JP2012194313A - パターンニング基板の開口部におけるインキ平坦固化方法及び平坦固化装置 - Google Patents
パターンニング基板の開口部におけるインキ平坦固化方法及び平坦固化装置 Download PDFInfo
- Publication number
- JP2012194313A JP2012194313A JP2011057579A JP2011057579A JP2012194313A JP 2012194313 A JP2012194313 A JP 2012194313A JP 2011057579 A JP2011057579 A JP 2011057579A JP 2011057579 A JP2011057579 A JP 2011057579A JP 2012194313 A JP2012194313 A JP 2012194313A
- Authority
- JP
- Japan
- Prior art keywords
- ink
- opening
- patterning substrate
- flattening
- patterning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Landscapes
- Liquid Crystal (AREA)
- Electroluminescent Light Sources (AREA)
- Optical Filters (AREA)
Abstract
【課題】パターンニング基板の開口部にインキを塗布した後にインキを固化する製造方法であって隔壁内でインキが蒸発乾燥した際に平坦に固化させ、高品質の印刷物を得ることができるようにした。
【解決手段】隔壁201 及び開口部202 を有する透明なパターンニング基板200 の開口部にインキ203 を塗布した後に、そのインキを平坦に固化するパターンニング基板の開口部におけるインキの平坦固化方法であって、開口部に塗布されたインキ203 の気層−液層界面における液層表面の中央部を、金属板204A、204B間の電位差(電界)により電気的に引き上げながらインキ203 表面を平坦化して乾燥固化する。
【選択図】図2
【解決手段】隔壁201 及び開口部202 を有する透明なパターンニング基板200 の開口部にインキ203 を塗布した後に、そのインキを平坦に固化するパターンニング基板の開口部におけるインキの平坦固化方法であって、開口部に塗布されたインキ203 の気層−液層界面における液層表面の中央部を、金属板204A、204B間の電位差(電界)により電気的に引き上げながらインキ203 表面を平坦化して乾燥固化する。
【選択図】図2
Description
本発明は、液晶ディスプレイ(LCD)用カラーフィルター、プラズマディスプレイパネル(PDP)、有機エレクトロルミネッセンス(EL)ディスプレイ、無機ELディスプレイ等で用いられるパターンニング基板のブラックマトリックスと呼ばれる遮光性の隔壁や光の透過する開口部にインキを塗布した後のインキを平坦固化する製造方法であって、隔壁内や開口部でインキが蒸発乾燥した際に平坦に固化させることを可能にし、結果として高品質の印刷物を得ることができるようにしたパターンニング基板の開口部におけるインキ平坦固化方法及び平坦固化装置に関するものである。
LCD用カラーフィルター、PDP、有機ELディスプレイ、無機ELディスプレイ等においては、隔壁、および隔壁で囲まれた開口部を一定間隔のパターンで配列した透明な基板が用いられる。開口部は光が透過する画素領域(カラー画素部)と呼ばれ、この領域における光の透過を制御することによって所望の画像が表示できるようになる。例えばLCD用カラーフィルターにおけるパターン基板の場合、ブラックマトリックスと呼ばれる隔壁の材料に遮光性を有する感光性樹脂を用い、開口部の形状が短冊型、正方型、あるいはブーメラン型になるように周囲を壁で囲む。各々の開口部には赤(R)、緑(G)、あるいは青(B)の流動性や粘稠性のある顔料インキの薄膜層が塗布形成され、RGBの順列で配列される。最終的にはカラーフィルターをLCDパネルに貼り合わせることにより、照明光がLCDパネルの液晶層で偏光制御されて光が通過した画素だけが視認されて、結果として所望のカラー画像が表示される。
透明なパターンニング基板の光透過部となる開口部に薄膜を形成する方法としては、印刷方式、及び蒸着方式がある。印刷方式では流動性や粘稠性のあるインキを塗布・乾燥させるという簡便な工程であるため、設備投資が少なくて済み、大量かつ低コストで製品を生産できる製造方法と言える。一方、蒸着方式は、真空設備を必要とするため大規模な投資が必要であり、加えて、真空装置の規模により生産面積が限定されるため、製品のコスト高、および生産性低下に繋がり易い製造方法と言える。
印刷方式では、微細な凸部と凹部のパターンが形成された凸版を用いる。凸版を用いた印刷方式では、まずインキ供給源から版のインキ転移面である凸部上面にインキを移す。続いて凸部上面のインキを隔壁、および開口部を有するパターンニング基板の開口部に移して印刷物を完成させる。前者の過程を一次転移、後者を二次転移と呼ぶ。
二次転移過程においてパターンニング基板の開口部(カラー画素部)に塗布されたインキは平坦に固化することが好ましい。しかし、実際は流動性や粘稠性のあるインキの表面張力作用により、インキの隔壁に対する濡れ性が大きい場合は、インキが隔壁を這い上がり、インキ中央部のインキ膜厚に対して隔壁近傍のインキ膜厚が厚くなる現象が生じ、結果として、開口部の底面における乾燥膜厚は隔壁により近い部分で厚く、開口部底面の中央部に向かって徐々に薄くなる傾向がある。つまり、開口部内の乾燥薄膜の形状は谷型となる。このように、開口部内のインキ乾燥膜厚の不均一性は画像の輪郭を不明瞭にするため問題になる。特に最近のパターンニング基板の開口部サイズは数10μmと微細になってきており、開口部内の僅かな乾燥膜厚分布が画質に大きく影響する。
