JP2012192941A - 包装計量システム - Google Patents
包装計量システム Download PDFInfo
- Publication number
- JP2012192941A JP2012192941A JP2011056452A JP2011056452A JP2012192941A JP 2012192941 A JP2012192941 A JP 2012192941A JP 2011056452 A JP2011056452 A JP 2011056452A JP 2011056452 A JP2011056452 A JP 2011056452A JP 2012192941 A JP2012192941 A JP 2012192941A
- Authority
- JP
- Japan
- Prior art keywords
- unit
- weighing
- packaging
- holding
- placement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/28—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for discharging completed packages from machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/30—Devices or methods for controlling or determining the quantity or quality or the material fed or filled
- B65B1/46—Check-weighing of filled containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/36—Arranging and feeding articles in groups by grippers
- B65B35/38—Arranging and feeding articles in groups by grippers by suction-operated grippers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Quality & Reliability (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Specific Conveyance Elements (AREA)
Abstract
【課題】包装計量システムの長さを抑えつつ、包装機から並列的に排出された複数の対象物を、後段の搬送部において直列的に搬送することが可能な技術を提案する。
【解決手段】包装機1は、包装後の複数の商品100を複数列に配列した状態でX軸方向に沿って並列的に排出する。包装機1から並列的に排出された複数列の商品100は載置部2に載置される。計量機3は、Y軸方向で載置部2と並んで配置された載置面3aを有し、当該載置面3aに載置された複数の商品100のそれぞれを個別に計量する。搬送部4は、載置された商品100をX軸方向に沿って搬送する。搬送ロボットは、載置部2に載置されている複数列の商品100を、列単位で順に計量機3の載置面3aまで移動するとともに、計量機3で計量された列単位の商品100を載置面3aから搬送部4まで移動する。
【選択図】図1
【解決手段】包装機1は、包装後の複数の商品100を複数列に配列した状態でX軸方向に沿って並列的に排出する。包装機1から並列的に排出された複数列の商品100は載置部2に載置される。計量機3は、Y軸方向で載置部2と並んで配置された載置面3aを有し、当該載置面3aに載置された複数の商品100のそれぞれを個別に計量する。搬送部4は、載置された商品100をX軸方向に沿って搬送する。搬送ロボットは、載置部2に載置されている複数列の商品100を、列単位で順に計量機3の載置面3aまで移動するとともに、計量機3で計量された列単位の商品100を載置面3aから搬送部4まで移動する。
【選択図】図1
Description
本発明は、対象物を包装するとともに、包装後の対象物を計量する包装計量システムに関する。
従来から包装計量システムに関して様々な技術が提案されている。例えば特許文献1に記載の包装計量システムでは、包装後の複数の対象物が複数列に配列された状態で包装機から並列的に排出され、包装機から並列的に排出された複数の対象物は、計量機での計量後に、後段の搬送部において直列的に搬送されるようになっている。
さて、包装機から並列的に排出された複数の対象物を、後段の搬送部において直列的に搬送するような包装計量システムにおいては、包装機、計量機及び搬送部の順に対象物を移動させる間に、対象物の配列を並列配列から直列配列に変換する必要があるため、包装計量システムの長さが長くなる傾向にある。したがって、包装計量システムの配置の自由度が非常に制限されてしまうことがある。
そこで、本発明は上記の点に鑑みて成されたものであり、包装計量システムの長さを抑えつつ、包装機から並列的に排出された複数の対象物を、後段の搬送部において直列的に搬送することが可能な技術を提案することを目的とする。
上記課題を解決するため、請求項1の発明は、包装計量システムであって、対象物を包装し、包装後の複数の対象物を複数列に配列した状態で第1方向に沿って並列的に排出する包装機と、前記包装機から並列的に排出された複数列の対象物が載置される載置部と、前記第1方向に垂直な第2方向で前記載置部と並んで配置された載置面を有し、当該載置面に載置された複数の対象物のそれぞれを個別に計量する計量機と、載置された対象物を前記第1方向に沿って搬送する搬送部と、前記載置部に載置されている複数列の対象物を、列単位で順に前記載置面まで移動するとともに、前記計量機で計量された前記列単位の対象物を前記載置面から前記搬送部まで移動する移送部とを備える。
また、請求項2の発明は、請求項1に記載の包装計量システムであって、前記載置部は、前記包装機から並列的に排出される複数列の対象物において、前記第1方向で接触して並んでいる2つの対象物を引き離す分離部として機能する。
また、請求項3の発明は、請求項1及び請求項2のいずれか一つに記載の包装計量システムであって、前記載置部、前記載置面及び前記搬送部は、この順で前記第2方向に沿って並んで配置されている。
また、請求項4の発明は、請求項1乃至請求項3のいずれか一つに記載の包装計量システムであって、前記移送部は、前記載置部上の対象物を前記列単位で保持する第1保持部と、前記計量機の前記載置面上の前記列単位の対象物を保持する第2保持部とを備え、前記移送部は、(a)前記第1保持部によって前記載置部上の対象物を保持する処理と、(b)前記第1保持部が対象物を保持した状態で、前記第2保持部によって前記計量機上の対象物を保持する処理と、(c)前記第1及び第2保持部で保持されている対象物を、前記計量機及び前記搬送部にまでそれぞれ運ぶ処理とを繰り返して行う。
また、請求項5の発明は、請求項3に記載の包装計量システムであって、前記移送部は、前記載置部上の対象物を前記列単位で保持する第1保持部と、前記計量機の前記載置面上の前記列単位の対象物を保持する第2保持部とを備え、前記第1及び第2保持部は、両者の位置間隔が前記載置面と前記搬送部の配置間隔と一致するように第2方向で並んでおり、前記移送部は、(a)前記第1保持部によって前記載置部上の対象物を保持する処理と、(b)前記第1保持部が対象物を保持した状態で、前記第2保持部によって前記載置面上の対象物を保持する処理と、(c)前記第1及び第2保持部で保持されている対象物を、前記載置面及び前記搬送部にまでそれぞれ運ぶ処理とを繰り返し行う。
