JP2012188733A - 方向性電磁鋼板の製造方法 - Google Patents
方向性電磁鋼板の製造方法 Download PDFInfo
- Publication number
- JP2012188733A JP2012188733A JP2011196750A JP2011196750A JP2012188733A JP 2012188733 A JP2012188733 A JP 2012188733A JP 2011196750 A JP2011196750 A JP 2011196750A JP 2011196750 A JP2011196750 A JP 2011196750A JP 2012188733 A JP2012188733 A JP 2012188733A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- grain
- annealing
- steel sheet
- oriented electrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Metal Rolling (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Abstract
【解決手段】mass%で、C:0.020〜0.15%、Si:2.5〜7.0%、Mn:0.005〜0.3%、sol.Al:0.01〜0.05%、N:0.002〜0.012%、SおよびSeのうちの1種または2種:合計で0.05%以下、Sn:0.01〜0.20%、Sb:(0.2×Sn)%以上0.10%以下、Ni:{0.7×(Sn+Sb)}%以上1.0%以下を含有する鋼スラブを、熱間圧延し、中間焼鈍を挟む2回以上の冷間圧延し、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造方法において、上記鋼スラブのSn,SbおよびNiの含有量に応じて、熱間圧延における1150℃以下での圧下率Rおよび中間焼鈍における最高到達温度T(℃)を適正範囲に制御することを特徴とする方向性電磁鋼板の製造方法。
【選択図】なし
Description
R≦90−(4×Ni+2×Sn) ・・・(1)
を満たすよう制御し、さらに、中間焼鈍における最高到達温度T(℃)が下記(2)式;
500×(Sn+Sb)+1000≦T≦1500×(Sn+Sb)+1000
・・・(2)
を満たすよう制御することを特徴とする方向性電磁鋼板の製造方法である。ここで、上記式中の各元素記号は、それぞれの成分の含有量(mass%)である。
本発明で用いる鋼素材は、C:0.020〜0.15mass%、Si:2.5〜7.0mass%、Mn:0.005〜0.3mass%、sol.Al:0.01〜0.05mass%、N:0.002〜0.012mass%、SおよびSeのうちの1種または2種:合計で0.05mass%以下、Sn:0.01〜0.20mass%、Sb:(0.2×Sn)mass%以上0.10mass%以下、Ni:{0.7×(Sn+Sb)}mass%以上1.0mass%以下を含有するものであることが必要である。以下、具体的に説明する。
Cは、熱延および熱延板焼鈍の均熱時におけるγ変態を利用し、熱延板組織の改善を図る上で必要な元素であるが、含有量が0.020mass%未満では、熱延板組織の改善効果が小さく、所望の一次再結晶集合組織を得ることが難しくなる。一方、含有量が0.15mass%を超えると、脱炭負荷が増すだけでなく、脱炭が不完全となり、製品板において磁気時効を起こす原因となる。よって、Cは0.020〜0.15mass%の範囲とする。好ましくは0.030〜0.090mass%の範囲である。
Siは、鋼の電気抵抗を増大し、鉄損の一部を構成する渦電流損の低減に極めて有効な元素である。この電気抵抗増大効果は、Si含有量が11mass%に達するまで単調に増加する。しかし、Siが7.0mass%を超えると、加工性が著しく低下し、製造性が悪化する。一方、Si含有量が2.5mass%未満では、γ−α変態の存在によって、最終仕上焼鈍における二次再結晶が阻害され、磁気特性の低下を招く。よって、Siは2.5〜7.0mass%の範囲とする。好ましくは2.8〜4.0mass%の範囲である。