パターンニング基板の開口部(画素部)に塗布された流動性や粘稠性のあるインキ(LCD用カラーフィルタ用インキ)を開口部領域の全体に均一成膜する方法として、開口部
にインキを塗布した後に超音波振動を基板に与えることにより、開口部内のインキを流動させて広げる方式が開示されている。しかし、この方法の場合、超音波振動によって開口部内のインキが開口部の外、例えば、隔壁(遮光性プラックマトリクスパターン)上面や基板外に飛散して周囲を汚染してしまうという問題がある。また振動を利用しているため、振動発生機から床に振動が伝わり、周囲の装置に影響を及ぼす可能性がある。特に周囲に微細な加工・操作を行う機器・装置が配置されている場合、振動は問題になる。
にインキを塗布した後に超音波振動を基板に与えることにより、開口部内のインキを流動させて広げる方式が開示されている。しかし、この方法の場合、超音波振動によって開口部内のインキが開口部の外、例えば、隔壁(遮光性プラックマトリクスパターン)上面や基板外に飛散して周囲を汚染してしまうという問題がある。また振動を利用しているため、振動発生機から床に振動が伝わり、周囲の装置に影響を及ぼす可能性がある。特に周囲に微細な加工・操作を行う機器・装置が配置されている場合、振動は問題になる。
本発明にあっては、隔壁(遮光部)および開口部(カラー画素部)を有するパターンニング基板の開口部にインキを塗布した後に、そのインキを固化する製造方法であって、隔壁内でインキが蒸発乾燥した際に平坦に固化させて、結果として高品質の印刷物を得ることができるパターンニング基板の開口部におけるインキ平坦固化方法に関し、このような技術を利用して、パターニング基板に接触することなく、パターンニング基板の開口部のインキを平坦固化することが可能な製造装置を提供することを課題とする。
上記課題を解決するための本発明の請求項1に係る発明は、透明な基板面に隔壁および開口部のパターンを有するパターンニング基板の開口部におけるインキの平坦固化方法において、その透明な基板面の開口部相当部にインキを塗布して前記開口部を形成した後に、そのインキを平坦に固化するパターンニング基板の開口部におけるインキの平坦固化方法であって、開口部に塗布されたインキの気層−液層界面における液層表面の中央部を電気的に引き上げながら前記インキを平坦に固化することを特徴とするパターンニング基板の開口部におけるインキの平坦固化方法である。
本発明の請求項2に係る発明は、上記請求項1に係るパターンニング基板の開口部におけるインキの平坦固化方法において、前記平坦固化方法が、インキを塗布したパターンニング基板の上下を覆うように面積の等しい2枚の金属板を平行に配置し、2枚の金属板間に電位差を与えることによってなされることを特徴とするパターンニング基板の開口部におけるインキ平坦固化方法である。
本発明の請求項3に係る発明は、上記請求項1又は2に係るパターンニング基板の開口部におけるインキ平坦固化方法において、開口部に塗布されたインキの気層−液層界面における液層表面の中央部を電気的に引き上げながら平坦に固化する際に、開口部に塗布された前記インキを熱印加あるいは紫外線照射しながら平坦に固化することを特徴とするパターンニング基板の開口部におけるインキの平坦固化方法である。
本発明の請求項4に係る発明は、透明な基板面に隔壁および開口部のパターンを有するパターンニング基板の開口部におけるインキの平坦固化方法において、その透明な基板面の開口部相当部にインキを塗布して前記開口部を形成した後に、そのインキを平坦に固化するパターンニング基板の開口部におけるインキ平坦固化方法であって、上記請求項1乃至3のいずれか1項に係るパターンニング基板の開口部におけるインキ平坦固化方法を用いてパターンニング基板の開口部におけるインキを平坦に固化することを特徴とするパターンニング基板の開口部におけるインキ平坦固化方法である。
本発明の請求項5に係る発明は、透明な基板面に隔壁および開口部のパターンを有する
パターンニング基板の開口部におけるインキの平坦固化装置において、透明な基板面に隔壁および開口部のパターンを有するパターンニング基板において、その透明な基板面の開口部相当部にインキを塗布して前記開口部を形成した後に、そのインキを平坦に固化するパターンニング基板の開口部におけるインキ平坦固化装置であって、インキを塗布したパターンニング基板の上下を覆う面積の等しい平行に配置され、且つその金属板間に電位差が付与可能な2枚の金属板と、パターンニング基板に塗布された前記インキを熱印加あるいは紫外線照射にて硬化乾燥させるインキ硬化乾燥手段とを備えることを特徴とするパターンニング基板の開口部におけるインキ平坦固化装置である。
パターンニング基板の開口部におけるインキの平坦固化装置において、透明な基板面に隔壁および開口部のパターンを有するパターンニング基板において、その透明な基板面の開口部相当部にインキを塗布して前記開口部を形成した後に、そのインキを平坦に固化するパターンニング基板の開口部におけるインキ平坦固化装置であって、インキを塗布したパターンニング基板の上下を覆う面積の等しい平行に配置され、且つその金属板間に電位差が付与可能な2枚の金属板と、パターンニング基板に塗布された前記インキを熱印加あるいは紫外線照射にて硬化乾燥させるインキ硬化乾燥手段とを備えることを特徴とするパターンニング基板の開口部におけるインキ平坦固化装置である。