また、請求項6の発明は、請求項1乃至請求項5のいずれか一つに記載の包装計量システムであって、前記計量機は、前記載置面を有するN(≧3)個の計量部を備え、計量対象の対象物が載置されるM(2≦M≦N)個の計量部で得られる部分重量を足し合わせて、当該対象物の重量を求める。
また、請求項7の発明は、請求項4及び請求項5のいずれか一つに記載の包装計量システムであって、前記計量機は、前記第1方向に沿って一列に配置された、前記載置面を有するN(≧3)個の計量部を備え、計量対象の対象物が載置されるM(2≦M≦N)個の計量部で得られる部分重量を足し合わせて、当該対象物の重量を求め、前記第1保持部は、前記載置部上の対象物を吸着する、前記第1方向に沿って一列に配置された複数の吸着部を備え、前記N個の計量部の直上に前記第1保持部が位置する状態では、前記計量機における、互いに隣り合う2つの計量部によって挟まれた間隙のすべての直上には、吸着部が位置している。
また、請求項8の発明は、請求項4及び請求項5のいずれか一つに記載の包装計量システムであって、前記計量機は、前記第1方向に沿って一列に配置された、前記載置面を有するN(≧3)個の計量部を備え、計量対象の対象物が載置されるM(2≦M≦N)個の計量部で得られる部分重量を足し合わせて、当該対象物の重量を求め、前記第2保持部は、前記計量機の前記載置面上の対象物を吸着する、前記第1方向に沿って一列に配置された複数の吸着部を備え、前記N個の計量部の直上に前記第2保持部が位置する状態では、前記計量機における、互いに隣り合う2つの計量部によって挟まれた間隙のすべての直上には、吸着部が位置している。
また、請求項9の発明は、請求項1乃至請求項3のいずれか一つに記載の包装計量システムであって、前記移送部は、前記載置部上の対象物を前記列単位で保持する保持部と、前記計量機の前記載置面上の前記列単位の対象物を前記搬送部に押し退ける押し退け部とを備え、前記移送部は、(a)前記保持部によって前記載置部上の対象物を保持する処理と、(b)前記押し退け部によって前記載置面上の対象物を前記搬送部に押し退けながら、前記保持部で保持されている対象物を前記載置面にまで運ぶ処理とを繰り返して行う。
また、請求項10の発明は、請求項9に記載の包装計量システムであって、前記計量機は、前記第1方向に沿って一列に配置された、前記載置面を有するN(≧3)個の計量部を備え、計量対象の対象物が載置されるM(2≦M≦N)個の計量部で得られる部分重量を足し合わせて、当該対象物の重量を求め、前記保持部は、前記載置部上の対象物を吸着する、前記第1方向に沿って一列に配置された複数の吸着部を備え、前記N個の計量部の直上に前記保持部が位置する状態では、前記計量機における、互いに隣り合う2つの計量部によって挟まれた間隙のすべての直上には、吸着部が位置している。
請求項1の発明によれば、包装機から排出された対象物が載置される載置部に対して、計量機の載置面が、包装機から対象物が排出される方向である第1方向に垂直な第2方向で並んで配置されるとともに、載置部に載置されている複数列の対象物が、列単位で順に計量機の載置面まで移動し、さらに、計量機で計量された列単位の対象物が、第1方向に沿って対象物を搬送する搬送部まで移動するため、本発明の包装計量システムの第1方向に沿った長さを抑えつつ、包装機から並列的に排出された複数の対象物を、搬送部において直列的に搬送することができる。
また、請求項2の発明によれば、第1方向で接触して並んでいる2つの対象物が計量機での計量前に引き離されるため、計量機において対象物を高精度に計量することができる。
また、請求項3の発明によれば、載置部、計量機の載置面及び搬送部が、この順で第2方向に沿って並んで配置されているため、本包装計量システムの第1方向に沿った長さをより抑えつつ、包装機から並列的に排出された複数の対象物を、搬送部において直列的に搬送することができる。
また、請求項4の発明によれば、載置部から計量機の載置面への対象物の移動と、計量機の載置面から搬送部への対象物の移動とを並列的に行うことができるため、処理効率が向上する。
また、請求項5の発明によれば、載置部から計量機の載置面への対象物の移動と、計量機の載置面から搬送部への対象物の移動とを並列的に行うことができるため、処理効率が向上する。さらに、第1及び第2保持部は、両者の位置間隔が計量機の載置面と搬送部の配置間隔と一致するように第2方向で並んでいるため、第1及び第2保持部に対する簡単な位置制御で、第1及び第2保持部で保持されている対象物を、計量機の載置面及び搬送部にまで同時に運ぶことができる。
また、請求項6の発明によれば、計量機は、計量対象の対象物が載置される複数の計量部で得られる部分重量を足し合わせて、当該対象物の重量を求めるため、包装機から排出される対象物の配列が変化したり、対象物の大きさが変化した場合であっても、計量機は、その物理的な構成を変更することなく、載置面に載置された対象物を計量することができる。
また、請求項7の発明によれば、計量機は、計量対象の対象物が載置される複数の計量部で得られる部分重量を足し合わせて、当該対象物の重量を求めるため、包装機から排出される対象物の配列が変化したり、対象物の大きさが変化した場合であっても、計量機は、その物理的な構成を変更することなく、載置面に載置された対象物を計量することができる。さらに、計量機の載置面の直上に第1保持部が位置する状態においては、計量機における、互いに隣り合う2つの計量部によって挟まれた間隙のすべての直上には、吸着部が位置しているため、包装機から排出される対象物の配列が変化したり、対象物の大きさが変化した場合であっても、第1保持部の構成を変更することなく、載置部上の対象物を第1保持部で保持することができる。
また、請求項8の発明によれば、計量機は、計量対象の対象物が載置される複数の計量部で得られる部分重量を足し合わせて、当該対象物の重量を求めるため、包装機から排出される対象物の配列が変化したり、対象物の大きさが変化した場合であっても、計量機は、その物理的な構成を変更することなく、載置面に載置された対象物を計量することができる。さらに、計量機の載置面の直上に第2保持部が位置する状態においては、計量機における、互いに隣り合う2つの計量部によって挟まれた間隙のすべての直上には、吸着部が位置しているため、包装機から排出される対象物の配列が変化したり、対象物の大きさが変化した場合であっても、第2保持部の構成を変更することなく、計量機の載置面上の対象物を第2保持部で保持することができる。
また、請求項9の発明によれば、載置部から計量機の載置面への対象物の移動と、計量機の載置面から搬送部への対象物の移動とを並列的に行うことができるため、処理効率が向上する。
また、請求項10の発明によれば、計量機は、計量対象の対象物が載置される複数の計量部で得られる部分重量を足し合わせて、当該対象物の重量を求めるため、包装機から排出される対象物の配列が変化したり、対象物の大きさが変化した場合であっても、計量機は、その物理的な構成を変更することなく、載置面に載置された対象物を計量することができる。さらに、計量機の載置面の直上に保持部が位置する状態においては、計量機における、互いに隣り合う2つの計量部によって挟まれた間隙のすべての直上には、吸着部が位置しているため、包装機から排出される対象物の配列が変化したり、対象物の大きさが変化した場合であっても、保持部の構成を変更することなく、載置部上の対象物を保持部で保持することができる。
実施の形態1.
