JP2012192543A - 樹脂製品の成形方法とそれに用いる成形装置 - Google Patents
樹脂製品の成形方法とそれに用いる成形装置 Download PDFInfo
- Publication number
- JP2012192543A JP2012192543A JP2011056287A JP2011056287A JP2012192543A JP 2012192543 A JP2012192543 A JP 2012192543A JP 2011056287 A JP2011056287 A JP 2011056287A JP 2011056287 A JP2011056287 A JP 2011056287A JP 2012192543 A JP2012192543 A JP 2012192543A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- resin material
- molded product
- molding
- cavities
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011347 resin Substances 0.000 title claims abstract description 50
- 229920005989 resin Polymers 0.000 title claims abstract description 50
- 238000000465 moulding Methods 0.000 title claims abstract description 36
- 238000000034 method Methods 0.000 title claims abstract description 14
- 239000000463 material Substances 0.000 claims abstract description 32
- 238000002347 injection Methods 0.000 claims abstract description 28
- 239000007924 injection Substances 0.000 claims abstract description 28
- 230000007246 mechanism Effects 0.000 claims description 10
- 239000000243 solution Substances 0.000 abstract 1
- 230000008878 coupling Effects 0.000 description 12
- 238000010168 coupling process Methods 0.000 description 12
- 238000005859 coupling reaction Methods 0.000 description 12
- 230000007723 transport mechanism Effects 0.000 description 2
- 238000004891 communication Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images






Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
【解決手段】一次成形品に二次成形品を直接成形する樹脂製品の成形方法であって、一次成形品(フェンダーライナ10)と金型22とによって複数個のキャビティ16および各キャビティに個別に通じるゲート25をそれぞれ構成する。そして、一つのキャビティに射出ユニット30からゲート25を通じて溶融樹脂材を射出し、そのキャビティに充填された樹脂材によって二次成形品(連結部材18)を成形する。ゲート25内の樹脂材が硬化した後に金型22はそのままに保持し、射出ユニット30を別のキャビティに移動させて溶融樹脂材を射出することを繰り返し、二次成形品を順次成形する。
【選択図】図1
Description
予め樹脂成形された一次成形品に金型をセットすることで構成されるキャビティに溶融樹脂材を射出して二次成形品を直接成形する樹脂製品の成形方法であって、一次成形品と金型とによって複数個のキャビティおよび各キャビティに個別に通じるゲートをそれぞれ構成する。そして、一つのキャビティに射出ユニットからゲートを通じて溶融樹脂材を射出し、そのキャビティに充填された樹脂材によって二次成形品を成形する。ゲート内の樹脂材が硬化した後に金型はそのままに保持し、射出ユニットを別のキャビティに移動させて溶融樹脂材を射出することを繰り返し、二次成形品を順次成形する。
本実施の形態では、既に樹脂成形されている一次成形品として自動車用のフェンダーライナ10が例示されており、これは一次成形用の金型構造等の事情から二個以上に分割して成形されている(図2)。そして、このフェンダーライナ10に対する二次成形品は、分割されているフェンダーライナ10の分割端部である結合部12を互いに重ね合わせて一体化するために、この結合部12に直接成形される連結部材18である(図1)。
なお、図1(B)で示すように、結合部12における貫通孔14の箇所毎に金型22をそれぞれセットし、これらの金型22によってキャビティ16を個別に構成する場合もある。この場合も各金型22の注入口24に射出ユニット30のノズル部32が順に差し込まれ、それぞれのゲート25を通じてキャビティ16に溶融樹脂材が充填される。
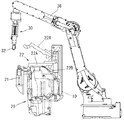
フェンダーライナ10の結合部12に連結部材18を直接成形する際の準備作業としては、上型22Aを図4の仮想線で示す上昇位置にスライドさせ、かつ支点回りに型開き方向へ回転させる。この状態で下型22Bの上にフェンダーライナ10の結合部12を載せた後、上型22Aを下降位置にスライドさせて型締め方向へ回転させ、クランパー21で上型22Aを締結する。これにより、結合部12の上下両面に上型22Aおよび下型22Bがセットされたことになる。
樹脂通路を確保する他の手段として、セットピン26は丸棒のままとし、貫通孔14の内周に複数の切込みを設けること、あるいはセットピン26の切り欠き部27と貫通孔14の切込みとを組み合わせることに代えてもよい。
なお、射出ユニット30は比較的小型であることから、これをロボットアーム36に代えて人力で移動させることも可能である。
16 キャビティ
18 連結部材(二次成形品)