本発明は上記構成のパターンニング基板開口部におけるインキ平坦固化方法及びそのインキ平坦固化装置とすることにより、開口部(カラー画素部)内のインキ、特に着色インキ(レッド色、グリーン色、ブルー色、イエロー色等)の乾燥膜厚が均一になり、インキが平坦に固化されて、結果として輪郭が明瞭なカラー画像(モノクロ画像を含めて)を表示することができる。更には、開口部におけるインキの平坦固化を、パターニング基板に接触することなく行うことができるため、工程内の汚染、汚損を発生し難くすることができ、微細な開口部(カラー画素部)内に印刷方式によるインキを備えたパターンニング基板を使用するLCD用カラーフィルター、PDP、有機ELディスプレイ、無機ELディスプレイ等の製品の塗布工程に極めて好適である。
本発明のパターンニング基板上の隔壁に囲まれた開口部(画素部)におけるインキ平坦固化方法と、そのインキ平坦固化装置について説明すれば、図1は、パターンニング基板の開口部102(画素部)相当部にインキ103を塗布したパターンニング基板のパターンニング面を垂直に切ったときの状態を説明する側断面図である。
透明なガラス板、プラスチック板等のパターンニング基板100の片面には、パターン
設計に対応したパターン状の隔壁部101と、該隔壁部101に囲まれた開口部102(画素部)相当部が設定され、その開口部102(画素部)相当部には、印刷方式にて、インキ、特に着色インキ103(レッド色、グリーン色、ブルー色、イエロー色等)が印刷塗布されて、該開口部102相当部内に谷型に変形したインキ103による開口部102(画素部)が形成される。
設計に対応したパターン状の隔壁部101と、該隔壁部101に囲まれた開口部102(画素部)相当部が設定され、その開口部102(画素部)相当部には、印刷方式にて、インキ、特に着色インキ103(レッド色、グリーン色、ブルー色、イエロー色等)が印刷塗布されて、該開口部102相当部内に谷型に変形したインキ103による開口部102(画素部)が形成される。
パターンニング基板100を挟むように、電圧源105で電気的に繋がれた大きさの等しい2枚の金属板104A、および104Bが、平行に定位置に配置され、開口部102には、既にインキ103が塗布されており、インキ103が固化する前に、2枚の金属板104Aと104Bの間に電圧源105により所定の電圧を印加する。
インキ103(カラーインキ)は、通常、非水性系のベヒクル樹脂成分と着色剤成分(顔料又は染料)、あるいは非水性系のバインダー樹脂成分と着色剤成分(顔料又は染料)とから構成されるが、その成分や素材が誘電体(非良導体)である場合には、電界内に配置されたインキ103は、その内部で誘電分極が発生し、金属板104A(電極)の電荷(+又は−)により、気層(金属板間の大気層)と液層(インキ層)とによる気層−液層界面の液層(インキ層)表面側には、分極により、金属板104Aの電荷に対して反対の電荷(−又は+)が生じて、−又は+に帯電した液層(インキ層)表面は、電気的に、この金属板104Aの電荷(+又は−)の方に引き付けられる。一方で、パターンニング基板100に接している基板層−液層界面の液層(インキ層)表面側には、分極により、金属板104B(電極)の電荷に対して反対の電荷(+又は−)が生じて、この金属板104Bの電荷(−又は+)の方に引き付けられる。
そのため当初、開口部102内で谷型に変形していたインキ103は、結果として開口部102底面の中央部で頂点を持った山型に変形する。印加する電圧を調整することにより、山の傾斜度合いを調整し、最終的にはインキ103の液面を開口部102底面と平行にすることができる。
加えて、図2に示すように、開口部202にインキ203を塗布した直後ではインキ203は開口部202側の隔壁201壁面を濡れ上がるが、2枚の金属板204Aと204Bの間に電圧を印加すると、開口部202内のインキ203液面が金属板204A方向に引き上げられて上昇するため、隔壁201壁面に濡れ上がっていたインキ203は上昇してくるインキ液面に引っ張られ、隔壁201壁面に沿って開口部202の底面方向に下降移動する。結果として、隔壁202壁面に濡れ上がって付着していたインキがなくなるので、隔壁203壁面におけるインキの付着によるインキ汚染を回避できる。
続いて、図3に示すように、自然乾燥あるいは熱印加あるいは紫外線照射にて固化させる過程において、金属板304Aと304Bの間に電圧を印加した状態で、インキ表面を開口部302底面と平行に保持したまま引き上げ続けることにより、最終的にインキが固化したときには開口部302内で乾燥膜厚が平坦であり、かつ、隔壁301においてインキ汚染のない印刷物が得られる。
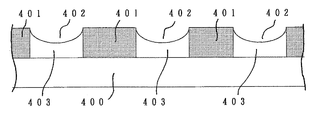
一方で、開口部内のインキ形状を操作せず、単純に開口部内でインキを固化するまで乾燥させた場合は、図4に示すように、開口部402に塗布されたインキ403は開口部402の底面に次第に濡れ広がり、やがて開口部402を囲う隔壁401まで到達すると、隔壁401に対する液状インキの濡れ性と表面張力作用により、インキ403は隔壁401の壁面を這う様にして濡れ上がる。インキは隔壁401で囲まれた閉空間内でメニスカスを形成するため、開口部402底面のより隔壁401に近い領域でインキ403の塗布膜厚が厚くなり、開口部402底面の中央部に近づくにつれて薄くなる。すなわち、図4に示すように開口部402内において固化する前のインキ403の形状は谷型になる。続いて、インキの乾燥が進行すると、図5に示すように、インキ503は初期の隔壁501壁面を濡れ上がった状態の塗布膜厚の分布を反映した状態で乾燥固化するため、乾燥膜厚も開口部502底面のより隔壁501に近い領域で厚くなり,開口部502底面の中央部に近づくにつれて薄い状態の谷型となる。