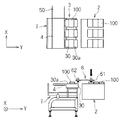
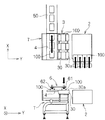
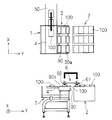
図1は本発明の実施の形態1に係る包装計量システムの構成を示す上面図である。また図2は本実施の形態1に係る包装計量システムを図1の矢視Aから見た際の側面図である。なお、説明の便宜上、図1では図2に示される移送ロボット6の図示を省略し、図2では図1に示される包装機1の図示を省略している。また、図1,2に示されるX軸及びY軸は水平方向を示している。
図1は本発明の実施の形態1に係る包装計量システムの構成を示す上面図である。また図2は本実施の形態1に係る包装計量システムを図1の矢視Aから見た際の側面図である。なお、説明の便宜上、図1では図2に示される移送ロボット6の図示を省略し、図2では図1に示される包装機1の図示を省略している。また、図1,2に示されるX軸及びY軸は水平方向を示している。
図1,2に示されるように、本実施の形態1に係る包装計量システムは、包装機1と、載置部2と、計量機3と、搬送部4と、処理装置5と、移送ロボット6と、架台7とを備えている。
包装機1は、例えば深絞り包装機であって、深絞り成形金型を使用して複数個単位でトレーを形成し、形成した各トレーに商品100を充填する。そして、包装機1は、商品100が充填されたトレーに対してフィルム等で蓋をする。これにより、包装後の商品100が形成される。
本実施の形態1に係る包装機1では、深絞り成形金型によって、行列状に配置された複数個のトレーを一度に形成することができる。具体的には、X軸方向に3列、Y軸方向に4列配置された合計12個のトレーを一度に形成することができる。そして、包装機1は、X軸方向に3列、Y軸方向に4列に配置された合計12個の包装後の商品100を一つの単位とし、単位ごとに包装後の複数の商品100を排出する。これにより、包装機1からは、図1に示されるように、包装後の複数の商品100が複数列(本実施の形態1では4列)に配列された状態でX軸方向に沿って並列的に排出される。包装機1から並列的に排出された複数列の商品100は載置部2に載置される。
なお、包装機1には、包装後の商品100を載置部2までX軸方向に沿って搬送する4本のコンベア10がY軸方向に並んで設けられている。各列がX軸方向に延びる4列の包装後の商品100は、4本のコンベア10によってそれぞれ載置部2まで搬送される。以後、特に断らない限り、「商品100」と言えば、「包装後の商品100」を意味するものとする。また、包装機1からの商品100の排出単位である、X軸方向に3列、Y軸方向に4列配置された12個の商品100を「単位商品群」と呼ぶことがある。
載置部2は包装機1とX軸方向で並んで配置されている。載置部2には、載置された商品100をX軸方向に沿って搬送する4本のコンベア20がY軸方向に並んで設けられている。包装機1から並列的に排出された4列の商品100、4本のコンベア20にそれぞれ載置される。
ここで、包装機1で形成された単位商品群を構成する12個の商品100は、X軸方向及びY軸方向のそれぞれで接触した状態で載置部2まで搬送される。
一方で、載置部2におけるコンベア20の商品100の搬送速度は、包装機1におけるコンベア10の商品100の搬送速度よりも速く設定されている。
このように、本実施の形態1では、コンベア20の搬送速度がコンベア10の搬送速度よりも速く設定されているため、この搬送速度の相違により、包装機1から同時に排出される、Y軸方向に並ぶ4個の商品100は、4本のコンベア20にそれぞれ載置されると、それらの後に包装機1から同時に排出される、Y軸方向に並ぶ4個の商品100と接触せずに離れるようになる。載置部2は、包装機1から並列的に排出される4列の商品100において、X軸方向で接触して並んでいる2つの商品100を引き離す分離部として機能する。載置部2の4本のコンベア20は、単位商品群を構成する12個の商品100のすべてが載置部2に載置されると、商品100の搬送を停止する。なお、各コンベア20は、図示しない制御部によって制御される。
計量機3は、単位商品群における、X軸方向に並ぶ商品100の数(3個)に応じて、3つの計量部30を備えている。各計量部30は、商品100が載置される載置面30aを備えており、当該載置面30aに商品100が載置された状態で当該商品100の重量を求める。つまり、計量機3は、3つの載置面30aで構成された載置面3aに載置された3つの商品100のそれぞれを個別に計量することができる。
また、各計量部30は、Y軸方向で載置部2と並んで配置されている。つまり、計量機3の載置面3aは、Y軸方向で載置部2と並んで配置されている。また、3つの計量部30はX軸方向で互いに並んで配置されている。計量部30の配置間隔は、載置部2上の単位商品群における、X軸方向での商品100の配置間隔と一致している。各計量部30には、載置部2上の商品100が移送ロボット6によって載置される。
なお、単位商品群においては、X軸方向に並ぶ3つの商品100で構成される列が4列形成されているが、そのうち、最も計量部30側に位置する列を第1列とし、計量部30から離れるにつれて、第2列、第3列、第4列とする。
搬送部4は、載置された商品100を、後段の処理装置5までX軸方向に沿って搬送する。搬送部4は、載置部2とは反対側において、計量機3の載置面3aとY軸方向で並んで配置されている。つまり、載置部2、計量機3の載置面3a及び搬送部4は、この順でY軸方向に沿って並んでいる。搬送部4には、計量機3の載置面3a上の商品100が計量後に移送ロボット6によって載置される。搬送部4と複数の計量部30は架台7によって支持されている。
処理装置5は、例えばラベル貼付機であって、X軸方向で搬送部4と並んで配置されている。処理装置5は、搬送部4から搬送されてくる商品100に対して、商品名や値段などの商品情報を印字したラベルを貼付する。処理装置5は、計量機3での計量結果に基づいて商品100の値段を算出する。
なお、処理装置5は、商品100に対して所定の処理を行う他の処理装置であっても良い。例えば、計量機3が、商品100の計量結果に基づいて当該商品100が良品であるか否かを判定する重量検査装置である場合には、処理装置5は、計量機3での検査結果に基づいて、良品の商品100と不良品の商品100とを振り分ける振分装置であっても良い。
移送ロボット6は、商品100を保持する第1保持部61と、同じく商品100を保持する第2保持部62とを備えており、第1保持部61及び第2保持部62を使用して、載置部2上の商品100を計量機3の載置面3aまで移動し、載置面3a上の商品100を搬送部4まで移動する。
第1保持部61は、X軸方向に並べられた3つの吸着部61aと、当該3つの吸着部61aが取り付けられた取付部材61bとを備えている。第1保持部61は、一つの吸着部61aによって一つの商品100を吸着して保持する。複数の吸着部61aの配置間隔は、複数の計量部30の配置間隔と一致している。同様に、第2保持部62は、X軸方向に並べられた3つの吸着部62aと、当該3つの吸着部62aが取り付けられた取付部材62bとを備えている。第2保持部62は、一つの吸着部62aによって一つの商品100を吸着して保持する。吸着部61a,62aのそれぞれは、例えば、商品100を真空吸着法で吸着する。
第1保持部61の取付部材61bと第2保持部62の取付部材62bとは連結部60によって連結されている。したがって、第1保持部61と第2保持部62とは一体となって移動する。連結部60には2本の腕部63,64の一端が接続されており、腕部63,64の他端は図示しない駆動部に接続されている。移送ロボット6では、駆動部の働きにより、第1保持部61及び第2保持部62が、Y軸方向に沿って一体的に移動することができるとともに、X軸方向及びY軸方向に垂直な方向、つまり鉛直方向に沿って一体的に移動することができる。
