JP2012190615A - 耐熱電線用アルミめっき細鋼線 - Google Patents
耐熱電線用アルミめっき細鋼線 Download PDFInfo
- Publication number
- JP2012190615A JP2012190615A JP2011051946A JP2011051946A JP2012190615A JP 2012190615 A JP2012190615 A JP 2012190615A JP 2011051946 A JP2011051946 A JP 2011051946A JP 2011051946 A JP2011051946 A JP 2011051946A JP 2012190615 A JP2012190615 A JP 2012190615A
- Authority
- JP
- Japan
- Prior art keywords
- wire
- aluminum
- heat
- steel wire
- resistant electric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 54
- 239000010959 steel Substances 0.000 title claims abstract description 54
- 229910052782 aluminium Inorganic materials 0.000 title claims abstract description 48
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 title claims abstract description 48
- 238000007747 plating Methods 0.000 claims description 29
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 10
- 229910052799 carbon Inorganic materials 0.000 claims description 10
- 229910000838 Al alloy Inorganic materials 0.000 claims description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 abstract description 15
- 238000005491 wire drawing Methods 0.000 abstract description 13
- 230000007423 decrease Effects 0.000 abstract description 5
- 238000005482 strain hardening Methods 0.000 abstract description 5
- 239000011248 coating agent Substances 0.000 abstract description 3
- 238000000576 coating method Methods 0.000 abstract description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 14
- 229910052802 copper Inorganic materials 0.000 description 9
- 239000010949 copper Substances 0.000 description 9
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 229910052759 nickel Inorganic materials 0.000 description 6
- 239000004065 semiconductor Substances 0.000 description 4
- 229910000680 Aluminized steel Inorganic materials 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 238000010301 surface-oxidation reaction Methods 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
Images

Landscapes
- Coating With Molten Metal (AREA)
- Non-Insulated Conductors (AREA)
Abstract
【課題】銅線の適用が困難な180℃以上の高温環境下で使用可能な、直径0.5mm程度以下の細径の耐熱電線を提供する。