図5に示すように開口部502内でインキ503(画素インキ)が谷型の大きな膜厚分布を生じた場合、得られる画像は輪郭が明瞭でなく、滲んだようなぼやけた画質となる。最近のLCD用カラーフィルター、PDP、有機ELディスプレイ、無機ELディスプレイ等のパターンニング基板の開口部サイズは数10μmと微細化が進み、画素数も数100万個と膨大な数になるため、開口部内の膜厚の不均一性は画質の劣化に大きく影響を及ぼす。
図1では、2枚の金属板104A、104Bの対向側の表面は、なるべく平坦で平滑であって、鏡面であることが適当であり、2枚の金属板104A、104Bの間に電位差を発生させるが、電位差の高低(+極、−極)は、金属板104A、104Bのどちらに設定しても良く、引き上げて平坦に乾燥固化させるインキ103の電気的性質(誘電率など)に応じて決めることができる。電位差の大きさは、金属板間に放電スパークが発生しない範囲以下の大きさであれば特に限定されないが、インキ103表面を開口部102底面と平行に引き上げられるような値に適宜調整すれば良い。また、2枚の金属板(電極板)の間隔、金属板とパターンニング基板との離間距離に関しても、インキ103表面を開口部102底面と平行に引き上げられるような距離に適宜調整すれば良い。インキ103が固化するまでの間において電位差は一定値でも良いし、乾燥過程で適宜調整しても良い。最終的には、開口部102内でインキ103が固化したときにおいて、インキ乾燥膜厚が開口部102底面と平行になるような電位差に設定調整すれば良い。
2枚の金属板104Aおよび104Bの大きさ(面積)は、互いに等しいことが望ましい。大きさが異なる場合、金属板間に生じる電界の均一領域は小さい金属板の面積に支配される。しかも、金属板の端部における電界の不均一性が大きくなる。結果として、インキを引き上げる力が、画素部である複数の各々開口部の位置毎に異なり、パターンニング基板100の全体で見たとき、パターンニング基板100の場所毎に異なった画質となってしまう。
加えて、2枚の金属板104Aおよび104Bは平行であることが望ましい。平行でない場合、金属板間に生じる電界が不均一になるため、パターンニング基板100の全体で見たとき、パターンニング基板100の場所毎に異なった画質となってしまう。
パターンニング基板100は、2枚の金属板104Aおよび104Bの端部からある程度離して配置することが望ましい。2枚の金属板の大きさが等しく、かつ、平行に配置されていたとしても、金属板の端部周辺の電界は不均一になっているため、パターンニング基板100の各開口部に塗布されたインキを全ての開口部の位置について等しい力で電気的に引き上げるためには、金属板104Aおよび104Bの中央部にパターンニング基板100を配置し、パターンニング基板100の端部を、金属板104Aおよび104Bの端部から離して距離を置いて配置するのが良い。
また、パターンニング基板100は金属板104A、104Bと平行であることが望ましい。パターンニング基板100が金属板104A、104Bと平行でない場合、パターンニング基板100の開口部の位置毎に、金属板間の電界の強さ、および電界の向き(平坦な金属板に対して作る角度)が異なる(少しずれる)ために、結果として、パターンニング基板面の場所毎にインキを引き上げる力が異なる等の影響が発生して、パターンニング基板100の全体面で見たとき、基板面の場所毎に異なった画質となってしまう。
本発明では、インキ面を電気的に引き上げている最中に、自然放置乾燥方式以外に、パターンニング基板に塗布されたインキに、乾燥固化手段として、電熱方式、高周波方式等(超音波方式を除く)にて、熱を印加して強制的にインキの溶剤成分を蒸発させ、又は紫外光線を照射して紫外線硬化型インキを硬化させてインキを固化しても良い。この場合、インキが乾燥し固化するまでの時間が自然乾燥時に較べて短くなるため、インキの溶剤成分が蒸発し切る前(流動性を保持した状態)において、速やかに電気的にインキを引き上げる必要がある。
加えて、インキが紫外線により硬化する性質を有しているのであれば、電気的にインキを引き上げている最中に紫外線を照射して硬化させても良い。この場合、2枚の金属板の間に紫外線ランプを設置して、直接的にパターンニング基板に塗布されたインキを照射しても良いし、あるいは紫外線ランプは2枚の金属板の外に設置し、反射鏡により2枚の金属板の間に紫外光を導いて、間接的にパターンニング基板に塗布されたインキを照射しても良い。
このように、開口部に塗布されたインキの気層−液層界面における液膜表面の中央部を電気的に引き上げながら固化することにより、インキがパターンニング基板の開口部において平坦に固化するため、高品質の印刷物を得ることが可能になる。加えて、電気的にインキを引き上げることにより隔壁に濡れ上がったインキを開口部の底面方向に引き下げる効果が生じるため、隔壁へのインキ汚染を回避できる。更には、インキを非接触で引き上げるため、工程内のインキによる汚染が発生し難い。結果として、最終製品であるLCD用カラーフィルター、PDP、有機ELディスプレイ、無機ELディスプレイ等のパターンニング基板の塗布工程に好適に利用できる。
カラーフィルターを製造する工程を一例として本発明の実施例を具体的に説明する。カラーフィルター用パターンニング基板の開口部には、フレキソ(柔軟凸状画線版)印刷法を用いてカラーインクを塗布するものとする。フレキソ印刷法を用いた開口部への塗布は本実施例を説明するための一例であり、その他には、スクリーンコート法、グラビアコート法、ダイコート法、スピンコート法、カーテンコート法、スプレーコート法、エアナイフコート法、ロールブラッシュ法等の公知の塗布方法を使用することができる。
<実施例1>