Mnは、二次再結晶焼鈍の昇温過程において、インヒビターMnSおよびMnSeを形成し、正常粒成長を抑制する働きをする成分であるため、方向性電磁鋼板においては重要な元素である。Mnの含有量が0.005mass%未満では、インヒビターの絶対量が不足するため、抑制力が不足する。一方、0.3mass%を超えると、熱延前のスラブ加熱で、MnSやMnSeを完全固溶させるための加熱温度が高温となりすぎることに加えて、インヒビターも粗大析出するようになるため、抑制力が不足する。よって、Mnは0.005〜0.3mass%の範囲とする。好ましくは0.008〜0.25mass%の範囲である。
Alは、AlNとして析出することにより、二次再結晶焼鈍の昇温過程において、正常粒成長を抑制するインヒビターとしての働きをするため、方向性電磁鋼板においては重要な元素である。しかし、Alは、sol.Al(酸可溶Al)としての含有量が0.01mass%未満では、インヒビターの絶対量が不足し、抑制力不足となる。一方、0.05mass%を超えると、AlNが粗大析出し、却って抑制力が不足する。よって、Alは、sol.Alとして0.01〜0.05mass%の範囲とする。好ましくは0.015〜0.035mass%の範囲である。
Nは、Alと結合してインヒビターAlNを形成する成分であり、含有量が0.002mass%未満では、インヒビターの絶対量が不足し、抑制力が不足となる。一方、0.012mass%を超えると、冷間圧延時にブリスターと呼ばれる空孔に起因する表面欠陥を生じるようになるため好ましくない。よって、Nは0.002〜0.012mass%の範囲とする。好ましくは0.004〜0.010mass%の範囲である。
SおよびSeは、Mnと結合してインヒビターMnSおよびMnSeを形成する元素であり、1種または2種の合計で0.001mass%以上含有することが好ましい。しかし、SおよびSeの1種または2種の合計含有量が0.05mass%を超えると、仕上焼鈍における純化で、脱S、脱Seが不完全となり、鉄損特性の劣化を引き起こすため、上限は0.05mass%とする。
Sn:0.01〜0.20mass%
Snは、粒界に偏析すること等の効果で、二次再結晶後の結晶粒を微細化し、磁気特性を向上させる効果がある。この効果は、0.01mass%以上の添加で発現する。しかし、0.20mass%を超えると、二次再結晶後の方位の集積度が低下し、磁気特性の低下を招く。よって、Snの含有量は0.01〜0.20mass%の範囲とする。
さらに、Snの添加は、脆化を促進し、熱間圧延時のエッジ割れ等を引き起こし、生産性を低下させることがあるため、磁気特性と高い生産性を両立させるためには、後述するように、Sn,SbおよびNiの3種元素の含有量を適正範囲とする必要がある。
Sbは、結晶粒界に偏析し、正常粒成長に対する抑制効果、ならびに粒界の強化、すなわち脆性抑制効果を有する。上記粒界強化の効果は、(0.2×Sn)mass%以上の添加により発現し、熱間圧延時のエッジ割れを防止する。加えて、最終製品の二次再結晶粒の粗大化、ならびに結晶方位集積度の向上、すなわち磁気特性の向上にも効果がある。一方、0.10mass%を超えると、脱炭することが困難となる。よって、Sbは(0.2×Sn)mass%以上0.10mass%以下の範囲で添加する。
Niは、オーステナイト生成元素であるため、変態を利用して熱延板組織を改善することで、磁気特性を向上させる効果のある有用元素である。しかし、{0.7×(Sn+Sb)}mass%未満では、Niの熱延板組織の改善効果が、SnやSbの粒界偏析に起因すると推定される効果のために抑制され、磁気特性の向上効果が得られない。一方、1.0mass%を超えると、二次再結晶が不安定となり、磁気特性が劣化するばかりでなく、加工性が低下し、熱間圧延時のエッジ割れによる歩留まり低下を招くようになる。よって、Niは{0.7×(Sn+Sb)}mass%以上1.0mass%以下の範囲とする。
CuおよびPは、磁気特性の向上に有効な元素であるが、いずれの元素も、含有量が上記範囲の下限値未満であると、磁気特性改善効果が小さく、一方、含有量が上記範囲の上限値を超えると、二次再結晶が不安定となり磁気特性が劣化するようになるので、上記範囲で添加するのが好ましい。