【解決手段】本発明は、直径0.3mm程度の細鋼線を芯線としてこれに溶融アルミめっきを行い、加工硬化が問題にならない範囲で伸線加工を施して所定の線径に仕上げることにより、従来にない細径のアルミ被覆鋼線を得て、これを耐熱電線として用いる。鋼芯線の周囲にアルミめっき層を有することにより、導電性、耐熱性、高温強度を有する。
【選択図】図1
【解決手段】本発明は、直径0.3mm程度の細鋼線を芯線としてこれに溶融アルミめっきを行い、加工硬化が問題にならない範囲で伸線加工を施して所定の線径に仕上げることにより、従来にない細径のアルミ被覆鋼線を得て、これを耐熱電線として用いる。鋼芯線の周囲にアルミめっき層を有することにより、導電性、耐熱性、高温強度を有する。
【選択図】図1
Description
本発明は、半導体装置等の電子機器に電流を流すためのリード線であって、従来の銅線を適用することが困難な、およそ180℃以上の高温環境下で用いることができるアルミ被覆細鋼線に関する。
アルミニウムは実用的に用いられる金属としては銅に次ぐ導電性を有し、また銅よりも軽量であることから、架空送電線として用いられるほか、大気中で安定な酸化皮膜を維持できることから、直径0.1〜0.5mm程度のアルミニウム細線がパワー半導体のボンディングワイヤなどに用いられている。
しかし、アルミニウム線の課題として、高温環境では軟化が進みやすいことが挙げられる。常温と比較して100℃ではすでに軟化が認められ、その温度で長期間に渡って使用すると、変形、断線等の可能性があるため、通常は耐熱性が必要な環境にアルミニウムが単体で線材として用いられることはない。
しかし、アルミニウム線の課題として、高温環境では軟化が進みやすいことが挙げられる。常温と比較して100℃ではすでに軟化が認められ、その温度で長期間に渡って使用すると、変形、断線等の可能性があるため、通常は耐熱性が必要な環境にアルミニウムが単体で線材として用いられることはない。
そこで、耐熱電線としては、使用温度180℃まではすずめっき銅線が、それ以上の温度ではニッケル被覆銅線やニッケル線が用いられている。高温環境下の銅線は、表面が酸化して酸化膜が剥離することにより線径が減少してしまうが、すずめっき若しくはニッケル被覆を施すことにより酸化が抑えられ、耐熱性を有するためである。しかし、これらは一般的にアルミニウム電線と比較すると高価である。
そのほか、高温環境におけるアルミニウム線の強度低下を補強する構造として、鋼線を芯線とし、芯線の周囲にアルミニウムを被覆したアルミ被覆鋼線がある。主に架空送電線の用途で実用化されており、その直径は数mmである。
ところで、半導体装置等の電子機器内あるいは電子機器間の電源線、信号線などには、一般的に、直径0.5mm程度以下の耐熱電線の素線を数本〜十数本束ね、撚り合わせて用いられることが多い。しかし、前記のアルミ被覆鋼線の製造方法により、直径が0.5mm以下程度のアルミ被覆鋼線による素線を製造することは困難である。
その理由は、次のとおりである。まず、これらのアルミ被覆鋼線は回転ホイールを用いて鋼線とともにアルミニウムを連続的に押し出すコンフォーム法やコンクラッド法で製造されるため、線材にある程度の強度が必要であり、そのため、鋼線の直径として数mmが必要となる。
アルミニウム被覆後に伸線加工を行って細線化する方法もあるが、この場合、加工硬化による断線の問題がある。伸線加工された金属線は加工硬化により線の延びが小さくなるため、伸線加工を繰り返していくとやがて破断してしまう。これを防止するため、一般的には伸線加工後に焼鈍を行って加工硬化を解消し、また伸線加工を繰り返して所望の線径まで細線化している。
アルミニウム被覆後に伸線加工を行って細線化する方法もあるが、この場合、加工硬化による断線の問題がある。伸線加工された金属線は加工硬化により線の延びが小さくなるため、伸線加工を繰り返していくとやがて破断してしまう。これを防止するため、一般的には伸線加工後に焼鈍を行って加工硬化を解消し、また伸線加工を繰り返して所望の線径まで細線化している。
ところが、アルミ被覆鋼線を鋼線が焼鈍される温度まで加熱すると、アルミめっき層が溶解しFe−Al系合金層が生成する。この合金層は脆いため、伸線加工を行うとめっき層の剥離などの原因となる。またFe−Al系合金層はアルミニウムと比較して抵抗が大きいため導電性も損なわれる。以上のような理由から、押出法により直径数mmのアルミ被覆鋼線を得て、これを伸線加工して直径0.3mm程度まで細線化することは困難である。
本発明は、銅線の適用が困難な180℃以上の環境で使用可能で、直径が0.5mm程度以下の細径の耐熱電線を提供するものである。
本発明は、直径0.3mm程度の細鋼線に溶融アルミめっきを行い、加工硬化が問題にならない範囲で伸線加工により所定の線径に仕上げることにより、従来にない細径のアルミ被覆鋼線を得て、これを耐熱電線として用いるものである。