また、図2に示されるように、計量部30(載置面30a)と搬送部4の配置間隔D1は、第1保持部61と第2保持部62の位置間隔D2と一致している。これにより、第1保持部61が計量部30(載置面30a)の直上に位置する際には、第2保持部62は搬送部4の直上に位置するようになる。また、計量部30と搬送部4の配置間隔D1は、載置部2上の単位商品群における第1列の商品100と計量部30との位置間隔D3と一致している。これにより、第1保持部61が、載置部2上の単位商品群における第1列の商品100の直上に位置する際には、第2保持部62は計量部30の直上に位置するようになる。
本実施の形態1に係る移送ロボット6では、第1保持部61が、載置部2上の単位商品群において、第1列の商品100から順に第4列までの商品100を、列単位で、つまり3個ずつ保持して計量機3の載置面3aまで移動する。そして、第2保持部61が、載置面3a上の列単位(3つ)の商品100を保持して搬送部4まで移動する。上述のように、計量部30の配置間隔は、載置部2上の単位商品群における、X軸方向で並ぶ商品100の配置間隔と一致しており、吸着部61aの配置間隔は、計量部30の配置間隔と一致している。したがって、第1保持部61は、3つの吸着部61aを使用して、載置部2上のX軸方向に並ぶ3つの商品100を同時に保持することができるとともに、保持している3つの商品100を、3つの計量部30にそれぞれ同時に載置することができる。また、吸着部62aの配置間隔は、計量部30の配置間隔と一致しているため、第2保持部62は、3つの吸着部62aを使用して、3つの計量部30上の3つの商品100を同時に保持して、保持している3つの商品100を搬送部4に同時に載置することができる。
このように、第1保持部61によって、載置部2上の単位商品群を列単位で計量機3の載置面3aまで運び、第1保持部61が載置面3aまで順次運ぶ列単位の商品100を第2保持部62で搬送部4まで運ぶことによって、包装機1から並列的に排出された複数の商品100が、後段の搬送部4では直列的に搬送されるようになる。よって、搬送部4の後段の処理装置5では、商品100を一つずつ処理することができる。
次に、包装機1から排出された商品100が、載置部2、計量機3、搬送部4を経て、処理装置5に搬送されるまでの本実施の形態1に係る包装計量システムの一連の動作について説明する。図3〜19はこの一連の動作を順に示す図である。なお、図3〜19のそれぞれでは、下半分に本包装計量システムの側面図を、上半分に本包装計量システムの上面図をそれぞれ示している。
図3に示されるように、載置部2上に単位商品群が載置されると、移送ロボット6は、第1保持部61が単位商品群の第1列目の商品100の直上に位置するように第1保持部61及び第2保持部62をY軸方向に沿って移動し、その後、第1保持部61及び第2保持部62を下降させて、第1保持部61の3つの吸着部61aによって第1列目の3つの商品100を同時に保持する。
次に、図4に示されるように、移送ロボット6は、第1保持部61で商品100を保持した状態で、第1保持部61及び第2保持部62を上昇させた後、第1保持部61が計量部30の直上に位置するように第1保持部61及び第2保持部62をY軸方向に沿って移動する。その後、移送ロボット6は、図5に示されるように、第1保持部61及び第2保持部62を下降させて、第1保持部61で保持する3つの商品100を3つの計量部30にそれぞれ載置する。これにより、計量機3の載置面3aには、載置部2上の単位商品群の第1列目の複数の商品100が同時に載置されるようになる。各計量部30は、商品100が載置されると、その商品100の重量の算出を開始する。
次に、図6に示されるように、移送ロボット6は、商品100を保持していない第1保持部61及び第2保持部62を上昇させた後、第1保持部61が載置部2上の第2列目の商品100の直上に位置するように第1保持部61及び第2保持部62をY軸方向に沿って移動する。その後、移送ロボット6は、図7に示されるように、第1保持部61及び第2保持部62を下降させて、第1保持部61の3つの吸着部61aによって第2列目の3つの商品100を同時に保持する。
次に、図8に示されるように、移送ロボット6は、第1保持部61で商品100を保持した状態で、第1保持部61及び第2保持部62を上昇させた後、第2保持部62が計量部30の直上に位置するように第1保持部61及び第2保持部62をY軸方向に沿って移動する。その後、移送ロボット6は、図9に示されるように、第1保持部61及び第2保持部62を下降させて、第2保持部62の3つの吸着部62aによって3つの計量部30上の第1列目の3つの商品100をそれぞれ保持する。このとき、各計量部30では商品100の計量が終了しているため、第2保持部62によって計量部30上の商品100を保持したとしても問題が生じることはない。
次に、図10に示されるように、移送ロボット6は、第1保持部61及び第2保持部62のそれぞれで商品100を保持した状態で、第1保持部61及び第2保持部62を上昇させた後、第1保持部61が計量部30の直上に位置するように第1保持部61及び第2保持部62をY軸方向に沿って移動する。このとき、第1保持部61と第2保持部62との位置間隔D2は、計量部30と搬送部4との配置間隔D1と一致していることから、第1保持部61が計量部30の直上に位置する場合には、第2保持部62は搬送部4の直上に位置している。その後、移送ロボット6は、図11に示されるように、第1保持部61及び第2保持部62を下降させて、第1保持部61が保持する3つの商品100を3つの計量部30上にそれぞれ載置するとともに、第2保持部62が保持する3つの商品100を搬送部4上に載置する。これにより、載置部2上の第2列目の3つの商品100が計量機3の載置面3a上に載置されるとともに、載置面3a上の第1列目の3つの商品100が搬送部4上に載置される。搬送部4は、3つの商品100が載置されると、当該3つの商品100を直列的にX軸方向に沿って搬送する。
次に、図12に示されるように、移送ロボット6は、商品100を保持していない第1保持部61及び第2保持部62を上昇させた後、第1保持部61が載置部2上の第3列目の商品100の直上に位置するように第1保持部61及び第2保持部62をY軸方向に沿って移動する。その後、移送ロボット6は、第1保持部61及び第2保持部62を下降させて、第1保持部61の3つの吸着部61aによって第3列目の3つの商品100を同時に保持する。
次に、図13に示されるように、移送ロボット6は、第1保持部61で商品100を保持した状態で、第1保持部61及び第2保持部62を上昇させた後、第2保持部62が計量部30の直上に位置するように第1保持部61及び第2保持部62をY軸方向に沿って移動する。その後、移送ロボット6は、第1保持部61及び第2保持部62を下降させて、第2保持部62の3つの吸着部62aによって3つの計量部30上の3つの商品100をそれぞれ保持する。このとき、各計量部30では商品100の計量が終了している。
次に、図14に示されるように、移送ロボット6は、第1保持部61及び第2保持部62のそれぞれで商品100を保持した状態で、第1保持部61及び第2保持部62を上昇させた後、第1保持部61が計量部30の直上に、第2保持部62が搬送部4の直上にそれぞれ位置するように第1保持部61及び第2保持部62をY軸方向に沿って移動する。その後、移送ロボット6は、第1保持部61及び第2保持部62を下降させて、第1保持部61が保持する3つの商品100を3つの計量部30上にそれぞれ載置するとともに、第2保持部62が保持する3つの商品100を搬送部4上に載置する。これにより、載置部2上の第3列目の3つの商品100が計量機3の載置面3a上に載置されるとともに、載置面3a上の第2列目の3つの商品100が搬送部4上に載置される。このとき、搬送部4上に載置されていた第1列目の3つの商品100は、すべて後段の処理装置5の搬送コンベア50に送られているため、第2列目の3つの商品100を搬送部4上に問題なく載置することができる。
次に、図15に示されるように、移送ロボット6は、商品100を保持していない第1保持部61及び第2保持部62を上昇させた後、第1保持部61が載置部2上の第4列目の商品100の直上に位置するように第1保持部61及び第2保持部62をY軸方向に沿って移動する。その後、移送ロボット6は、第1保持部61及び第2保持部62を下降させて、第1保持部61の3つの吸着部61aによって第4列目の3つの商品100を同時に保持する。
次に、図16に示されるように、移送ロボット6は、第1保持部61で商品100を保持した状態で、第1保持部61及び第2保持部62を上昇させた後、第2保持部62が計量部30の直上に位置するように第1保持部61及び第2保持部62をY軸方向に沿って移動する。その後、移送ロボット6は、第1保持部61及び第2保持部62を下降させて、第2保持部62の3つの吸着部62aによって3つの計量部30上の第3列目の3つの商品100をそれぞれ保持する。このとき、各計量部30では商品100の計量が終了している。
次に、図17に示されるように、移送ロボット6は、第1保持部61及び第2保持部62のそれぞれで商品100を保持した状態で、第1保持部61及び第2保持部62を上昇させた後、第1保持部61が計量部30の直上に、第2保持部62が搬送部4の直上にそれぞれ位置するように第1保持部61及び第2保持部62をY軸方向に沿って移動する。このとき、載置部2上には次の単位商品群が包装機1から排出される。その後、移送ロボット6は、図18に示されるように、第1保持部61及び第2保持部62を下降させて、第1保持部61が保持する3つの商品100を3つの計量部30上にそれぞれ載置するとともに、第2保持部62が保持する3つの商品100を搬送部4上に載置する。これにより、載置部2上の第4列目の3つの商品100が計量機3の載置面3a上に載置されるとともに、載置面3a上の第3列目の3つの商品100が搬送部4上に載置される。このとき、搬送部4上に載置されていた第2列目の3つの商品100は、すべて後段の処理装置5の搬送コンベア50に送られている。
次に、図19に示されるように、移送ロボット6は、商品100を保持していない第1保持部61及び第2保持部62を上昇させた後、第1保持部61が載置部2上の新たな単位商品群の第1列目の商品100の直上に位置するように第1保持部61及び第2保持部62をY軸方向に沿って移動する。そして、移送ロボット6は、第1保持部61及び第2保持部62を下降させて、第1保持部61の3つの吸着部61aによって、新たな単位商品群の第1列目の3つの商品100を同時に保持する。第1保持部61と第2保持部62の配置間隔D1は、載置部2上の単位商品群における第1列の商品100と計量部30との位置間隔D3と一致していることから、移送ロボット6では、第1保持部61によって新たな単位商品群の第1列目の3つの商品100を保持すると同時に、第2保持部62によって3つの計量部30上の3つの商品100を保持することができる。その後、本実施の形態1に係る包装計量システムでは、同様の処理が行われて、搬送部4からは計量後の複数の商品100が直列的に後段の処理装置5に排出される。
以上のように、本実施の形態1に係る包装計量システムでは、図1に示されるように、包装機1からX軸方向に沿って排出された商品100が載置される載置部2に対して、計量機3の載置面3aがY軸方向で並んで配置されている。そして、載置部2に載置されている複数列の商品100が、移送ロボット6の働きにより、列単位で順に計量機3の載置面3aまで移動し、さらに、計量機3で計量された列単位の商品100が搬送部4まで移動する。したがって、本包装計量システムのX軸方向に沿った長さを抑えつつ、包装機1から並列的に排出された複数の商品100を、搬送部4において直列的に搬送することができる。
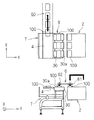
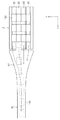
これに対して、図20のような構成によって、包装機1から載置部2に対して並列的に排出された複数列の商品100(単位商品群)を、後段の搬送部52において直列的に搬送する場合には、包装計量システムのX軸方向の長さがどうしても長くなり、包装計量システムのレイアウトの自由度に制限が生じてしまう。図20の包装計量システムでは、載置部2の複数のコンベア20が順番に動作することによって、載置部2上の単位商品群が列単位で順にコンバージャー51に搬送される。図20の例では、第4列、第3列、第2列、第1列の順で、列単位の3つの商品100がコンバージャー51に搬送される。コンバージャー51は、載置部2から搬送されてきた複数の商品100をX軸方向に並べて後段の搬送部52に搬送する。搬送部52において直列的に搬送される複数の商品100は、後段の図示しない計量部において順番に計量される。
上述のように、本実施の形態1に係る包装計量システムでは、本包装計量システムのX軸方向に沿った長さを抑えつつ、包装機1から並列的に排出された複数の商品100を、搬送部4において直列的に搬送することができるため、包装計量システムのレイアウトの自由度が向上する。
また、本実施の形態1では、載置部2のコンベア20の働きにより、包装機1から排出される単位商品群においてX軸方向で接触して並んでいる2つの商品100が、計量機3での計量前に引き離される。複数の商品100を同時に計量する際に、隣り合う商品100が互いに接触している場合には、各商品100の重量を正確に求めることができないことから、本実施の形態1のように、X軸方向で接触して並んでいる2つの商品100を計量前に引き離すことによって、各商品100を高精度に計量することができる。
また、本実施の形態1では、図1に示されるように、載置部2、計量機3の載置面3a及び搬送部4がこの順でY軸方向に沿って配置されているため、本包装計量システムのX軸方向に沿った長さをより抑えつつ、包装機1から並列的に排出された複数の商品100を、搬送部4において直列的に搬送することができる。
また、本実施の形態1では、商品100を移動する移送部として機能する移送ロボット6が、第1保持部61によって載置部2上の商品100を保持するとともに、第2保持部62によって計量機3の載置面3a上の商品100を保持し、第1保持部61及び第2保持部62で保持されている商品100を、載置面3a及び搬送部4にまでそれぞれ運んでいる。そのため、載置部2から計量機3の載置面3aへの商品100の移動と、載置面3aから搬送部4への商品100の移動とを並列的に行うことができる。よって、処理効率が向上する。
また、第1保持部61と第2保持部62は、両者の位置間隔D2が、計量機3の載置面3aと搬送部4との配置間隔D1と一致するようにY軸方向で並んでいるため、本実施の形態1のように、第1保持部61及び第2保持部62を連動して移動させることで、第1保持部61及び第2保持部62で保持されている商品100を、計量機3の載置面3a及び搬送部4にまで同時に運ぶことができる。よって、第1保持部61及び第2保持部62に対して異なった位置制御を行う場合と比較して、第1保持部61及び第2保持部62に対する簡単な位置制御で、それらに保持されている商品100を、載置面3a及び搬送部4にまで同時に運ぶことができる。
なお、上記の例では、包装機1からは4列の商品100が並列的に排出されていたが、包装機1から商品100が並列的に排出されるのであれば、つまり2列以上であれば、何列でも良い。また、包装機1から商品100が並列的に配列される際の各列を構成する商品100の数は一つ以上であれば何個でも良い。つまり、本願発明の「複数列」とは、各列の構成要素が1個以上であれば良い。例えば、包装機1からX軸方向に沿って排出される単位商品群が、Y軸方向に一列で並ぶ複数の商品100だけで構成されても良い。
実施の形態2.
上述の実施の形態1に係る包装計量システムでは、一つの商品100を一つの計量部30で測定しているため、単位商品群でのX軸方向に並ぶ商品100の数が変化すると、計量機3に設ける計量部30の数を変更する必要がある。また、実施の形態1に係る包装計量システムでは、単位商品群でのX軸方向に並ぶ複数の商品100の配置間隔が変化すると、それに応じて、計量機3においてX軸方向に沿って並ぶ複数の計量部30の配置間隔を変更する必要がある。さらに、実施の形態1に係る包装計量システムでは、商品100の大きさが変化すると、それに応じて計量部30の載置面30aの大きさも変更する必要がある。