22 金型
30 射出ユニット
Claims (2)
- 予め樹脂成形された一次成形品に金型をセットすることで構成されるキャビティに溶融樹脂材を射出して二次成形品を直接成形する樹脂製品の成形方法であって、
一次成形品と金型とによって複数個のキャビティおよび各キャビティに個別に通じるゲートをそれぞれ構成し、一つのキャビティに射出ユニットからゲートを通じて溶融樹脂材を射出し、そのキャビティに充填された樹脂材によって二次成形品を成形し、ゲート内の樹脂材が硬化した後に金型はそのままに保持し、射出ユニットを別のキャビティに移動させて溶融樹脂材を射出することを繰り返し、二次成形品を順次成形する樹脂製品の成形方法。 - 請求項1に記載された成形方法に用いる成形装置であって、
一次成形品に対する金型のセットあるいはセットの解除が可能な金型作動機構と、一次成形品と金型とによって構成される複数個のキャビティに対し、個々の各ゲートを通じて溶融樹脂材を射出することが可能で、かつ、それぞれのゲートと連通可能な位置に移動させることが可能な射出ユニットとを備えた樹脂製品の成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011056287A JP5755473B2 (ja) | 2011-03-15 | 2011-03-15 | 樹脂製品の成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011056287A JP5755473B2 (ja) | 2011-03-15 | 2011-03-15 | 樹脂製品の成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012192543A true JP2012192543A (ja) | 2012-10-11 |
| JP5755473B2 JP5755473B2 (ja) | 2015-07-29 |
Family
ID=47084939
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011056287A Expired - Fee Related JP5755473B2 (ja) | 2011-03-15 | 2011-03-15 | 樹脂製品の成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5755473B2 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5417549B1 (ja) * | 2013-06-11 | 2014-02-19 | センチュリーイノヴェーション株式会社 | 樹脂接合装置 |
| JP5572257B1 (ja) * | 2013-11-18 | 2014-08-13 | センチュリーイノヴェーション株式会社 | 樹脂接合された第1部材及び第2部材 |
| JP2015098114A (ja) * | 2013-11-18 | 2015-05-28 | センチュリーイノヴェーション株式会社 | 樹脂接合装置 |
| EP3069965A1 (en) * | 2015-03-16 | 2016-09-21 | Thunder Power Hong Kong Ltd. | Fastening method for components |
| CN107672189A (zh) * | 2016-08-01 | 2018-02-09 | 通用汽车环球科技运作有限责任公司 | 连接车辆组件中部件的方法 |
| US9954260B2 (en) | 2015-03-16 | 2018-04-24 | Thunder Power New Energy Vehicle Development Company Limited | Battery system with heat exchange device |
| US10173687B2 (en) | 2015-03-16 | 2019-01-08 | Wellen Sham | Method for recognizing vehicle driver and determining whether driver can start vehicle |
| US10384533B2 (en) | 2015-03-16 | 2019-08-20 | Thunder Power New Energy Vehicle Development Company Limited | Fastening method for components |
| US10408163B2 (en) | 2016-08-01 | 2019-09-10 | GM Global Technology Operations LLC | Polymeric composite engine assembly and methods of heating and cooling said assembly |
| US10450007B2 (en) | 2015-03-16 | 2019-10-22 | Thunder Power New Energy Vehicle Development Company Limited | Underbody manufacturing method and vehicle underbody |
| US10486378B2 (en) | 2016-08-01 | 2019-11-26 | GM Global Technology Operations LLC | Methods of manufacturing vehicle assemblies |
| WO2019224618A1 (en) * | 2018-05-21 | 2019-11-28 | Arkal Automotive C.S. Ltd. | Injection moulding system and/or method |
| US10703211B2 (en) | 2015-03-16 | 2020-07-07 | Thunder Power New Energy Vehicle Development Company Limited | Battery pack, battery charging station, and charging method |