細径の溶融アルミめっき鋼線を耐熱電線の素線として用いることで、銅線やアルミニウム線の適用が難しい180℃以上の高温環境においても、酸化や強度低下の問題がなく、また従来の耐熱電線であるすずめっき銅線やニッケル被覆銅線、ニッケル線よりも安価な耐熱電線を提供できる。
また、この耐熱電線を素線とし、これを数本〜十数本束ねて撚り合わせて半導体装置等の電子機器内あるいは電子機器間の電源線、信号線などに用いてもよい。
また、この耐熱電線を素線とし、これを数本〜十数本束ねて撚り合わせて半導体装置等の電子機器内あるいは電子機器間の電源線、信号線などに用いてもよい。
<アルミめっき鋼線>
本発明の耐熱電線は、鋼芯線の周囲を溶融アルミめっき層で被覆したものである。
鋼芯線は炭素を0.1〜0.6質量%含む軟鋼線または硬鋼線であり、好ましくは炭素含有量が0.2〜0.5質量%のものである。炭素含有量が少ないと鋼線の強度は低下し、特に伸線加工により直径0.5mm以下とする場合、炭素含有量が0.1質量%未満では伸線加工時に破断しやすくなることから生産性の低下を招き、高価格になるため実用的でない。また、鋼線の強度が小さいことは、伸線加工などの作業中や、溶融アルミニめっき処理においても破断しやすくなる。炭素含有量が0.6質量%より大きくなると、溶融アルミに対する鋼線の濡れ性が低下し、不めっき部が発生しやすくなる。
本発明の耐熱電線は、鋼芯線の周囲を溶融アルミめっき層で被覆したものである。
鋼芯線は炭素を0.1〜0.6質量%含む軟鋼線または硬鋼線であり、好ましくは炭素含有量が0.2〜0.5質量%のものである。炭素含有量が少ないと鋼線の強度は低下し、特に伸線加工により直径0.5mm以下とする場合、炭素含有量が0.1質量%未満では伸線加工時に破断しやすくなることから生産性の低下を招き、高価格になるため実用的でない。また、鋼線の強度が小さいことは、伸線加工などの作業中や、溶融アルミニめっき処理においても破断しやすくなる。炭素含有量が0.6質量%より大きくなると、溶融アルミに対する鋼線の濡れ性が低下し、不めっき部が発生しやすくなる。
溶融アルミめっき層は、鋼芯線を溶融アルミ合金浴に浸漬することにより形成されるめっき層であり、めっき浴の組成は純Alのほか、Siを12質量%以下、およびFeが飽和する濃度以下の範囲で含有させてもよい。SiおよびFeの添加により鋼芯線とアルミめっき層の界面に介在するFe−Al系合金層の成長が抑制され、伸線加工性が向上する。なお、めっき浴には不純物として、1質量%以下のZnが含まれていても構わない。なお、Feが飽和する濃度は、約700℃の純Alめっき浴において、およそ2.3質量%である。
<溶融アルミめっき処理>
JIS G3505の軟鋼線材、およびJIS G3506の硬鋼線材に伸線加工を行い、直径0.17mmの鋼線とし、これを純Al浴に浸せきして平均直径0.32mmのアルミめっき鋼線を得た。ここでの鋼線の炭素含有量は0.05〜0.6質量%とした。
JIS G3505の軟鋼線材、およびJIS G3506の硬鋼線材に伸線加工を行い、直径0.17mmの鋼線とし、これを純Al浴に浸せきして平均直径0.32mmのアルミめっき鋼線を得た。ここでの鋼線の炭素含有量は0.05〜0.6質量%とした。
鋼線の炭素含有量とめっき作業性およびめっき付着状況の関係を表1に示す。鋼線の強度はアルミめっき浴中での温度上昇により低下するため、炭素含有量が0.1%未満では破断しやすくなる。また、炭素含有量が0.6質量%以上では不めっき部の発生が認められた。

<Fe−Al系合金層の厚さ>
JIS G3505に示される硬鋼線材SWRH27(質量%でC:0.24〜0.31%、Si:0.15〜0.35%、Mn:0.3〜0.6%、P:0.030%以下、S:0.030%以下、残部Feおよび不可避的不純物)を用いた直径0.17mmの鋼線に溶融アルミめっきを行い、平均直径0.32mmのアルミめっき鋼線を得た。ここでのアルミめっき浴の組成は合金元素としてFe濃度を0.2〜2.3質量%、Si濃度を0.1〜12%の範囲とした。具体的な条件は、表2に示したとおりである。浴温度は、約700℃であった。
JIS G3505に示される硬鋼線材SWRH27(質量%でC:0.24〜0.31%、Si:0.15〜0.35%、Mn:0.3〜0.6%、P:0.030%以下、S:0.030%以下、残部Feおよび不可避的不純物)を用いた直径0.17mmの鋼線に溶融アルミめっきを行い、平均直径0.32mmのアルミめっき鋼線を得た。ここでのアルミめっき浴の組成は合金元素としてFe濃度を0.2〜2.3質量%、Si濃度を0.1〜12%の範囲とした。具体的な条件は、表2に示したとおりである。浴温度は、約700℃であった。
これらのアルミめっき鋼線の断面について、鋼芯線とアルミめっき層の界面に介在するFe−Al系合金層の厚さを、1断面につき円周方向に角度45度間隔で8点調べて平均厚さを求めた。調査した断面数は3とした。めっき浴組成とFe−Al系合金層の厚さの関係を表2に合わせて示した。Fe−Al系合金層の厚さはいずれも10μm以下であり、これはその後の伸線加工において支障ないレベルである。アルミめっき浴中のFe濃度またはSi濃度を高くすることで合金層の厚さをさらに小さくすることが可能である。
JIS G3505に示される硬鋼線材SWRH27を用いた直径0.17および0.29mmの鋼線に純Alによる溶融アルミめっきを行い、ともに平均直径0.32mmのアルミめっき鋼線を得た。次にこれらのアルミめっき鋼線に伸線加工を施し、ともに直径0.30mmとした。このとき、それぞれの平均めっき厚は70μm、および14μmである。これらのアルミめっき鋼線について断面を観察したところ、Fe−Al系合金層の厚さはいずれも10μm以下であった。
特性調査の比較材として、いずれも直径0.30mmの、スズめっき銅線、アルミニウム線、およびニッケル線を用意した。これらの線材を対象に、高温環境における次の特性を調査した。
<表面酸化特性>
高温環境における表面酸化を調査するため、大気雰囲気300℃で24時間加熱し、その後、炉から取り出して放冷した後の表面状態を目視観察した。その結果、スズめっき銅線では酸化皮膜が生成し、これが剥離した。2種類のアルミめっき鋼線、アルミニウム線、およびニッケル線では変化が認められなかった。
特性調査の比較材として、いずれも直径0.30mmの、スズめっき銅線、アルミニウム線、およびニッケル線を用意した。これらの線材を対象に、高温環境における次の特性を調査した。
<表面酸化特性>
高温環境における表面酸化を調査するため、大気雰囲気300℃で24時間加熱し、その後、炉から取り出して放冷した後の表面状態を目視観察した。その結果、スズめっき銅線では酸化皮膜が生成し、これが剥離した。2種類のアルミめっき鋼線、アルミニウム線、およびニッケル線では変化が認められなかった。
<引張強さ>
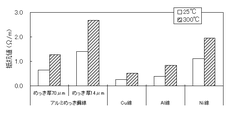
常温(25℃)および300℃における引張強度を調査した。試験片の長さは400mmとし、引張試験機のつかみの間隔は250mmとした。また、300℃での引張強度は、引張片をつかんだ状態で試験片の周囲に電気炉を配置し、大気雰囲気温度が300℃になるように温度制御を行い、300±3℃の温度範囲に5分間保持した後に引張試験を行った。その結果を図1に示す。2種類のアルミめっき鋼線の引張強度はアルミニウム線、銅線以上であった。また常温(25℃)と比較した引張強さの低下率は、アルミめっき鋼線が10%以下で最も小さかった。
常温(25℃)および300℃における引張強度を調査した。試験片の長さは400mmとし、引張試験機のつかみの間隔は250mmとした。また、300℃での引張強度は、引張片をつかんだ状態で試験片の周囲に電気炉を配置し、大気雰囲気温度が300℃になるように温度制御を行い、300±3℃の温度範囲に5分間保持した後に引張試験を行った。その結果を図1に示す。2種類のアルミめっき鋼線の引張強度はアルミニウム線、銅線以上であった。また常温(25℃)と比較した引張強さの低下率は、アルミめっき鋼線が10%以下で最も小さかった。
<電気抵抗>
常温(25℃)および300℃における電気抵抗を、四端子法により測定した。試験片に電流を50mA流し、試験片の長さ500mm間に発生する電位差から抵抗を求めた。300℃の抵抗値は、試験片の周囲に加熱炉を配し、炉内雰囲気温度が300℃となるように温度制御を行い、300±3℃の温度範囲に5分間保持した後に同様の測定をおこなった。その結果を図2に示す。
その結果、めっき厚70μmのアルミめっき鋼線の抵抗値は、常温、300℃とも、すずめっき銅線、アルミニウム線より大きいが、ニッケル線より小さい値となった。
常温(25℃)および300℃における電気抵抗を、四端子法により測定した。試験片に電流を50mA流し、試験片の長さ500mm間に発生する電位差から抵抗を求めた。300℃の抵抗値は、試験片の周囲に加熱炉を配し、炉内雰囲気温度が300℃となるように温度制御を行い、300±3℃の温度範囲に5分間保持した後に同様の測定をおこなった。その結果を図2に示す。
その結果、めっき厚70μmのアルミめっき鋼線の抵抗値は、常温、300℃とも、すずめっき銅線、アルミニウム線より大きいが、ニッケル線より小さい値となった。
この実施例におけるアルミめっき鋼線の、断面における鋼芯線の面積率は約30%および約82%である。ただし、アルミめっき鋼線の断面積における鋼線とアルミめっき層の比率は、この実施例に固定されるものではなく適宜変更して構わない。
Claims (5)
- 鋼芯線の周囲がアルミめっき層で被覆され、外径が0.5mm以下であるアルミめっき鋼線を用いた耐熱電線。
- アルミめっき鋼線の鋼芯線の炭素含有量が0.1〜0.6%である請求項1記載の耐熱電線
- アルミめっき層中のSi濃度が12%以下、Fe濃度が3%以下である請求項1または2記載の耐熱電線
- アルミめっき鋼線の、その長手方向に垂直な断面において、鋼芯線とアルミめっき層の界面に介在するFe−Al系合金層の平均厚さが10μm以下である請求項1〜3に記載の耐熱電線。
- アルミめっき鋼線の300℃における引張強さが25℃における引張強さの90%以上である請求項1〜4に記載の耐熱電線。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011051946A JP2012190615A (ja) | 2011-03-09 | 2011-03-09 | 耐熱電線用アルミめっき細鋼線 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011051946A JP2012190615A (ja) | 2011-03-09 | 2011-03-09 | 耐熱電線用アルミめっき細鋼線 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012190615A true JP2012190615A (ja) | 2012-10-04 |
Family
ID=47083583
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011051946A Pending JP2012190615A (ja) | 2011-03-09 | 2011-03-09 | 耐熱電線用アルミめっき細鋼線 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012190615A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014185355A (ja) * | 2013-03-22 | 2014-10-02 | Nisshin Steel Co Ltd | 溶融Alめっき鋼線並びに撚り線およびその製造方法 |
| KR101987656B1 (ko) * | 2017-12-19 | 2019-09-30 | 주식회사 포스코 | 고강도 강선 및 그 제조방법 |
| IT202200007778A1 (it) * | 2022-04-20 | 2023-10-20 | Fox & Motion 4 0 S R L | Filo metallico perfezionato e procedimento per la sua realizzazione |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004281241A (ja) * | 2003-03-17 | 2004-10-07 | Sumitomo Denko Steel Wire Kk | ワイヤーハーネス用複合線及びその製造方法 |
| JP2006210179A (ja) * | 2005-01-28 | 2006-08-10 | J-Power Systems Corp | スパイラル線、スパイラル線付き架空電線及び該架空電線の製造方法 |
| JP2009187912A (ja) * | 2008-02-11 | 2009-08-20 | Nisshin Steel Co Ltd | Alめっき鋼線および圧着接合構造ならびにワイヤーハーネス |
| JP2010236035A (ja) * | 2009-03-31 | 2010-10-21 | Nisshin Steel Co Ltd | 伸線加工性の良好なAlめっき鋼線およびその製造方法 |
-
2011
- 2011-03-09 JP JP2011051946A patent/JP2012190615A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004281241A (ja) * | 2003-03-17 | 2004-10-07 | Sumitomo Denko Steel Wire Kk | ワイヤーハーネス用複合線及びその製造方法 |
| JP2006210179A (ja) * | 2005-01-28 | 2006-08-10 | J-Power Systems Corp | スパイラル線、スパイラル線付き架空電線及び該架空電線の製造方法 |
| JP2009187912A (ja) * | 2008-02-11 | 2009-08-20 | Nisshin Steel Co Ltd | Alめっき鋼線および圧着接合構造ならびにワイヤーハーネス |
| JP2010236035A (ja) * | 2009-03-31 | 2010-10-21 | Nisshin Steel Co Ltd | 伸線加工性の良好なAlめっき鋼線およびその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014185355A (ja) * | 2013-03-22 | 2014-10-02 | Nisshin Steel Co Ltd | 溶融Alめっき鋼線並びに撚り線およびその製造方法 |
| KR101987656B1 (ko) * | 2017-12-19 | 2019-09-30 | 주식회사 포스코 | 고강도 강선 및 그 제조방법 |
| IT202200007778A1 (it) * | 2022-04-20 | 2023-10-20 | Fox & Motion 4 0 S R L | Filo metallico perfezionato e procedimento per la sua realizzazione |
| EP4265816A1 (en) * | 2022-04-20 | 2023-10-25 | Fox & Motion 4.0 S.r.l. | Metallic wire and method for its manufacture |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6627009B1 (en) | Extrafine copper alloy wire, ultrafine copper alloy wire, and process for producing the same | |
| AU2014367816B2 (en) | Composite twisted wire | |
| CN107254611A (zh) | 铝合金导体、铝合金绞线、被覆电线、线束以及铝合金导体的制造方法 | |
| JP6185419B2 (ja) | アルミニウムめっきステンレス鋼線 | |
| JPWO2011121801A1 (ja) | 電磁波シールド用複合体 | |
| JP2016204739A (ja) | アルミニウム合金素線、アルミニウム合金撚線およびその製造方法、自動車用電線ならびにワイヤーハーネス | |
| JP5231486B2 (ja) | 放電加工用電極線 | |
| JP5939530B2 (ja) | アルミニウム合金導体 | |
| JP2014185355A (ja) | 溶融Alめっき鋼線並びに撚り線およびその製造方法 | |
| JPWO2017209279A1 (ja) | 表面処理材およびその製造方法ならびに表面処理材を用いて形成した部品 | |
| CN111263824A (zh) | 绝缘电线用绞线导体、绝缘电线、软线及电缆 | |
| JP2009004256A (ja) | 複合導体及びそれを用いた配線用ケーブル | |
| JP2012190615A (ja) | 耐熱電線用アルミめっき細鋼線 | |
| KR102640504B1 (ko) | 도금 선봉 | |
| JP5467789B2 (ja) | 伸線加工性の良好なAlめっき鋼線およびその製造方法 | |
| JP5672939B2 (ja) | 可動部用ケーブル及びその製造方法 | |
| CN117157432A (zh) | 用于空间应用的电线和电缆 | |
| JP2012104376A (ja) | 溶融はんだめっき線の製造方法 | |
| JP3644429B2 (ja) | 架空送電線用超厚亜鉛めっき鋼線とその製造方法 | |
| CN119446659B (zh) | 一种防锡须及微动磨损插针导体的制备方法及插针导体 | |
| JP6424925B2 (ja) | めっき銅線、めっき撚線及び絶縁電線並びにめっき銅線の製造方法 | |
| JP5464884B2 (ja) | 伸線加工性に優れたAlめっき鋼線およびその製造方法 | |
| JPS5827334B2 (ja) | ジユメツト線 | |
| CN121260588A (zh) | 一种轻量高导光伏电缆内导体的生产方法 | |
| RU2651801C1 (ru) | Способ изготовления тонкого теплостойкого электрического проводника |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140528 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140617 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141028 |