上述の実施の形態1に係る包装計量システムでは、一つの商品100を一つの計量部30で測定しているため、単位商品群でのX軸方向に並ぶ商品100の数が変化すると、計量機3に設ける計量部30の数を変更する必要がある。また、実施の形態1に係る包装計量システムでは、単位商品群でのX軸方向に並ぶ複数の商品100の配置間隔が変化すると、それに応じて、計量機3においてX軸方向に沿って並ぶ複数の計量部30の配置間隔を変更する必要がある。さらに、実施の形態1に係る包装計量システムでは、商品100の大きさが変化すると、それに応じて計量部30の載置面30aの大きさも変更する必要がある。
このように、上述の実施の形態1に係る包装計量システムでは、単位商品群での商品100の配列や、商品100の大きさが変化すると、言い換えれば、包装機1でトレーを形成する際に使用される深絞り成形金型が変更されると、それに応じて計量機3の物理的な構成を変化させる必要がある。
そこで、本実施の形態2では、単位商品群での商品100の配列や、商品100の大きさが変化した場合であっても、計量機3の物理的な構成を変化させずに商品100の計量を行うことが可能な包装計量システムを提案する。
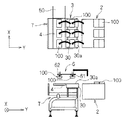
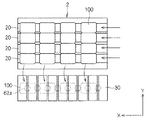
図21は、本実施の形態2に係る包装計量システムの構成を示す上面図である。以下では、実施の形態1に係る包装計量システムとの相違点を中心に本実施の形態2に係る包装計量システムについて説明する。
図21に示されるように、計量機3には、単位商品群でのX軸方向に並ぶ商品100の数よりも多い数の計量部30が設けられており、一つの商品100は、複数の計量部30にまたがって配置される。本実施の形態2では、計量機3には、例えば、X軸方向に沿って所定間隔で一列に並んだ9個の計量部30が設けられている。計量機3には、CPU等で構成された図示しない制御部が設けられており、当該制御部は、商品100が載置されている複数の計量部30で得られる当該商品100の部分重量を足し合わせて当該商品100の全体重量を求める。図21の例では、一つの商品100は、2つの計量部30の載置面30a上に載置され、当該2つの計量部30のそれぞれは、当該商品100における、自身の載置面30aに載置されている部分の重量を求める。そして、計量機3の制御部は、2つの計量部30で得られた重量を足し合わせて、当該2つの計量部30にまたがって載置されている商品100の重量を求める。
また、本実施の形態2に係る移送ロボット6では、第1保持部61において、単位商品群でのX軸方向に並ぶ商品100の数よりも多い数の吸着部61aが設けられており、一つの商品100は、少なくとも一つの吸着部61aで保持される。同様に、第2保持部62では、単位商品群でのX軸方向に並ぶ商品100の数よりも多い数の吸着部62aが設けられており、一つの商品100は、少なくとも一つの吸着部62aで保持される。本実施の形態2では、例えば、第1保持部61にはX軸方向に沿って所定間隔で一列に並ぶ8個の吸着部61aが設けられており、第2保持部62にはX軸方向に沿って所定間隔で一列に並ぶ8個の吸着部62aが設けられている。複数の吸着部61aの配置間隔と、複数の吸着部62aの配置間隔と、複数の計量部30の配置間隔とは一致している。
図22は、第2保持部62が複数の計量部30の直上に位置する状態での第2保持部62の複数の吸着部62aと複数の計量部30との位置関係を示す側面図である。なお、第1保持部61が複数の計量部30の直上に位置する状態での第1保持部61の複数の吸着部61aと複数の計量部30との位置関係についても図22と同様である。
図22に示されるように、複数の計量部30の直上に第2保持部62が位置する状態では、計量機3における、互いに隣り合う2つの計量部30によって挟まれた間隙30bのすべての直上には吸着部62aが位置するように複数の吸着部62aが取付部材62bに取り付けられている。このように、互いに隣り合う2つの計量部30の間隙30bの直上には必ず吸着部62aが存在することによって、単位商品群での商品100の配列や、商品100の大きさが変化した場合であっても、少なくとも2つの計量部30にまたがって載置された商品100を少なくとも一つの吸着部62aで保持することができる。
例えば、上述の図21に示されるように、一つの商品100が2つの計量部30にまたがって載置される場合には、複数の計量部30上に載置された3つの商品100のそれぞれを一つの吸着部62aで保持することができる。
また、図23に示されるように、単位商品群でのX軸方向に並ぶ商品100の数が3つから4つに変化した場合であっても、複数の計量部30上の4つの商品100のそれぞれを一つの吸着部62aで保持することができる。
また、図24に示されるように、単位商品群でのX軸方向に並ぶ商品100の数が3つから2つに変化するとともに、一つの商品100が4つの計量部30にまたがって載置される場合であっても、複数の計量部30上の2つの商品100のそれぞれを3つの吸着部62aで保持することができる。
また、図25に示されるように、単位商品群でのX軸方向に並ぶ商品100の数が3つから一つに変化するとともに、一つの商品100が7つの計量部30にまたがって載置される場合であっても、複数の計量部30上の一つの商品100を6つの吸着部62aで保持することができる。
本実施の形態2では、第2保持部62と同様に、第1保持部61においても、第1保持部61が複数の計量部30の直上に位置する状態では、互いに隣り合う2つの計量部30の間隙30bの直上には必ず吸着部61aが存在するにように構成されている。これにより、単位商品群での商品100の配列や、商品100の大きさが変化した場合であっても、第1保持部61が載置部2上の単位商品群を列単位で保持する際に各商品100を少なくとも一つの吸着部61aで保持することができる。
なお、少なくとも3つの計量部30が計量機3に設けられていれば、計量機3の物理的な構成を変更することなしに、複数種類の深絞り成形金型に対応することができる。例えば、計量部30に3つの計量部30が設けられている場合には、図21,23のように、商品100が2つの計量部30にまたがって載置されるような大きさとなるような深絞り成形金型に対応できるとともに、商品100が3つの計量部30にまたがって載置されるような大きさとなるような深絞り成形金型に対応することができる。
以上のように、本実施の形態2では、計量機3は、商品100が載置される複数の計量部30で得られる部分重量を足し合わせて、当該商品100の重量を求めるため、包装機1から排出される単位商品群での商品100の配列が変化したり、商品100の大きさが変化した場合であっても、計量機3の物理的な構成を変更することなく商品100を計量することができる。
また、本実施の形態2では、複数の計量部30の直上に第2保持部62が位置する状態では、計量機3における、互いに隣り合う2つの計量部30によって挟まれた間隙30bのすべての直上には、吸着部62aが位置しているため、単位商品群での商品100の配列が変化したり、商品100の大きさが変化した場合であっても、第2保持部62の構成を変更することなく、計量機3の載置面3a上の各商品100を第2保持部62で保持することができる。
また、本実施の形態2では、複数の計量部30の直上に第1保持部61が位置する状態では、計量機3における、互いに隣り合う2つの計量部30によって挟まれた間隙30bのすべての直上には、吸着部61aが位置しているため、単位商品群での商品100の配列が変化したり、商品100の大きさが変化した場合であっても、第1保持部61の構成を変更することなく、第1保持部61によって載置部2上の単位商品群を列単位で保持することができる。
なお、包装機1での深絞り成形金型が変更されて、単位商品群での商品100の配列や商品100の大きさが変更される場合には、単位商品群でのX軸方向に並ぶ複数の商品100が計量機3の載置面3a上に載置された際に各商品100がどの計量部30に載置されるようになるかを特定する情報が、計量機3の上述の制御部に対してユーザによって入力される。計量機3の制御部は、この情報に基づいて、商品100が載置される複数の計量部30を特定し、当該複数の計量部30で得られる部分重量を足し合わせて当該商品100の全体重量を求める。
実施の形態3.
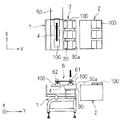
図26は本発明の実施の形態3に係る包装計量システムの構成を示す側面図である。本実施の形態3に係る包装計量システムでは、移送ロボット6の第1保持部61によって載置部2上の商品100を計量部30にまで運ぶとともに、移送ロボット6に新たに設けられた押し退け部65によって計量部30上の商品100を搬送部4にまで移動する。以下に、実施の形態1に係る包装計量システムとの相違点を中心に、本実施の形態3に係る包装計量システムについて説明する。
図26は本発明の実施の形態3に係る包装計量システムの構成を示す側面図である。本実施の形態3に係る包装計量システムでは、移送ロボット6の第1保持部61によって載置部2上の商品100を計量部30にまで運ぶとともに、移送ロボット6に新たに設けられた押し退け部65によって計量部30上の商品100を搬送部4にまで移動する。以下に、実施の形態1に係る包装計量システムとの相違点を中心に、本実施の形態3に係る包装計量システムについて説明する。
図26に示されるように、本実施の形態3に係る移送ロボット6では、第2保持部62及び腕部63の代わりに押し退け部65が設けられている。押し退け部65は、X軸方向に沿って延在する、鉛直方向(X軸方向及びY軸方向に垂直な方向)に平行な板状部材であって、連結部60によって第1保持部61の取付部材61bと連結されている。連結部60には腕部64の一端が接続されており、腕部64の他端は図示しない駆動部に接続されている。移送ロボット6では、駆動部の働きにより、第1保持部61及び押し退け部65が、Y軸方向に沿って一体的に移動することができるとともに、鉛直方向に沿って一体的に移動することができる。
本実施の形態3に係る移送ロボット6では、実施の形態1と同様に、第1保持部61が、載置部2上の単位商品群において、第1列の商品100から順に第4列までの商品100を列単位で計量機3の載置面3aまで移動する一方で、押し退け部65が、載置面3a上の列単位の商品100を搬送部4まで押し退ける。これより、包装機1から並列的に排出された複数の商品100が、後段の搬送部4では直列的に搬送されるようになる。よって、搬送部4の後段の処理装置5では、商品100を一つずつ処理することができる。
次に、包装機1から排出された商品100が、載置部2、計量機3、搬送部4を経て、処理装置5に搬送されるまでの本実施の形態3に係る包装計量システムの一連の動作について説明する。図27〜36はこの一連の動作を順に示す図である。なお、図27〜36のそれぞれでは、下半分に本包装計量システムの側面図を、上半分に本包装計量システムの上面図をそれぞれ示している。
図27に示されるように、載置部2上に単位商品群が載置されると、移送ロボット6は、第1保持部61で第1列目の3つの商品100を同時に保持して、当該3つの商品100を3つの計量部30の上にそれぞれ載置する。各計量部30は、商品100が載置されると、その商品100の重量の算出を開始する。
次に、図28に示されるように、移送ロボット6は、商品100を保持していない第1保持部61及び押し退け部65を載置部2の方へ移動させて、第1保持部61で載置部2上の第2列目の3つの商品100を同時に保持する。
次に、図29に示されるように、移送ロボット6は、第1保持部61で第2列目の商品100を保持した状態で、第1保持部61及び押し退け部65を計量部30に向かって移動させて、図30に示されるように第1保持部61で保持する第2列目の3つの商品100を3つの計量部30にそれぞれ載置する。このとき、移送ロボット6は、押し退け部65によって3つの計量部30上の第1列目の3つの商品100を同時に搬送部4に押し退けながら、第1保持部61で保持されている第2列目の商品100を計量機3の載置面3aまで運ぶ。なお、押し退け部65が、計量機3の載置面3a上の商品100を押し退ける際には、各計量部30では商品100の計量が終了している。
次に、図31に示されるように、移送ロボット6は、商品100を保持していない第1保持部61及び押し退け部65を載置部2の方へ移動させて、第1保持部61で載置部2上の第3列目の3つの商品100を同時に保持する。
次に、図32に示されるように、移送ロボット6は、第1保持部61で第3列目の商品100を保持した状態で、第1保持部61及び押し退け部65を計量部30に向かって移動させて、図33に示されるように第1保持部61で保持する第3列目の3つの商品100を3つの計量部30にそれぞれ載置する。このとき、移送ロボット6は、押し退け部65によって3つの計量部30上の第2列目の3つの商品100を同時に搬送部4に押し退けながら、第1保持部61で保持されている第3列目の商品100を計量機3の載置面3aまで運ぶ。
次に、図34に示されるように、移送ロボット6は、商品100を保持していない第1保持部61及び押し退け部65を載置部2の方へ移動させて、第1保持部61で載置部2上の第4列目の3つの商品100を同時に保持する。
次に、図35に示されるように、移送ロボット6は、第1保持部61で第4列目の商品100を保持した状態で、第1保持部61及び押し退け部65を計量部30に向かって移動させて、図36に示されるように第1保持部61で保持する第4列目の3つの商品100を3つの計量部30にそれぞれ載置する。このとき、移送ロボット6は、押し退け部65によって3つの計量部30上の第3列目の3つの商品100を同時に搬送部4に押し退けながら、第1保持部61で保持されている第4列目の商品100を計量機3の載置面3aまで運ぶ。
その後、移送ロボット6は、載置部2上の新たな単位商品群での第1列目の商品100を第1保持部61で保持し、その状態で、第1保持部61及び押し退け部65を計量部30の方へ移動させる。そして、移送ロボット6は、押し退け部65によって3つの計量部30上の第4列目の3つの商品100を搬送部4に押し退けながら、第1保持部61で保持されている、新たな単位商品群での第1列目の商品100を計量機3の載置面3aまで運ぶ。以後、同様の処理が行われる。
以上のように、本実施の形態3では、移送ロボット6が、押し退け部65によって計量機3の載置面3a上の商品100を搬送部4に押し退けながら、第1保持部61が保持する商品100を計量機3の載置面3aまで運ぶため、載置部2から計量機3の載置面3aへの商品100の移動と、載置面3aから搬送部4への商品100の移動とを並列的に行うことができる。よって、処理効率が向上する。
さらに、計量機3の載置面3a上の商品100を搬送部4まで移動させる手段として板状部材から成る押し退け部65を使用しているため、実施の形態1に係る移送ロボット6と比較して、移送ロボット6の構成を簡単にできる。
なお、本実施の形態3に係る包装計量システムにおいても、実施の形態2に係る包装計量システムと同様に、一つの商品100が複数の計量部30に載置されるように計量機3を構成し、商品100が載置される複数の計量部30で得られる部分重量を足し合わせて当該商品100の重量を求めても良い。この場合には、実施の形態2に係る第1保持部61と同様に、第1保持部61が複数の計量部30の直上に位置する状態では、互いに隣り合う2つの計量部30の間隙30bの直上には必ず吸着部61aが存在するにように第1保持部61を構成する方が好ましい。これにより、単位商品群での商品100の配列が変化したり、商品100の大きさが変化したりする場合であっても、第1保持部61の構成を変更することなく、第1保持部61によって載置部2上の単位商品群を列単位で保持することができる。
1 包装機
2 載置部
3 計量機
3a 載置面
4 搬送部
6 移送ロボット
30 計量部
61 第1保持部
62 第2保持部
65 押し退け部
61a,62a 吸着部
100 商品
2 載置部
3 計量機
3a 載置面
4 搬送部
6 移送ロボット
30 計量部
61 第1保持部
62 第2保持部
65 押し退け部
61a,62a 吸着部
100 商品
Claims (10)
- 対象物を包装し、包装後の複数の対象物を複数列に配列した状態で第1方向に沿って並列的に排出する包装機と、
前記包装機から並列的に排出された複数列の対象物が載置される載置部と、
前記第1方向に垂直な第2方向で前記載置部と並んで配置された載置面を有し、当該載置面に載置された複数の対象物のそれぞれを個別に計量する計量機と、
載置された対象物を前記第1方向に沿って搬送する搬送部と、
前記載置部に載置されている複数列の対象物を、列単位で順に前記載置面まで移動するとともに、前記計量機で計量された前記列単位の対象物を前記載置面から前記搬送部まで移動する移送部と
を備える、包装計量システム。 - 請求項1に記載の包装計量システムであって、
前記載置部は、前記包装機から並列的に排出される複数列の対象物において、前記第1方向で接触して並んでいる2つの対象物を引き離す分離部として機能する、包装計量システム。 - 請求項1及び請求項2のいずれか一つに記載の包装計量システムであって、
前記載置部、前記載置面及び前記搬送部は、この順で前記第2方向に沿って並んで配置されている、包装計量システム。 - 請求項1乃至請求項3のいずれか一つに記載の包装計量システムであって、
前記移送部は、前記載置部上の対象物を前記列単位で保持する第1保持部と、前記計量機の前記載置面上の前記列単位の対象物を保持する第2保持部とを備え、
前記移送部は、
(a)前記第1保持部によって前記載置部上の対象物を保持する処理と、
(b)前記第1保持部が対象物を保持した状態で、前記第2保持部によって前記計量機上の対象物を保持する処理と、
(c)前記第1及び第2保持部で保持されている対象物を、前記計量機及び前記搬送部にまでそれぞれ運ぶ処理と
を繰り返して行う、包装計量システム。 - 請求項3に記載の包装計量システムであって、
前記移送部は、前記載置部上の対象物を前記列単位で保持する第1保持部と、前記計量機の前記載置面上の前記列単位の対象物を保持する第2保持部とを備え、
前記第1及び第2保持部は、両者の位置間隔が前記載置面と前記搬送部の配置間隔と一致するように第2方向で並んでおり、
前記移送部は、
(a)前記第1保持部によって前記載置部上の対象物を保持する処理と、
(b)前記第1保持部が対象物を保持した状態で、前記第2保持部によって前記載置面上の対象物を保持する処理と、
(c)前記第1及び第2保持部で保持されている対象物を、前記載置面及び前記搬送部にまでそれぞれ運ぶ処理と
を繰り返し行う、包装計量システム。 - 請求項1乃至請求項5のいずれか一つに記載の包装計量システムであって、
前記計量機は、前記載置面を有するN(≧3)個の計量部を備え、計量対象の対象物が載置されるM(2≦M≦N)個の計量部で得られる部分重量を足し合わせて、当該対象物の重量を求める、包装計量システム。 - 請求項4及び請求項5のいずれか一つに記載の包装計量システムであって、