本発明の方向性電磁鋼板の製造方法は、上記に説明した成分組成に適合する鋼を溶製し、鋼スラブとし、その後、熱間圧延し、必要に応じて熱延板焼鈍を施し、中間焼鈍を挟む2回以上の冷間圧延で最終板厚とし、脱炭を兼ねた一次再結晶焼鈍を施した後、仕上焼鈍を施す一連の工程からなるものである。
鋼の溶製は、転炉や真空脱ガス処理等を経る通常公知の製錬プロセスで行えばよく、また、鋼スラブの製造も、連続鋳造法あるいは造塊−分塊圧延法等、通常公知の方法で製造すればよく、特に制限はない。
続く熱間圧延は、1150℃以下の温度における圧下率Rを下記(1)式;
R≦90−(4×Ni+2×Sn) ・・・(1)
(ただし、各元素記号は、その成分の含有量(mass%)を示す。)
を満たすよう制御して行うことが必要である。圧下率Rが、{90−(4×Ni+2×Sn}を超えると、熱間圧延時のエッジ割れが顕著となり、大幅な歩留まり低下を招くからである。この原因はまだ十分に明らかとなっていないが、Ni添加に伴ってγ相が増加し、亀裂の生じやすいα相とγ相との界面が増加することや、粒界に偏析し易いSnの添加に伴う粒界強度の低下等が影響しているものと考えられる。
また、熱間圧延における圧延終了温度は850℃以上とすることが好ましい。熱間圧延終了温度が850℃未満では、鋼板の脆化に起因して、熱間圧延における表面欠陥の増加を招くからである。
さらに、熱間圧延したコイルは、析出したAlNの粗大化を抑制するため、圧延後、素早く冷却し、650℃以下の温度で巻き取ることが好ましい。
上記最終冷間圧延前の中間焼鈍は、最高到達温度T(℃)が、下記(2)式;
500×(Sn+Sb)+l000≦T≦1500×(Sn+Sb)+1000
・・・(2)
(ただし、各元素記号は、その成分の含有量(mass%)を示す。)
を満たす必要がある。最高到達温度が{500×(Sn+Sb)+l000}℃未満では、SnやSbの粒界偏析による粒成長抑制効果のため、熱延時の未再結晶組織に由来する不均一組織が残存するため、一次再結晶組織が整粒化せず、所望の二次再結晶粒成長を起こさせることができず、磁気特性の低下を招く。一方、最高到達温度が{1500×(Sn+Sb)+l000}℃より高温では、結晶粒が粗大化し、二次再結晶後の方位集積度が低下するため、磁気特性の低下を招くからである。
上記一次再結晶焼鈍は、均熱温度を700〜1000℃の範囲として行うのが好ましい。均熱温度が700℃未満では、未再結晶組織が残存し、所望の組織を得ることが難しくなる。一方、1000℃を超えると、Goss方位粒の二次再結晶が起こるおそれがある。なお、脱炭を兼ねて行う場合には、湿水素雰囲気中で焼鈍を行うのが好ましい。
仕上焼鈍後の鋼板は、その後、絶縁被膜塗布工程および平坦化焼鈍工程を経て、製品板である方向性電磁鋼板とする。
なお、上記の熱延板については、各コイルの長さ方向中央部から長さ1mのサンプルを採取し、鋼板エッジ部に発生した割れの最大深さ(コイルエッジからの最大深さ)を測定し、熱間加工性(脆性)を評価した。因みに、本発明では、割れの最大深さは10mm以内であれば、生産性に悪影響を及ぼすレベルではないと評価した。
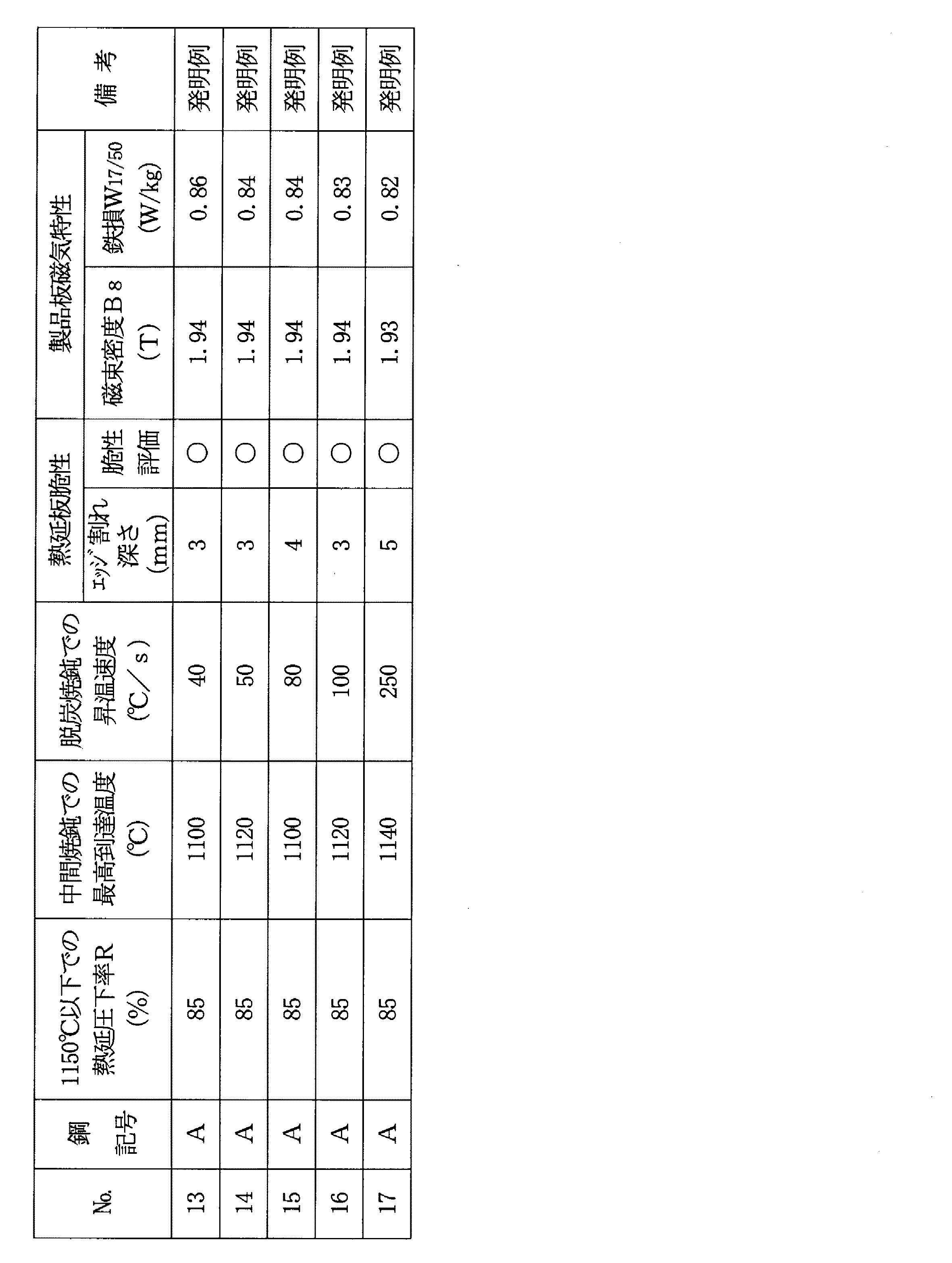
表2に示したように、本発明の成分組成を満たし、かつ、熱間圧延における圧下率および中間焼鈍における最高到達温度を適正に制御した鋼板は、磁気特性に優れるだけでなく、製造性にも優れていることがわかる。
なお、上記の熱延板については、各コイルの長さ方向中央部から長さ1mのサンプルを採取し、鋼板エッジ部に発生した割れの最大深さ(コイルエッジからの最大深さ)を測定し、熱間加工性(脆性)を評価した。因みに、本発明では、割れの最大深さは10mm以内であれば、生産性に悪影響を及ぼすレベルではないと評価した。
表3からわかるように、本発明の成分組成を満たし、かつ、熱間圧延における圧下率および中間焼鈍における最高到達温度を適正に制御した上で、さらに、一次再結晶焼鈍(脱炭焼鈍)における昇温速度を高速化することで、製造することが難しいとされる板厚0.23mm以下の材料でも、磁気特性に優れる方向性電磁鋼板を安定かつ生産性よく製造することが可能となる。
Claims (3)