| CN114506034A (zh) * | 2020-11-16 | 2022-05-17 | 丰田自动车株式会社 | 注射成型机、注射成型装置以及注射成型方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2865631B2 (ja) | 1996-08-14 | 1999-03-08 | サン化工販売株式会社 | 固化剤 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008062502A (ja) * | 2006-09-07 | 2008-03-21 | Vuteq Corp | 自動車用窓ガラスユニットの製造装置 |
-
2011
- 2011-03-15 JP JP2011056287A patent/JP5755473B2/ja not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008062502A (ja) * | 2006-09-07 | 2008-03-21 | Vuteq Corp | 自動車用窓ガラスユニットの製造装置 |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5417549B1 (ja) * | 2013-06-11 | 2014-02-19 | センチュリーイノヴェーション株式会社 | 樹脂接合装置 |
| WO2014199968A1 (ja) * | 2013-06-11 | 2014-12-18 | センチュリーイノヴェーション株式会社 | 樹脂接合装置 |
| CN104228060A (zh) * | 2013-06-11 | 2014-12-24 | 世纪创新株式会社 | 树脂接合装置 |
| JP5572257B1 (ja) * | 2013-11-18 | 2014-08-13 | センチュリーイノヴェーション株式会社 | 樹脂接合された第1部材及び第2部材 |
| JP2015098114A (ja) * | 2013-11-18 | 2015-05-28 | センチュリーイノヴェーション株式会社 | 樹脂接合装置 |
| US20160271926A1 (en) * | 2015-03-16 | 2016-09-22 | Thunder Power Hong Kong Ltd. | Fastening method for components |
| US10450007B2 (en) | 2015-03-16 | 2019-10-22 | Thunder Power New Energy Vehicle Development Company Limited | Underbody manufacturing method and vehicle underbody |
| US10703211B2 (en) | 2015-03-16 | 2020-07-07 | Thunder Power New Energy Vehicle Development Company Limited | Battery pack, battery charging station, and charging method |
| US9954260B2 (en) | 2015-03-16 | 2018-04-24 | Thunder Power New Energy Vehicle Development Company Limited | Battery system with heat exchange device |
| US10173687B2 (en) | 2015-03-16 | 2019-01-08 | Wellen Sham | Method for recognizing vehicle driver and determining whether driver can start vehicle |
| US10500919B2 (en) | 2015-03-16 | 2019-12-10 | Thunder Power New Energy Vehicle Development Company Limited | Fastening method for components |
| US10384533B2 (en) | 2015-03-16 | 2019-08-20 | Thunder Power New Energy Vehicle Development Company Limited | Fastening method for components |
| EP3069965A1 (en) * | 2015-03-16 | 2016-09-21 | Thunder Power Hong Kong Ltd. | Fastening method for components |
| US10486378B2 (en) | 2016-08-01 | 2019-11-26 | GM Global Technology Operations LLC | Methods of manufacturing vehicle assemblies |
| US10267261B2 (en) | 2016-08-01 | 2019-04-23 | GM Global Technology Operations LLC | Methods of joining components in vehicle assemblies |
| CN107672189A (zh) * | 2016-08-01 | 2018-02-09 | 通用汽车环球科技运作有限责任公司 | 连接车辆组件中部件的方法 |
| CN107672189B (zh) * | 2016-08-01 | 2020-09-22 | 通用汽车环球科技运作有限责任公司 | 连接车辆组件中部件的方法 |
| US10408163B2 (en) | 2016-08-01 | 2019-09-10 | GM Global Technology Operations LLC | Polymeric composite engine assembly and methods of heating and cooling said assembly |
| CN112135724B (zh) * | 2018-05-21 | 2023-03-10 | 阿卡汽车有限公司 | 注射成型系统和/或方法 |
| WO2019224618A1 (en) * | 2018-05-21 | 2019-11-28 | Arkal Automotive C.S. Ltd. | Injection moulding system and/or method |