まず、図6において、パターンニング基板600(透明基板)の画素部である各々開口部602(各R画素部、各G画素部、各B画素部)にフレキソ印刷法を用いて、それぞれ溶剤揮散乾燥型(溶剤揮散・酸化乾燥型)のカラーインク603(R、G、B)を塗布した。続いて電気的に繋がれた大きさが等しく、かつ平行な2枚の金属板604A、および604Bで、上下からパターンニング基板600を金属板604A、および604Bと平行になるように挟み、金属板604A、604B間に電位差を、金属板604Aがプラス(+)側、金属板604Bがマイナス(−)側になるように印加した。このとき、カラーインキ603の形状が開口部602内で上方に引き上げられて、カラーインキ603面が、開口部602底面と平行になっていること、塗布したカラーインキ603表面より上方の隔壁601壁面には、インキ603が付着していないことをマイクロスコープによって観察・確認した。
まず、図6において、パターンニング基板600(透明基板)の画素部である各々開口部602(各R画素部、各G画素部、各B画素部)にフレキソ印刷法を用いて、それぞれ溶剤揮散乾燥型(溶剤揮散・酸化乾燥型)のカラーインク603(R、G、B)を塗布した。続いて電気的に繋がれた大きさが等しく、かつ平行な2枚の金属板604A、および604Bで、上下からパターンニング基板600を金属板604A、および604Bと平行になるように挟み、金属板604A、604B間に電位差を、金属板604Aがプラス(+)側、金属板604Bがマイナス(−)側になるように印加した。このとき、カラーインキ603の形状が開口部602内で上方に引き上げられて、カラーインキ603面が、開口部602底面と平行になっていること、塗布したカラーインキ603表面より上方の隔壁601壁面には、インキ603が付着していないことをマイクロスコープによって観察・確認した。
続いて、カラーインキ603を電気的に引き上げている最中に、パターンニング基板600を加熱して、カラーインキ603の溶剤成分を蒸発させ、乾燥させて固化し、固化膜603を得た。熱の印加に関しては、パターンニング基板600と金属板604Bとの間に、乾燥固化手段としてヒートプレート606を平行に挿入して行った。
次に、固化後のパターンニング基板600をパターンニング基板600の表面に対して垂直に切断し、開口部602内のカラーインキ603の固化膜の形状を走査型電子顕微鏡(SEM)により観察したところ、カラーインキ603の固化膜表面は、開口部602底面全域で開口部602底面と平行であった。また、カラーインキ603固化膜表面より上方の隔壁601壁面には固化したインキ603は付着していなかった。
このカラーフィルターを用いてLCDに貼合し、液晶カラー画像ディスプレイ用に液晶表示パネル化したところ、画像の滲みやぼやけがなく明瞭な輪郭を得ることができた。
<実施例2>
まず、図7において、パターンニング基板700(透明基板)の画素部である各々開口部702(各R画素部、各G画素部、各B画素部)にフレキソ印刷法を用いて、それぞれ紫外線硬化型カラーインク703(R、G、B)を塗布した。続いて、電気的に繋がれた大きさが等しく、かつ平行な2枚の金属板704A、および704Bで上下からパターンニング基板700を金属板704A、および704Bと平行になるように挟み、金属板704A、704B間に電位差を、金属板704Aがプラス側、金属板704Bがマイナス側になるように印加した。このとき、カラーインキ703の形状が開口部702内で上方に引き上げられて開口部702底面と平行になっていること、塗布したカラーインキ703の表面より上方の隔壁701の壁面にはインキ703が付着していないことを、マイクロスコープによって観察・確認した。
まず、図7において、パターンニング基板700(透明基板)の画素部である各々開口部702(各R画素部、各G画素部、各B画素部)にフレキソ印刷法を用いて、それぞれ紫外線硬化型カラーインク703(R、G、B)を塗布した。続いて、電気的に繋がれた大きさが等しく、かつ平行な2枚の金属板704A、および704Bで上下からパターンニング基板700を金属板704A、および704Bと平行になるように挟み、金属板704A、704B間に電位差を、金属板704Aがプラス側、金属板704Bがマイナス側になるように印加した。このとき、カラーインキ703の形状が開口部702内で上方に引き上げられて開口部702底面と平行になっていること、塗布したカラーインキ703の表面より上方の隔壁701の壁面にはインキ703が付着していないことを、マイクロスコープによって観察・確認した。
続いて、カラーインキ703を電気的に引き上げている最中に紫外線を照射して、カラーインキ703を乾燥固化し、固化膜703を得た。紫外線照射に関しては、パターンニング基板700と金属板704Bとの間(あるいはパターンニング基板700と金属板704Aとの間でもよい)に、硬化手段として紫外線照射プレート706を平行に挿入して行った。
次に、固化後のパターンニング基板700をパターンニング基板700の表面に対して垂直に切断し、開口部702の固化膜の形状を走査型電子顕微鏡(SEM)により観察したところ、カラーインキ703の固化膜表面は、開口部702底面全域で開口部702底面と平行であった。また、カラーインキ703固化膜表面より上方の隔壁701壁面には固化したインキ703は付着していなかった。
このカラーフィルターを用いてLCDに貼合し、液晶カラー画像ディスプレイ用に液晶表示パネル化したところ、画像の滲みやぼやけがなく明瞭な輪郭を得ることができた。
<比較例1>