- C:0.020〜0.15mass%、Si:2.5〜7.0mass%、Mn:0.005〜0.3mass%、sol.Al:0.01〜0.05mass%、N:0.002〜0.012mass%、SおよびSeのうちの1種または2種:合計で0.05mass%以下、Sn:0.01〜0.20mass%、Sb:(0.2×Sn)mass%以上0.10mass%以下、Ni:{0.7×(Sn+Sb)}mass%以上1.0mass%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成の鋼スラブを、1300℃以上に加熱後、850℃以上で熱間圧延し、中間焼鈍を挟む2回以上の冷間圧延により最終板厚とし、脱炭を兼ねた一次再結晶焼鈍を施した後、仕上焼鈍を施す一連の工程からなる方向性電磁鋼板の製造方法において、
上記鋼スラブのSn,SbおよびNiの含有量に応じて、熱間圧延における1150℃以下での圧下率R(%)が下記(1)式を満たすよう制御し、さらに、
中間焼鈍における最高到達温度T(℃)が下記(2)式を満たすよう制御することを特徴とする方向性電磁鋼板の製造方法。
記
R≦90−(4×Ni+2×Sn) ・・・(1)
500×(Sn+Sb)+1000≦T≦1500×(Sn+Sb)+1000
・・・(2)
ここで、上記式中の各元素記号は、それぞれの成分の含有量(mass%)である。 - 上記一次再結晶焼鈍における500〜700℃間の昇温速度を50℃/s以上とすることを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
- 上記鋼スラブは、上記の成分組成に加えてさらに、Cu:0.005〜1.5mass%およびP:0.0001〜0.50mass%のうちから選ばれる1種または2種を含有することを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011196750A JP5839172B2 (ja) | 2011-02-24 | 2011-09-09 | 方向性電磁鋼板の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011038007 | 2011-02-24 | ||
| JP2011038007 | 2011-02-24 | ||
| JP2011196750A JP5839172B2 (ja) | 2011-02-24 | 2011-09-09 | 方向性電磁鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012188733A true JP2012188733A (ja) | 2012-10-04 |
| JP5839172B2 JP5839172B2 (ja) | 2016-01-06 |
Family
ID=47082210
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011196750A Active JP5839172B2 (ja) | 2011-02-24 | 2011-09-09 | 方向性電磁鋼板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5839172B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150109486A (ko) * | 2013-02-27 | 2015-10-01 | 제이에프이 스틸 가부시키가이샤 | 방향성 전자 강판의 제조 방법 |
| JP2018009244A (ja) * | 2016-07-01 | 2018-01-18 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| CN112195399A (zh) * | 2012-12-12 | 2021-01-08 | 杰富意钢铁株式会社 | 方向性电磁钢板 |