前記計量機は、前記第1方向に沿って一列に配置された、前記載置面を有するN(≧3)個の計量部を備え、計量対象の対象物が載置されるM(2≦M≦N)個の計量部で得られる部分重量を足し合わせて、当該対象物の重量を求め、
前記第1保持部は、前記載置部上の対象物を吸着する、前記第1方向に沿って一列に配置された複数の吸着部を備え、
前記N個の計量部の直上に前記第1保持部が位置する状態では、前記計量機における、互いに隣り合う2つの計量部によって挟まれた間隙のすべての直上には、吸着部が位置している、包装計量システム。 - 請求項4及び請求項5のいずれか一つに記載の包装計量システムであって、
前記計量機は、前記第1方向に沿って一列に配置された、前記載置面を有するN(≧3)個の計量部を備え、計量対象の対象物が載置されるM(2≦M≦N)個の計量部で得られる部分重量を足し合わせて、当該対象物の重量を求め、
前記第2保持部は、前記計量機の前記載置面上の対象物を吸着する、前記第1方向に沿って一列に配置された複数の吸着部を備え、
前記N個の計量部の直上に前記第2保持部が位置する状態では、前記計量機における、互いに隣り合う2つの計量部によって挟まれた間隙のすべての直上には、吸着部が位置している、包装計量システム。 - 請求項1乃至請求項3のいずれか一つに記載の包装計量システムであって、
前記移送部は、前記載置部上の対象物を前記列単位で保持する保持部と、前記計量機の前記載置面上の前記列単位の対象物を前記搬送部に押し退ける押し退け部とを備え、
前記移送部は、
(a)前記保持部によって前記載置部上の対象物を保持する処理と、
(b)前記押し退け部によって前記載置面上の対象物を前記搬送部に押し退けながら、前記保持部で保持されている対象物を前記載置面にまで運ぶ処理と
を繰り返して行う、包装計量システム。 - 請求項9に記載の包装計量システムであって、
前記計量機は、前記第1方向に沿って一列に配置された、前記載置面を有するN(≧3)個の計量部を備え、計量対象の対象物が載置されるM(2≦M≦N)個の計量部で得られる部分重量を足し合わせて、当該対象物の重量を求め、
前記保持部は、前記載置部上の対象物を吸着する、前記第1方向に沿って一列に配置された複数の吸着部を備え、
前記N個の計量部の直上に前記保持部が位置する状態では、前記計量機における、互いに隣り合う2つの計量部によって挟まれた間隙のすべての直上には、吸着部が位置している、包装計量システム。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011056452A JP2012192941A (ja) | 2011-03-15 | 2011-03-15 | 包装計量システム |
| EP12159615A EP2500276A1 (en) | 2011-03-15 | 2012-03-15 | Packaging and weighing system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011056452A JP2012192941A (ja) | 2011-03-15 | 2011-03-15 | 包装計量システム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012192941A true JP2012192941A (ja) | 2012-10-11 |
Family
ID=45894209
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011056452A Withdrawn JP2012192941A (ja) | 2011-03-15 | 2011-03-15 | 包装計量システム |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2500276A1 (ja) |
| JP (1) | JP2012192941A (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK2733095T3 (en) | 2012-11-16 | 2015-12-07 | Multivac Sepp Haggenmüller Gmbh & Co Kg | Separation system and method for packaging plants |
| GB2517145B (en) * | 2013-08-08 | 2017-04-26 | Packaging Automation Ltd | Improvements in and relating to packaging apparatus |
| EP3269654B1 (en) * | 2015-03-09 | 2019-01-23 | Nexes Control Design Engineering S.L.U. | Work station for a packaging line and a packaging line comprising at least two of said work stations |
| DE102016225888A1 (de) * | 2016-12-21 | 2018-06-21 | Weber Maschinenbau Gmbh Breidenbach | Vorrichtung und Verfahren zum Handhaben von Produkten |
| DE102019108887A1 (de) * | 2019-04-04 | 2020-10-08 | Weber Maschinenbau Gmbh Breidenbach | Verfahren zum Prüfen von Lebensmittelpackungen |
| CN111153199B (zh) * | 2020-01-19 | 2024-07-19 | 华尔科技集团股份有限公司 | 一种用于针织生产的配料系统 |
| DE102021107944A1 (de) | 2021-03-30 | 2022-10-06 | Multivac Sepp Haggenmüller Se & Co. Kg | Verfahren zum Einlegen von Produkten in Trays und Beladestation |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3225891A (en) * | 1963-12-03 | 1965-12-28 | Packaging Corp America | Method of and apparatus for transferring articles |
| DE102005018251A1 (de) | 2005-04-19 | 2006-10-26 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Verpackungsmaschine |
| DE102009022820B4 (de) * | 2009-05-27 | 2017-12-28 | Iwk Verpackungstechnik Gmbh | Übergabevorrichtung und Verfahren zur Bildung eines Produktstapels in einer Verpackungsmaschine |
-
2011
- 2011-03-15 JP JP2011056452A patent/JP2012192941A/ja not_active Withdrawn
-
2012
- 2012-03-15 EP EP12159615A patent/EP2500276A1/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| EP2500276A1 (en) | 2012-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012192941A (ja) | 包装計量システム | |
| US10737810B2 (en) | Device and method for filling nested containers | |
| US12171273B2 (en) | System for assembling and filling electronic cigarettes | |
| MXPA04006767A (es) | Sistema de manejo de materiales. | |
| CN102348964A (zh) | 用于称重产品的方法和检重秤 | |
| JP2012187513A (ja) | 物品選別装置 | |
| CN108792057A (zh) | 用于灌装容器的方法 | |
| JP4155455B2 (ja) | 物品の移載装置 | |
| TWI710410B (zh) | 電子元件分類方法及裝置 | |
| CN210391801U (zh) | 一种食品自动装托盒生产线 | |
| JP5036912B1 (ja) | 農畜産物の並べ替え装置および農畜産物の並べ替え方法 | |
| JP5363099B2 (ja) | 計量機器及び計量方法 | |
| CN112498767A (zh) | 一种灌装系统灌装量的取样检测方法 | |
| JP3822758B2 (ja) | 列独立搬送部を備えた個別送り装置 | |
| JP6475144B2 (ja) | 箱詰め装置 | |
| JP6462556B2 (ja) | 箱詰め装置 | |
| US20090025986A1 (en) | Packaging Machine | |
| TWI572410B (zh) | Method and device for applying liquid material of electronic component | |
| JP5681908B2 (ja) | 卵包装装置および卵包装方法 | |
| JP5807576B2 (ja) | 物品移載装置 | |
| CN109264108B (zh) | 包装盒称重装置 | |
| JP3819251B2 (ja) | 包装体の搬送装置及び搬送方法 | |
| JP2025113765A (ja) | 果菜引継ぎ搬送装置及び果菜箱詰め装置 | |
| JPH06219546A (ja) | 自動箱詰め装置における自動整列装置 | |
| JP2005306385A (ja) | 物品梱包装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140603 |