まず、図8において、パターンニング基板800(透明基板)の画素部である各々開口部802(各R画素部、各G画素部、各B画素部)にフレキソ印刷法を用いて、それぞれ溶剤揮散乾燥型(溶剤揮散・酸化乾燥型)のカラーインク803(R、G、B)を塗布した。このとき、カラーインキ803は隔壁801を濡れ上がり、開口部802底面のより隔壁801に近い領域でインキの塗布膜厚が厚くなり、開口部802底面の中央部に近づくにつれて薄くなるような谷型になっていることをマイクロスコープによって観察・確認した。
まず、図8において、パターンニング基板800(透明基板)の画素部である各々開口部802(各R画素部、各G画素部、各B画素部)にフレキソ印刷法を用いて、それぞれ溶剤揮散乾燥型(溶剤揮散・酸化乾燥型)のカラーインク803(R、G、B)を塗布した。このとき、カラーインキ803は隔壁801を濡れ上がり、開口部802底面のより隔壁801に近い領域でインキの塗布膜厚が厚くなり、開口部802底面の中央部に近づくにつれて薄くなるような谷型になっていることをマイクロスコープによって観察・確認した。
続いて、パターンニング基板800を加熱して、カラーインキ803を蒸発乾燥させて固化し、固化膜803を得た。熱の印加に関しては、パターンニング基板800の下方に乾燥固化手段としてパターンニング基板800と平行に設置したヒートプレート806により行った。
次に、固化後のパターンニング基板800をパターンニング基板800の表面に対して垂直に切断し、開口部802の固化膜の形状を走査型電子顕微鏡(SEM)により観察したところ、開口部802の底面の中央部で頂点を持った谷型であった。また、隔壁801の壁面全域で固化膜が付着していた。
このカラーフィルターを用いてLCDに貼合し、液晶カラー画像ディスプレイ用に液晶表示パネル化したところ、画像の滲みやぼやけが発生し、明瞭な輪郭を得ることができなかった。
<比較例2>
まず、図9において、パターンニング基板900(透明基板)の画素部である各々開口部902(各R画素部、各G画素部、各B画素部)にフレキソ印刷法を用いて、それぞれ紫外線硬化型カラーインク903(R、G、B)を塗布した。このとき、カラーインキ903は隔壁901を濡れ上がり、開口部902底面のより隔壁901に近い領域でインキの塗布膜厚が厚くなり、開口部902底面の中央部に近づくにつれて薄くなるような谷型になっていることをマイクロスコープによって観察・確認した
まず、図9において、パターンニング基板900(透明基板)の画素部である各々開口部902(各R画素部、各G画素部、各B画素部)にフレキソ印刷法を用いて、それぞれ紫外線硬化型カラーインク903(R、G、B)を塗布した。このとき、カラーインキ903は隔壁901を濡れ上がり、開口部902底面のより隔壁901に近い領域でインキの塗布膜厚が厚くなり、開口部902底面の中央部に近づくにつれて薄くなるような谷型になっていることをマイクロスコープによって観察・確認した
続いて、紫外線を照射して、カラーインキ903を固化し、固化膜903を得た。紫外線照射に関しては、パターンニング基板900の下方に、硬化手段として、パターンニング基板900と平行に設置した紫外線照射プレート906により行った。
次に、固化後のパターンニング基板900をパターンニング基板900の表面に対して垂直に切断し、開口部902の固化膜の形状を走査型電子顕微鏡(SEM)により観察したところ、開口部902の底面の中央部で頂点を持った谷型であった。また、隔壁901の壁面全域で固化膜が付着していた。
このカラーフィルターを用いてLCDに貼合し、液晶カラー画像ディスプレイ用に、液晶表示パネル化したところ、画像の滲みやぼやけが発生し、明瞭な輪郭を得ることができなかった。
本発明の上記実施例1、2では、開口部内に塗布されたインキを電気的に引き上げている最中に熱印加、あるいは紫外線照射を行ったが、溶剤を含んだ紫外線硬化型インキの場合は、熱印加、および紫外線照射を逐次実施しても良いし、同時実施しても良い。
本発明においては、パターンニング基板の開口部に塗布されたインキの表面を電気的に引き上げることにより、インキが乾燥した際に、開口部内で平坦に固化させることが可能である。加えて、電気的にインキを引き上げる際に、隔壁に濡れ上がったインキを開口部の底面方向に引き下げる作用が働くため、隔壁のインキ汚染がなくなる。結果として、印刷物の滲みやぼやけがなく、明瞭な輪郭を得る固化方法を提供することが可能になる。また、このような固化方法を利用して高品質の印刷物を得る製造装置を提供することが可能になる。加えて、本発明は、インキの引き上げを非接触でおこなうため、工程内汚染を発生し難いため利便性が高い。本発明により、LCD用カラーフィルター、PDP、有機ELディスプレイ、無機ELディスプレイ等の微細なパターンニング基板を用いた製品の印刷品質を向上することが可能になる。
100、200、300、400、500、600、700、800、900…パターンニング基板
101、201、301、401、501、601、701、801、901…隔壁
102、202、302、402、502、602、702、802、902…開口部
103、203、303、403、503、603、703、803、903…インキ
603、703、803、903…固化膜
104A、104B、204A、204B、304A、304B、604A、604B…金属板
105、205、305、605、705…電圧源
603、703、803、903…カラーインク
606、806…ヒートプレート
706、906…紫外線照射プレート
101、201、301、401、501、601、701、801、901…隔壁
102、202、302、402、502、602、702、802、902…開口部
103、203、303、403、503、603、703、803、903…インキ
603、703、803、903…固化膜
104A、104B、204A、204B、304A、304B、604A、604B…金属板
105、205、305、605、705…電圧源
603、703、803、903…カラーインク
606、806…ヒートプレート
706、906…紫外線照射プレート
Claims (5)
- 透明な基板面に隔壁および開口部のパターンを有するパターンニング基板の開口部におけるインキの平坦固化方法において、その透明な基板面の開口部相当部にインキを塗布して前記開口部を形成した後に、そのインキを平坦に固化するパターンニング基板の開口部におけるインキの平坦固化方法であって、開口部に塗布されたインキの気層−液層界面における液層表面の中央部を電気的に引き上げながら前記インキを平坦に固化することを特徴とするパターンニング基板の開口部におけるインキの平坦固化方法。
- 前記平坦固化方法が、インキを塗布したパターンニング基板の上下を覆うように面積の等しい2枚の金属板を平行に配置し、2枚の金属板間に電位差を与えることによってなされることを特徴とする請求項1記載のパターンニング基板の開口部におけるインキ平坦固化方法。
- 前記開口部に塗布されたインキの気層−液層界面における液層表面の中央部を電気的に引き上げながら平坦に固化する際に、開口部に塗布された前記インキを熱印加あるいは紫外線照射しながら平坦に固化することを特徴とする請求項1又は2記載のパターンニング基板の開口部におけるインキの平坦固化方法。
- 透明な基板面に隔壁および開口部のパターンを有するパターンニング基板の開口部におけるインキの平坦固化方法において、その透明な基板面の開口部相当部にインキを塗布して前記開口部を形成した後に、そのインキを平坦に固化するパターンニング基板の開口部におけるインキ平坦固化方法であって、上記請求項1乃至3のいずれか1項に係るパターンニング基板の開口部におけるインキ平坦固化方法を用いてパターンニング基板の開口部におけるインキを平坦に固化することを特徴とするパターンニング基板の開口部におけるインキ平坦固化方法。
- 透明な基板面に隔壁および開口部のパターンを有するパターンニング基板の開口部におけるインキの平坦固化装置において、透明な基板面に隔壁および開口部のパターンを有するパターンニング基板において、その透明な基板面の開口部相当部にインキを塗布して前記開口部を形成した後に、そのインキを平坦に固化するパターンニング基板の開口部におけるインキ平坦固化装置であって、インキを塗布したパターンニング基板の上下を覆う面積の等しい平行に配置され、且つその金属板間に電位差が付与可能な2枚の金属板と、パターンニング基板に塗布された前記インキを熱印加あるいは紫外線照射にて硬化乾燥させるインキ硬化乾燥手段とを備えることを特徴とするパターンニング基板の開口部におけるインキ平坦固化装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011057579A JP2012194313A (ja) | 2011-03-16 | 2011-03-16 | パターンニング基板の開口部におけるインキ平坦固化方法及び平坦固化装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011057579A JP2012194313A (ja) | 2011-03-16 | 2011-03-16 | パターンニング基板の開口部におけるインキ平坦固化方法及び平坦固化装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012194313A true JP2012194313A (ja) | 2012-10-11 |
Family
ID=47086284
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011057579A Withdrawn JP2012194313A (ja) | 2011-03-16 | 2011-03-16 | パターンニング基板の開口部におけるインキ平坦固化方法及び平坦固化装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012194313A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015204237A (ja) * | 2014-04-15 | 2015-11-16 | 株式会社ジャパンディスプレイ | 有機エレクトロルミネッセンス表示装置および有機エレクトロルミネッセンス表示装置の製造方法 |
| CN108346747A (zh) * | 2017-08-02 | 2018-07-31 | 广东聚华印刷显示技术有限公司 | 印刷oled器件及其制备方法和应用 |
| CN108389965A (zh) * | 2018-03-01 | 2018-08-10 | 京东方科技集团股份有限公司 | 成膜方法、显示基板及其制作方法、显示装置 |
| CN113410419A (zh) * | 2021-08-18 | 2021-09-17 | 深圳市华星光电半导体显示技术有限公司 | 显示面板的制作方法以及干燥设备 |
| CN113948666A (zh) * | 2020-07-15 | 2022-01-18 | Tcl科技集团股份有限公司 | 显示器件及其制备方法、干燥装置 |
| JP2023541725A (ja) * | 2021-08-18 | 2023-10-04 | 深▲セン▼市▲華▼星光▲電▼半▲導▼体▲顕▼示技▲術▼有限公司 | 表示パネルの製造方法及び乾燥設備 |
-
2011
- 2011-03-16 JP JP2011057579A patent/JP2012194313A/ja not_active Withdrawn
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015204237A (ja) * | 2014-04-15 | 2015-11-16 | 株式会社ジャパンディスプレイ | 有機エレクトロルミネッセンス表示装置および有機エレクトロルミネッセンス表示装置の製造方法 |
| CN108346747A (zh) * | 2017-08-02 | 2018-07-31 | 广东聚华印刷显示技术有限公司 | 印刷oled器件及其制备方法和应用 |
| CN108389965A (zh) * | 2018-03-01 | 2018-08-10 | 京东方科技集团股份有限公司 | 成膜方法、显示基板及其制作方法、显示装置 |
| CN108389965B (zh) * | 2018-03-01 | 2021-03-23 | 京东方科技集团股份有限公司 | 成膜方法、显示基板及其制作方法、显示装置 |
| CN113948666A (zh) * | 2020-07-15 | 2022-01-18 | Tcl科技集团股份有限公司 | 显示器件及其制备方法、干燥装置 |
| CN113410419A (zh) * | 2021-08-18 | 2021-09-17 | 深圳市华星光电半导体显示技术有限公司 | 显示面板的制作方法以及干燥设备 |
| WO2023019635A1 (zh) * | 2021-08-18 | 2023-02-23 | 深圳市华星光电半导体显示技术有限公司 | 显示面板的制作方法以及干燥设备 |
| JP2023541725A (ja) * | 2021-08-18 | 2023-10-04 | 深▲セン▼市▲華▼星光▲電▼半▲導▼体▲顕▼示技▲術▼有限公司 | 表示パネルの製造方法及び乾燥設備 |
| US12193314B2 (en) | 2021-08-18 | 2025-01-07 | Shenzhen China Star Optoelectronics Semiconductor Display Technology Co., Ltd. | Method of fabricating display panel using electric field, and drying device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012194313A (ja) | パターンニング基板の開口部におけるインキ平坦固化方法及び平坦固化装置 | |
| US5514503A (en) | Apparatus and method for printing a color filter | |
| US5624775A (en) | Apparatus and method for printing a color filter | |
| US8186271B2 (en) | Method for manufacturing printing plate | |
| WO1996017267A1 (en) | Method and apparatus for forming a contoured planarizing layer for a color filter | |
| CN102971647B (zh) | 双凸透镜片、其制造方法及光学元件 | |
| JPH11231325A (ja) | 感光性樹脂プレート及びその製造方法 | |
| US7952660B2 (en) | Method of fabricating black matrices of color filter | |
| US7927771B2 (en) | Color filter and fabrication method thereof | |
| JP4986422B2 (ja) | 電気泳動表示装置の製造方法 | |
| JP5810735B2 (ja) | パターン位相差フィルムの製造方法及び光学フィルムの製造方法 | |
| JP2015060027A (ja) | 塗布液の固化方法および塗布液の固化装置 | |
| CN107390359A (zh) | 一种电润湿器件及其制备方法 | |
| JP6303442B2 (ja) | 印刷方法及び印刷装置 | |
| TW200820315A (en) | Methods for repairing patterned structure of electronic devices | |
| CN100468094C (zh) | 彩色滤光片的制造方法 | |
| JP2013041136A (ja) | 隔壁付基板に対するインク皮膜の形成方法 | |
| KR100667471B1 (ko) | 분리 격벽 제조용 몰드 및 이를 이용한 이중층 분리격벽의 제조 방법 | |
| JP5771931B2 (ja) | カラーフィルタ、それを用いた液晶表示装置及びカラーフィルタの製造方法 | |
| JP2012002934A (ja) | 電気泳動表示装置の製造方法 | |
| JP5496025B2 (ja) | 電気泳動表示装置の製造方法 | |
| JPH11305026A (ja) | カラーフィルターの製造方法及び装置 | |
| KR20080001029A (ko) | 패턴 형성방법 및 이를 이용한 컬러필터기판 제조방법 | |
| KR101366987B1 (ko) | 컬러 필터 기판의 제조 방법 | |
| JP2012032510A (ja) | 電気泳動表示装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140603 |