| CN112135724A (zh) * | 2018-05-21 | 2020-12-25 | 阿卡汽车有限公司 | 注射成型系统和/或方法 |
| US11331834B2 (en) | 2018-05-21 | 2022-05-17 | Arkal Automotive C.S. Ltd. | Injection moulding system and method |
| CN114506034A (zh) * | 2020-11-16 | 2022-05-17 | 丰田自动车株式会社 | 注射成型机、注射成型装置以及注射成型方法 |
| EP4000858A1 (en) * | 2020-11-16 | 2022-05-25 | Toyota Jidosha Kabushiki Kaisha | Injection molding machine, injection molding apparatus, and injection molding method |
| JP2022079145A (ja) * | 2020-11-16 | 2022-05-26 | トヨタ自動車株式会社 | 射出成形機、射出成形装置及び射出成形方法 |
| US20220152898A1 (en) * | 2020-11-16 | 2022-05-19 | Toyota Jidosha Kabushiki Kaisha | Injection molding machine, injection molding apparatus, and injection molding method |
| US11660794B2 (en) | 2020-11-16 | 2023-05-30 | Toyota Jidosha Kabushiki Kaisha | Injection molding machine, injection molding apparatus, and injection molding method |
| JP7375730B2 (ja) | 2020-11-16 | 2023-11-08 | トヨタ自動車株式会社 | 射出成形機、射出成形装置及び射出成形方法 |
| CN114506034B (zh) * | 2020-11-16 | 2024-08-02 | 丰田自动车株式会社 | 注射成型机、注射成型装置以及注射成型方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5755473B2 (ja) | 2015-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5755473B2 (ja) | 樹脂製品の成形装置 | |
| US10974468B2 (en) | Method and device for producing a mold | |
| US6183681B1 (en) | Multi-stage insert molding method | |
| US10513069B2 (en) | Method for manufacturing liquid supply member | |
| CN103826824B (zh) | 复合组件的温度控制成型 | |
| US10363692B2 (en) | Method for manufacturing liquid supply member | |
| WO1998001280A1 (en) | Method and apparatus for manufacturing tubular body of synthetic resin, and intake manifold of synthetic resin | |
| JP6334616B2 (ja) | 中空成形品の成形方法および中空成形品の成形装置 | |
| CN108349134A (zh) | 中空品的制造方法 | |
| CN100377862C (zh) | 模制中空模塑制品的方法,中空模塑制品,以及生产所述制品的设备 | |
| US20090152769A1 (en) | Apparatus and method for manufacturing vehicle door trim and vehicle door trim manufactured using the method | |
| JP5151649B2 (ja) | 積層品の成形装置及び成形方法 | |
| US20150314497A1 (en) | Molding apparatus, method of molding, and molded products | |
| JP5619643B2 (ja) | ダイレクト成形機 | |
| US10335988B2 (en) | Injection mold with a transfer loader and associated injection method | |
| JP3232048B2 (ja) | 2材質からなる成形品の成形方法および成形用金型 | |
| JP2014097591A (ja) | インサート成形装置 | |
| JP2012152975A (ja) | ダイレクト成形機 | |
| JP2010120019A (ja) | ダイカスト鋳造型 | |
| JP2013212590A (ja) | 成形同時加飾装置および成形同時加飾方法 | |
| CN109689334B (zh) | 局部增强注塑构件 | |
| JP4256961B2 (ja) | 成形用金型装置の製造方法 | |
| JP7417279B2 (ja) | 多段式金型装置 | |
| JPH06143341A (ja) | 三層構造成形品の射出成形方法およびその金型 | |
| JP2012011619A (ja) | クリップ結合構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20131025 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140930 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141128 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150527 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5755473 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |