから、溶融金属62を冷却すると、第1の構造体11と第2の構造体12とを接合した溶接金属63が形成される。
【選択図】図2
Description
本発明は、エレクトロスラグ溶接法に関し、特に金属構造体同士の接合強度を向上させたエレクトロスラグ溶接法に関する。
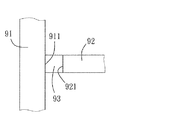
従来より鋼板同士を溶接するために、とりわけ溶接施工の能率向上の観点から、エレクトロスラグ溶接法が広く用いられている。図9は、2つの鋼板91、92を接合するエレクトロスラグ溶接法の従来例を説明する図である。第1の鋼板91と第2の鋼板92とが所定の間隔をおいてT字状に配置され、その間隔に溶接金属93を介在させてエレクトロスラグ溶接を行うことにより、第1の鋼板91の溶接面911に第2の鋼板92の溶接端面921を接合した。
このような接合構造において外力が作用した際には、溶接面911、溶接端面921のエレクトロスラグ溶接部に応力が集中し、そこに疲労亀裂が発生し、破壊特性が低下する問題点がある。
本発明は、上記従来技術の問題点を解決するためになされたものであり、エレクトロスラグ溶接部の接合強度が向上した破壊特性に優れたエレクトロスラグ溶接法を提供することを目的とする。
上記目的を達成するために、本発明は、所定の第1の方向において間隔を空けて対向して配置された第1の構造体と第2の構造体とを接合する溶接方法であって、前記第1の構造体と前記第2の構造体との前記第1の方向と垂直の第2の方向の底部に跨って前記間隔に向って第1の型を配置し、前記第2の構造体の前記第1の方向と平行する2つの外側面を夾持して且つ前記第1の溶接面に当接するように2つの第2の型を配置し、2つの前記第2の型の少なくとも1つには、前記間隔側一部が斜めに切取られて前記第2の型の前記第2の構造体側第2の内面から前記第1の溶接面側の当接面に至る傾斜面が形成されており、前記第1の構造体の前記間隔側第1の溶接面と、前記第2の構造体の前記間隔側第2の溶接面と、前記第1の型の前記間隔に面する第1の内面と、前記第2の型のそれぞれの前記第2の内面とにより所定の空間を形成するステップと、前記空間にフラックスを投入すると共に通電した溶接ワイヤを送り、前記溶接ワイヤと前記第1の構造体或いは前記第2の構造体との間に電気アークを発生させ、該電気アークで前記フラックスを溶融して溶融スラグを作り、該溶融スラグにより前記溶接ワイヤ、前記第1の構造体及び前記第2の構造体を溶融して溶融金属を作るステップと、前記溶融金属が前記空間を充満するとき、前記溶融金属を冷却すると、第2の構造体から第1の構造体に向って径大になる傾斜側部を有し、前記第1の構造体と前記第2の構造体とを接合した溶接金属が形成されるステップとを含むことを特徴とするエレクトロスラグ溶接法を提供する。
本発明に係るエレクトロスラグ溶接法によれば、第1の構造体と第2の構造体は、第2の構造体から第1の構造体側に向って径大になる傾斜側部を有する溶接金属によって接合されているので、溶接金属の第1の構造体との接触を広くすることができる。従って、第1の構造体と第2の構造体の接合強度を高めることができる。
以下、図面を参照しながら本発明に係る実施の形態について説明する。
図1〜3は、本発明に係るエレクトロスラグ溶接法の一例を説明する図である。
本発明に係るエレクトロスラグ溶接法は、第1の型2と第2の型3と溶接ワイヤ51と制御ユニット7とを備えているエレクトロスラグ溶接装置によって行われ、Tの字形に配置された第1の構造体11と第2の構造体12とを接合する溶接法である。
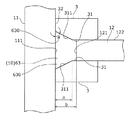
図2、3に示すように、第1の構造体11は、所定の第1の方向に間隔10をおいて第2の構造体12に対向する第1の溶接面111を有し、第2の構造体12は、第1の方向に間隔10をおいて第1の構造体11に対向する第2の溶接面121を有する。第1の構造体11と第2の構造体12は、第1の方向と垂直する第2の方向にそれぞれ同一平面でない底部を有する。
第1の型2は、図2に示すように、間隔10に向って第1の構造体11と第2の構造体12とのそれぞれの底部に跨って密閉状に配置されている。第1の型2は、間隔10に向う内端面がすり鉢状の収容空間を形成し、その収容空間に例えば水分を含ませる陶磁器用粘土23が充満しており、陶磁器用粘土23が乾燥したことで間隔10側表面が第1の型2の第1の内面21として形成されている。なお、第1の内面21は、陶磁器用粘土23によって所要の形状に形成されることができるが、その必要がない場合、第1の型2は一つの平板体を用いてもよい。
2つの第2の型3、3は、図3に示すように、第2の構造体12の2つの第1の方向と平行する外側面122、122を夾持して且つ第1の溶接面111に当接するように配置されている。2つの第2の型3、3のそれぞれの間隔10側角部313、313が斜めに切取られて第2の型3の第2の構造体12側第2の内面31から第1の溶接面111側の当接面32に至る傾斜面311が形成されている。なお、この例では、第2の構造体12を夾持する2つの第2の型3、3の両方に傾斜面311、311を形成しているが、一方のみに形成してもよい。
第1の型2、第2の型3は、溶接熱源によって溶融されない緩衝材であり、半田により第1の構造体11、第2の構造体12に固く連結される。
以上により、第1の構造体11の第1の溶接面111と、前記第2の構造体12の第2の溶接面121と、第1の型2の第1の内面21と、第2の型3、3の第2の内面31、31とから所定の溶融空間4が画成されている。
次に、図1に示されるように、本発明に係るエレクトロスラグ溶接法の手順を概略的に説明する。
ステップS01では、第1の型2を、その収容空間が溶融空間4に向うように第1の構造体11と第2の構造体12のそれぞれの底部に跨らせ密閉状に配置する。第2の型3、3を、第2の構造体12の外側面122、122を夾持して第1の溶接面111に当接するように配置する。このようにして、第1の溶接面111と第2の溶接面121と第1の内面21と第2の内面31と傾斜面311とにより、第2の溶接面121から第1の溶接面111に向って径大になっており上面視でラッパ状をなす溶融空間4が形成される。
ステップS02では、溶融空間4にフラックス(図示せず)を投入すると共に、制御ユニット7を用いて溶接ノズル52によって溶接ワイヤ51を溶融空間4に送る。制御ユニット7による電力で溶接ワイヤ51が通電されると、第1の構造体11或いは第2の構造体12との間に電気アークが発生し、該電気アークでフラックスを溶融し、溶融したフラックスによって溶接ワイヤ51と第1の構造体11と第2の構造体12とを溶融する溶融スラグ61を作る。
なお、溶接ワイヤ51は制御ユニット7の送りローラ(図示せず)によって溶接ノズル52を貫通するように送り出され、溶接ノズル52によって送出位置を制御されることができる。また、フラックスの投入は、まず少しだけ入れて溶融させた後、溶融スラグ61の液位が上昇し溶接ワイヤ51に当たるまで所要の量を続けて添加するように行われる。なお、溶融スラグ61の液位が溶接ワイヤ51に当たるまで上がると、電気アークが発生しなくなることに注意されたい。
なお、溶融スラグ61は高い抵抗値をもっており、溶接ワイヤ51による電流によって發熱するので、制御ユニット7は、溶融スラグ61の温度を、第1の構造体11と第2の構造体12及び溶接ワイヤ51は溶融するが第1の型2と第2の型3は溶融しない例えば1700〜2000℃に保つように溶接ワイヤ51への通電及び送りを制御することができる。
ステップS03では、第1の構造体11と第2の構造体12及び溶接ワイヤ51が溶融してできた溶融金属62が溶融空間4を充満するまで溶接ワイヤ51を継続して送る。溶接ワイヤ51が溶融スラグ61へ送られるとき、溶接ワイヤ51への通電電圧を下げると、溶融スラグ61によって溶融した溶接ワイヤ51が溶融スラグ61に落下して、溶融スラグ61によって溶融した第1の構造体11と第2の構造体12と共に溶融金属62を作る。
なお、溶接ワイヤ51を溶融空間4に送るとき、制御ユニット7によって溶接ノズル52を左右水平に振り動かすと、溶融した溶接ワイヤ51を一箇所に集中せずに落すことができ、溶融金属62に均一に散らすことができる。溶融金属62を冷却すると、第1の構造体11と第2の構造体12とを接合した溶接金属63が形成される。最後に、第1の型2と第2の型3、3を除去すると、第2の構造体12から第1の構造体11に向って径大になる傾斜側部630、630を有する溶接金属63によって第1の構造体11と第2の構造体12とが強固に接合されているTの字形構造が得られる。
なお、図示しないが、第2の型3としては、例えば水を流す中空部を有し、内部に連通するインレットホールとアウトレットホールとを設けたものを用いることができる。溶接を行う場合、制御ユニット7で操作することにより第2の型3を下側から上昇させながら、第2の型3内部に流れている水で溶融金属62を冷却することができる。
以上のように、溶接金属63によって接合された第1の構造体11と第2の構造体12は、溶接金属63によって第1の構造体11側に広く接触接合することができるので、溶接箇所の接合強度を高めることができる。
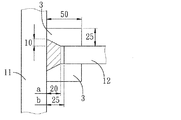
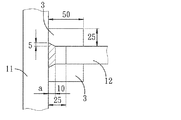
ここで、溶接金属63による接合強度を良好にするために、第2の型3としては第1の溶接面111(当接面32)に対してθ=5〜85°で傾く傾斜面311を有することが好ましい。また、溶接金属63による接合強度を良好にするために、溶融空間4において、傾斜面311における第2の内面31の切り落とし端の第1の溶接面111に対する距離をaとし、第1の溶接面111から第2の溶接面121に至る距離をbとしたとき、a/b=0.1〜1.0を満たすことが好ましい。
図4、5は、本発明に係るエレクトロスラグ溶接法に用いられる第2の型の第1の構造体と第2の構造体に対する寸法を例示する図である。図4の例では、傾斜面311における第2の内面31の切り落とし端の第1の溶接面111に対する距離aが20mm、第1の溶接面111から第2の溶接面121に至る距離bが25mmのとき、a/b=0.8であり、傾斜面311が第1の溶接面111に対してほぼ63°傾いていることから、溶接金属63の第1の溶接面111との接触が、第2の溶接面121が第1の溶接面111と直接接する場合と比べて20mm広くなっている。
図5の例では、傾斜面311における第2の内面31の切り落とし端の第1の溶接面111に対する距離aが10mm、第1の溶接面111から第2の溶接面121に至る距離bが25mmのとき、a/b=0.4であり、傾斜面311が第1の溶接面111に対してほぼ63°傾いていることから、溶接金属63の第1の溶接面111との接触が、第2の溶接面121が第1の溶接面111と直接接する場合と比べて10mm広くなっている。
なお、図4、5の例において用いられた第2の型3としては、第2の内面31からの高さが25mm、当接面32からの肉厚が50mmのものを用いている。
第2の型3は、図6に示されているように、間隔10側の角部313を第2の内面31から第1の溶接面111側の当接面32にかけて切り欠いて第2の方向に延伸される傾斜面311が形成されているが、図7、8に示されているように角部313の一部を切り欠いて傾斜面314或いは315を有するように切欠きが形成されてもよい。
以上のように、本発明に係るエレクトロスラグ溶接法は、傾斜面311(314、315)を形成している第2の型3によって、第1の構造体11へ向かって径大になる傾斜側部630を有する溶接金属63が形成されるので、構造体同士の接合強度を大きく上げることができる。
本発明に係るエレクトロスラグ溶接法は、2つ以上の鋼板同士の接合に有用である。
10 間隔
11 第1の構造体
111 第1の溶接面
12 第2の構造体
121 第2の溶接面
122 外側面
2 第1の型
21 第1の内面
23 陶磁器用粘土
3 第2の型
31 第2の内面
311 傾斜面
313 角部
32 当接面
4 溶融空間
51 溶接ワイヤ
52 溶接ノズル
61 溶融スラグ
62 溶融金属
63 溶接金属
7 制御ユニット
S ステップ
11 第1の構造体
111 第1の溶接面
12 第2の構造体
121 第2の溶接面
122 外側面
2 第1の型
21 第1の内面
23 陶磁器用粘土
3 第2の型
31 第2の内面
311 傾斜面
313 角部
32 当接面
4 溶融空間
51 溶接ワイヤ
52 溶接ノズル
61 溶融スラグ
62 溶融金属
63 溶接金属
7 制御ユニット
S ステップ
Claims (5)
- 所定の第1の方向において間隔を空けて対向して配置された第1の構造体と第2の構造体とを接合する溶接方法であって、
第1の型を、前記第1の構造体と前記第2の構造体との前記第1の方向と垂直の第2の方向の底部に跨って前記間隔に向って配置し、2つの第2の型を、前記第2の構造体の前記第1の方向と平行する2つの外側面を夾持して且つ前記第1の型の前記間隔側第1の溶接面に当接するように配置し、2つの前記第2の型の少なくとも1つには、前記間隔側一部が斜めに切取られて前記第2の型の前記第2の構造体側第2の内面から前記第1の溶接面側の当接面に至る傾斜面が形成されており、前記第1の溶接面と、前記第2の構造体の前記間隔側第2の溶接面と、前記第1の型の前記間隔に面する第1の内面と、前記第2の内面とにより所定の空間を形成するステップと、
前記空間にフラックスを投入すると共に通電した溶接ワイヤを送り、前記溶接ワイヤと前記第1の構造体或いは前記第2の構造体との間に電気アークを発生させ、該電気アークで前記フラックスを溶融して溶融スラグを作り、該溶融スラグにより前記溶接ワイヤ、前記第1の構造体及び前記第2の構造体を溶融して溶融金属を作るステップと、
前記溶融金属が前記空間を充満するとき、前記溶融金属を冷却すると、前記第2の構造体から前記第1の構造体に向って径大になる傾斜側部を有し、前記第1の構造体と前記第2の構造体とを接合した溶接金属が形成されるステップと
を備えていることを特徴とするエレクトロスラグ溶接法。 - 2つの前記第2の型のそれぞれには、前記第2の溶接面から前記第1の溶接面に向って外側に傾いた前記傾斜面が設けられており、
前記空間としては、前記傾斜面によって前記第2の溶接面から前記第1の溶接面に向って径大になるラッパ形状に形成されていることを特徴とする
請求項1に記載のエレクトロスラグ溶接法。 - 前記傾斜面は、前記第2の型の前記間隔に向かう前記第2の内面側の角部を切り落として形成されていることを特徴とする
請求項1に記載のエレクトロスラグ溶接法。 - 前記傾斜面は、前記第1の溶接面に対して5°〜85°の角度を有することを特徴とする
請求項1に記載のエレクトロスラグ溶接法。 - 前記空間において、前記傾斜面における前記第2の内面の切り落とし端の前記第1の溶接面に対する距離をaとし、前記第1の溶接面から前記第2の溶接面に至る距離をbとするとき、a/b=0.1〜1.0を満たすことを特徴とする
請求項1に記載のエレクトロスラグ溶接法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TW100107728A TW201236787A (en) | 2011-03-08 | 2011-03-08 | Electro-slag welding method |
| TW100107728 | 2011-03-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012187635A true JP2012187635A (ja) | 2012-10-04 |
Family
ID=47081378
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012024685A Pending JP2012187635A (ja) | 2011-03-08 | 2012-02-08 | エレクトロスラグ溶接法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2012187635A (ja) |
| TW (1) | TW201236787A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9688784B2 (en) | 2013-10-07 | 2017-06-27 | Ppg Industries Ohio, Inc. | Treated fillers, compositions containing same, and articles prepared therefrom |
| JP7616273B2 (ja) | 2022-09-09 | 2025-01-17 | Jfeスチール株式会社 | エレクトロスラグ溶接方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103233247B (zh) * | 2013-04-09 | 2015-09-30 | 昆明理工大学 | 一种制备生产镍扣阴极板的方法 |
| TWI549771B (zh) * | 2014-04-09 | 2016-09-21 | 中國鋼鐵股份有限公司 | 兩段式高入熱量銲接方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS512642A (ja) * | 1974-06-25 | 1976-01-10 | Mitsubishi Heavy Ind Ltd | Erekutorosuraguyosetsuho |
| JPS5112356A (ja) * | 1974-07-22 | 1976-01-30 | Mitsubishi Heavy Ind Ltd | Erekutorosuraguyosetsuho |
| JPS5582177U (ja) * | 1978-11-27 | 1980-06-06 | ||
| JPH09295170A (ja) * | 1996-05-10 | 1997-11-18 | Nippon Steel Corp | 非消耗ノズル式エレクトロスラグ溶接の溶込み制御方法 |
| JP2007061844A (ja) * | 2005-08-31 | 2007-03-15 | Jfe Steel Kk | エレクトロスラグ溶接方法 |
-
2011
- 2011-03-08 TW TW100107728A patent/TW201236787A/zh unknown
-
2012
- 2012-02-08 JP JP2012024685A patent/JP2012187635A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS512642A (ja) * | 1974-06-25 | 1976-01-10 | Mitsubishi Heavy Ind Ltd | Erekutorosuraguyosetsuho |
| JPS5112356A (ja) * | 1974-07-22 | 1976-01-30 | Mitsubishi Heavy Ind Ltd | Erekutorosuraguyosetsuho |
| JPS5582177U (ja) * | 1978-11-27 | 1980-06-06 | ||
| JPH09295170A (ja) * | 1996-05-10 | 1997-11-18 | Nippon Steel Corp | 非消耗ノズル式エレクトロスラグ溶接の溶込み制御方法 |
| JP2007061844A (ja) * | 2005-08-31 | 2007-03-15 | Jfe Steel Kk | エレクトロスラグ溶接方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9688784B2 (en) | 2013-10-07 | 2017-06-27 | Ppg Industries Ohio, Inc. | Treated fillers, compositions containing same, and articles prepared therefrom |
| US10066032B2 (en) | 2013-10-07 | 2018-09-04 | Ppg Industries Ohio, Inc. | Treated fillers, compositions containing same, and articles prepared therefrom |
| US10882927B2 (en) | 2013-10-07 | 2021-01-05 | Ppg Industries Ohio, Inc. | Treated fillers, compositions containing same, and articles prepared therefrom |
| US10882928B2 (en) | 2013-10-07 | 2021-01-05 | Ppg Industries Ohio, Inc. | Treated fillers, compositions containing same, and articles prepared therefrom |
| JP7616273B2 (ja) | 2022-09-09 | 2025-01-17 | Jfeスチール株式会社 | エレクトロスラグ溶接方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201236787A (en) | 2012-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103331511B (zh) | 电阻焊方法及其应用和所用的电极焊头 | |
| CN109996642B (zh) | 金属构件的焊接结构以及焊接方法 | |
| CN104227239B (zh) | 一种带钢激光拼焊接方法 | |
| JP2012187635A (ja) | エレクトロスラグ溶接法 | |
| CN102029476A (zh) | 激光-电弧双面焊接调控异种材料搭接接头金属间化合物方法 | |
| KR101384408B1 (ko) | 마찰교반용접 기술을 이용한 알루미늄 부재의 접합방법 | |
| JP3175073U (ja) | エレクトロスラグ溶接装置 | |
| JP2010253493A (ja) | パラレルシーム溶接方法及びパラレルシーム溶接装置 | |
| JP2010046671A (ja) | 重ね継手の溶接方法 | |
| US20200086433A1 (en) | Method to Make Arc Welds with Mechanical Stirring by Solid Object in Molten Filler Metal | |
| JP2018144068A5 (ja) | ||
| CN105522274A (zh) | 一种应用于软螺柱-硬基板的摩擦焊方法 | |
| KR200466571Y1 (ko) | 용접 탭 피스 | |
| US11794285B2 (en) | Method and apparatus for welding an aluminum alloy | |
| JP5015443B2 (ja) | 金属工作物の穴を修理する方法 | |
| CN103464907B (zh) | 薄板热自压连接方法 | |
| KR101145654B1 (ko) | 겹치기 침투 접합의 가스금속 매립 아크 용접 방법 | |
| CN116213866B (zh) | 一种异材金属接头焊接方法及异材焊接接头 | |
| KR100766700B1 (ko) | 홈 가공된 판재와 튜브의 하이브리드 브레이징 방법 | |
| CN202123318U (zh) | 电熔渣焊装置 | |
| JP6581438B2 (ja) | 溶接方法 | |
| KR101204884B1 (ko) | 고주파 유도 코일을 이용한 알루미늄 제품 용접방법 | |
| CN209867639U (zh) | 一种t型焊接结构 | |
| JP6571450B2 (ja) | 溶接方法 | |
| RU2156679C1 (ru) | Способ сварки коротких стыковых соединений |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130409 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130910 |