| JP2021139040A (ja) * | 2020-02-28 | 2021-09-16 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP2022514794A (ja) * | 2018-12-19 | 2022-02-15 | ポスコ | 方向性電磁鋼板およびその製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04235225A (ja) * | 1991-01-11 | 1992-08-24 | Kawasaki Steel Corp | 一方向性けい素鋼板の製造方法 |
| JPH0941043A (ja) * | 1995-07-31 | 1997-02-10 | Kawasaki Steel Corp | 磁束密度の高い方向性けい素鋼板の製造方法並びに脱炭焼鈍方法及び脱炭焼鈍設備 |
| JPH11323437A (ja) * | 1998-05-11 | 1999-11-26 | Nippon Steel Corp | 製品板厚の厚い一方向性電磁鋼板の製造方法 |
| JP2003253336A (ja) * | 2002-03-06 | 2003-09-10 | Jfe Steel Kk | 表面性状に優れた高磁束密度方向性電磁鋼板の製造方法 |
| JP2009235574A (ja) * | 2008-03-05 | 2009-10-15 | Nippon Steel Corp | 著しく磁束密度が高い方向性電磁鋼板の製造方法 |
-
2011
- 2011-09-09 JP JP2011196750A patent/JP5839172B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04235225A (ja) * | 1991-01-11 | 1992-08-24 | Kawasaki Steel Corp | 一方向性けい素鋼板の製造方法 |
| JPH0941043A (ja) * | 1995-07-31 | 1997-02-10 | Kawasaki Steel Corp | 磁束密度の高い方向性けい素鋼板の製造方法並びに脱炭焼鈍方法及び脱炭焼鈍設備 |
| JPH11323437A (ja) * | 1998-05-11 | 1999-11-26 | Nippon Steel Corp | 製品板厚の厚い一方向性電磁鋼板の製造方法 |
| JP2003253336A (ja) * | 2002-03-06 | 2003-09-10 | Jfe Steel Kk | 表面性状に優れた高磁束密度方向性電磁鋼板の製造方法 |
| JP2009235574A (ja) * | 2008-03-05 | 2009-10-15 | Nippon Steel Corp | 著しく磁束密度が高い方向性電磁鋼板の製造方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112195399A (zh) * | 2012-12-12 | 2021-01-08 | 杰富意钢铁株式会社 | 方向性电磁钢板 |
| KR20150109486A (ko) * | 2013-02-27 | 2015-10-01 | 제이에프이 스틸 가부시키가이샤 | 방향성 전자 강판의 제조 방법 |
| KR101683693B1 (ko) * | 2013-02-27 | 2016-12-07 | 제이에프이 스틸 가부시키가이샤 | 방향성 전자 강판의 제조 방법 |
| US10431359B2 (en) | 2013-02-27 | 2019-10-01 | Jfe Steel Corporation | Method for producing grain-oriented electrical steel sheet |
| JP2018009244A (ja) * | 2016-07-01 | 2018-01-18 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP2022514794A (ja) * | 2018-12-19 | 2022-02-15 | ポスコ | 方向性電磁鋼板およびその製造方法 |
| JP7507157B2 (ja) | 2018-12-19 | 2024-06-27 | ポスコ カンパニー リミテッド | 方向性電磁鋼板およびその製造方法 |
| JP2021139040A (ja) * | 2020-02-28 | 2021-09-16 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP7463976B2 (ja) | 2020-02-28 | 2024-04-09 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5839172B2 (ja) | 2016-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102095142B1 (ko) | 무방향성 전기강판과 그 제조 방법 | |
| JP6020863B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| KR101421388B1 (ko) | 방향성 전기 강판 및 그 제조 방법 | |
| KR101499371B1 (ko) | 무방향성 전기 강판의 제조 방법 | |
| KR101498404B1 (ko) | 방향성 전기 강판의 제조 방법 | |
| JP6844125B2 (ja) | 方向性電磁鋼板の製造方法 | |
| KR101683693B1 (ko) | 방향성 전자 강판의 제조 방법 | |
| KR20180016522A (ko) | 방향성 전자 강판과 그의 제조 방법 | |
| WO2014013615A1 (ja) | 方向性電磁鋼板の製造方法 | |
| TWI525198B (zh) | Non - directional electrical steel sheet and its hot - rolled steel sheet | |
| WO2011102456A1 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5839172B2 (ja) | 方向性電磁鋼板の製造方法 | |
| KR101707451B1 (ko) | 방향성 전기강판 및 그 제조방법 | |
| JP5648331B2 (ja) | 方向性電磁鋼板の製造方法 | |
| WO2016111088A1 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| JP2012177162A (ja) | 方向性電磁鋼板の製造方法 | |
| JP2023554123A (ja) | 無方向性電磁鋼板およびその製造方法 | |
| JP2009203520A (ja) | 無方向性電磁鋼板の製造方法 | |
| JP5712652B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP2014208895A (ja) | 方向性電磁鋼板の製造方法 | |
| JP2012140698A (ja) | 方向性電磁鋼板の製造方法およびその素材鋼板 | |
| JP2014173103A (ja) | 方向性電磁鋼板の製造方法 | |
| JP2024546161A (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP6702259B2 (ja) | 方向性電磁鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140825 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150309 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150317 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150512 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151014 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151027 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5839172 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |